You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Allardyce To Sue FA Over SackingDocument1 pageAllardyce To Sue FA Over SackingchowhkNo ratings yet
- 15 Missing After Boat Loses Contact Off SarawakDocument1 page15 Missing After Boat Loses Contact Off SarawakchowhkNo ratings yet
- Graft Is Public Enemy NoDocument2 pagesGraft Is Public Enemy NochowhkNo ratings yet
- Malaysians Are Going PlacesDocument1 pageMalaysians Are Going PlaceschowhkNo ratings yet
- PM: Economy Still GrowingDocument2 pagesPM: Economy Still GrowingchowhkNo ratings yet
- Building A SystemDocument24 pagesBuilding A SystemchowhkNo ratings yet
- Is Crayon Shin-Chan The Bad Boy of MangaDocument3 pagesIs Crayon Shin-Chan The Bad Boy of MangachowhkNo ratings yet
- Piping System Design PhilosophyDocument16 pagesPiping System Design PhilosophychowhkNo ratings yet
- Key Criteria For Matching Filler Metals To Your Base MaterialDocument3 pagesKey Criteria For Matching Filler Metals To Your Base MaterialchowhkNo ratings yet
- Exposure Factors: DR Hussein Ahmed HassanDocument39 pagesExposure Factors: DR Hussein Ahmed HassanchowhkNo ratings yet
- Radiographic ExposureDocument70 pagesRadiographic ExposurechowhkNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- WP11 11 0917 THLDocument19 pagesWP11 11 0917 THLchowhkNo ratings yet
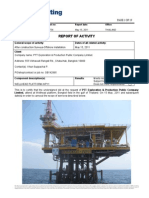
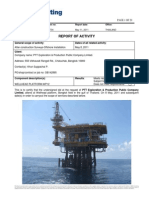
- Report of Activity: General Scope of Activity: Dates of All Related ActivityDocument20 pagesReport of Activity: General Scope of Activity: Dates of All Related ActivitychowhkNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Conversion FBH To SDHDocument10 pagesConversion FBH To SDHvrapciudorianNo ratings yet
- Welder Qualification JourneyDocument38 pagesWelder Qualification JourneyAli TalebiNo ratings yet
- Categories Description: Service IndexDocument12 pagesCategories Description: Service IndexJuan de la CruzNo ratings yet
- Piping QC Inspector Resume 2020Document5 pagesPiping QC Inspector Resume 2020Omprakash Yadav100% (1)
- Saep 1144Document22 pagesSaep 1144MasudhBashaNo ratings yet
- Modern Steel ConstructionDocument70 pagesModern Steel ConstructionRulo MaNo ratings yet
- Recommended Guidelines For NDT of GRP Pipe Systems and TanksDocument88 pagesRecommended Guidelines For NDT of GRP Pipe Systems and TanksMichele MurgiaNo ratings yet
- Emm MCQ of All Six UnitDocument121 pagesEmm MCQ of All Six UnitSantosh100% (2)
- Selection of NDE MethodsDocument6 pagesSelection of NDE MethodsNABIL HUSSAINNo ratings yet
- RPL Mech Eng Proc 05Document20 pagesRPL Mech Eng Proc 05Federico MachedaNo ratings yet
- Bs 7910 SummaryDocument11 pagesBs 7910 Summaryluchogilmour100% (1)
- Bridge and Structure Inspection Program ManualDocument680 pagesBridge and Structure Inspection Program ManualhaharameshNo ratings yet
- 003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedDocument11 pages003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedVignesh PanchabakesanNo ratings yet
- Pana UT EN 201301Document52 pagesPana UT EN 201301k_sakpolachet_heartNo ratings yet
- Norsok M-102 2015eDocument12 pagesNorsok M-102 2015elinconNo ratings yet
- Case Study On Non-Destructive Testing On Concrete StructuresDocument35 pagesCase Study On Non-Destructive Testing On Concrete StructuresSangamesh KotarkiNo ratings yet
- 6 (1) - NORSOK M601 Welding & Inspection PipingDocument24 pages6 (1) - NORSOK M601 Welding & Inspection PipingAnwar Jbali100% (1)
- Detecting Corrosion Under InsulationDocument6 pagesDetecting Corrosion Under InsulationEtienne RochaNo ratings yet
- "As-Welded" And/or "A240" As-Welded Pipe and ASTM A409 (ASME SA409) This SpecificationDocument4 pages"As-Welded" And/or "A240" As-Welded Pipe and ASTM A409 (ASME SA409) This SpecificationgkpNo ratings yet
- How Can You Use Eddy Current NDT For Tube InspectionDocument2 pagesHow Can You Use Eddy Current NDT For Tube InspectionWoodrow FoxNo ratings yet
- Small Work Bid No. 15-Sw39 Rocky Reach Unit C-8 Bearing RebabbittngDocument13 pagesSmall Work Bid No. 15-Sw39 Rocky Reach Unit C-8 Bearing Rebabbittngarindam misra8No ratings yet
- Annex B ISO 14731 & ISO 3834Document6 pagesAnnex B ISO 14731 & ISO 3834ioancNo ratings yet
- BVIS Guidelines For Shop InspectionDocument292 pagesBVIS Guidelines For Shop Inspectionbaskaran ayyapparajNo ratings yet
- Ultrasonic Inspection of Welds in Flat Plate MKT201120Document37 pagesUltrasonic Inspection of Welds in Flat Plate MKT201120Frank Pinedo LopezNo ratings yet
- Balwinder Oceaneering ODC Employee Experience Record 25-April-2019Document4 pagesBalwinder Oceaneering ODC Employee Experience Record 25-April-2019Balwinder SinghNo ratings yet
- Overview ASME BPVC Section XIDocument31 pagesOverview ASME BPVC Section XIsergioprybyszNo ratings yet
- Din en 10213-1Document17 pagesDin en 10213-1Narin Poonpunchai100% (1)
- E273 Dgyx6217Document4 pagesE273 Dgyx6217benderman1No ratings yet
- 9201 Spec Barred TeeDocument23 pages9201 Spec Barred TeeSoumya KumarNo ratings yet
- Non Destructive Testing of Composite MaterialsDocument52 pagesNon Destructive Testing of Composite Materialsadfahdz100% (2)