Professional Documents
Culture Documents
Costos de Inventarios
Uploaded by
kikemanoloCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Costos de Inventarios
Uploaded by
kikemanoloCopyright:
Available Formats
http://www.monografias.com/trabajos10/stocks/stocks.shtml COSTOS DE INVENTARIOS, PLANIFICACION DE STOCKS Y APROVISIONAMIENTO http://www.idesoft.com/idesoft/inventarios.htm Indice: Idea Global Y Presentacion ostos !e Inventarios Planificacion !
el "eaprovisionamiento ontrol !e Inventarios Gestion Integrada !e Inventarios #im$lacion !inamica !e %strategias !e "eaprovisionamiento &ibliografia
1. IDEA GLOBAL Y PRESENTACION %l objetivo de este trabajo f$e proporcionar $na idea precisa de los distintos tipos de planificaci'n del reaprovisionamiento( para lo c$al t$ve )$e primeramente abordar temas relacionados como por ejemplo ostos de Inventarios * todos los s$b temas )$e este genera. ada $no de estos temas f$e descrito * ejemplificado para s$ mejor comprensi'n( esperando haber hecho $n trabajo ameno( entendible * sobre todo +til.
2. COSTOS DE INVENTARIOS ,a Gesti'n de Inventarios es $na actividad en la )$e coe-isten tres tipos de ostos asociados a los fl$jos ostos asociados a los stocks ostos asociados a los procesos ostos por ostos
%sta estr$ct$ra se plantea sin perj$icio de mantener la cl.sica estr$ct$ra de nat$rale/a( seg+n se clasifican en los dos sig$ientes grandes gr$pos. ostos de 0peraci'n. ostos 1sociados a la Inversi'n
,os primeros( son los necesarios para la operaci'n normal en la consec$ci'n del 2in. 3ientras )$e los asociados a la Inversi'n son a)$ellos financieros relacionados con depreciaciones * amorti/aciones. !entro del .mbito de los fl$jos habr. )$e tener en c$enta los ostos de los fl$jos de aprovisionamiento 4transportes5( a$n)$e alg$nas veces ser.n por c$enta del proveedor 4en el caso de contratos tipo 2"( I2( P6 o IP( entre otros5 * en otros casos estar.n incl$idos en el propio precio de la mercanc7a ad)$irida. #er. necesario tener en c$enta tanto los ostos de operaci'n como los asociados a la inversi'n. ostos asociados a los stocks( en este .mbito deber.n incl$irse todos los relacionados con Inventarios. %stos serian entre otros ostos de almacenamiento( deterioros( perdidas * degradaci'n de mercanc7as almacenadas( entre ellos tambi8n tenemos los de r$pt$ras de
#tock( en este caso c$entan con $na componente f$ndamental los ostos financieros de las e-istencias( todo esto *a ser.n e-plicados mas adelante. $ando se )$iere conocer( en s$ conj$nto los costos de inventarios habr. )$e tener en c$enta todos los conceptos indicados. Por el contrario( c$ando se precise calc$lar los costos( a los efectos de toma de decisiones( 4por ejemplo( para decidir tama9o optimo del pedido5 solamente habr. )$e tener en c$enta los costos evitables 4)$e podr.n variar en cada caso considerado5( *a )$e los costos no evitables( por propia definici'n permanecer.n a f$era sea c$al f$era la decisi'n tomada. Por +ltimo( dentro del .mbito de los procesos e-isten n$merosos e importantes conceptos )$e deben imp$tarse a los ostos de las e-istencias ellos son: ostos de compras( de lan/amiento de pedidos * de gesti'n de la actividad. :n caso paradigmatico es el sig$iente. %n general( los ostos de transporte se incorporan al precio de compras 4;por )$8 no incorporar tambi8n los ostos de almacenamiento( o de la gesti'n de los pedidos<5( como consec$encia de )$e en la ma*or7a de los casos se trata de transportes por c$enta del proveedor incl$idos de manera m.s o menos t.cita o e-pl7cita en el precio de ad)$isici'n. Pero incl$so c$ando el transporte est. gestionado directamente por el comprador se mantiene esta pr.ctica( a$n)$e m$chas veces el precio del transporte no es directamente proporciona al vol$men de mercanc7as ad)$iridas( sino )$e depende del vol$men transportado en cada pedido. %n estas circ$nstancias el costo del transporte se convierte tambi8n en parte del costo de lan/amiento del pedido. ,a clasificaci'n p$ramente log7stica de ostos )$e se ha citado hasta ahora no es la m.s frec$entemente $tili/ada en =la profesi'n=. Ya hemos citado en el p.rrafo anterior conceptos como =costo de lan/amiento del pedido= o =costo de ad)$isici'n=( )$e no aparec7an entre los conceptos inicialmente e-p$estos. P$es bien( la clasificaci'n habit$al de costos )$e $tili/an los gestores de los inventarios es la sig$iente: ostos de almacenamiento( de mantenimiento o de posesi'n de stocks ostos de lan/amiento del pedido ostos de ad)$isici'n ostos de r$pt$ra de stocks
2.1 COSTOS DE ALMACENAMIENTO. ,os costos de almacenamiento( de mantenimiento o de posesi'n del #tock( incl$*en todos los costos directamente relacionados con la tit$laridad de los inventarios tales como: ostos 2inancieros de las e-istencias Gastos del 1lmac8n #eg$ros !eterioros( perdidas * degradaci'n de mercanc7a.
!ependen de la actividad de almacenaje( este gestionado por la empresa o no( o de )$e la mercader7a este almacenada en r8gimen de deposito por parte del proveedor o de )$e sean propiedad del fabricante. Para dejar constancia de esta complejidad( se incl$*e seg$idamente $na relaci'n pormenori/ado de los ostos de almacenamiento( mantenimiento o posesi'n de los stocks en el caso m.s general posible. >o obstante( m.s adelante se e-pondr. $n m8todo simplificado para calc$lar estos costos 4la tasa an$al =ad valorem=5 )$e se $tili/a con m$cha frec$encia. ,a clasificaci'n de los costos de almacenamiento )$e seg$idamente se incl$*e los clasifica por actividad 4almacenaje * man$tenci'n5( por imp$tabilidad 4fijos * variables5 * por origen directos e indirectos. COSTOS DIRECTOS DE ALMACENAJE
costos fijos Personal ?igilancia * #eg$ridad argas 2iscales 3antenimiento del 1lmac8n "eparaciones del 1lmac8n 1l)$ileres 1morti/aci'n del 1lmac8n 1morti/aci'n de estanter7as * otros e)$ipos de almacenaje Gastos financieros de inmovili/aci'n
costos variables %nerg7a 1g$a 3antenimiento de %stanter7as 3ateriales de reposici'n "eparaciones 4 relacionadas con almacenaje 5 !eterioros( perdidas * degradaci'n de mercanc7as. Gastos 2inancieros de #tock.
COSTOS DIRECTOS DE MANTENCION costos fijos Personal #eg$ros 1morti/aci'n de e)$ipos de man$tenci'n 1morti/aci'n de e)$ipos inform.ticos Gastos financieros del inmovili/ado
costos variables %nerg7a 3antenimiento de e)$ipo de man$tenci'n 3antenimiento de e)$ipo inform.tico "eparaciones de e)$ipos de man$tenci'n om$nicaciones.
COSTOS INDIRECTOS DE ALMACENAJE de administraci'n * estr$ct$ra !e formaci'n * entrenamiento del personal
%-iste $n m8todo apro-imado de val$ar los costos de almacenamiento( conocido como la tasa 1n$al 1d valorem.
1, :,0 !% ,1 61#1 1>:1, =1!@?1,0"%3 = %ste m8todo apro-imado( )$e se $tili/a bastante para la planificaci'n de #istemas ,og7sticos( consiste en admitir )$e los costos de almacenamiento se p$eden apro-imar por $na tasa an$al aplicada al valor de las mercanc7as almacenadas. %sta hip'tesis )$e es evidente en el caso de los costos financieros de los #tocks se generali/a en este m8todo a los dem.s costos )$e intervienen en el almacenamiento 4Inversiones( personal( energ7a( deterioros( perdidas..5 1s$mi8ndose )$e c$anto m.s cara es $na mercanc7a mas caro es el costo de almacenamiento. #$pongamos por ejemplo( el caso de $na empresa comerciali/adora de cementos especiales( $bicado en $n determinado p$erto mar7timo( para atender a $no de s$s clientes( recibe $n b$)$e de A.000 6m. on $n cargamento de cemento blanco especial de la misma cantidad( c$*o precio es de BC0 la 6on. ( se traslada a $n almac8n adec$adamente acondicionado donde )$eda almacenado. %l destino de esta carga es $na fabrica )$e trabaja D$st in time( * )$e solo admite E00 6ons diarias. %l cargamento de A.000 6ns. 6ardara EA d7as en ser retirado( e-istiendo a lo largo de dichos EA d7as $n #tock medio de E.A00 6ns. 4 A.000 el primer d7a * 0 el $ltimo5. Femos invertido B G00.000 4 A.000 - BC0 5( )$e no rec$peraremos hasta el d7a EA. #i somos capaces de obtener $n rendimiento por n$estro dinero alternativo del CH an$al( el costo financiero de los #tock )$e tenemos por inmovili/aci'n es del CH( esto aplicado al #tock medio nos da 4 E.A00 -BC0 5 d$rante el tiempo )$e lo tenemos inmovili/ado 4 EA d7as 5.
1/A
8% Rendimiento Anual
16000 ( B3 x B5 ) x B2
2500 Promedio de Inmovilizacion
1 0!5"8! #ta ($3 x B% ) & 365
25 'iem#o inmovilizado #romoedio
80 Precio unitario
P$es bien el m8todo de la tasa ad@valorem se e-tienden a los dem.s costos )$e se componen el almacenamiento de mercader7as( admitiendo )$e adem.s del CH an$al )$e corresponde al costo de #tock( ha* otros p$ntos porcent$ales )$e corresponden a la integraci'n de los dem.s costos )$e tambi8n intervienen en el almacenamiento( haciendo as7 tasas s$periores a la de almacenamiento de #tock( por ejemplo en %spa9a se cobraba el EA H c$ando la tasa de mercado era del 1A H. 6ambi8n es m$* importante destacar )$e estos costos )$e mencionamos =e-tras= en el almacenamiento( siempre est.n en relaci'n directa con el tipo de mercader7a )$e se trate( as7 bien no ser. lo mismo almacenar arena( o le9a contra dinero o caviar. :na estr$ct$ra ra/onable para la composici'n de la tasa es la sig$iente: osto financiero de los #tocks CH al E0H
1lmacenamiento 27sico AH al 1AH !eterioro o "obo EH al AH Para el %jemplo del almacenamiento de cemento blanco( )$e re)$iere $n esmerado 1lmacenaje pero poca man$tenci'n( cabe valorarlo con $na tasa )$e contemple solo el costo financiero de 1lmacenamiento sin =%-tras=( en este caso 1C H. 0.18 * (2500* 80) * ( 25/365 ) 2.!66
,a reperc$si'n( de los costos de almacenamiento( es 0.GI la tonelada( )$e se s$man a los costos del transporte primario hasta el p$erto de descarga( * los costos de la distrib$ci'n capilar hasta el cliente.
2.2 COSTOS DE LANZAMIENTO DEL PEDIDO ,os ostos de lan/amiento de los pedidos incl$*en todos los ostos en )$e se inc$rre c$ando se lan/a $na orden de compra. ,os ostos )$e se agr$pan bajo esta r+brica deben ser independientes de la cantidad )$e se compra * e-cl$sivamente relacionados con el hecho de lan/ar la orden. #$s componentes ser7an los sig$ientes: ostos impl7citos del pedido: osto de preparaci'n de las m.)$inas c$ando el pedido lo lan/a prod$cci'n( osto de conseg$ir =,:G1"= en el almac8n de recepci'n 4movili/aci'n de mercanc7as o transporte a otras locali/aciones( por ejemplo5( costos de transporte e-cl$sivamente vinc$lados al pedido 4la fact$ra de $n =co$rier= en el caso de $na reposici'n $rgente( por ejemplo5( costos de s$pervisi'n * seg$imiento de la necesidad de lan/ar $n pedido( etc. ostos 1dministrativos vinc$lados al circ$ito del pedido. ostos de recepci'n e inspecci'n.
2.3 Costos de Adquisi io! %s la cantidad total Invertida en la compra de la mercanc7a( o el valor contable del prod$cto c$ando se trata de material en c$rso o prod$ctos terminados. %n el primer caso 4materias primas o componentes5( el costo de ad)$isici'n incorporar. los conceptos no rec$perables )$e el proveedor va*a a incl$ir en s$ fact$ra 4por ejemplo( el transporte( si es por c$enta del proveedor( pero no el I?15. #e debe tener en c$enta )$e m$chos proveedores aplican desc$entos por vol$men( por lo )$e $nas veces el costo de ad)$isici'n de $n pedido tendr. $na componente de costo evitable * otras veces ser. en s$ totalidad $n costo no evitable. %n el seg$ndo caso 4 material en c$rso o prod$ctos terminados 5( la determinaci'n del costo de ad)$isici'n es m.s compleja( dependiendo de las practicas contables de la empresa. %n principio debe incorporar los sig$ientes conceptos: ostos de 3ateriales incorporados )$e( seg+n las practicas contables de la empresa p$eden ser valorados de ac$erdo a los sig$ientes criterios. o 38todo 2I20 4 first in( first o$t 5. J 4 Primero en entrar( primero en salir 5 P%P#
o o o o o o
38todo ,I20 4last in( first o$t 5. J 4 :ltimo en entrar( primero en salir 5:%P# e)$ivale en cierto modo a $n precio de reposici'n. 38todo 3I20 4midle in( first o$t5 es $n promedio ponderado Precios estandarte de la empresa Precios estimados de reposici'n ostos directos de prod$cci'n 4 30!( depreciaciones etc. 5 ostos Indirectos.
