You might also like
- Instalación y mantenimiento de bombas alternativas Stork MSW S.ADocument22 pagesInstalación y mantenimiento de bombas alternativas Stork MSW S.AFabián MartínezNo ratings yet
- Bomba Dúplex de Pistón de Alta Capacidad y PresiónDocument2 pagesBomba Dúplex de Pistón de Alta Capacidad y PresiónElias100% (1)
- Storkator v1.0#1Document13 pagesStorkator v1.0#1martin100% (1)
- Panel CAMERON - Instructivo Operacional Panel T20366-03Document22 pagesPanel CAMERON - Instructivo Operacional Panel T20366-03Alvaro Reimar Ferrufino Martinez100% (1)
- Sec 1 Duplex R03-MSWDocument32 pagesSec 1 Duplex R03-MSWjuan100% (2)
- Instalación y operación segura de bombas de aire LUFKINDocument48 pagesInstalación y operación segura de bombas de aire LUFKINdfmolinaNo ratings yet
- Manual 2171 SumideroDocument19 pagesManual 2171 SumideroYimmy Alexander Parra MarulandaNo ratings yet
- Manual Rotaflex 900Document51 pagesManual Rotaflex 900Cristian Javier Benavente100% (3)
- Kudu Bro PC Pumps Dom WebDocument4 pagesKudu Bro PC Pumps Dom WebMariela GarciaNo ratings yet
- Práctico 3 - Bombeo MecánicoDocument6 pagesPráctico 3 - Bombeo MecánicoSaul Edwin Silva DuránNo ratings yet
- Rotaflex PAEDocument10 pagesRotaflex PAEderwinquintero87No ratings yet
- Bombas de subsuelo: diseño y especificacionesDocument169 pagesBombas de subsuelo: diseño y especificacionesCelio Castellano100% (3)
- Bomba Duplex Gaso 1700Document4 pagesBomba Duplex Gaso 1700Carlos Antonio Fontalvo Carrascal100% (1)
- Screaning Plunger LiftDocument17 pagesScreaning Plunger Liftjfernandez_estelaNo ratings yet
- Acumulador Tipo Vejiga - HYDAC PDFDocument7 pagesAcumulador Tipo Vejiga - HYDAC PDFvicoraulNo ratings yet
- Manual de Entrenamiento Rev. Jun 2005Document119 pagesManual de Entrenamiento Rev. Jun 2005Douglas A. Ruiz100% (1)
- Bombas de Cavidades Progresivas - Dise - O, Soluci - N y Optimizaci - N.Document18 pagesBombas de Cavidades Progresivas - Dise - O, Soluci - N y Optimizaci - N.Emelda LuzNo ratings yet
- Variador potente SD500Document20 pagesVariador potente SD500Oscar Bravo.No ratings yet
- Instalación A-82Document50 pagesInstalación A-82jota_ova100% (1)
- ANEXO 10. EXT - I - 034. Revisión y Operación de La Llave Hidráulica para Tubería.Document10 pagesANEXO 10. EXT - I - 034. Revisión y Operación de La Llave Hidráulica para Tubería.Oscar FabiánNo ratings yet
- Bombeo Mecanico IntevepDocument246 pagesBombeo Mecanico Intevepjuanc964No ratings yet
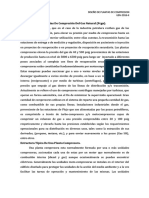
- Plantas de Compresión Del Gas Natural PDFDocument23 pagesPlantas de Compresión Del Gas Natural PDFdigecaNo ratings yet
- Manual Oper - BombaTriplexDocument38 pagesManual Oper - BombaTriplexJosé CarreónNo ratings yet
- Siderurgica Nacional - Proyecto GasductoDocument27 pagesSiderurgica Nacional - Proyecto GasductoENMANUELNo ratings yet
- Curso Basico Motores Superior PDFDocument45 pagesCurso Basico Motores Superior PDFcarlossanchezarmasNo ratings yet
- Manual de Mantenimiento - CompressDocument36 pagesManual de Mantenimiento - CompressedisonNo ratings yet
- Manual Bombeo Mecanico AvanzadoDocument297 pagesManual Bombeo Mecanico AvanzadoIng Javier RiosNo ratings yet
- Bombas Siam j200Document17 pagesBombas Siam j200Claudio MarioNo ratings yet
- Tanques de AlmacenamientoDocument5 pagesTanques de Almacenamientoخورخي كسابNo ratings yet
- Cap 4 BesDocument84 pagesCap 4 BesEnmanuel Herrera100% (1)
