You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
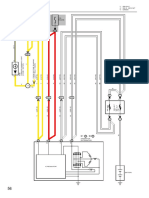
- Charging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: CanadaDocument2 pagesCharging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: Canadaperalta78No ratings yet
- VW Passat b8 Communication EngDocument66 pagesVW Passat b8 Communication EngDima Afanasiev100% (1)
- Cylinder Head Research InvestigationDocument5 pagesCylinder Head Research Investigationperalta78No ratings yet
- dl24m ManualDocument47 pagesdl24m Manualperalta78No ratings yet
- Charging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: CanadaDocument2 pagesCharging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: Canadaperalta78No ratings yet
- Look Out For These Unwanted Substances in Your CosmeticsDocument3 pagesLook Out For These Unwanted Substances in Your Cosmeticsperalta78No ratings yet
- Forex Price Action Scalping - Bob VolmanDocument3 pagesForex Price Action Scalping - Bob Volmandanadamsfx50% (10)
- How Dealers Conduct Foreign Exchange Operations: All About..Document10 pagesHow Dealers Conduct Foreign Exchange Operations: All About..WickedadonisNo ratings yet
- TFF 10W-30 CF-4: DescriptionDocument2 pagesTFF 10W-30 CF-4: Descriptionperalta78No ratings yet
- OBFX Users ManualDocument18 pagesOBFX Users ManualNo Name100% (1)
- Piccione Manipulating Market 2016Document12 pagesPiccione Manipulating Market 2016peralta78No ratings yet
- Biodiesel TotalDocument4 pagesBiodiesel Totalperalta78No ratings yet
- How Dealers Conduct Foreign Exchange Operations: All About..Document10 pagesHow Dealers Conduct Foreign Exchange Operations: All About..WickedadonisNo ratings yet
- 1404 3274 PDFDocument17 pages1404 3274 PDFnld64No ratings yet
- Tec Champ Alcar13Document1 pageTec Champ Alcar13peralta78No ratings yet
- OBFX Users ManualDocument18 pagesOBFX Users ManualNo Name100% (1)
- Trade Journal V2Document48 pagesTrade Journal V2MaxNo ratings yet
- 2star - Aida .Guidelines.2009 0Document5 pages2star - Aida .Guidelines.2009 0peralta78No ratings yet
- How To Learn More About Pointing Dogs:: OrganizationsDocument1 pageHow To Learn More About Pointing Dogs:: Organizationsperalta78No ratings yet
- How To Learn More About Pointing Dogs:: OrganizationsDocument1 pageHow To Learn More About Pointing Dogs:: Organizationsperalta78No ratings yet
- S 05 NMDL 2 DsDocument8 pagesS 05 NMDL 2 Dsperalta78No ratings yet
- Bomba Toc Toc ManualDocument26 pagesBomba Toc Toc Manualperalta78No ratings yet
- 1X11 Itmb-280-1-6/16-6000-304/304-H: CMB Edited For Quotation 0Document1 page1X11 Itmb-280-1-6/16-6000-304/304-H: CMB Edited For Quotation 0peralta78No ratings yet
- Two Stroke Tuning GuideDocument171 pagesTwo Stroke Tuning Guideavista123100% (1)
- PCX Training ManualDocument88 pagesPCX Training Manualperalta78No ratings yet
- FrictionDocument8 pagesFrictionperalta78No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ChemTeam - Combustion Analysis - Problems 1 - 10Document12 pagesChemTeam - Combustion Analysis - Problems 1 - 10David KabuyaniNo ratings yet
- Foaming Capacity of Soaps (Ameen Rasool)Document18 pagesFoaming Capacity of Soaps (Ameen Rasool)Ameen RasoolNo ratings yet
- Phosphorus: Ceniza, John Raymund D. Physics 314 B MWF/TTH 11:00-12:00/3:30-5:00Document13 pagesPhosphorus: Ceniza, John Raymund D. Physics 314 B MWF/TTH 11:00-12:00/3:30-5:00Ezra Hilary CenizaNo ratings yet