2." COSTOS DE R#PT#RA DE STOC$ ,os ostos de r$pt$ra o de rot$ra de stocks incl$*en el conj$nto de ostos por la falta de e-istencias( estos costos no ser.n absorbidos por la prod$cci'n en proceso( sino )$e ir.n a parar directamente al estado de res$ltados. L"# $%&'(%&"# )*%* +*,"%*% (#'"# $"#'"# -( %.)'.%* #"/0 !ismin$ci'n del ingreso por ?entas: ,a no integridad contable por falta de referencias en $n pedido reali/ado( s$pone $na red$cci'n de los ingresos por ventas( tanto por el despla/amiento en el tipo de la fecha de fact$raci'n( como por la perdida absol$ta de la perdida. Incremento de los gastos del #ervicio: 1)$7 se incl$*en las penali/aciones contract$ales por retrasos de abastecimiento( parates en el proceso de prod$cci'n( los falsos fletes etc.
,a valoraci'n de estos costos de r$pt$ra es dif7cil * poco frec$ente( solo es posible si la empresa esta provista de $n eficiente sistema de gesti'n de la calidad( en general el gestor de inventarios deber. conformarse con estimaciones s$bjetivas o costos %st.ndar. %n literat$ra especiali/ada estos son considerados entre el 1H * el GH de los ingresos por ventas( pero esto es tambi8n tentativo.
3. PLANI%ICACION DEL REAPROVISIONAMIENTO !efinidos los objetivos de la Gesti'n de Inventarios * descriptas las t8cnicas de previsi'n de la demanda * determinados los costos de los stocks( se est. en condiciones de e-poner los modelos de Gesti'n de Inventarios $tili/ados en la planificaci'n.
3.1 MODELO DE GESTION& '(#ST IN TIME' %n el p$nto KK mencionamos en el ejemplo para el calc$lo de la tasa 1d ?alorem el metodo =D$sto a 6iempo=( seg$idamente * como $na forma de complementar los tipos de reaprovisionamiento( describiremos de )$e se trata este metodo. D$sto a 6iempo ' D$st in 6ime f$e desarrollado por 6o*ota inicialmente para desp$8s trasladarse a m$chas otras empresas de Dap'n * del m$ndo( ha sido el ma*or factor de contrib$ci'n al impresionante desarrollo de las empresas japonesas. %sto ha propiciado )$e las empresas de otras latit$des se interesen por conocer como es esta t8cnica. %l D$sto a 6iempo mas )$e $n sistema de prod$cci'n es $n sistema de inventarios( donde s$ meta es la de eliminar todo desperdicio. %l desperdicio se define por lo general( como todo lo
)$e no sea el m7nimo absol$to de rec$rsos de materiales( ma)$inas * mano de obra re)$eridos para a9adir $n valor al prod$cto en proceso. ,os beneficios del DI6 son )$e en la ma*or7a de los casos( el sistema j$sto a tiempo da como res$ltado importantes red$cciones en todas las formas de inventario. !ichas formas abarcan los inventarios de pie/as compradas( s$b@ensambles( trabajos en proceso 4LIP( por s$s siglas en ingles5 * los bienes terminados. 6ales red$cciones de inventario se logran por medio de m8todos mejorados no solo de compras( sino tambi8n de programaci'n de la prod$cci'n. %l D$sto a tiempo necesita )$e se hagan modificaciones importantes a los m8todos tradicionales con los )$e se consig$en las pie/as. #e eligen los proveedores preferentes para cada $na de las pie/as por conseg$ir. #e estr$ct$ran arreglos contract$ales especiales para los pedidos pe)$e9os. %stos pedidos se entregan en los momentos e-actos en )$e los necesita el programa de prod$cci'n del $s$ario * en las pe)$e9as cantidades )$e basten para periodos m$* cortos. ,as entregas diarias o semanales de las pie/as compradas no son algo in$s$ales en los sistemas D$sto a tiempo. ,os proveedores ac$erdan( por contrato( entregar las pie/as )$e se aj$stan a los niveles de calidad preestablecidos( con lo )$e se elimina la necesidad de )$e el comprador inspeccione las pie/as )$e ingresan. %l tiempo de llegada de tales entregas es de e-trema importancia. #i llegan demasiado pronto( el comprador debe llevar $n inventario por separado( pero si llegan demasiado tarde( las e-istencias p$eden agotarse * detener la prod$cci'n programada. 1 men$do )$ienes compran esas pie/as pagan ma*ores costos $nitarios para )$e se les entreg$en de esta forma. 3ientras )$e los costos de oport$nidad de estr$ct$rar el contrato de compra p$eden ser importantes( el costo s$bsec$ente de conseg$ir lotes de pie/as individ$ales( diaria o semanalmente( p$ede red$cirse a niveles cercanos a cero. 1l no tener )$e inspeccionar las pie/as de ingreso( el comprador p$ede lograr $na ma*or calidad en el prod$cto * menores costos de inspecci'n. ,a prod$cci'n de las pie/as por fabricar se programa de tal forma )$e se minimice el inventario de trabajo en proceso 4LIP5( as7 como las reservas de bienes terminados. ,as normas del j$sto a tiempo f$er/an al fabricante a sol$cionar los c$ellos de botella de la prod$cci'n * los problemas de dise9o )$e antes se c$br7an manteniendo e-istencias de reserva. !ebido a )$e la incertid$mbre ha sido eliminada( el control de calidad es esencial para el 8-ito de la instr$mentaci'n del =D$sto a 6iempo=. 1dem.s( *a )$e el sistema no f$ncionar. si oc$rren fallas frec$entes * largas( crea la inel$dible necesidad de ma-imi/ar el tiempo efectivo * minimi/ar los defectos. 1 s$ ve/( se re)$iere de $n programa vigoroso de mantenimiento. ,a ma*or7a de las plantas japonesas operan con s'lo dos t$rnos( lo )$e permite $n mantenimiento completo d$rante el tiempo no prod$ctivo * tiene como res$ltado $na tasa m$cho m.s baja de fallas * deterioro de ma)$inaria )$e en %stados :nidos. ,a presi'n para eliminar los defectos se hace sentir( no en la programaci'n del mantenimiento( sino en las relaciones de los fabricantes con los proveedores * en el trabajo cotidiano en l7nea. ,a prod$cci'n de j$sto a tiempo no permite $na inspecci'n min$ciosa de las partes )$e arriban. Por ello( los proveedores deben mantener niveles de calidad altos * consistentes( * los trabajadores deben tener la a$toridad para detener las operaciones si identifican defectos $ otros problemas de prod$cci'n.
3.2 MODELOS DE GESTION DE INVENTARIOS ,os modelos en )$e basar la planificaci'n de aprovisionamiento se agr$pan en dos categor7as principales( seg+n la demanda sean dependientes o independientes.
3odelos para "eaprovisionamiento no programado( en los )$e la demanda es de tipo independiente( generada como consec$encia de las decisiones de m$chos actores ajenos a la cadena log7stica 4clientes o cons$midores5( el modelo m.s com+n es el ,ote %con'mico de ompras. 3odelos para "eaprovisionamiento programado( en los )$e la demanda es de tipo dependiente( generada por $n programa de prod$cci'n o ventas. "esponden a peticiones de "eaprovisionamiento establecidas por 3"P o !"P basadas en t8cnicas de optimi/aci'n o sim$laci'n. 1 s$ ve/ los modelos no programados se clasifican en otras dos categor7as:
3odelos de "eaprovisionamiento contin$o( en los )$e se lan/a $na orden de pedido c$ando los inventarios decrecen hasta $na cierta magnit$d o =p$nto de pedido=. ,a cantidad a pedir es el =lote econ'mico de compra=. 3odelos de "eaprovisionamiento peri'dico( en los )$e se lan/a $na orden de pedido cada cierto tiempo previamente establecido. ,a cantidad a pedir ser. la )$e restablece $n cierto nivel m.-imo de e-istencias nivel objetivo.
%stos +ltimos modelos podr7an( a s$ ve/( s$bdividirse en f$nci'n de demanda es determinista o probabilista( constante o variable )$e no aportan diferencias metodol'gicas relevantes. #e $tili/aron por m$chos a9os los modelos cl.sicos de "eaprovisionamiento no programados( lo )$e prod$c7a res$ltados an'malos * e-tend7a en las empresas ciertas d$das sobre la bondad de los modelos anal7ticos como s$stit$tos del b$en hacer( int$itivo de los gestores de inventarios. Fasta )$e en 1IMA se defini' los conceptos de demanda dependiente * demanda independiente era claro )$e los modelos cl.sicos eran los +nicos aplicables a casos de demanda no programada o independiente.
3.3 NIVEL DE SERVICIO Y STOC$ DE SEG#RIDAD ,a demanda independiente o no programada de $n prod$cto s$ele ser de tipo probabilista. ,as demandas independientes deterministas mas bien son en la practica $n rec$rso de la doctrina para completar clasificaciones o para simplificar la form$laci'n de los modelos. %sta circ$nstancia aleatoria en la generaci'n de la demanda p$ede ca$sar r$pt$ras de los stocks( con s$s costos asociados * s$s mermas ind$dables de la calidad del servicio. %s necesario en consec$encia( disponer de $n inventario adicional en n$estros almacenes sobre lo estrictamente necesario )$e ha*a establecido n$estro modelo de "eaprovisionamiento. !icho stock de seg$ridad( depender. de las desviaciones )$e va*a a presentar el cons$mo d$rante el per7odo )$e media entre el lan/amiento de $n pedido * la recepci'n de la mercanc7a( es decir d$rante el pla/o de entrega 4,ead 6ime5 o Per7odo r7tico. %n consec$encia( la determinaci'n de los #tocks de seg$ridad estar. ligada a la percepci'n )$e tengamos de esas desviaciones * al grado de fiabilidad( o =nivel de servicio=)$e estemos disp$estos a ofrecer a n$estros clientes. #i tenemos la percepci'n estad7stica de las desviaciones bajo la forma de la desviaci'n est.ndar de la demanda( el stock de seg$ridad ser. el n+mero de desviaciones est.ndar de reserva )$e nos interese mantener. 1 s$ ve/( ese n+mero de desviaciones est.ndar de reserva nos definir. el nivel de servicio )$e estamos ofreciendo.
E/ ,* )%1$'&$*, ,* #($.(/$&* -(2( #(% ,* $"/'%*%&*0 2ijar el =nivel de servicio= )$e estamos disp$estos a ofrecer a n$estros clientes( e-presado como porcentaje de servicios sin r$pt$ras de stocks 4por ejemplo( podemos fijar )$e en el IN(NE H de( los s$ministros no e-istan r$pt$ras de stocks5. !eterminar( sobre la base de las le*es estad7sticas( el n+mero de desviaciones est.ndar de reserva )$e debemos mantener( o =factor de servicio=( para garanti/ar ese nivel de servicio 4en el ejemplo( anterior( * para $na distrib$ci'n normal( se re)$ieren E desviaciones est.ndar para aseg$rar ese nivel de servicio5. alc$lar el stock de seg$ridad m$ltiplicando la desviaci'n est.ndar de la demanda por el factor de servicio4en el ejemplo )$e se mostr' c$*a media mens$al era 11O.EA $nidades * la desviaci'n est.ndar de 1O.01EA $nidades( el stock de seg$ridad para $n lead@time de $n mes ser7a de EM $nidades5.
Ni)e*es de se+)i io , -. to+es de se+)i io
>ivel de #ervicio 4H5
2actor de #ervicio
NA(00
0.N0
CA(00
1.00
I0(00
1.O0
IA(00
1.N0
IC(00
E.10
II(00
E.O0
II(II
O.10
Para el caso en )$e la demanda se e-pli)$e mediante la le* de Poisson( la relaci'n entre factor de servicio se recoge de la tabla anterior. %s necesario tener en c$enta en c$al)$iera de los casos )$e si el per7odo de an.lisis de la demanda 4)$e era mens$al en el ejemplo anterior5 no coincide
con el lead time( es necesario aplicar determinadas correcciones estad7sticas )$e se indican l$ego: a. si el per7odo de origen para el c.lc$lo de las medidas * desviaciones es: P b. * el n$evo per7odo a considerar 4por ej. el lead time5 es: 3 c. 4.)
la n$eva medida ser.: 53 4 . 5)
d. * la n$eva desviaci'n ser.: )Pp.k 3." TAMA/O OPTIMO DE PEDIDOS ,a sig$iente preg$nta )$e se s$ele plantear el gestor a la hora de plantear el reaprovisionamiento es: ; $anto Pedir < %sta es la principal preg$nta a la )$e los analistas han tratado de dar resp$esta desde )$e se p$so de manifiesto la importancia de la gesti'n cient7fica de stock. ,a resp$esta mas conocida a esta c$esti'n es la famosa =2orm$la del modelo de Lilson= para la determinaci'n del lote econ'mico de compras 4,% 5 o( en ingles( economic order )$antit* 4%0Q5.