- Plan de Rcec Del Proyecto Lag - ArranqueDocument50 pagesPlan de Rcec Del Proyecto Lag - Arranqueramon alfonzoNo ratings yet
- Control Ad or RPC Sam Well ManagerDocument14 pagesControl Ad or RPC Sam Well ManagerLourdes Viviana FiorentinoNo ratings yet
- Metodologia Hidro MecánicoDocument58 pagesMetodologia Hidro MecánicoJackselin GómezNo ratings yet
- Curso de Motores de Combustión Interna WaukeshaDocument4 pagesCurso de Motores de Combustión Interna WaukeshayuneskaNo ratings yet
- J 165 Unlocked - En.esDocument82 pagesJ 165 Unlocked - En.esCesar Mora100% (2)
- Reparación de Bancadas de Manivelas de AIB in SituDocument5 pagesReparación de Bancadas de Manivelas de AIB in SituLuis AndradeNo ratings yet
- Levantamiento ArtificialDocument55 pagesLevantamiento ArtificialdarwinNo ratings yet
- Manual Barmesa Ic 11/2Document13 pagesManual Barmesa Ic 11/2jesus villarNo ratings yet
- Inyección de Diluentes Con CapilaresDocument28 pagesInyección de Diluentes Con Capilaresgreve100% (1)
- Instructivo de Operacion Sistema de Ignicion para Flare PortatilDocument16 pagesInstructivo de Operacion Sistema de Ignicion para Flare PortatilAlcides ZorrillaNo ratings yet
- Planta de Compresion de Gas CarandaDocument89 pagesPlanta de Compresion de Gas CarandaignacioNo ratings yet
- In-Sc-036 Instructivo de Desintalacion de Equipos Bes PMM Rev v-2Document41 pagesIn-Sc-036 Instructivo de Desintalacion de Equipos Bes PMM Rev v-2Jhonny MenesesNo ratings yet
- Bombeo y extracción de hidrocarburos en VenezuelaDocument27 pagesBombeo y extracción de hidrocarburos en VenezuelaBianessy YbarraNo ratings yet
- Oleoducto 16 pulgadasDocument74 pagesOleoducto 16 pulgadasJuan Carlos Manrique100% (1)
- Husky Graco 2150Document38 pagesHusky Graco 2150Rosendo GarcíaNo ratings yet
- Bombeo Electrosumergible FinalDocument97 pagesBombeo Electrosumergible FinalJhon Herrera AguilarNo ratings yet
- OIMEDocument2 pagesOIMEWILSON JHONNY MAMANI VARGASNo ratings yet
- 2013 Bombeo Multifasico Petrocedeño UnellezDocument22 pages2013 Bombeo Multifasico Petrocedeño UnellezSandoval JhonNo ratings yet
- ATLAS COPCO CATALOGO - Filters - Spanish PDFDocument6 pagesATLAS COPCO CATALOGO - Filters - Spanish PDFangel darioNo ratings yet
- Filtos Tipo Canasta PDFDocument9 pagesFiltos Tipo Canasta PDFLuby Mary PascuasNo ratings yet
- Trabajos Compresor Parada de PlantaDocument22 pagesTrabajos Compresor Parada de Plantamantenimiento el dificilNo ratings yet
- Automatizacion de Pozos y Macollas de ProduccionDocument51 pagesAutomatizacion de Pozos y Macollas de ProduccionFabian SolanoNo ratings yet
- Manual de Operación y Mantenimiento del Booster SystemDocument24 pagesManual de Operación y Mantenimiento del Booster SystemCarlosTamayoCamposNo ratings yet
- Curso FLECS en EspanolDocument149 pagesCurso FLECS en EspanolCésar Barrera100% (2)
- Manual MAÑEZ Y LOZANODocument41 pagesManual MAÑEZ Y LOZANOAldo CarvajalNo ratings yet
- MONTAJE DEL MÁSTIL DE 1,60 M................................................................ 3Document24 pagesMONTAJE DEL MÁSTIL DE 1,60 M................................................................ 3danielpescio6No ratings yet
- Guía de montaje ENKOFORMDocument60 pagesGuía de montaje ENKOFORMJaime Bravo LunaNo ratings yet
- Especificaciones Técnicas Aci Cruz Del Sur.Document24 pagesEspecificaciones Técnicas Aci Cruz Del Sur.franklinNo ratings yet
- Manual Hurricane M3737ESDocument56 pagesManual Hurricane M3737ESSergio López DocioNo ratings yet
