Professional Documents
Culture Documents
Bravo JC
Uploaded by
Guillermo Agundez LopezOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Bravo JC
Uploaded by
Guillermo Agundez LopezCopyright:
Available Formats
UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FSICAS Y MATEMTICAS DEPARTAMENTO DE INGENIERA INDUSTRIAL
REDISEO DEL PROCESO ADMINISTRATIVO PARA LA FABRICACIN DE PERSIANAS Y CORTINAS EN LA EMPRESA HUNTER DOUGLAS CHILE S.A.
MEMORIA PARA OPTAR AL TTULO DE INGENIERO CIVIL INDUSTRIAL
JOS PATRICIO BRAVO CELIS
PROFESOR GUA: CRISTIN CSPEDES VIUELA
MIEMBROS DE LA COMISIN: HERNN CRDENAS HERMOSILLA ANTONIO HOLGADO SAN MARTN
SANTIAGO DE CHILE AGOSTO 2007
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
RESUMEN DE LA MEMORIA PARA OPTAR AL TTULO DE INGENIERO CIVIL INDUSTRIAL POR: JOS PATRICIO BRAVO CELIS FECHA: 20/08/2007 PROF. GUIA: SR. CRISTIN CSPEDES V. REDISEO DEL PROCESO ADMINISTRATIVO PARA LA FABRICACIN DE PERSIANAS Y CORTINAS EN LA EMPRESA HUNTER DOUGLAS CHILE S.A. Hunter Douglas Chile S.A. es una empresa mediana dedicada a la fabricacin de persianas y cortinas, las cuales comercializa a travs de sus marcas Luxaflex y Flexalum. En la actualidad, es lder indiscutido de su industria y sus productos son altamente reconocidos por su calidad. Sin embargo, la empresa presenta serias deficiencias en cuanto al cumplimiento del plazo de entrega de sus productos, llegando slo al 86,3% de cumplimiento durante el ao 2006. Mediante el anlisis de la situacin realizado se establece que las principales causas de los atrasos en la entrega de los productos se originan en el proceso administrativo de ingreso de pedidos, focalizndose dichos atrasos en las actividades relacionadas con la recepcin de pedidos y con el clculo de produccin y de faltantes, que componen este proceso. Las actividades de recepcin de pedidos son realizadas, en su mayora, de forma manual lo que trae consigo errores involuntarios debido a la accin humana y prdida de tiempo al revisar y chequear que los pedidos contengan toda la informacin necesaria para la fabricacin de los productos y que esta informacin no presente inconsistencias. Por su parte, las actividades de clculo de produccin y de faltantes son realizadas slo considerando la bodega de la ensambladora y no la bodega de la Unidad Central de Hunter Douglas, lo que incide en que una parte importante de los pedidos no puedan ser fabricados debido a la no emisin de los programas de produccin por deteccin de faltantes en la bodega de la ensambladora, incluso cuando estos componentes se encuentren disponibles en la Unidad Central. Se tiene entonces que esperar a que se realice el traslado de componentes entre bodegas, unido a todos los procesos administrativos que ello involucra y la prdida de tiempo asociada, para proceder a realizar un nuevo clculo de produccin y as obtener los documentos necesarios para la confeccin de los productos. Como solucin a los problemas planteados se disea un sistema de pedidos en lnea, que valida toda la informacin consignada en los pedidos, y se disea una aplicacin que al momento del clculo de produccin consulte simultneamente las bodegas de la ensambladora y de la Unidad Central. Ambas soluciones son probadas e implementadas, obtenindose con ello un 95,4% de cumplimiento con el plazo de entrega comprometido para los productos. Lo anterior permite a la empresa continuar satisfaciendo las necesidades de sus clientes, mantener la posicin de liderazgo indiscutido en su industria y cumplir con los lineamientos generales de su Casa Matriz.
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
AGRADECIMIENTOS Quiero agradecer a todas las personas que hicieron posible la realizacin de esta memoria. Agradezco especialmente al Sr. Benjamn Collingwood-Selby, Gerente de Operaciones de Hunter Douglas Chile S.A. e impulsor de la realizacin de este proyecto, por su constante apoyo.