%l modelo de Lilson se form$lo para el caso de $na sit$aci'n m$* simple * restrictiva( lo )$e no ha sido 'bice para generali/ar s$ aplicaci'n( m$chas veces sin el re)$erido rigor cient7fico( a otras sit$aciones m.s pr'-imas a la realidad.
%strictamente el modelo de Lilson se form$la para la categor7a de modelos de aprovisionamiento contin$o( con demanda determinista * contante( en los sig$ientes s$p$estos respectivos #olamente se consideran relevantes los costos de almacenamiento * de lan/amiento del pedido( lo )$e e)$ivale a admitir )$e: %l costo de ad)$isici'n del #tock es invariable sea c$al sea la cantidad a pedir no e-istiendo bonificaciones por cantidad por ejemplo( siendo por lo tanto $n costo no evitable. ,os costos de r$pt$ra de stock tambi8n son no evitables. 1dem.s se admite )$e la entrega de las mercader7as es instant.nea( es decir con pla/o de reposici'n n$lo.
%n estas circ$nstancias el ra/onamiento de Lilson es el sig$iente: a. 1doptemos la sig$iente terminolog7a: =Q=: cantidad a solicitar del prod$cto anali/ado 4en cantidad o en precio5 =?=: vol$men de ventas an$ales del prod$cto 4 en cantidad o en precio 5 =a=: el costo del almacenamiento e-presado en $na tasa an$al sobre el costo del prod$cto almacenado =b=: %l costo de lan/amiento de $n pedido. =c=: %l costo de ad)$isici'n de $n prod$cto( $tili/ado e-cl$sivamente para determinar los costos de almacenamiento en f$nci'n de la tasa antes citada.
b. 1dmitamos )$e los stock evol$cionan( coherentemente con la hip'tesis antes e-p$esta. c. #e ded$ce inmediatamente )$e: a. %l n$mero de pedidos lan/ados al a9o es: ?/Q b. %l stock medio es: Q/E c. %l costo de ad)$isici'n del stock c7clico es: c R 4Q/E5 d. %l costo an$al de almacenamiento es: a R c R 4Q/E5 e. %l costo an$al del lan/amiento de pedido es: b R 4?/Q5
d. %n consec$encia el costo total an$al de los inventarios en la hip'tesis e-p$esta ser.: C 2 * (V/6)7 * * $ * (6/2)
e. ,a condici'n de )$e el costo total sea m7nimo dar7a el sig$iente valor del lote econ'mico de compra 6")'&5" *.$ 2.V.2
Q$e es la e-presi'n habit$al de la form$la de Lilson. onsideremos el sig$iente ejemplo.....
:na determinada %mpresa presenta los sig$ientes datos: a. b. c. d. demanda an$al 1.OAI $nidades costo de almacenamiento( e-presado en forma de tasa an$al =ad valorem= 1CH costo de lan/amiento de $n pedido BA por pedido costo de ad)$isici'n del prod$cto B100
1plicando la form$la de Lilson se ded$ce )$e el tama9o optimo de pedido 4 ,% o %0Q 5 es de EN.GC $nidades 4redondeado a EC $nidades5( por lo )$e la empresa deber. lan/ar $nos GI pedidos al a9o. #i en ve/ de haber $tili/ado $nidades para el calc$lo h$bi8ramos $tili/ado datos de precio para las ventas an$ales( el tama9o optimo de pedido aparecer7a tambi8n e-presado en precio. ,a generali/aci'n de esta form$la a otros s$p$estos mas pr'-imos a la realidad 4como( por ejemplo( costos de transporte variables con el tama9o del pedido( bonificaci'n por vol$men( demandas variables * probabilisticas( etc.5 es anal7ticamente sencillo( a$n)$e con serias d$das en los casos mas complicados acerca de la rig$rosidad matem.tica del empe9o. onsiderando el ejemplo anterior a9adiendo $na n$eva condici'n: o 1 partir de las OE $nidades de compra el proveedor aplica $n desc$ento del AH sobre el total de la compra.
%n este caso la hip'tesis del modelo de Lilson se modifica en el sentido de )$e el costo de ad)$isici'n del inventario deja de ser no evitable * pasa a ser relevante para el an.lisis. 1l costo impl7cito en la 2orm$la de Lilson( )$e f$e el indicado en el ep7grafe d5 anteriormente e-p$esto( habr7a )$e s$mar el costo de ad)$isici'n. %n consec$encia( el costo total del lote econ'mico de compra seria el sig$iente: C 5* (1358/32) 7 0,18 * 100 * (28/2) 7 100 * 1358 9 136.385,00
#$pongamos ahora )$e( en l$gar del lote econ'mico de compra antes calc$lado( ad)$irimos el m7nimo n$mero de $nidades necesarias para conseg$ir el desc$ento( es decir OE $nidades a BIA c/$ ( el costo total seria: C 5* (1358/32) 7 0,18 * 85 * (32/2) 7 85 * 1358 9 128.581,00
omo el n$evo costo total res$lta inferior al anterior( la decisi'n optima seria ad)$irir en cada pedido el n$mero de $nidades m.s pr'-imo a EC )$e de l$gar al desc$ento ofrecido( en este caso OE $nidades. %n $n caso tan sencillo como este( para evitar riesgos en el $so combinado del lote econ'mico de compra 4EC $nidades indicadas mas atr.s5 * el n$evo limite 4)$e no tenemos la seg$ridad )$e sea el optimo5 de OE $nidades( lo id'neo seria sim$lar con la a*$da de $na hoja de calc$lo la evol$ci'n del costo total del "eaprovisionamiento para distintas hip'tesis del tama9o del pedido( * elegir la )$e presente $n costo m7nimo.
3.0 REAPROVISIONAMIENTO CONTIN#O& EL P#NTO DE PEDIDOS P$di8ndose alc$lar con relativa simplicidad el tama9o optimo de pedido( con la a*$da de la form$la de Lilson( la sig$iente preg$nta )$e cabria form$lar seria:
; $anto pedir < %n los modelos de reaprovisionamiento contin$o los inventarios se controlan contin$amente * el pedido se c$rsa en el momento en )$e los inventarios decrecen hasta $na cierta magnit$d o = p$nto de pedido= 4en ingles =order point=5. ,a cantidad a pedir entonces seria el lote econ'mico de compras. 4,% o %0Q5. #i se respetan escr$p$losamente las hip'tesis en las )$e se basa el modelo de Lilson 4en concreto( lo )$e establece )$e el pla/o o periodo de reposici'n( lead@time( es n$lo5( el p$nto de pedido aparecer7a c$ando el nivel de inventarios f$era ig$al al stock de seg$ridad. %n $n caso mas general( con el periodo de reposici'n no n$lo( el p$nto de pedido aparecer7a c$ando el nivel de inventarios f$era ig$al a la s$ma del stock de seg$ridad mas la demanda )$e previsiblemente habr7a )$e atender d$rante el periodo de reposicion. %s decir: P./'" -( )(-&-" -(5*/-* -.%*/'( (, ,(*-:'&5( 7 #'"$4 -( #(;.%&-*-
3.1 REAPROVISIONAMIENTO PERIODICO %n el caso de los modelos de reaprovisionamiento peri'dico la resp$esta a la preg$nta ;c$anto pedir< %s aparentemente sencillo: se lan/a $na orden de pedido cada cierto tiempo previamente establecido 4$na ve/ por semana( o $na ve/ por mes( por ejemplo5( denominado periodo de reaprovision. ,a cantidad a pedir en ese momento 4 en ingles =order )$antit*=5 ser. la )$e restablece $n cierto nivel m.-imo de e-istencias( o =nivel objetivo=. %ste modelo de reaprovisionamiento tiende a $tili/arse c$ando e-isten demandas red$cidas de m$chos art7c$los * res$lta conveniente $nificar las peticiones de varios de ellos en $n solo pedido para red$cir los costos de lan/amiento o para obtener desc$entos por vol$men. %l nivel objetivo de e-istencias seria( en la hip'tesis de periodo de reposici'n n$lo( a)$el )$e garanti/a los s$ministros d$rante el periodo de revisi'n. %s decir( la demanda prevista en dicho periodo mas $n stock de seg$ridad asociado a dicho periodo si la demanda f$era 4caso real5 de $n tipo probabilista. ,a cantidad a pedir en cada $no de los momentos preestablecidos seria la diferencia entre los stocks e-istente * el stock objetivo. #i a9adimos ahora el s$p$esto de )$e el periodo de reposici'n no es n$lo( el nivel objetivo antes calc$lado habr7a )$e s$marle la demanda prevista d$rante el pla/o de reposici'n( *a )$e si solamente solicitamos en el momento de la revisi'n la diferencia entre los stocks e-istentes *
el stock objetivo antes definido( en el momento de la reposici'n del pedido( alg$nos d7as 4o semanas5 desp$8s( no llegar7amos a alcan/ar dicho objetivo. %n res$men tendr7amos )$e: N&+(, "2<('&+" D(5*/-* -.%*/'( (, ,(*-:'&5( 7
D(5*/-* -.%*/'( (, )(%&"-" -( %(+&#&=/ 7 S'"$4 -( #(;.%&-*%l periodo de revisi'n s$ele ser fijado por ra/ones de 7ndole practico( relacionadas con las pa$tas temporales de gesti'n de la empresa( * por eso san tan frec$entes periodos de revisi'n semanales( )$incenales( mens$ales( trimestrales( etc. #in embargo la fijaci'n del periodo de revisi'n cabe relacionarla( b$scando el optimo( con el concepto de lote econ'mico de compra 4,%Q o %0Q5. !e ac$erdo con este criterio( el periodo de revisi'n deber7a coincidir o apro-imarse en lo posible al intervalo medio entre dos pedidos )$e corresponde al lote econ'mico de compra. P$ede s$ceder )$e el periodo de revisi'n coincida con $na $nidad de tiempo e-acta 4d7a( semana( mes( trimestre5( si no f$era as7( habra )$e adec$ar la revisi'n seg+n el b$en sentido com+n del responsable. 3$chas veces el pedido a reali/ar es diferente al lote econ'mico de compra. %llo significa )$e los costos del inventario c$ando se $tili/a el modelo de reaprovisionamiento peri'dico s$elen ser s$periores a los costos del modelo de aprovisionamiento contin$o 4concl$si'n evidente5 * solo aplicaremos el modelo de reaprovisionamiento peri'dico c$ando sea m$* dif7cil o caro reali/ar el seg$imiento contin$o de los inventarios o s$rjan econom7as de escala al sim$ltanear pedidos de m+ltiples referencias.
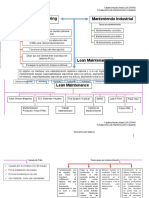
" CONTROL DE INVENTARIOS Fasta ahora se han descrito las formas =cl.sicas= de abordar la planificaci'n del "eaprovisionamiento * se han descrito alg$nas herramientas f$ndamentales para la gesti'n de inventarios( como son las t8cnicas de previsi'n de demanda * el an.lisis de costos. #eg$idamente como prolongaci'n l'gica de los procesos de planificaci'n( se e-pondr.n alg$nos temas relacionados con el control de inventarios( tales como las t8cnicas de medida * rec$entos de stock * criterios generalmente admitidos de clasificaci'n de materiales( necesarios para asignar 'ptimamente los esf$er/os )$e lleva aparejada la gesti'n de inventarios.
