You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 092 M-002 Mechanical Symbols and LegendsDocument1 page092 M-002 Mechanical Symbols and Legendseuri08No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- Maxiforce CatalogDocument525 pagesMaxiforce CatalogVenzon SotNo ratings yet
- EPRI Best Practice Guidelines For P91 1023199Document100 pagesEPRI Best Practice Guidelines For P91 1023199claude.bouillot3566No ratings yet
- Magnetic Particle Testing Procedure PDFDocument7 pagesMagnetic Particle Testing Procedure PDFNaveen MeenaNo ratings yet
- Basics of Steel MakingDocument26 pagesBasics of Steel MakingakshukNo ratings yet
- Parts C490BPGDocument30 pagesParts C490BPGניקולאי איןNo ratings yet
- Concrete Pipe HandbookDocument62 pagesConcrete Pipe HandbookDavid100% (1)
- Field Heat Treatment - Gary - LewisDocument39 pagesField Heat Treatment - Gary - Lewisclaude.bouillot3566No ratings yet
- DPR - AHP-PPP ShivSankul, Kolhapur 26.11.2018 PDFDocument148 pagesDPR - AHP-PPP ShivSankul, Kolhapur 26.11.2018 PDFSantosh KalkutkiNo ratings yet
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiNo ratings yet
- Spider Man 3Document32 pagesSpider Man 3Yiyao XuNo ratings yet
- TMCP Steels and Their Welding 12342Document16 pagesTMCP Steels and Their Welding 12342claude.bouillot3566100% (1)
- Weo 2007Document674 pagesWeo 2007Michaela AngererNo ratings yet
- Relation Structure Resilience (Bonnet)Document23 pagesRelation Structure Resilience (Bonnet)claude.bouillot3566No ratings yet
- Post Weld Heat TreatmentDocument72 pagesPost Weld Heat Treatmentclaude.bouillot3566100% (1)
- EFFECT OF CaF2 IN FLUX ON TOUGHNESS OF WELD METAL - RELATION BETWEEN CaF2 CONTENT IN WELDING FLUX AND IMPURE GAS CONTENT IN WELD METAL 13632Document9 pagesEFFECT OF CaF2 IN FLUX ON TOUGHNESS OF WELD METAL - RELATION BETWEEN CaF2 CONTENT IN WELDING FLUX AND IMPURE GAS CONTENT IN WELD METAL 13632claude.bouillot3566No ratings yet
- Weo 2007Document674 pagesWeo 2007Michaela AngererNo ratings yet
- Powerengineering201403 DLDocument69 pagesPowerengineering201403 DLclaude.bouillot3566No ratings yet
- P91 Literature BOHLERDocument11 pagesP91 Literature BOHLERclaude.bouillot3566No ratings yet
- Đuro ĐakovićDocument16 pagesĐuro Đakovićclaude.bouillot3566No ratings yet
- P92 Profile Issue 5 Sept 2013 PortraitDocument22 pagesP92 Profile Issue 5 Sept 2013 Portraitclaude.bouillot3566No ratings yet
- Welding 304HDocument29 pagesWelding 304Hclaude.bouillot3566No ratings yet
- Weldability of Grade 23Document0 pagesWeldability of Grade 23claude.bouillot3566No ratings yet
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Document56 pagesStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566No ratings yet
- Seam Welding of High Strength UOE Line PipeDocument2 pagesSeam Welding of High Strength UOE Line Pipeclaude.bouillot3566No ratings yet
- Competence N°4 - May 2009 - EN & DEDocument34 pagesCompetence N°4 - May 2009 - EN & DEclaude.bouillot3566No ratings yet
- RR 105Document130 pagesRR 105Dr R Panneer SelvamNo ratings yet
- The Effect of Transformer Phasing On Weld Bead Formation in Multi-Electrode Submerged-Arc WeldingDocument16 pagesThe Effect of Transformer Phasing On Weld Bead Formation in Multi-Electrode Submerged-Arc Weldingclaude.bouillot3566No ratings yet
- Competence-N°6 CompetenceOERLIKONDocument44 pagesCompetence-N°6 CompetenceOERLIKONclaude.bouillot3566No ratings yet