Agradezco a mi profesor gua Sr. Cristin Cspedes, por su buena disposicin y acertados comentarios e indicaciones. Agradezco tambin a los profesores Hernn Crdenas y Mario Morales, por sus oportunas correcciones y consejos durante el desarrollo del curso IN69F. Tambin debo agradecer al profesor Jorge Carikeo por su apoyo y nimo durante la realizacin del primer curso de esta memoria.
Agradezco a todo el personal administrativo y profesional de Persianas Andina y Hunter Douglas por su buena disposicin para responder mis dudas y colaborar en la realizacin de este proyecto.
Agradezco tambin a Yunni Pea del DII, por su constante apoyo en la culminacin de este proceso.
Y por supuesto, agradezco a Dios por mecerme nuevamente entre sus brazos.
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Dedico esta memoria a mis sobrinitos: Danka Paulina, Mara Lola y Lukas Matas. Espero en un futuro prximo estar leyendo sus memorias de ttulo.
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
NDICE PGINA 1. 2. 2.1. 2.1.1. 2.1.2. 2.1.3. 2.1.4. 2.1.5. 2.1.6. 2.1.7. 2.1.8. 2.2. 2.2.1. 3. 3.1. 3.2. 3.3. 3.4. 3.4.1. 3.4.2. 3.5. 3.6. INTRODUCCIN.................................................................................................... 8 CONSIDERACIONES PRELIMINARES........................................................... 10 PRESENTACIN DE LA EMPRESA ................................................................ 10 El Grupo Hunter Douglas ................................................................................. 10 Hunter Douglas Latin American Operation (LAO).......................................... 11 Hunter Douglas Chile ....................................................................................... 11 Persianas Andina .............................................................................................. 11 Luxaflex y Flexalum......................................................................................... 12 Relacin entre Persianas Andina (PA) y Hunter Douglas (HD) Chile............. 13 Organizacin de la Manufactura de Productos en Persianas Andina ............... 13 Lneas de Productos Luxaflex y Flexalum ....................................................... 14 SISTEMAS INFORMTICOS DE HD CHILE Y PERSIANAS ANDINA ...... 18 Clculos de Produccin en Winblind ............................................................... 19
DESCRIPCIN DEL PROYECTO Y JUSTIFICACIN................................. 20 PLANTEAMIENTO DEL PROBLEMA............................................................. 20 DEFINICIN DEL PROYECTO ........................................................................ 21 JUSTIFICACIN DEL PROYECTO .................................................................. 23 OBJETIVOS......................................................................................................... 24 Objetivo General: ............................................................................................. 24 Objetivos Especficos: ...................................................................................... 24 ALCANCES ......................................................................................................... 24 RESULTADOS ESPERADOS ............................................................................ 24
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
4. 5. 5.1. 5.2. 5.3. 6. 6.1.
MARCO CONCEPTUAL ..................................................................................... 25 METODOLOGA .................................................................................................. 26 PROPUESTAS PREVIAS DE METODOLOGA............................................... 26 IDEF0 ................................................................................................................... 26 METODOLOGA PARA EL REDISEO DE PROCESOS............................... 29 ANLISIS DE LA SITUACIN ACTUAL ........................................................ 32 ESTUDIO DE LA SITUACIN ACTUAL......................................................... 32 Procesos Actuales para la Fabricacin de Persianas y Cortinas....................... 32 MODELAMIENTO DE LA SITUACIN ACTUAL ......................................... 36 VALIDACIN Y MEDICIN ............................................................................ 41 Validacin del Modelamiento de la Situacin Actual ...................................... 41 Medicin: Problemas detectados en los Procesos Actuales ............................. 41
6.1.1. 6.2. 6.3. 6.3.1. 6.3.2. 7. 7.1. 7.1.1. 7.1.2. 7.1.3. 7.1.4. 7.2. 7.3. 7.3.1. 7.3.2. 7.4.