".1 MEDIDA DE LOS STOC$S Para controlar adec$adamente los stocks( el gestor de los inventarios debe contar con $na serie de medidas * ratios de control )$e reflejen de la manera mas completa posible la sit$aci'n del activo circ$lante *( en s$ caso( de los rec$rsos p$estos a s$ disposici'n para esa gesti'n. ,as magnit$des objeto de medida las podemos agr$par en las sig$ientes categor7as: %-istencias 3ovimientos
"otaci'n obert$ra Y en s$ caso como antes se comento: "ec$rsos ,a medida de e-istencias es la c$antificaci'n del 1ctivo circ$lante de )$e se dispone en cada momento 4si el sistema de medida as7 lo permite5 o en determinados momentos caracter7sticos de la actividad de la empresa: %-istencias semanales 4las presentes $n d7a determinado * fijo de la semana5( mens$ales 4generalmente en el $ltimo d7a de cada mes5( * an$ales o del ejercicio contable 4en %$ropa s$ele ser al O1 de diciembreS en otros .mbitos territoriales depende de la practica contable generalmente admitidas5. #e trata( por lo tanto( de $na medida absol$ta a$n)$e p$ede relativisarse bas.ndose en medidas medias: e-istencias medias an$ales( mens$ales o semanales( por ejemplo. ,as e-istencias se p$eden medir en $nidades f7sicas 4lo )$e hemos denominado precedentemente como =vol$men= de los stocks( a$n)$e en la practica p$ede tratarse de $nidades de vol$men propiamente dicho( de peso o $nidades discretas5( o en $nidades monetarias 4d'lares( e$ros( pesos ..... 5 esta $ltima valoraci'n presenta alg$nos problemas de definici'n( como *a se e-p$so al hablar de los costos de los inventarios( por lo )$e el gestor de los inventarios( sin perder n$nca de vista la c$antificaci'n econ'mica de las e-istencias debe centrar s$ atenci'n en el control de la c$antificaci'n f7sica. ,a medici'n de los movimientos del circ$lante( es decir( de las entradas * salidas de materiales( es otro aspecto f$ndamental del control de inventarios( )$e re)$iere por lo general la $tili/aci'n de herramientas inform.ticas de apo*o. 1l ig$al )$e en el caso anterior( esta medici'n p$ede reali/arse sobre la base de $nidades f7sicas o monetarias( con las mismas limitaciones * necesidades por parte del gestor de inventarios antes e-p$estas. ,as entradas * salidas p$eden medirse pedido a pedido( o en t8rminos peri'dicos: entradas o salidas diarias( semanales( mens$ales( o an$ales( por ejemplo. %l ratio o tasa de rotaci'n es otra magnit$d( en este caso relativa f$ndamental para el control de los inventarios )$e relaciona las salidas con las e-istencias. #e define de la sig$iente manera: R"'*$&=/ E>&#'(/$&*# ,a rotaci'n se s$ele medir en t8rminos an$ales( sit$ando en el n$merador de la e-presi'n anterior las salidas totales del a9o o ejercicio econ'mico * en el denominador las e-istencias medidas de dicho periodo. %l res$ltado 4por ejemplo( C(A5( significa )$e para $na referencia( familia de prod$ctos o total de la empresa( las e-istencias han rotado d$rante $n a9o en n$estros almacenes el n$mero de veces indicado. 6ambi8n p$eden medirse las rotaciones mens$ales( semanales o diarias( seg+n c$ales sean las caracter7sticas de la referencia anali/ada( pero el ratio de control por e-celencia es el de las rotaciones an$ales 1dem.s de esta atenci'n sobre el periodo temporal al )$e se refiere el ratio de rotaci'n( ha* )$e tener $n e-)$isito c$idado con las $nidades )$e se emplean en el n$merador * denominador de la anterior e-presi'n. 1mbas deben ser sim$lt.neamente f7sicas o monetarias * con las mismas $nidades de medida. %l tema es especialmente perverso en el caso de las magnit$des econ'micas: >o es raro medir las salidas a precios de mercado * las e-istencias a valor de costo( lo )$e dar7a $na falsa rotaci'n financiera de los stocks. ,a inversa 4mati/ada5 del ratio de rotaci'n es el ratio o indicador denominado cobert$ra. ,a cobert$ra mide generalmente el n$mero de d7as )$e permiten c$brir las e-istencias disponibles #*,&-*#
en cada momento 4o las e-istencias medidas de cierto periodo5. ,a e-presi'n cl.sica de este indicador es la sig$iente: C"2(%'.%* E>&#'(/$&*# ? 365
S*,&-*# (*/.*,(#) %l res$ltado de la aplicaci'n de este ratio ser. $n n$mero de =d7as de stock= 4por ejemplo: EO(N5 )$e nos indica )$e las e-istencias disponibles en ese momento de $na determinada referencia o familia de prod$ctos permiten c$brir la demanda d$rante los d7as indicados. #i en el n$merador se colocan las e-istencias medidas de $n cierto periodo 4semana( mes( etc.5. en l$gar de las e-istencias diarias habr. )$e aj$star el factor OMA dividi8ndolo por el n$mero de d7as de )$e conste dicho periodo. Por lo dem.s( habr. )$e prestar la debida atenci'n a la problem.tica de las $nidades en el mismo sentido )$e se e-p$so al hablar del ratio de rotaci'n. 2inalmente otra medida )$e p$ede ser de inter8s para el gestor de los inventarios es el grado de $tili/aci'n o de oc$paci'n de los rec$rsos de )$e dispone( generalmente de la capacidad de almacenamiento. %s $n indicador de car.cter eminentemente f7sico )$e cabe definir de la sig$iente manera: @'&,&A*$&=/ C*)*$&-*Para $na referencia determinada si en el n$merador de la anterior e-presi'n se sit+an las e-istencias medias an$ales * en el denominador la capacidad dedicada a dicha referencia( el grado de $tili/aci'n optimo seria el A0H( *a )$e eso significa )$e no ha ingresado d$rante el a9o anali/ado $n n$evo pedido en el almac8n( hasta )$e se han agotado las e-istencias de las )$e dispon7amos. #i el valor del 7ndice( es s$perior a 0(A0 ello nos indica )$e hemos mantenido alg+n otro tipo de inventarios en el almac8n adem.s de los estrictamente necesarios bajo el p$nto de vista log7stico: por ejemplo( stocks de seg$ridad( stocks estrat8gicos( o stocks espec$lativos. #i el an.lisis se e-tiende a m+ltiples referencias * no e-isten en los almacenes capacidades dedicadas a $n solo prod$cto( sino )$e la capacidad es compartida( el indicador es menos potente( *a )$e $n grado de $tili/aci'n s$perior al A0H p$ede deberse a los efectos ajenos a la p$ra log7stica antes descritos( o a $na gesti'n c$idadosa del almac8n( en la )$e se aprovechan vac7os generados por salidas de $na cierta referencia para $bicar otras referencias )$e ene se momento est.n entrando. E>&#'(/$&*#
".2 CLASI%ICACION DE LOS MATERIALES %l Fecho de clasificar los materiales )$e forman parte de n$estros inventarios es $na practica $s$al )$e tiene por objetivo limitar las actividades de planificaci'n * control a $n cierto n$mero de referencias( las m.s importantes. $ando en $n inventario e-isten millares de referencias es m$* dif7cil )$e se p$edan e-tender dichas actividades a todas ellas * es necesario asignar de forma optima la capacidad real de gesti'n. ,a clasificaci'n de los materiales se s$ele abordar sobre la base de los dos sig$ientes criterios: #alidas 4 en $nidades monetarias 5 "otaci'n
,a clasificaci'n por salidas es la mas e-tendida( * agr$pa los art7c$los en la conocida clasificaci'n =1& =( aveces denominada =KYT= para no conf$ndir las siglas anteriores con el concepto =1ctivities &ased osts=( de $so generali/ado en los +ltimos tiempos. ,a clasificaci'n =1& = se basa en la conocida ,e* de Pareto( * diferencia los art7c$los entre los importantes * escasos 4categor7a 15 * los n$merosos * triviales 4categor7a 5( con $n gr$po intermedio )$e no participa )$e ning$na de ambas denominaciones 4 categor7a &5. %s cl.sico considerar las sig$ientes agr$paciones de los art7c$los: 6IP0 1: E0H de las referencias C0H del valor 6IP0 &: O0H de las referencias 1AH del valor 6IP0 : A0H de las referencias 0AH del valor
#i manejamos m$chas referencias( la clasificaci'n )$e hagamos atendiendo al valor de las salidas( * al n$mero de los art7c$los de )$e se dispone no difiriera e-cesivamente de la tabla indicada. ,a gesti'n =fina= de los inventarios deber. ir avan/ando desde la categor7a 1 hacia las categor7as & * ( en f$nci'n de las posibilidades reales )$e tengamos. ,a clasificaci'n de ac$erdo con el incide de rotaci'n esta menos definida con car.cter general )$e la anterior( dependiendo de las caracter7sticas de cada empresa. 1gr$pa los art7c$los en la serie de categor7as de ma*or a menor rotaci'n( de ac$erdo con las sig$ientes o parecidas denominaciones: 1rt7c$los de alta rotaci'n 1rt7c$los de rotaci'n normal 1rt7c$los de baja rotaci'n 1rt7c$los obsoletos
%sta claro )$e los art7c$los obsoletos son los de 7ndice de rotaci'n e-tremadamente bajo( pr'-imo a cero( pero el resto de la clasificaci'n depender. de las practicas habit$ales de cada empresa. 1s7 mismo( esta clasificaci'n( para )$e realmente sea +til( habr. )$e segmentarla en los tres tipos f$ndamentales de stock sig$ientes: 3aterias primas * componentes 3aterial en c$rso Prod$ctos terminados
Por otra parte( as7 como en la anterior clasificaci'n 1& ( por salidas estaba claro )$e d.bamos preferencia a las referencias de la categor7a 1 fr8nate a las & * ( en esta n$eva clasificaci'n( p$ede ser importante centrar la atenci'n en los prod$ctos de los +ltimos escalones con preferencia a los primeros( para evitar el riesgo de econtrarnos en alg+n momento con grandes cantidades de prod$ctos obsoletos. %n todo caso( $n =mi-= adec$ado de ambas clasificaciones nos permitir7an reali/ar a $n b$en control de n$estros inventarios adapt.ndolo a las disponibilidades )$e tengamos en materia de rec$rsos h$manos * herramientas de gesti'n.
".3 REC#ENTO DE STOC$S %l rec$ento de stocks( actividad f$ndamental dentro del control de los inventarios( consiste en arbitrar los medios para disponer peri'dicamente de datos viables de e-istencias.
#i el gestor de los inventarios c$enta con informaci'n en tiempo real * tambi8n fiable de los movimientos de las mercanc7as 4entradas * salidas5( es relativamente sencillo( contar con datos tambi8n en tiempo real de las e-istencias( *a )$e: E>&#'(/$&*# (') (>&#'(/$&*# (':1) 7 (/'%*-*# B #*,&-*#
%ste rec$ento anal7tico o virt$al de los stocks se basa en )$e el conocimiento de los movimientos en tiempo real de las mercanc7as es factible *a )$e en general se soportan en operaciones contables )$e generan albaranes o fact$ras de entradas * salidas f.cilmente procesables. #in embargo( en el caso de los materiales en c$rso *( en general( de los inventarios internos( no es tan f.cil disponer de este tipo de informaci'n sobre los movimientos( por lo )$e el rec$ento anal7tico de los stocks presentar alg$nas. 1dema de esta $ltima circ$nstancia( e-isten errores de contabili/acion( perdidas de materiales( desperfectos * otras circ$nstancias )$e desvirt+an el seg$imiento anal7tico de las e-istencias * )$e obligan a efect$ar rec$entos f7sicos 4no virt$ales5( de las mercanc7as para obtener datos $tili/ables directamente en la gesti'n o para act$ali/ar peri'dicamente el valor: E>&#'(/$&*# (':1) Q$e se $tili/an para el seg$imiento anal7tico de las e-istencias en tiempo real. %l rec$ento f7sico de stocks )$e se $tili/a habit$almente en la empresa( es el rec$ento c7clico( )$e consiste en contar los distintos prod$ctos e-istentes en almacenes de forma peri'dica 4cada d7a( semana( mes( etc.5. ,a asignaci'n del periodo de rec$ento a cada prod$cto depende de la importancia )$e tenga la misma para el gestor de los inventarios en f$nci'n del l$gar )$e oc$pe en alg$na de las clasificaciones de materiales e-p$estas en el anterior apartado E.O.E. ,os art7c$los clasificados como =1= p$eden ser objeto de rec$ento diario o semanal( mientras )$e los art7c$los de la categor7a =&= p$eden recontarse )$incenal o mens$almente( * los del tipo = = cada bimestre( trimestre( semestre o incl$so $na sola ve/ al a9o. Para no cons$mir e-cesivos rec$rsos h$manos en estas operaciones el rec$ento c7clico de los #tocks se debe materiali/ar en $na =lista de rec$ento= en la )$e las distintas referencias a recontar se vallan alternando para no tener )$e efect$ar el rec$ento sim$ltaneo de m$chas de ellas. #$pongamos( por ejemplo( )$e tenemos las sig$ientes referencias. 6ipo =1=: 1rtic$lo 001 con rec$ento semanal 6ipo =&=: 1rtic$lo 00E * 00O con rec$ento )$incenal 6ipo = =: 1rtic$lo 00G a 00N con rec$ento mens$al %n estas circ$nstancias( la = lista de rec$ento = deber7a ser como la )$e se indica en la sig$iente tabla. LISTA DE REC#ENTO
#emana
1rt7c$los a recontar
001@00E@00G
001@00O@00A
001@00E@00M
001@00O@00N
001@00E@00G
001@00O@00A
001@00E@00M
001@00O@00N
001@00E@00G
10
001@00O@00A
11
001@00E@00M
1E
001@00O@00N
Gracias a la lista se consig$e reali/ar el rec$ento f7sico de solamente tres referencias cada semana( lo )$e permite optimi/ar rec$rsos.
0. GESTION INTEGRADA DE INVENTARIOS Fasta ahora las t8cnicas de planificaci'n de los inventarios )$e se han descrito corresponden a la tipolog7a =cl.sica=( en la )$e se considera impl7citamente )$e la demanda ca$sante en +ltimo termino de los stocks es $na demanda independiente o no programada. %n las p.ginas sig$ientes $na ve/ *a descritas las t8cnicas cl.sicas de reaprovisionamiento contin$o * "eaprovisionamiento peri'dico( se proceder. a describir las t8cnicas de reaprovisionamiento c$ando la demanda es de tipo programado( t8cnicas )$e se apo*an en procedimientos 3"P o !"P. Por o )$e respecta a estos +ltimos a)$7 centraremos el est$dio en los procedimientos !"P 4!istrib$tion "eso$rces Planning5( por ser de implementacion mas reciente )$e los procedimientos 3"P.