- Welding of Dissimilar Metals 12480Document8 pagesWelding of Dissimilar Metals 12480claude.bouillot3566100% (1)
- Competence N°5 - November 2010 - EN & DE PDFDocument32 pagesCompetence N°5 - November 2010 - EN & DE PDFclaude.bouillot3566No ratings yet
- Competence N°1 - May 2007 - EN & DEDocument34 pagesCompetence N°1 - May 2007 - EN & DEclaude.bouillot3566No ratings yet
- Anna Výrostková, Ladislav FALAT, Ján Kepič, Peter BRZIAK, Jozef PECHADocument7 pagesAnna Výrostková, Ladislav FALAT, Ján Kepič, Peter BRZIAK, Jozef PECHAclaude.bouillot3566No ratings yet
- Competence N°2 - Nov 2007 - EN & DEDocument32 pagesCompetence N°2 - Nov 2007 - EN & DEclaude.bouillot3566No ratings yet
- Oerlikon Competence 3 Grade 92 2008Document32 pagesOerlikon Competence 3 Grade 92 2008Claudia MmsNo ratings yet
- Brochure Offshore Oil & Gas en 2009Document26 pagesBrochure Offshore Oil & Gas en 2009claude.bouillot3566No ratings yet
- ENDA-5000 HRE2406B- Gas Analyzer- Thiết Bị Phân Tích KhíDocument6 pagesENDA-5000 HRE2406B- Gas Analyzer- Thiết Bị Phân Tích KhíminhNo ratings yet
- TLP 2355Document16 pagesTLP 2355teomondoNo ratings yet
- Kami Export - Alric Dsouza - SC1a States of Matter 2 (3) AnswerDocument2 pagesKami Export - Alric Dsouza - SC1a States of Matter 2 (3) AnswerAlric DsouzaNo ratings yet
- Brushless DC MotorDocument3 pagesBrushless DC MotorSourav KumarNo ratings yet
- Technical Data Compressor: SC12CLDocument6 pagesTechnical Data Compressor: SC12CLKokoNo ratings yet
- Unit 8 Guided NotesDocument12 pagesUnit 8 Guided NotesflyingmsNo ratings yet
- Leyte Geothermal Power Progressive Employees UnionDocument3 pagesLeyte Geothermal Power Progressive Employees Unionaags_06No ratings yet
- Conley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesDocument17 pagesConley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesCarlos AyalaNo ratings yet
- Heat Pump 1-1Document9 pagesHeat Pump 1-1sdio06No ratings yet
- Digital Liquid Meter: Owners Installation, Operation, and Safety ManualDocument48 pagesDigital Liquid Meter: Owners Installation, Operation, and Safety ManualJuarez FerdNo ratings yet
- VP Director Energy Finance Business Management in Minneapolis ST Paul MN Resume Ronald ScheirerDocument2 pagesVP Director Energy Finance Business Management in Minneapolis ST Paul MN Resume Ronald ScheirerRonaldScheirerNo ratings yet
- Green Buildings, Energy EfficiencyDocument7 pagesGreen Buildings, Energy EfficiencyAbu Talha FarooqiNo ratings yet
- Ra-616190-001 (D-1) PDFDocument1 pageRa-616190-001 (D-1) PDFmuthuvelaaNo ratings yet
- HPCL-02 - Hvac Piping LayoutDocument1 pageHPCL-02 - Hvac Piping LayoutBN YADAVNo ratings yet
- Thermodynamics Lab: ProjectDocument10 pagesThermodynamics Lab: ProjectSaAhRaNo ratings yet
- Laserline Alarm Mod 996Document12 pagesLaserline Alarm Mod 996John Ha100% (1)
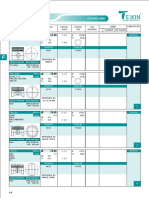
- Teikin Catalog Vol 18-Automotive FiatDocument6 pagesTeikin Catalog Vol 18-Automotive FiatJuan Esteban Ordoñez BonillaNo ratings yet
- Vijay Singh CVDocument2 pagesVijay Singh CVVijay ChauhanNo ratings yet
- Nichrome Wire Data SheetDocument1 pageNichrome Wire Data SheetchowdareiNo ratings yet
- Water: Basics in Food Chemistry WaterDocument16 pagesWater: Basics in Food Chemistry WaterRahul Paul AbrahamNo ratings yet
- 825 Series 190CC Motor BriggsDocument27 pages825 Series 190CC Motor BriggsCTRL ENGENHARIA E MANUTENÇÃO ComprasNo ratings yet