REDISEO ............................................................................................................. 45 ESTABLECIMIENTO DE DIRECCIN DE CAMBIO..................................... 45 Eleccin de Procesos para el Rediseo............................................................. 46 Consideraciones Previas al Rediseo ............................................................... 47 Rediseo de las actividades de Ingreso de Pedidos.......................................... 48 Rediseo de la actividad de Clculo de Faltantes............................................. 48 SELECCIN DE TECNOLOGAS HABILITANTES ....................................... 49 MODELAMIENTO Y EVALUACIN DEL REDISEO................................. 50 Modelamiento del Rediseo ............................................................................. 50 Evaluacin del Rediseo .................................................................................. 53 DETALLE Y PRUEBA DEL REDISEO .......................................................... 58
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
7.4.1. 7.4.2. 7.4.3. 8. 8.1. 8.2. 8.3. 9. 10. 11.
Detalle del Rediseo para la Recepcin de Pedidos......................................... 58 Detalle del Rediseo para la Consulta nica entre Bodegas............................ 60 Prueba del Rediseo ......................................................................................... 64
IMPLEMENTACIN............................................................................................ 77 CONSTRUCCIN DEL SOFTWARE................................................................ 77 IMPLEMENTACIN DEL SOFTWARE........................................................... 78 IMPLEMENTACIN DE LOS PROCESOS ...................................................... 80 CONCLUSIONES .................................................................................................. 82 BIBLIOGRAFA .................................................................................................... 85 ANEXOS ................................................................................................................. 86
ANEXO A: COMPONENTES ......................................................................................... 86 ANEXO B: NOTAS DE PEDIDO.................................................................................. 107 ANEXO C: PERSIANAS Y CORTINAS DE HUNTER DOUGLAS........................... 111
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
1. INTRODUCCIN La Empresa Hunter Douglas ha comprendido que uno de los pilares bsicos en los cuales se sustenta su negocio corresponde a la buena percepcin que los clientes tengan de la Compaa, tanto en lo referente a la calidad de sus productos como en el servicio ofrecido. La calidad de sus productos es ampliamente reconocida; sin embargo, se presentan ciertas falencias en sus servicios, en especial, en lo que atae al cumplimiento del plazo de entrega de sus productos.
Con el objetivo de aumentar la tasa de cumplimiento en la entrega de sus productos, se realiza un Rediseo de Procesos al interior de la empresa, el cual, siguiendo una adaptacin de la metodologa clsica de esta disciplina, la cual considera desde la definicin del proyecto hasta su implementacin, pasando por la comprensin de la situacin actual y el rediseo propiamente tal, muestra los puntos clave que deben ser abordados a fin de dar una solucin adecuada a la problemtica planteada, sin perder de vista las caractersticas particulares de la empresa. El rediseo realizado es ayudado por la herramienta grfica IDEF0, la cual permite la realizacin de un modelamiento de las actividades a redisear con el nivel de detalle necesario para la obtencin de los resultados requeridos.
Siguiendo la metodologa planteada se identifican las actividades que deben ser rediseadas, se proponen las mejoras pertinentes, y stas son implementadas, verificndose el cumplimiento de los objetivos iniciales planteados.
Considerando todos los puntos anteriores, la estructura de esta memoria considera 5 secciones. La primera de ellas corresponde a los captulos 1, 2 y 3 que dan una visin general del proyecto que se pretende realizar enmarcndolo dentro del contexto de su industria y de la realidad de la empresa. La segunda parte de esta memoria, captulos 4 y 5, corresponde a la descripcin del marco conceptual y metodolgico utilizado en la realizacin de este proyecto. Los captulos 6, 7 y 8, la tercera seccin de este informe, son la aplicacin y desarrollo de la metodologa de la seccin anterior. El captulo 9, cuarta
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
seccin de este informe, corresponde a las conclusiones del trabajo realizado. Por ltimo, la quinta seccin de esta memoria, captulos 10 y 11, consignan la bibliografa y anexos de este informe.