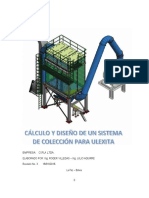
- Calculo y Diseo Colector Rev 31Document56 pagesCalculo y Diseo Colector Rev 31richard ortegaNo ratings yet
- 10 Edicion Social REMAX 07.02.14Document12 pages10 Edicion Social REMAX 07.02.14Fabrizio BezzoloNo ratings yet
- Caso Contratos Empresariales Actv 5Document2 pagesCaso Contratos Empresariales Actv 5Alexandra MejíaNo ratings yet
- Codigo ContableDocument12 pagesCodigo ContableYamilet Perez0% (1)
- Planeacion Pedagogica Mis Primeros Pasitos Del 18 Al 22 de Mayo de 2020Document2 pagesPlaneacion Pedagogica Mis Primeros Pasitos Del 18 Al 22 de Mayo de 2020Dary Vargas50% (2)
- ClickBank Zero PDFDocument11 pagesClickBank Zero PDFAlvaro Ismael Hernández MurilloNo ratings yet
- Residuos ToxicosDocument18 pagesResiduos ToxicosVictor Jaraba C100% (1)
- Análisis de La Actualidad Del Sector de Transporte en ColombiaDocument4 pagesAnálisis de La Actualidad Del Sector de Transporte en ColombiaCamilo Andres Hoyos AlvarezNo ratings yet
- 02 Sistemas de Potencia ContenidoDocument2 pages02 Sistemas de Potencia Contenidoyo mismoNo ratings yet
- T-Ec3-180 F.E.Document117 pagesT-Ec3-180 F.E.Yanira CeronNo ratings yet
- Planificación estratégica: claves para el éxito empresarialDocument21 pagesPlanificación estratégica: claves para el éxito empresarialBella MiniNo ratings yet
- TITULARIZACIÓNDocument28 pagesTITULARIZACIÓNBrayan Rivera100% (1)
- Gestión del talento humano en TottusDocument50 pagesGestión del talento humano en TottusNilda Ramos parionaNo ratings yet
- Control de La Mano de Obra COSTOS IDocument19 pagesControl de La Mano de Obra COSTOS Ijuan zapataNo ratings yet
- OM ComposteraDocument14 pagesOM ComposteraLion GiraldoNo ratings yet
- 3 Secretos - 24h (ProduceAudio - Net) B PDFDocument13 pages3 Secretos - 24h (ProduceAudio - Net) B PDFNacho Gallent100% (2)
- A5 Equipo12Document18 pagesA5 Equipo12Alexis GaribayNo ratings yet
- Comunicaciones para BomberosDocument10 pagesComunicaciones para BomberosLUCAS IGNACIO CERDA100% (1)
- AMEF Análisis de Modo y Efecto de FallaDocument8 pagesAMEF Análisis de Modo y Efecto de FallaHeribertoNo ratings yet
- Compromiso con la carrera de contabilidadDocument2 pagesCompromiso con la carrera de contabilidadMaribel VillagarayNo ratings yet
- LG RH387H Combo DVD HDD Service ManualDocument127 pagesLG RH387H Combo DVD HDD Service ManualTomasz Minster100% (1)
- Caso Desplazamiento Masivo de Habitantes Corregimiento de Filo GringoDocument123 pagesCaso Desplazamiento Masivo de Habitantes Corregimiento de Filo GringoHector MorenoNo ratings yet
- Documento Sobre Las NiifDocument7 pagesDocumento Sobre Las NiifValentina GallegoNo ratings yet
- Conclusión El DiscursoDocument2 pagesConclusión El DiscursoLiliSanchezNo ratings yet
- Fa 13994 C.toroDocument2 pagesFa 13994 C.toroRicardo CornejoNo ratings yet
- Mapa MedusaDocument1 pageMapa MedusaAlberto Henrique Bonacía RocheNo ratings yet
- Gestion de La Produccion 2do ParcialDocument94 pagesGestion de La Produccion 2do ParcialDavid A. Dueñas SaireNo ratings yet
- UnadmDocument4 pagesUnadmhectorNo ratings yet
- LINAct 2Document9 pagesLINAct 2Uriel BaltazarNo ratings yet
- Autorización Viaje Al Exterior (Fva 13-02-2023)Document3 pagesAutorización Viaje Al Exterior (Fva 13-02-2023)Yenny MonsNo ratings yet
- Analisis de Art 244 - 260Document6 pagesAnalisis de Art 244 - 260kalin1803No ratings yet