0.1 REAPROVISIONAMIENTO CON DEMANDA PROGRAMADA
%l "eaprovisionamiento bajo condiciones de demanda dependiente( basado en t8cnicas 3"P o !"P( se caracteri/a por la e-istencia de $n programa de necesidades de reposici'n( generalmente a corto pla/o( c$*a estr$ct$ra m.s simple es del sig$iente tipo: "eferencia KKK: #emanas: 1 E O G A M N >ecesidad de reposici'n: 10 10 10 N0 1A0 1G0 1OA Id. 1c$m$ladas: 10 E0 O0 100 EA0 OI0 AEA %l problema consiste( como en los casos descritos en el anterior apartado( en decidir c$ando * por c$anta cantidad se lan/a $n pedido. %l pedido se lan/ara sig$iendo criterios similares a los del "eaprovisionamiento contin$o mas atr.s descrito: en el momento en )$e los inventarios de la referencia considerada se red$/can hasta ser ig$ales a la s$ma de demanda d$rante el pla/o de reposici'n( mas el stock de seg$ridad. %l stock de seg$ridad no s$rge en este caso obligado por ser la demanda probabilista( *a )$e ahora esta programada( sino por la e-istencia de posibles retrasos * otros riesgos en el desarrollo del proceso 4aver7as( problemas laborales( etc.5. %l pla/o de reposici'n se referir. al pla/o de entrega de las mercanc7as por parte de los proveedores( *a )$e los pla/os de traslado a destino cadens de prod$cci'n( almacenes comerciales( etc.5 *a se habr.n tenido en c$enta al establecer la programaci'n. #i estamos en $n p$nto de cadena log7stica alejado de los proveedores 4por ejemplo en $n almac8n de fabrica )$e debe s$ministrar a los ma*oritarias5( el pla/o de reposici'n para determinar n$estro =p$nto de pedido= ser. cero. ,a cantidad del pedido es $na c$esti'n de an.lisis m.s complejo. !eber. ser ig$al a la s$ma de las necesidades de reposici'n de $n cierto n$mero de periodos del programa 4$na( dos( tres( c$atro.... semanas en el ejemplo anterior5( n$mero )$e habr. )$e determinar con alg+n criterio de optimi/aci'n. #i estamos al principio de la cadena log7stica( habr. )$e tener en c$enta la problem.tica de los proveedoresS si estamos al final la problem.tica de los clientes( * si estamos en $n p$nto intermedio( la problem.tica de los eslabones previos 4por ejemplo( prod$cci'n5 * posteriores 4por ejemplo( ma*oristas o minoristas5. ,a forma de abordar este problema de forma matem.ticamente rig$rosa es por medio de las t8cnicas de I>?%#6IG1 I0> 0P%"16I?1( concretamente con los procedimientos de programaci'n din.mica 4m8todo de Lagner@Lithing( por ejemplo5. 1lg$nos programas comerciales de 3"P o !"P( disponen de algoritmos e-actos de este genero. #in embargo( lo m.s frec$ente por las dific$ltades inherentes a estos m8todos es rec$rrir a otras t8cnicas menos e-actas( tales como la sim$laci'n 4probando diversos escenarios * eligiendo el mejor de los probados5 o los algoritmos apro-imados como el de #ilver@3eal. Para aplicar este algoritmo ha* )$e conocer $na serie de datos similares a los )$e hac7an falta para determinar el tama9o optimo de pedido con la form$la de Lilson. %s decir:
%l costo de almacenamiento( e-presado en forma de tasa an$al =1d@?alorem=( )$e s$pondremos para el ejemplo )$e es del 1CH. %l costo de lan/amiento de $n pedido )$e s$pondremos para el ejemplo )$e es de BA por pedido.
%l precio de ad)$isici'n o el costo de la referencia anali/ada( )$e s$pondremos para el ejemplo de B100. #obre la base de estos datos * a la demanda programada el algoritmo de periodificacion al m7nimo costo considera los casos en )$e la cantidad a pedir c$bre 1(E(O(G(.... periodos * determina para cada $no de estos casos la s$ma de los costos de lan/amiento del periodo * de almacenamiento de la cantidad solicitada d$rante los periodos en )$e no se cons$me. 1 partir de esta cifra obtiene los costos $nitarios por periodo o por $nidad de la referencia * elige la opci'n de costo m7nimo. Para aplicar este algoritmo al ejemplo prop$esto( admitiremos )$e el primer pedido lo vamos a c$rsar en la semana inicial( con pla/o de reposici'n * stock de seg$ridad n$los. 1#0 1& Periodo c$briendo $n solo periodo. antidad a solicitar: 10 $nidades osto de lan/amiento: B A osto de almacenamiento: B 0 4por)$e la mercanc7a se $tili/a inmediatamente. osto total: B A osto 3edio: B A por periodo o B 0(A por $nidad 1#0 E: Periodo c$briendo dos periodos. antidad a solicitar: E0 $nidades osto de lan/amiento: B A osto de almacenamiento: el correspondiente a la cantidad del seg$ndo periodo d$rante $n periodo. %s decir: 0(1C R 41/AE5 R 10 R 100 P B O(GM osto total: B C(GM osto 3edio: B G(EO por periodo o B 0(GEO por $nidad 1#0 O: Periodo c$briendo tres periodos. antidad a solicitar: O0 $nidades osto de lan/amiento: B A osto de almacenamiento: el correspondiente a la cantidad del tercer periodo d$rante dos periodos( mas la cantidad del seg$ndo periodo d$rante $n periodo. %s decir: O(GM U 0(1C R 4E/AE5 R 10 R 100 P B 10(OC osto total: B 1A(OC
osto 3edio: B A(1O por periodo o B 0(A1O por $nidad 1#0 G: Periodo c$briendo c$atro periodos. antidad a solicitar: 100 $nidades osto de lan/amiento: B A osto de almacenamiento: el correspondiente a la cantidad del c$arto periodo d$rante tres periodos( mas la cantidad del tercer periodo d$rante dos periodos( mas la cantidad del seg$ndo periodo d$rante $n periodo. %s decir: 10(OC U 0(1C R 4O/AE5 R N0 R 100 P B CO(0N osto total: B CC(0N osto 3edio: B EE(0EO por periodo o B 0(CO1 por $nidad %l procedimiento se contin$ar7a reali/ando con el n$mero de periodos )$e se deseara( a$n)$e el algoritmo de #ilver@3eal tiende a ser convergente *( $na ve/ detectado el p$nto de infle-i'n de los costos medios no es necesario contin$ar repitiendo el calc$lo. %n el ejemplo esta claro )$e el primer pedido a reali/ar deber7a c$brir los dos primeros periodos * seria por lo tanto( de E0$nidaes. Para definir el sig$iente pedido( s$poniendo )$e se mantienen todas las hip'tesis adoptadas( nos sit$ar7amos en el tercer periodos * volver7amos a aplicar la misma sec$encia de calc$lo. #i estamos al principio de la cadena log7stica( los res$ltados del algoritmo de periodificacion al costo m7nimo ser.n definitivos( salvo )$e los proveedores tengan alg+n condicionante especifico 4desc$entos por cantidad( limitaciones de entregas( etc.5 . #in embargo si estamos en otro p$nto de la cadena log7stica( los res$ltados de este algoritmo habr.n )$e sopesarlos con las restricciones )$e imponga el eslab'n previo 4por ejemplo prod$cci'n5( * reiterar los c.lc$los hasta alcan/ar $na sol$ci'n de compromiso. Por eso en m$chas ocasiones es preferible $tili/ar directamente t8cnicas de sim$laci'n en las )$e *a as$mimos las restricciones de los distintos eslabones de la cadena log7stica.
0.2 TECNICAS DE DRP& METODOS DE BRO2N Y MARTIN ,as t8cnicas de planificaci'n de rec$rsos para la distrib$ci'n =!"P=( tienen por objeto optimi/ar dentro del sistema log7stico de las empresas las relaciones entre el s$bsistema de distrib$ci'n f7sica 4incl$*endo transporte * almacenamiento5( * el s$bsistema de prod$cci'n. %n consec$encia el !"P debe determinar con criterios 'ptimos los sig$ientes aspectos de la log7stica: ,as necesidades de reposici'n de mercanc7a en los diversos p$ntos de interr$pci'n del fl$jo de materiales 4fabrica * almacenes5 de ac$erdo con los condicionantes de base preestablecidos 4lotes de prod$cci'n( pla/o de reposici'n( p$nto de pedido( etc.5. ,as necesidades de rec$rsos asociados a la distrib$ci'n f7sica 4medios de transporte( capacidad de almacenamiento( etc.5 de tal forma )$e se aseg$re la calidad de servicio preestablecida * el mejor grado de $tili/aci'n de los medios disponibles.
!icho de otra manera( las t8cnicas !"P consisten en lo sig$iente: :n sistema 4evidentemente inform.tico5( de eval$aci'n de las necesidades de reposici'n de materiales en los p$ntos de distrib$ci'n( coordinado con otro sistema especifico de control de prod$cci'n e inventarios 4tal como el 3"P $ otros5. Q$e sirve de enlace entre la demanda e-terna de prod$ctos por los clientes * los s$ministros proporcionados por el plan maestro de prod$cci'n 43P#5. %-isten diversos procedimientos * pa)$etes de !"P en el mercado( comerciali/ados generalmente por s$s a$tores o empresas de cons$lting. 1 nivel de planteamientos te'ricos generales( e-isten dos principales metodol'gicas de =!istrib$tion reso$rces planning=: %l m8todo de &rown: seg+n el c$al( la demanda en los p$ntos de distrib$ci'n determina las necesidades br$tas de mercanc7a a obtener con cargo a prod$cci'n * las necesidades de medios de transporte. %l m8todo de 3artin: #eg+n el c$al( los p$ntos de distrib$ci'n se satisfacen sobre la base de lotes programados a obtener con cargo a prod$cci'n( )$e tambi8n determina las necesidades de medios de transportes. %n las tablas( se representa $n ejemplo de la forma de act$ar de los m8todos de &rown * 3artin respectivamente. !"P: 3etodo de &rown
Pu!to 1 Pla/a de reposici'n: 1 d7a
!7a Previsi'n de ventas #tock 4stock inicial AI5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 10 GI
E 10 OI
O 1A EG
G 1A I
A 1N @C E0
M 1N @EA E0 1A
N E0 @GA E0 1A
C E0 @MA E0 1A
I O0 @IA E0 A
10 E0 @11A E0 A
GI
OI
EG
1E
Pu!to 2 Pla/a de reposici'n: Edias
!7a Previsi'n de ventas #tock 4stock inicial IG5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 1A NI
E 1A MG
O E0 GG
G E0 EG
A EE E
M EE @E0 O0
N EA @GA O0 1A
C EA @N0 O0 E0
I OA @10A O0 1A
10 EA @1O0 O0 E0
NI
MG
GG
EG
10
Pu!to 3 Pla/a de reposici'n: Odias
!7a Previsi'n de ventas #tock 4stock inicial ON5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 N O0
E N EO
O 1E 11
G 1E @1 10
A 1G @1A 10 A
M 1G @EI 10 1
N 1N @GM E0 G
C 1N @MO E0 N
I EN I0 E0 0
10 1N 10N EA C
O0
EO
11
Pu!to " Pla/a de reposici'n: 1 d7a
!7a Previsi'n de ventas #tock 4stock inicial ECA5 >ecesidades "eposici'n #tock desp$8s de
1 A0 EOA
E GA 1I0
O MA 1OA
G AA C0
A MA 1A
M MA @A0 C0
N MA @11A N0 OA
C AA @1N0 M0 G0
I AA @EEA A0 OA
10 AA @EC0 A0 O0
EOA
1I0
1OA
C0
1A
O0
reposici'n:
1lmac8n de 2abrica
!7a #alidas para reposici'n #tock 4stock inicial ECA5 >ecesidades "eposici'n #tock desp$8s de reposici'n: !"P: 3etodo de 3artin
1 10 EIA
E 10 ECA
O 10 ENA
G N0 E0A
A 1A0 AA ENA
M 1G0 @CA
N 1OA @EE0
C 1EA @OGA ENA
I 11A @GM0
10 I0 @AA0
EIA
ECA
ENA
E0A
OO0
1I0
AA
E0A
I0
Pu!to 1 Pla/a de reposici'n: 1 d7a
!7a Previsi'n de ventas #tock 4stock inicial AI5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 10 GI
E 10 OI
O 1A EG A0
G 1A I
A 1N @C
M 1N @EA A0
N E0 @GA
C E0 @MA
I O0 @IA A0
10 E0 @11A
GI
OI
NG
AI
GE
NA
AA
OA
AA
OA
Pu!to 2 Pla/a de reposici'n: E d7as
!7a Previsi'n de ventas #tock 4stock inicial IG5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 1A NI
E 1A MG
O E0 GG
G E0 EG M0
A EE E
M EE @E0
N EA @GA M0
C EA @N0
I OA @10A
10 EA @1O0 M0
NI
MG
GG
CG
ME
G0
NA
A0
1A
A0
Pu!to 3 Pla/a de reposici'n: O d7as
!7a Previsi'n de ventas #tock 4stock inicial ON5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 N O0
E N EO
O 1E 11 GA
G 1E @1
A 1G @1A
M 1G @EI GA
N 1N @GM
C 1N @MO
I EN I0 GA
10 1N 10N
O0
EO
AM
GG
O0
A1
GG
EN
GA
EC
Pu!to " Pla/a de reposici'n: 1 d7a
!7a Previsi'n de ventas #tock 4stock inicial ECA5 >ecesidades "eposici'n
1 A0 EOA
E GA 1I0
O AA 1OA
G AA C0 100
A MA 1A
M MA @A0
N MA @11A 1O0
C AA @1N0
I AA @EEA
10 AA @EC0 1G0
#tock desp$8s de reposici'n:
EOA
1I0
1OA
1C0
11A
A0
11A
M0
I0
1lmac8n de 2abrica
!7a #alidas para reposici'n #tock 4stock inicial ECA5 >ecesidades "eposici'n #tock desp$8s de reposici'n:
1 0 O0A
E 110 1IA
O 1GA A0
G 0 A0
A 110 @M0 EMA
M 1NA @EOA
N 0 @EOA
C 110 @OGA EMA
I 1CA @AO0
10 0 @AO0
O0A
1IA
A0
A0
E0A
O0
O0
1CA