Como dato importante se debe sealar que el autor de esta memoria se desempea como Product Manager de la empresa Hunter Douglas Chile S.A., y ha sido comisionado expresamente por ella para llevar a cabo la realizacin de este proyecto, el cual es desarrollado durante el primer semestre de 2007.
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
2. CONSIDERACIONES PRELIMINARES 2.1. PRESENTACIN DE LA EMPRESA
2.1.1.
El Grupo Hunter Douglas
El Grupo Hunter Douglas es un grupo econmico europeo fundado en 1919 por Henry Sonnemberg y cuya casa matriz se encuentra en Rtterdam, Holanda. Sus principales lneas de negocios corresponden a la fabricacin y distribucin de productos arquitectnicos (AP)1, tales como cielos falsos, quiebravistas y recubrimientos de edificios; y productos cubreventana (WCP)2, destacando entre ellos una amplia gama de persianas de aluminio y cortinas.
El Grupo est conformado por 164 compaas de manufactura (65 plantas manufacturadoras de AP y 99 ensambladoras de WCP) adems de varias empresas de marketing y otras de soporte del grupo. Est presente en ms de 100 pases divididos en 5 mercados geogrficos Europa (que adems incluye frica y Medio Oriente), Norteamrica, Latinoamrica, Asia y Australia (que incluye a toda Oceana). En la actualidad emplea alrededor de 18.000 personas. Sus ventas superaron los 2500 millones de dlares durante 2005.
La estructura organizativa del Grupo es altamente descentralizada, constituyndose como una federacin global de pequeas y medianas empresas que manufacturan y distribuyen productos similares, los cuales son adaptados adecuadamente a los mercados locales.
La estrategia del Grupo consiste en hacer crecer el Mercado y desde luego su participacin en l, por medio de la introduccin continua de productos innovadores y tecnologa de punta, junto con proveer a sus clientes constantemente de un servicio superior,
1 2
Architectural Products. Window Covering Products.
10
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
y expandir su presencia en mercados geogrficos clave. Como poltica del Grupo se fomenta un estilo de administracin emprendedor, dinmico y orientado a los resultados. El principio bsico de la organizacin es Entregar a los gerentes locales la mxima responsabilidad en el negocio con la mnima interferencia, con esto se consigue acciones rpidas y directas en los distintos mercados, lo cual posiciona al Grupo siempre al frente de las nuevas tendencias de la industria.
2.1.2.
Hunter Douglas Latin American Operation (LAO)
La operacin latinoamericana de Hunter Douglas la componen 6 unidades: Argentina, Brasil, Chile, Colombia, Mxico y Venezuela. La administracin central se encuentra en Sao Paulo, Brasil. En conjunto LAO aporta el 5% de las ventas totales del Grupo en el mundo (125 millones de dlares).
2.1.3.
Hunter Douglas Chile
Hunter Douglas Chile S.A. (Ex-Industrias Metlicas Chile S.A.) fue constituida por escritura pblica el 4 de Junio de 1965. La empresa posee una planta industrial en San Bernardo donde emplea a ms de 400 personas y oficinas comerciales en Santiago donde trabajan alrededor de 35 personas. La empresa comercializa una amplia gama de productos para la arquitectura y construccin conocidos bajo la marca HunterDouglas. A travs de sus marcas Luxaflex y Flexalum comercializa variados productos cubreventanas como persianas venecianas, cortinas verticales y otras.
2.1.4.
Persianas Andina
Persianas Andina corresponde a la ensambladora nacional de persianas y cortinas Luxaflex y Flexalum. Se ubica en el mismo recinto que Hunter Douglas Chile S.A. pero tienen razones sociales distintas. Comparte con ella todos los servicios de administracin: Recursos Humanos, Cobranzas, Logstica, Contabilidad y Sistemas (con este ltimo departamento slo se comparte el personal, ya que ambas empresas tienen sistemas
11
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
informticos distintos para el desarrollo especfico de sus actividades).
