You might also like
- 1938 - 2869Document1 page1938 - 2869seafire47No ratings yet
- Flight.: Final Gliding Contest ResultsDocument1 pageFlight.: Final Gliding Contest Resultsseafire47No ratings yet
- Gtsac : Flight Engineering SectionDocument1 pageGtsac : Flight Engineering Sectionseafire47100% (1)
- PH - Carolina's Chorizo Carbonara With Garden SaladDocument2 pagesPH - Carolina's Chorizo Carbonara With Garden Saladseafire47No ratings yet
- PH - Almond & Garlic Crusted Chicken With Cherry Tomato SaladDocument2 pagesPH - Almond & Garlic Crusted Chicken With Cherry Tomato Saladseafire47No ratings yet
- Short S.20 Mercury SDocument3 pagesShort S.20 Mercury Sseafire47No ratings yet
- East To West Record: 13% HOURSDocument1 pageEast To West Record: 13% HOURSseafire47No ratings yet
- "Mercury" Makes GoodDocument1 page"Mercury" Makes Goodseafire47No ratings yet
- Second Parting: Short-Mayo Compo-Site Separated "In Public"Document1 pageSecond Parting: Short-Mayo Compo-Site Separated "In Public"seafire47No ratings yet
- Shor BRQS.: of RochesterDocument1 pageShor BRQS.: of Rochesterseafire47No ratings yet
- 598 Flight.: DECEMBER I 6, 1937Document1 page598 Flight.: DECEMBER I 6, 1937seafire47No ratings yet
- 7 Moundsville Lone Eagle 94Document9 pages7 Moundsville Lone Eagle 94seafire47No ratings yet
- 1937 - 3487Document1 page1937 - 3487seafire47No ratings yet
- Percival Q4,6 1937 - 3486Document1 pagePercival Q4,6 1937 - 3486seafire47No ratings yet
- 203 Sample ArticleDocument8 pages203 Sample Articleseafire47No ratings yet
- 74-A-23 Se5a F938Document4 pages74-A-23 Se5a F938seafire47No ratings yet
- Commercial //V/At/On: Airlines AirportsDocument1 pageCommercial //V/At/On: Airlines Airportsseafire47No ratings yet
- 95 Sample ArticleDocument5 pages95 Sample Articleseafire47No ratings yet
- 1937 - 3485Document1 page1937 - 3485seafire47No ratings yet
- Wright Flyer 1903 EngineDocument3 pagesWright Flyer 1903 Engineseafire47No ratings yet
- 4 Worlds FairDocument5 pages4 Worlds Fairseafire47No ratings yet
- 8 Ross RS1 93Document4 pages8 Ross RS1 93seafire47No ratings yet
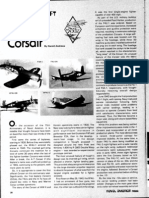
- Chance Vought F4u CorsairDocument6 pagesChance Vought F4u Corsairseafire47100% (3)
- SB2U VindicatorDocument11 pagesSB2U Vindicatorseafire47100% (1)
- F4u 4Document8 pagesF4u 4seafire47100% (1)
- VS-10001 GA 02 F4U-1 CorsairDocument0 pagesVS-10001 GA 02 F4U-1 Corsairseafire47No ratings yet
- b47 v3Document4 pagesb47 v3seafire47100% (1)
- Raid On Regensburg2Document8 pagesRaid On Regensburg2seafire47100% (1)
- Designation OF USA AIRCRAFTDocument9 pagesDesignation OF USA AIRCRAFTseafire47No ratings yet
- Splash 1Document4 pagesSplash 1seafire47100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Alternative Energy Sources in ThailandDocument35 pagesAlternative Energy Sources in Thailandapi-211168947No ratings yet
- Act 302 Petroleum Safety Measures Act 1984Document38 pagesAct 302 Petroleum Safety Measures Act 1984Adam Haida & CoNo ratings yet