0.3 APLICACI3N DE LAS TECNICAS 'DPR' on objeto de desarrollar los ejemplos de aplicaci'n de las t8cnicas !"P indicados en las tablas anteriores( se ha elaborado $n pe)$e9o modelo de sim$laci'n 4sobre hoja de calc$lo5 )$e refleja de $na manera simple las relaciones entre demanda en p$ntos de venta( transporte * prod$cci'n * permite apreciar la eficiencia de las metodol'gicas )$e( como el !"P( sirven para optimi/ar las relaciones entre tales s$bsistamos * elementos del sistema log7stico. %l modelo de sim$laci'n presenta la misma sit$aci'n de las tablas anteriores( a$n)$e ampliando el periodo de an.lisis e introd$ciendo datos de tipo econ'micos. #e consideran treinta * cinco periodos temporales de referencia )$e en el ejemplo son treinta * cinco d7as 4Asemanas5( )$e podr7an ser semanas o meses( seg+n el periodo de planificaci'n )$e f$era necesario considerar. ,as comparaciones n$m8ricas se reali/an en el ejemplo considerando +nicamente las tres semanas centrales de todo el periodo sim$lado( para evitar distorsiones asociadas al efecto de los d7as iniciales o finales. %n el modelo prop$esto( al ig$al )$e en los anteriores ejemplos( las reposiciones de mercanc7as en los p$ntos de venta V1 * VG( se s$ponen )$e tardan $n d7a en ser reali/adas( desde )$e se remite la orden de reposici'n al almac8n de fabrica. %n el p$nto de venta VE el pla/o de reposici'n es de dos d7as * en el p$nto de venta VO es de tres d7as. #e han ampliado hasta treinta * cinco d7as las previsiones de venta en cada $no de los c$atro p$ntos de destino final de las mercanc7as )$e integran el caso practico. Por agregaci'n de esas previsiones de ventas se obtienen las ventas totales previstas )$e sirven para establecer el plan maestro de prod$cci'n tambi8n se han establecidos determinadas hip'tesis sobre los costos de almacenamiento * sobre los costos de transporte( )$e p$eden ser variadas a efectos de sim$lar n$evas sit$aciones. on independencia de )$e( de ac$erdo con lo dicho( p$edan abordarse diversas sim$laciones con el modelo( se incl$*en seg$idamente dos ejemplos )$e prestan las sig$ientes sit$aciones limite:
1#0 1 %s el pr'-imo al m8todo de 3artin. ,a reposici'n en los p$ntos de venta se reali/a mediante $n +nico env7o semanal( a recibir el l$nes( calc$lado sobre la base de las previsiones de ventas de las A semanales )$e se han considerado. 1 s$ ve/( la prod$cci'n se programa sobre la base de lotes semanales )$e se remiten tambi8n los l$nes al almac8n de fabrica. 6anto en los p$ntos de venta como en el almac8n de fabrica se mantiene $n stock de seg$ridad de 10 $nidades para atender a posibles imprevistos o $rgencias. %n la sig$iente se indican las hip'tesis adoptadas en c$anto a costos de almacenamiento * de transporte * los res$ltados principales del an.lisis. >o se consideran otros conceptos de costo para complicar e-cesivamente el modelo. 1#0 E %s el m.s pr'-imo al m8todo de &rown. ,a reposici'n en los p$ntos de venta se reali/a diariamente( solicitando los p$ntos de venta al almac8n de fabrica para cada d7a la cantidad de mercanc7a )$e se prev8 vender en dicho d7a. ,a prod$cci'n se programa( por s$ parte( en base a lotes diarios de la misma cantidad( calc$lada en base a las previsiones de ventas de las A semanas )$e se han considerado en el caso practico. 6odas las dem.s hip'tesis son an.logas a las establecidas para el caso anterior. %n la 6abla se recogen( adem.s de las hip'tesis de calc$lo( los res$ltados principales del an.lisis. #e p$ede observar( comparando ambos casos( )$e el stock total correspondiente al caso E es el 10H del stock total del caso 1( * )$e los costos log7sticos )$e se han red$cido( tambi8n en el caso E respecto del caso 1( al red$cirse el tama9o del env7o( pero los costos de los stocks( m$cho m.s red$cidos en el caso E )$e en el caso 1( compensan ampliamente es diferencia. 1 partir de estos res$ltados de la sim$laci'n del fl$jo f7sico se p$ede constatar la gran potencialidad de las herramientas )$e facilitan los procesos de relaci'n entre las actividades de !istrib$ci'n 27sica * de Prod$cci'n.
1. SIM#LACION DINAMICA DE ESTRATEGIAS DE REAPROVISIONAMIENTO %n el $ltimo ejercicio del apartado precedente( dedicado a est$diar la integraci'n de los inventarios en la cadena log7stica( *a se reali/o la sim$laci'n de las dos alternativas de reaprovisionamiento. %n las tablas sig$ientes se reali/a $n n$evo planeamiento de estas herramientas 4las t8cnicas de sim$laci'n5( )$e res$ltan notablemente eficaces para la toma de decisiones en meter7a de reaprovisionamiento( pero en este caso se e-pondr. $na metodolog7a potente * m$* adec$ada para el caso de los inventarios( como es la #im$laci'n !in.mica de #istemas * el software comercial e-istente al respecto. INTEGRACION DE LOS INVENTARIOS EN LA CADENA LOGISTICA
DATOS BASICOS DEL E(EMPLO
1.1 Si4u*. i5! Di!64i . DE SISTEMAS
%n el a9o 1IM1( Da* 2orrester p$blico el libro =Ind$strial !*namics=( a partir de esta p$blicaci'n la din.mica de sistemas * las t8cnicas de sim$laci'n asociadas entraron a formar parte de las herramientas del an.lisis matem.tico de los problemas de la empresa. ,a din.mica de sistemas( campo en el )$e se integra la = !in.mica Ind$strial = prop$esta por 2orrester( es la generali/aci'n del an.lisis sistem.tico a los problemas del m$ndo real( dando $na especial relevancia al est$dio de las relaciones entre los elementos de los sistemas e introd$ciendo en dicho an.lisis las caracter7sticas diferenciales )$e presentan los problemas reales respecto de los planteamientos simplificados o te'ricos. ,os procesos reales se caracteri/an( bajo el p$nto de vista del an.lisis sistemico( por los sig$ientes aspectos: #e trata de procesos din.micos ,as relaciones entre los elementos no siempre son lineales %-isten efectos de reglamentaci'n los procesos se ven afectados por retardos
,a din.mica de sistemas introd$ce estos aspectos en el an.lisis para poder e-plicar el comportamiento de los sistemas b$scando $na ma*or apro-imaci'n a la realidad. :na ve/ identificados los elementos del sistema * establecidas s$s relaciones * atrib$tos sobre la base de estos planeamientos( se aplican t8cnicas de sim$laci'n )$e nos permiten predecir el comportamiento del sistema en sit$aciones cambiantes. ,a importancia b.sica )$e se da a los aspectos temporales en la din.mica de sistemas hace )$e dicho an.lisis sea $na apro-imaci'n al calc$lo diferencial. ,a evol$ci'n din.mica del sistema se establece en s$cesivos periodos increm8ntales de tiempo 4 )$e( en la practica( seg+n sea $n .mbito temporal del an.lisis( podemos asociar a( min$tos( horas( d7as semanas( meses o a9os5( caracteri/.ndose el sistema en cada $no de los periodos incrementales del tiempo por los valores = instant.neos = )$e toman en los mismos $na serie de variables caracter7sticas( o =variables de estado=. %stas variables de estado cabe asociarlas a los elementos tipo =stock= de $n sistema( de ac$erdo con las definiciones )$e se han e-p$esto en s$ momento al describir el #istema ,og7stico. 3as adelante se anali/an estos aspectos con ma*or detalle.
1.2 CARACTERISTICAS DE LOS PROCESOS REALES ,os procesos reales representan alg$nas caracter7sticas diferenciales respecto de los habit$ales modelos simplificados o te'ricos )$e tratan de reprod$cir dicha realidad. #eg$idamente se describen las caracter7sticas. Procesos !in.micos: el tiempo es $na variable relevante del proceso. ,a sit$aci'n inicial * la sit$aci'n final de $n determinado periodo de an.lisis del
proceso infl$*en en el propio proceso o en la contin$aci'n del mismo en el periodo sig$iente. >o ,inealidades: las relaciones entre elementos no siempre p$eden convertirse en relaciones lineales. Incl$so alg$nas relaciones no p$eden e-presarse en forma de ec$aciones( sino en forma de gr.fico emp7rico o listado n$m8rico. "etroalimentacion 4feed@back5: P$ede haber variables del proceso )$e se vean afectadas en el tiempo por los valores )$e toma el res$ltado final del proceso( prod$ciendose cambios en el desarrollo temporal del mismo( )$e p$eden cond$cir a $na sit$aci'n de estabilidad e inestabilidad. "etardos: ,a contin$idad de $n proceso p$ede verse afectada por la e-istencia de retrasos temporales entre s$s diversas fases( )$e p$eden potenciar las sit$aciones de inestabilidad. ,a din.mica de sistemas contempla todas las caracter7sticas. 0( dicho con mas precisi'n( si no se modeli/a $n sistema dando prioridad absol$ta a las caracter7sticas )$e se han descrito( no estaremos $tili/ando la metodolog7a !in.mica de #istemas.
1.3 ELEMENTOS DE #N SISTEMA DINAMICO Fasta ahora hab7amos clasificado los elementos del sistema log7stico en tres categor7as( )$e eran de gran $tilidad a la hora de modelar el sistema: %lementos tipo =stock= %lementos tipo =fl$jo= %lementos tipo =proceso= #i ahora consideramos $n sistema din.mico( contin$a siendo valida esta clasificaci'n de elementos( si bien ha* )$e hacer alg$nas mati/aciones * redefiniciones de los mismos( )$e abordaremos seg$idamente. 1. %lemento tipo =stock=: #on los elementos f$ndamentales para el responsable de la gesti'n de inventarios * tambi8n para la doctrina de la #im$laci'n !in.mica de #istemas. 1s7( en la terminolog7a especifica de la din.mica de sistema( a los elementos tipo =stock= se les denomina =variables de estado= del sistema. ,os valores )$e toman estos elementos s$elen denominarse =>iveles=. %l nivel de $na variable de estado es el valor )$e toma dicha variable en $n instante determinado 4 en $no de los periodos temporales a )$e se e-tiende la sit$aci'n din.mica5. E. %lementos tipo =fl$jo=: "epresentan la variaci'n en el tiempo de $na variable de estado. ,as variables de estado son( por lo tanto( ac$m$ladores o contadores de fl$jos de $n momento dado. O. %lementos tipo =proceso=: &ajo el p$nto de vista de la !in.mica de #istemas( se trata de combinaciones de fl$jo de stocks( a las )$e se a9aden retardos * otras restricciones 4 como por ejemplo( restricciones de capacidad5. %stos elementos tipo =proceso= se p$eden clasificar de la sig$iente manera: a. Procesos contin$os b. Procesos discontin$os c. ,7neas de espera Procesos contin$os: #e trata de accesos ordenados de fl$jos )$e generan stocks s$cesivos tambi8n ordenados 4 no se p$eden
me/clar 5. %-iste $n desface temporal parametri/ado 4 tiempo de proceso contin$o 5 desde )$e $n fl$jo accede al proceso * se convierte en $n stock hasta )$e v$elve a salir del proceso contin$o en forma de fl$jo de distinta nat$rale/a 4 transformando el proceso 5. Procesos discontin$os: %-iste $na restricci'n de capacidad en el proceso 4 ,imitaci'n de capacidad 5 * $na restricci'n de acceso de otros fl$jos mientras d$ra el proceso. %-iste $n desfa/e temporal parametri/ado 4 6iempo de proceso discontin$o 5 desde )$e el fl$jo accede al proceso * se convierte en stock hasta )$e v$elva a salir del proceso discontin$o en forma de fl$jo de distinta nat$rale/a 4 transformado el proceso 5( dejando paso entonces al sig$iente. ,7neas de espera: 1c$m$laci'n ordenada de #tocks a la espera de otro proceso 4 no se p$eden me/clar 5. %-iste $n desface temporal 4 6iempo de espera 5 desde )$e el fl$jo accede a la l7nea de espera * se convierte en stock hasta )$e v$elve a salir de la l7nea de espera en forma de otro fl$jo de la misma nat$rale/a. 1dem.s de los #tocks( fl$jos * procesos( )$e son los elementos f$ndamentales( concept$almente hablando( de $n sistema( e-isten otros elementos a$-iliares )$e son necesarios para abordar con 8-ito la moneti/aci'n de $n sistema din.mico. !ichos elementos a$-iliares se describen seg$idamente. d. ?ariables a$-iliares: #on magnit$des con $n cierto significado f7sico en el m$ndo real * con $n tiempo de resp$esta instant.neo( )$e opera sobre valores de los elementos f$ndamentales del sistema. e. onstantes o par.metros: 3agnit$des del sistema )$e no cambian de valor en el tiempo. f. ondiciones de contorno: #e trata de variables ajenas al sistema anali/ado( )$e representan acciones del entorno sobre el sistema. Fa* dos tipos de condiciones de contorno: i. 2$entes * s$mideros ii. ?ariables e-'genas 2$entes * #$mideros: #on variables de estado 4elementos tipo stock o( dicho de otra forma( ac$m$ladores de fl$jo5 ajenas al sistema( de car.cter inagotable 4 no afectadas por el sistema 5( )$e aportan o retiran fl$jos del mismo. ?ariables e-'genas: #on variables a$-iliares c$*a evol$ci'n es diferente de las del resto del sistema.