Persianas Andina no comercializa directamente sus productos al cliente final, si no que lo hace a travs de una red de distribuidores autorizados exclusivos presentes en todo el pas. En la actualidad la red alcanza a un total de 170 distribuidores, concentrndose el 60% de ellos en la regin metropolitana. HD Chile siguiendo los lineamientos internacionales del grupo, ha querido concentrarse en su Core Competence, que es la fabricacin de persianas y cortinas. Experiencias internacionales, como el caso australiano en la dcada de los 80, demuestran que integrarse hacia delante con la venta directa de los productos es poco rentable. Es de importancia sealar que la venta de estos productos requiere de una gran logstica de distribucin y personal altamente especializado en la instalacin de ellos.
2.1.5.
Luxaflex y Flexalum
Corresponden a las marcas ms reconocidas a nivel mundial para productos cubreventana de Hunter Douglas. En el caso de Chile, Luxaflex es el lder indiscutido en la industria de persianas y cortinas con una participacin cercana al 65% del total en ventas de la industria (el competidor ms prximo de Luxaflex slo tiene una participacin del 10% en ventas del mercado). Es una marca orientada al segmento ABC1, por lo cual ser comn verla en comercios exclusivos.
Flexalum, corresponde a la segunda marca para productos cubreventana de Hunter Douglas en Chile. Tiene una participacin de mercado cercana al 9% en ventas y est orientada a los segmentos C2 y C3. En otros mercados, como el colombiano, sta es la primera marca y es ampliamente conocida.
Como se desprende de los prrafos anteriores, la participacin total de los productos cubreventana de Hunter Douglas en el mercado nacional es cercana al 75% en ventas de la industria.
12
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
2.1.6.
Relacin entre Persianas Andina (PA) y Hunter Douglas (HD) Chile
En lenguaje del Grupo Hunter Douglas, HD Chile corresponde a la Unidad Central (CU)3 que es la encargada de la adquisicin de todas las materias primas necesarias para la confeccin de las persianas y cortinas, las que luego vende a Persianas Andina aplicando un margen de ganancia. Persianas Andina corresponde a la COB 4 (ensambladora) la cual compra todos sus insumos productivos a la Unidad Central.
En el caso de Chile, en la actualidad, slo existe una COB, aunque hasta principios de esta dcada, en el pas, haban 5 ensambladoras, las que luego de una reestructuracin interna dieron paso slo a Persianas Andina. Como norma general del grupo, se ha instruido a cada una de las unidades operativas a centralizar sus funciones de ensamblado de productos, a fin de obtener sinergias que permiten grandes beneficios como ahorros en logstica y transporte. En Latinoamrica, salvo Brasil, que cuenta con ms de una ensambladora dada la extensin de su territorio, la totalidad de las unidades HD tienen una nica ensambladora. A nivel mundial, la situacin es similar, encontrndose a la mayora de las ensambladoras compartiendo espacio fsico con las Unidades Centrales.
Las ensambladoras son mayoritariamente propiedad exclusiva de Hunter Douglas, aunque tambin las hay de propiedad compartida o licenciadas. De lo anterior se desprende la necesidad de contar con empresas con razones sociales distintas a fin de cumplir con los lineamientos mundiales del Grupo acerca del reporte de utilidades por actor en el negocio (CU COB).
2.1.7.
Organizacin de la Manufactura de Productos en Persianas Andina
La planta productiva de Persianas Andina est organizada en base a clulas o celdas de trabajo autnomas (manufactura flexible) que permiten fabricar una gran variedad de productos que han sido diseados para que se diferencien en ciertas opciones o terminaciones, pero que igual pueden confeccionarse de manera eficiente en un mismo
3 4
Central Unit. Company Own Blindmaker.