- ARKI ALE Structural NotesDocument5 pagesARKI ALE Structural Notesiloilocity100% (1)
- 324-Chapter 1 Rock Bit Interactions PDFDocument42 pages324-Chapter 1 Rock Bit Interactions PDFBilge KaanNo ratings yet
- Gear Box-Flender Rro3710421Document23 pagesGear Box-Flender Rro3710421Shihab JamaanNo ratings yet
- En 13811Document12 pagesEn 13811Dule JovanovicNo ratings yet
- Elastomer Types VtaDocument24 pagesElastomer Types VtaCamilo MorenoNo ratings yet
- Triboelectric NanogeneratorsDocument537 pagesTriboelectric NanogeneratorsAviraj Limaye100% (1)
- Additive Sunset YellowDocument2 pagesAdditive Sunset YellowMohammad RofikNo ratings yet
- Introduction To Polyurethane!: Chemistry and Structure-Property RelationshipsDocument31 pagesIntroduction To Polyurethane!: Chemistry and Structure-Property RelationshipsMohammed ShaabanNo ratings yet
- Automig 70S-61Document1 pageAutomig 70S-61tarun kaushalNo ratings yet
- Zinc Sulfate 35 Maxi Granular Spec Sheet CCIDocument1 pageZinc Sulfate 35 Maxi Granular Spec Sheet CCIricko4001No ratings yet
- SP-2092 - GRP Specification Qualification and ManufacturingDocument47 pagesSP-2092 - GRP Specification Qualification and Manufacturingchandana kumar100% (2)
- Plastic and SyntheticsDocument104 pagesPlastic and SyntheticsShah ChenzenNo ratings yet
- 42crmo4 EnglishDocument3 pages42crmo4 Englisheduardomanar1224No ratings yet
- Beams: Diagrams and Formulas For Various Loading ConditionsDocument34 pagesBeams: Diagrams and Formulas For Various Loading ConditionsgaganNo ratings yet
- Reactions of Copper (Edited, 10 Sept 2023)Document5 pagesReactions of Copper (Edited, 10 Sept 2023)Rose-AnnMirambilNo ratings yet
- Wye BranchesDocument8 pagesWye BranchesbarukomkssNo ratings yet
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Document162 pagesDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoNo ratings yet
- Solid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamDocument112 pagesSolid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamGamma FactsNo ratings yet
- BS EN 13765 2010 - Mangueiras Termoplásticas para Transferecia de Hidrocarb, Solventes e QuimicosDocument28 pagesBS EN 13765 2010 - Mangueiras Termoplásticas para Transferecia de Hidrocarb, Solventes e QuimicosJoice100% (3)
- 42CrMo4 (EN 10083 3)Document2 pages42CrMo4 (EN 10083 3)GABRIEL IORDACHINo ratings yet
- Roll Compaction As An Alternative To Spray-Drying ForDocument6 pagesRoll Compaction As An Alternative To Spray-Drying ForDeebNo ratings yet
- Alginate: DR Avreet SandhuDocument58 pagesAlginate: DR Avreet Sandhuwaheguru13he13No ratings yet
- Technical - Catalogue - 10 - 2017.PDF Insulation Panels ISOPANEL AccesoriesDocument117 pagesTechnical - Catalogue - 10 - 2017.PDF Insulation Panels ISOPANEL AccesoriesJankoNo ratings yet
- Chile Wish List (Desmond Pilcher)Document8 pagesChile Wish List (Desmond Pilcher)Ogalde LuisNo ratings yet
- 2002-4.5 Effect of Shrinkage PDFDocument29 pages2002-4.5 Effect of Shrinkage PDFMy Dad My WorldNo ratings yet
- Cussons Boiler Instructon ManualDocument32 pagesCussons Boiler Instructon Manualjakakolenk100% (1)
- Aluminum Glass and Windows For QuotationDocument2 pagesAluminum Glass and Windows For Quotationjarellano08No ratings yet