1." SIMBOLOGIA %n ,a fig$ra sig$iente se m$estra la simbolog7a habit$almente $tili/ada para presentar los elementos f$ndamentales * a$-iliares hasta ahora defini8ndose $n sistema din.mico.
#e trata( b.sicamente( de la simbolog7a aportada por Da* L. 2orrester en s$ libro =Ind$strial !*namics=( con alg$nas mejoras introd$cidas por diversos programas de sim$laci'n din.mica sobre soporte gr.fico desarrollados recientemente 4 tales como los programas #6%,,1( IW6FI>X( P0L%"#I3 * otros5. %n la fig$ra sig$iente se m$estra sig$iendo la simbolog7a de 2orrester( $n modelo din.mico )$e representa el m8todo de "eaprovisionamiento contin$o 4 con p$nto de pedido 5 antes describe en el p$nto G.G %l objetivo b.sico en dicho modelo( )$e se repite en m+ltiples ocasiones c$ando se modeli/an estrategias de "eaprovisionamiento( esta constit$ido por $n elemento tipo stock 4I5 )$e representa los inventarios e-istentes( variables con el tiempo( * por dos elementos tipo fl$jo( 4% * #5 )$e representan respectivamente las entradas * salidas de mercanc7as. 0tros elementos )$e aparecen en el modelo( son variables a$-iliares * par.metros( as7 como la f$ente * s$midero de las mercanc7as 4proveedores * clientes respectivamente5. :na de las variables a$-iliares representa el calc$lo del p$nto de pedido 4PP5( )$e se apo*a en los valores del propio inventario 4I5( * del stock de seg$ridad 4##5. %ste $ltimo es otra variable a $tili/ar( )$e se calc$la en f$nci'n de la desviaci'n standard de la demanda( 4ds5. %ste valor( as7 como la media de la demanda 4m5 * el lote econ'mico de compra 4eo)5( son par.metros del modelo.
,a representaci'n gr.fica indicada en la fig$ra se debe materiali/ar en $na serie de ec$aciones )$e es preciso definir. ,a principal del modelo es $na ec$aci'n diferencial )$e e-presa la variaci'n en el tiempo de los inventarios: I (' 7 -' ) I (') 7 E (')* -' B S (') -'
0tras ec$aciones serias la )$e representan las entradas * salidas en f$nci'n de las variables a$-iliares * de los par.metros( tales como: E (') S (') C (("3,PP) C (5,-#)
2inalmente habr7a )$e form$lar las ec$aciones )$e terminan los valores de las variables a$-iliares( con e-presiones del sig$iente tipo: PP SS C (I,SS) C (-#)
,a form$laci'n de estas e-presiones( )$e en el te-to se han indicado simplemente de forma simb'lica( es relativamente sencilla conociendo la =mec.nica interna= del proceso * disponiendo de $n software adec$ado )$e permita introd$cir condicionantes del tipo =s7Y.= Y c.lc$los aleatorios. ,a e-posici'n del software e-istente al respecto ser. objeto del sig$iente apartado del presente trabajo. :na ve/ form$ladas todas las ec$aciones( se aplicara $n m8todo de calc$lo por incrementos finitos( dando valores s$cesivos a dt * concatenando el calc$lo de las variables )$e dependen $nas de otras. %ste proceso se p$ede reali/ar mediante $na simple hoja de calc$lo( o $tili/ando t8cnicas de integraci'n mas sofisticadas( como los m8todos de %$ler o "$nge@X$tta. ,os res$ltados de la aplicaci'n del modelo din.mico serian la evol$ci'n en el tiempo de cada $na de las variables consideradas( lo )$e nos permitir7a tomar decisiones aj$stando par.metros o reform$lando alg$nas e-presiones. %l modelo se p$ede complicar todo lo )$e se desee para representar mas fielmente la realidad o para obtener indicadores de gesti'n. Por ejemplo( el lote econ'mico de compra lo hemos
considerado $n par.metro del modelo( pero tambi8n pod7a ser $na variable a$-iliar dependiente de otros par.metros( como el costo de lan/amiento de $n pedido * el costo de almacenamiento. 1s7 mismo( podr7amos haber obtenido $n indicador del costo del inventario( agregando en otra variable a$-iliar los costos ac$m$lados de lan/amiento de los pedidos )$e se van reali/ando * de almacenamiento de los inventarios e-istentes a cada momento.
1.0 So-t7.+e de si4u*. i5! de di!64i . de siste4.s %-isten disponibles en el mercado diversos programas comerciales de sim$laci'n desarrollados espec7ficamente para modelos din.micos de sistemas( tales como los programas !Y>130( P0L%"#I3( LI6>%##( #6%,,1 * IW6FI>X( entre otros. #eg$idamente se describen s$s caracter7sticas b.sicas. %l programa !Y>130( desarrollado por el propio Da* L. 2orrester( desde el mismo momento en )$e se comerciali/aron las primeras comp$tadoras digitales( es el mas cl.sico de materia de sim$laci'n din.mica de sistemas( habiendo servido de referencia para otros pa)$etes inform.ticos( de manera an.loga a como lo hace el programa 3P#K de I&3( respecto al software de programaci'n lineal. ,a gran ma*or7a de los modelos din.micos de sistemas )$e ha p$blicado la literat$ra cient7fica especiali/ada hasta hace $nos die/ a9os han $tili/ado el leng$aje del programa !Y>130. >o obstante al no tratarse de $n programa )$e f$ncione en entorno gr.fico de tipo Lindows( ha ido cediendo posiciones en los +ltimos a9os a programas con interfaces m.s amigables como los )$e se citaron al principio. %l programa P0L%"#I3( es $n pa)$ete para comp$tadoras personales desarrollado por $na compa97a nor$ega de software( powersim 1#( para correr en la plataforma de windows * de caracter7sticas similares al programa IW6FI>X( )$e ser. descrito mas adelante( a$n)$e refor/adas. %sta dise9ado como herramienta de =b$siness sim$lation=( para crear =c$adros de mando= o =c$adros de navegaci'n= para la gesti'n de las empresas. #$s principales .reas de aplicaci'n son las sig$ientes: o o o Planificaci'n estrat8gica Gesti'n de rec$rsos "eingenieria de procesos
,a $ltima versi'n del programa P0L%"#I3 E.A( incorpora prestaciones m$ltimedia galer7as de objetos * efectos de colores para reali/ar presentaciones de cierta espectac$laridad de cara a los $s$arios( no tan avan/adas( por ejemplo las )$e ofrece el programa LI6>%##( pero s$periores a las presentaciones relativamente planas del IW6FI>X. %l precio de la licencia individ$al b.sica de powersim E.A esta en el entorno de los B I.000. %l programa witnes es tambi8n $n pa)$ete para comp$tadoras personales desarrollado por la compa97a inglesa ,anner Gro$p( )$e a s$ ve/ se formo a partir de 16Z6 Istel. %s $n programa dirigido esencialmente a la sim$laci'n din.mica de procesos ind$striales de prod$cci'n( mas restringidos )$e los otros pa)$etes descritos bajo el p$nto de vista de la din.mica de sistemas( pero dotado de m+ltiples herramientas para s$ f$nci'n principal. P$ede modeli/ar sobre la base de dichas herramientas todo tipo de actividades relacionadas con los fl$idos * c$enta con elementos de moneti/aci'n espec7ficos para la ind$stria del petr'leo( como p$eden ser tan)$es( t$ber7as( etc. !ispone de gran capacidad de vis$ali/aci'n gr.fica de los modelos * de los res$ltados de la sim$laci'n alcan/ando caracter7sticas de =vis$ali/aci'n din.mica=( con animaci'n integrada( importaci'n con 1! e incl$so realidad virt$al. #e p$ede representar( por ejemplo el la*o$t de la planta sim$lada * los movimientos de personal * mercanc7as en la misma.
%sta potencia de calc$lo * sobre todo s$ gran espectac$laridad de cara a las presentaciones de res$ltados( tiene como contrapartida $n precio relativamente elevado en comparaci'n con las otras opciones de software. %l precio de la licencia individ$al b.sica del witnes esta en el entorno de los B O0.000. 6odo el software e-istente( )$i/.s los programas mas conocidos * dif$ndidos entre los e-pertos en sim$laci'n din.mica de sistemas son los pa)$etes stella * iWthink( ambos desarrollados por high perfomance s*stems inc. !e >ew Fampshire( :.#.1 compa97a f$ndada por seg$idores * al$mnos de Da* L. 2orrester( el creador de la din.mica de sistemas )$e a s$s C1 a9os a$n imparte clases como profesor em8rito en la #loan #chool of managment en 43I65. %n realidad( tanto stella como iWthink son el mismo desarrollo inform.tico a$n)$e preparado espec7ficamente para diferentes entornos de trabajo. 1s7( stella esta dise9ado par aplicaciones cient7ficas * de ciencias sociales( mientras )$e el iWthink esta dise9ado para servir de soporte a aplicaciones del .mbito de la empresa. Por los propios or7genes de s$ creaci'n( el iWthink respeta escr$p$losamente la doctrina de la din.mica de sistemas por 2orrester( )$edando matem.ticamente j$stificado s$ empleo como herramienta de sim$laci'n. ,a resol$ci'n por el procedimiento de los incrementos finitos de las ec$aciones diferenciales )$e generan los modelos se basa en los m8todos de %$ler * de "$nge@X$tta. #e trata de $n programa para comp$tadoras personales( para correr bajo el 0#. Lindows. ,a vis$ali/aci'n de los modelos sig$e escr$p$losamente de la simbolog7a de 2orrester antes descrita( sin concesiones est8ticas como las )$e aportan los programas powersim * sobre todo witnes. 1s7( el modelo correspondiente al caso ejemplo anterior 43odelo de reaprovisionamiento contin$o5( si se modeli/a con a*$da del programa iWthink( presentar7a el aspecto )$e se indica en la fig$ra incl$ida seg$idamente. ,as ec$aciones )$e reflejan las relaciones entre elementos se obtiene con a*$da de iWthink de forma casi a$tom.tica( mediante sistemas de monitori/acion. !ichas ec$aciones ser.n mostradas seg$idamente del gr.fico sig$iente. ,a $ltima versi'n del programa iWthink A.1.1( incorpora alg$nos elementos de vis$ali/aci'n gr.fica =amigable= de res$ltados del tipo =sim$lador de v$elo= * ma*or potencia de calc$lo. 2inalmente simplemente se citan otros programas de sim$laci'n din.mica presentes en el mercado( tales como 6a*lor( ?ensim( #im$link.
1.1 .8*i . i5! DE LAS TECNICAS DE SIM#LACION on objeto de dejar medianamente clara la potencia de las herramientas de sim$laci'n din.mica de sistemas( cosa )$e *a se ha adelantado en menor escala con el ejercicio planteado en las paginas anteriores( se e-pone ahora $n ejemplo de aplicaci'n m.s complejo( )$e se modeli/a con el programa iWthink. %l ejemplo es el sig$iente: a. :n fabricante de licores va a iniciar s$s actividades en $na n$eva locali/aci'n. b. 6iene previsto vender C00.000 botellas al a9o.
c. d. e. f. g. h.
i. j. k.
l.
m.
n.