- ANSI Tecnical ManualDocument11 pagesANSI Tecnical ManualArmando BarrancoNo ratings yet
- GarrettDocument96 pagesGarrettdurmotz100% (2)
- Assay of Volatile Oils, Ethereal OilsDocument25 pagesAssay of Volatile Oils, Ethereal OilshazelNo ratings yet
- HeatingDocument74 pagesHeatingBertusvanHeerdenNo ratings yet
- Technical Data Mq-2 Gas Sensor: H L H HDocument2 pagesTechnical Data Mq-2 Gas Sensor: H L H HMhmmd Agus HidayatNo ratings yet
- XOMOXPlugvalvesEurope BrochureDocument12 pagesXOMOXPlugvalvesEurope BrochureAnonymous ItzBhUGoiNo ratings yet
- Biomass Energy Data BookDocument254 pagesBiomass Energy Data BookrvnesariNo ratings yet
- Lda 450Document48 pagesLda 450Mirza Smailbegovic67% (3)
- Husqvarna 10530SBEDocument32 pagesHusqvarna 10530SBEkilomamoNo ratings yet
- WC67K CNC Hydraulic Sheet Metal Press Brake Bender Machine With DA41s SystemDocument7 pagesWC67K CNC Hydraulic Sheet Metal Press Brake Bender Machine With DA41s SystemryneleeNo ratings yet
- Parker Hydraulic Accumulator Products HY10-1630Document203 pagesParker Hydraulic Accumulator Products HY10-1630Yusuf Sukma IndrianaNo ratings yet
- 10.0t - 16.0t Diesel Forklift TrucksDocument6 pages10.0t - 16.0t Diesel Forklift TrucksSabah100% (1)
- Cars Refrigerant Oil Filling QuantitiesDocument92 pagesCars Refrigerant Oil Filling QuantitiesMahmoud MohamedNo ratings yet
- Literature Review - Minor ProjectDocument9 pagesLiterature Review - Minor ProjectIshan TiwariNo ratings yet
- Sutton Z Factor Paper SPE-14265-MSDocument16 pagesSutton Z Factor Paper SPE-14265-MSi786zzyNo ratings yet
- TI-1000-1109 - Lubricating Oil For Type 2,3,4 and 6Document5 pagesTI-1000-1109 - Lubricating Oil For Type 2,3,4 and 6Jamil AhmedNo ratings yet
- Owners ManualDocument48 pagesOwners Manualisaac_maykovichNo ratings yet
- Duty Specification FOR Hot Oil System Package Unit: GeneraDocument5 pagesDuty Specification FOR Hot Oil System Package Unit: GeneraSuchart TarasapNo ratings yet
- 2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessDocument4 pages2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessLucky9922100% (1)
- Daelim Daystar Fi ManualDocument68 pagesDaelim Daystar Fi ManualartistoflightNo ratings yet
- Electric Cars Vs Gas CarsDocument6 pagesElectric Cars Vs Gas Carsapi-295480043No ratings yet
- TOTAL QUALITY MANAGMENT IN OIL AND GAS SECTOR (A Research)Document20 pagesTOTAL QUALITY MANAGMENT IN OIL AND GAS SECTOR (A Research)Shaaf Amjad100% (2)
- 03-Active and Passive FP Training Module PDFDocument22 pages03-Active and Passive FP Training Module PDFs n mishraNo ratings yet
- Aircraft Fuel SystemsDocument41 pagesAircraft Fuel SystemsHarry Nagaño100% (4)
- Catalog - O Ring Handbook - ODE5705 EN PDFDocument164 pagesCatalog - O Ring Handbook - ODE5705 EN PDFDawei WangNo ratings yet
- Green (Food Processing Industry)Document4 pagesGreen (Food Processing Industry)BuLayugNo ratings yet
- Hatlapa L90, L140, L160, L190Document2 pagesHatlapa L90, L140, L160, L190jshdlh75% (4)