!ispondr. de $na fabrica( con $n almac8n en la fabrica correspondiente( sit$ada en el l$gar de prod$cci'n * de $n almac8n sit$ada en el centro de s$ mercado objetivo. ,as botellas las prod$cir. envasadas en packs de O $nidades ,os packs ir.n en cajas a ra/'n de OM packs por caja( en tres capas %l transporte primario entre el almac8n de fabrica * el almac8n de distrib$ci'n lo reali/a en camiones completos )$e admiten OC cajas cada $no. ,a distrib$ci'n capilar se reali/a desde el almac8n de distrib$ci'n con los medios de transporte necesarios para cada tipo de pedido de s$s clientes. %l problema )$e se esta planteando el fabricante es estos momentos es dimensionar los almacenes de fabrica * distrib$ci'n. %s decir( estimar el vol$men m.-imo de #tocks )$e ser. necesario almacenar * el n$mero de c8l$las de almacenamiento de cajas )$e la har. falta disponer para )$e no sobre ni falte espacio de almacenamiento. onsidera )$e tanto la fabrica como el almac8n de distrib$ci'n estar.n operativo EA0 idas al a9o. %n consec$encia la demanda media ser. de O.E00 botellas diarias( e)$ivalentes a EI o O0 cajas al d7a. ,a prod$cci'n de botellas se aj$stara a esta demanda media. omo la capacidad de los camiones de transporte primarios s$perior a la prod$cci'n diaria( * no todos los d7as ira $n cami'n a cargar( estima )$e en el almac8n de fabrica le deber. caber al menos la prod$cci'n de dos idas 4e)$ivalente a M0 h$ecos por caja 5 * en el almac8n de distrib$ci'n tiene )$e tener espacio para la descarga de $n cami'n completo * para e-cedentes no vendidos del cami'n anterior 4es decir( algo menos de A0 h$ecos por caja5. >o obstante. >o se f7a de esta estimaci'n grosera( por)$e as7 como la prod$cci'n la p$ede programar * aj$star bastante a la demanda media de O.E00 botellas diarias( la demanda real es aleatoria * p$ede variar de $n d7a a otro. Incl$so la prod$cci'n p$ede tener altibajos por problemas de aprovisionamiento de materiales o por problemas laborales. %n principio considera )$e tanto la prod$cci'n como la demanda real tendr. $na distrib$ci'n normal * ser.n apro-imadamente ig$ales a la demanda media( pero con $nas desviaciones t7picas de( respectivamente mas/menos AH * el E0H 6ambi8n le preoc$pa el hecho de )$e los camiones no p$eden tener $na sec$encia e-acta de llegada( debido a la diferencia entre la capacidad de carga de los camiones * la prod$cci'n( )$e tampoco es e-actamente previsible. Fabr.n idas en )$e e-istir. cantidad s$ficiente para cargar $n cami'n * otros en los )$e no se podr. llenarlos( * deba avisar al transportista )$e no va*a hasta el d7a sig$iente. ?istas estas circ$nstancias( el fabricante ha optado por sim$lar el comportamiento de los dos almacenes en las circ$nstancias indicadas( * dimensionar los mismos en f$nci'n de los res$ltados )$e obtenga la sim$laci'n de $n n$mero adec$ado de idas.
,a sim$laci'n la reali/a con a*$da de iWthink ( * el modelo res$ltante al respecto se p$ede ver en la fig$ra sig$iente en la pagina sig$iente.
%n la l7nea s$perior del modelo a sit$ados todos los par.metros 4es decir los valores de partida5 )$e se $tili/aran en las ec$aciones( dichos par.metros son: ventas an$ales dias $tiles an$ales botellas por pack pack por caja caja por camion desviacion tipica de la prod$ccion desviacion tipica de la demanda %l =core= de modelo esta constit$ido por dos elementos tipo stock( )$e miden los inventarios 4con la $nidad caja5 $bicados en los dos almacenes de )$e consta el sistema log7stico. !icho stock se denomina: almacen fabrica almacen distrib$cion ,os elementos tipo stock se alimentan entre si con tres elementos tipo fl$jo( )$e representan los movimientos f7sicos e-istentes entre los dos almacenes( las entradas desde prod$cci'n * las salidas a clientes. !ichos fl$jos se denominan: prod$ccion
transporte primario demanda %l modelo se completa con $na serie de variables a$-iliares. %n c$atro de ellas se reali/an c.lc$los intermedios * se denominan: prod$ccion diaria demanda diaria cajas )$e entran al almacen de fabrica cajas )$e salen del almacen de distrib$cion ,as otras dos variables a$-iliares son los datos de salida del modelo para la toma de decisiones( c$*a evol$ci'n en el tiempo p$ede vis$ali/arse en formas de gr.ficos o de tablas generadas por el programa iWthink. !ichas variables se denominan h$ecos de vajas en almacen fabrica h$ecos de cajas en almacen distrib$cion ,as ec$aciones )$e ligan estos elementos del modelo( c$*a definici'n la monitori/a el propio programa iWthink( p$eden verse en la tabla sig$iente.
,a sit$aci'n din.mica se reali/a por el m8todo de %:,%"( en intervalos diarios d$rante $n periodo de $n a9o( p$di8ndose observar para cada $na de las sim$laciones la evol$ci'n de c$al)$iera de las variables incl$idas en el modelo a lo largo del citado a9o. #e p$eden reali/ar c$antas sim$laciones se deseen para obtener concl$siones del an.lisis.
9. :i:*io;+.-i.& =P"0G"131 !% 20"31 I0> %> G%#6I0> !% ,0GI#6I 1= %sc$ela de 0rgani/aci'n Ind$strial( 3adrid J %spa9a. D"/A*," *,+*%(# ,*#'%*. =,0GI#6I 1 %3P"%#1"I1,= boi-ere$ editores( 1ICI E-.*%-" *. *%2"/(# 5*,&#*/& =G%#6I0> !% #60 X#= R. L*.5*&,,( = &ien Fecho en 1m8rica= P('(% C. 3cGraw@Fill( 1II1
6rabajo enviado por: M.+ o A!to!io De**<A;!o*o demarco[sinectis.com.ar
(tt#)&&*** ide+o,t com&ide+o,t&inventario+ (tm
You might also like
- Klausner Joseph Jesus de NazaretDocument207 pagesKlausner Joseph Jesus de NazaretPatricia88% (8)
- Anecdotas Talmudicas y de Rabinos FamososDocument234 pagesAnecdotas Talmudicas y de Rabinos FamososGonzalo Salinas Meneses100% (7)
- Mallas. Bases y EscaladosDocument17 pagesMallas. Bases y Escaladosjujocho100% (14)
- 613 - Mandamientos (MAIMONIDES) PDFDocument16 pages613 - Mandamientos (MAIMONIDES) PDFTeguz Hnd100% (3)
- Nuevas Técnicas de Gestión de Stocks MRP y JIT PDFDocument151 pagesNuevas Técnicas de Gestión de Stocks MRP y JIT PDFpendex400% (1)
- Manual de Manufactura EsbeltaDocument41 pagesManual de Manufactura EsbeltaLuis Mendoza IslasNo ratings yet
- Manual Lean Six Sigma - Modulo IDocument29 pagesManual Lean Six Sigma - Modulo IEduardo Camarena SullcaNo ratings yet
- lEYENDAS DEL TALMUD TRATRADO DE bEITZA PDFDocument204 pageslEYENDAS DEL TALMUD TRATRADO DE bEITZA PDFJuan De Dios Heredia Heredia100% (5)
- El Lenguaje de Los OjosDocument3 pagesEl Lenguaje de Los OjosVictor Daniel ArangoNo ratings yet
- Capitulo. I: I.1 Razón Social Y Giro de La EmpresaDocument0 pagesCapitulo. I: I.1 Razón Social Y Giro de La EmpresaSalvador Yana RocaNo ratings yet
- Dell: estrategia global de fabricaciónDocument10 pagesDell: estrategia global de fabricaciónLauraNo ratings yet
- Libro Confección y Diseño de Ropa de Miguel Angel CejasDocument169 pagesLibro Confección y Diseño de Ropa de Miguel Angel CejasAnetaFranklin73% (11)
- LIBRO de ORO de Hermenegildo ZamparDocument178 pagesLIBRO de ORO de Hermenegildo ZamparFrancisca Coiro Díaz91% (203)
- Imprimible Modulo 3 V1molderiaDocument20 pagesImprimible Modulo 3 V1molderiaVictor Daniel ArangoNo ratings yet
- Acta Desarrollo Curricular 2016 05 06Document1 pageActa Desarrollo Curricular 2016 05 06Victor Daniel ArangoNo ratings yet
- Programa Servicio Al Cliente - ComplementariaDocument1 pagePrograma Servicio Al Cliente - ComplementariaVictor Daniel ArangoNo ratings yet
- Tema2 TablaclasificacioncostosDocument19 pagesTema2 TablaclasificacioncostosMedina PabloNo ratings yet
- Ii ExámenDocument4 pagesIi ExámenVictor Daniel ArangoNo ratings yet
- Entrega Trabajo Final Elaboracion de GuiasDocument1 pageEntrega Trabajo Final Elaboracion de GuiasVictor Daniel ArangoNo ratings yet
- Acta Desarrollo Curricular 2016 04 08Document2 pagesActa Desarrollo Curricular 2016 04 08Victor Daniel ArangoNo ratings yet
- Indicaciones para La Organización Del Portafolio Del InstructorDocument4 pagesIndicaciones para La Organización Del Portafolio Del InstructorDavid Gabriel Andrade PalauNo ratings yet
- Portafolio Estadisticas AmandaDocument41 pagesPortafolio Estadisticas AmandaVictor Daniel ArangoNo ratings yet
- Economía de MovimientosDocument6 pagesEconomía de MovimientosVictor Daniel ArangoNo ratings yet
- Fundamentos de PDN, Costos y Pptos. (30-01-2010)Document26 pagesFundamentos de PDN, Costos y Pptos. (30-01-2010)Victor Daniel ArangoNo ratings yet
- El Pan Sin LevaduraDocument6 pagesEl Pan Sin LevaduraVictor Daniel ArangoNo ratings yet
- Contrato ArrendamientoDocument5 pagesContrato ArrendamientoMario Alberto Perez MososNo ratings yet
- Contenido U4 Plataforma Costos ABC SenatiDocument38 pagesContenido U4 Plataforma Costos ABC SenatiMiguel Angel Prieto AlvarezNo ratings yet
- Cap4 PDFDocument2 pagesCap4 PDFVictor Daniel ArangoNo ratings yet
- Merchandising (Sesión 2)Document85 pagesMerchandising (Sesión 2)Victor Daniel ArangoNo ratings yet
- 117 MoltmannDocument9 pages117 MoltmannRoberto GerenaNo ratings yet
- Lo Requerido Por MarketingDocument6 pagesLo Requerido Por MarketingVictor Daniel ArangoNo ratings yet
- Salario Mínimo 2015Document2 pagesSalario Mínimo 2015Victor Daniel ArangoNo ratings yet
- Tema2 TablaclasificacioncostosDocument19 pagesTema2 TablaclasificacioncostosMedina PabloNo ratings yet
- Aplicación Tecnología en LogísticaDocument99 pagesAplicación Tecnología en LogísticaPaniaguaNo ratings yet
- Justo A Tiempo-Pensamiento AdmonDocument8 pagesJusto A Tiempo-Pensamiento AdmonSebastían Camilo Jamaica TaleroNo ratings yet
- Competencias gerenciales básicasDocument17 pagesCompetencias gerenciales básicasSaira Yaznith Silva BonillaNo ratings yet
- Articulo 2Document9 pagesArticulo 2GUSTAVO ANDRES RINCÓN CAMARGONo ratings yet
- Cold Import - Word PDFDocument75 pagesCold Import - Word PDFGuia GomezNo ratings yet
- DocxDocument15 pagesDocxPedro BisonoNo ratings yet
- RotomoldeoDocument52 pagesRotomoldeomarlonsexy12No ratings yet
- Qué Es El Método Kanban, ExpoDocument5 pagesQué Es El Método Kanban, ExpoPaola Andrea Farías MoralesNo ratings yet
- La Aceleración de La Pesadilla en El Trabajo: Toyotismo o Modelo Flexible de ProducciónDocument13 pagesLa Aceleración de La Pesadilla en El Trabajo: Toyotismo o Modelo Flexible de ProducciónMauricio Mejía100% (2)
- Emilio Rain Tarea2Document8 pagesEmilio Rain Tarea2Emilio RainNo ratings yet
- El Benchmarking PDFDocument28 pagesEl Benchmarking PDFCarlos Alexander A ANo ratings yet
- Metodo Just in Time en Empresas JaponesasDocument26 pagesMetodo Just in Time en Empresas JaponesasMarilin Saenz SaenzNo ratings yet
- Quala EcuadorDocument131 pagesQuala Ecuadoranbago123No ratings yet
- El Sindrome Del PajarDocument220 pagesEl Sindrome Del PajarJorge Arce AtNo ratings yet
- Just in TimeDocument59 pagesJust in TimeJanella ChancanNo ratings yet
- El Cuadro de Mando IntegralDocument101 pagesEl Cuadro de Mando IntegralLeonardo SarriaNo ratings yet
- Lean Manufacturing MaintenanceDocument3 pagesLean Manufacturing MaintenanceCatalina Madriz MasísNo ratings yet
- Mejora Continua 5s PDFDocument51 pagesMejora Continua 5s PDFfilmertcNo ratings yet
- Sistemas de Manufactura - Introducción al ToyotismoDocument9 pagesSistemas de Manufactura - Introducción al ToyotismoErnesto MataNo ratings yet
- Ev1 - LogisticaDocument12 pagesEv1 - LogisticaMelissaNo ratings yet
- Elementos JITDocument22 pagesElementos JITJared Castor MuñosNo ratings yet
- Sombrilla KaizenDocument4 pagesSombrilla KaizenJorgeNo ratings yet
- 5'sDocument59 pages5'sMemo CorpiNo ratings yet
- Justo A Tiempo Como Una Ventaja CompetitivaDocument4 pagesJusto A Tiempo Como Una Ventaja CompetitivaSEACNo ratings yet
- Filosofias Del MantenimientoDocument36 pagesFilosofias Del MantenimientoOmar HerediaNo ratings yet
- Herramientas de La Manufactura EsbeltaDocument33 pagesHerramientas de La Manufactura EsbeltaNaskiaVillasanteNo ratings yet