13
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
lugar. Esto es debido a que la celda ha sido organizada tomando en cuenta las operaciones que son comunes en un alto porcentaje a los distintos tipos de productos. Dichas operaciones son apoyadas por herramientas, mquinas y equipamiento comunes a los productos que sern fabricados. Cada operario en la clula tiene una funcin especfica, siendo stas bsicamente 3:
a) Recoleccin de Componentes: Las telas, perfiles metlicos y dems componentes necesarios para la confeccin de la persiana o cortina son trados desde sus distintos lugares de almacenamiento (bodega Persianas Andina, Centro de Corte de telas, Centro de Corte de Metales o algn otro) chequendose las dimensiones y caractersticas de cada componente.
b) Ensamblado de la Cortina: Se procede a la confeccin propiamente tal de la persiana o cortina, atendiendo a las caractersticas particulares requeridas.
c) Remate Final: Se verifican las dimensiones y otras caractersticas de la cortina terminada, adems de agregar algn componente extra indicado.
2.1.8.
Lneas de Productos Luxaflex y Flexalum
Los productos decorativos cubreventana de Hunter Douglas pertenecen a dos grandes familias: las Persianas y las Cortinas. El grupo de persianas se divide en persianas de aluminio y en persianas de madera. Por su parte, las cortinas, cuyo componente ms importante son las telas de distintas variedades, se subdividen en varios tipos, atendiendo principalmente a la funcionalidad, forma, mecanismos, y, por supuesto, al tipo de tela de la cortina.5
Una apreciacin visual de los distintos tipos de persianas y cortinas puede ser encontrada en la seccin Anexos de esta memoria.
14
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
A continuacin se presenta un resumen de todas las colecciones de persianas y cortinas de Hunter Douglas, segn marca de comercializacin6:
LUXAFLEX
a) Persianas de Aluminio: a.1) Persiana Clsica 16: Persianas de Aluminio de lmina de 16 mm de ancho y grosor 0.195 0.175 mm. a.2) Persiana Clsica 25: Persianas de Aluminio de lmina de 25 mm de ancho y grosor 0.195 0.175 mm. a.3) Persiana Amiga 25: Persianas de Aluminio de lmina de 25 mm de ancho y grosor 0.155 mm. a.4) Persiana Premium 25: Persianas de Aluminio de lmina de 25 mm de ancho y grosor 0.195 0.175 mm, con una cantidad total de lminas mayor a la Persiana Clsica 25, de manera de impedir la filtracin de los rayos solares por los orificios de las lminas de aluminio, una vez que la persiana es cerrada. a.5) Persiana Aluminio 50: Persianas de Aluminio de lmina de 50 mm de ancho.
b) Persianas de Madera: b.1) Persiana Natura 25: b.2) Persiana Natura 50: Persianas de Madera de lmina de 25 mm de ancho. Persianas de Madera de lmina de 50 mm de ancho.
c) Cortinas Duette: c.1) Cortina Duette 3/8: Cortina de Tela con celdillas de alto 3/8 de pulgada
El detalle del tipo de producto es necesario para comprender el grado de cumplimiento de los objetivos de esta memoria segn lnea de producto mostrada en el punto 7.4.3. de este informe (Prueba del Rediseo).
15
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
(9.5 mm). c.2) Cortina Duette 3/4: Cortina de Tela con celdillas de alto 3/4 de pulgada (19 mm).
d) Cortinas Plisadas:
Cortina de Tela plegada, similar en apariencia a las cortinas Duette, pero slo con la mitad de la celdilla. El plisado mide 25 mm.
e) Cortinas Roller:
Cortina enrollable de telas de distinto tipo. Se recoge en su extremo superior.
f) Cortinas Romanas:
Cortina de tela, fabricada con las mismas telas de las cortinas Roller, pero a diferencia de sta, su recogimiento es en bloque.
g) Cortinas Naturales:
Cortina de telas de origen natural, tales como el yute y el bamb. Su recogimiento es el mismo de las cortinas Romanas.
h) Cortinas Silhouette:
Cortina de lminas horizontales de tela ubicadas entre velos translcidos. Su funcionamiento es similar a una persiana de aluminio.
i) Cortinas Verticales: i.1) Cortina Vertical 89 mm: Cortina de lminas de tela de ancho de 89 mm dispuestas verticalmente. Las lminas pueden ser rotadas y su recogimiento es a los costados de la ventana. i.2) Cortina Vertical 127 mm: Cortina de lminas de tela de ancho de 127 mm
16
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
dispuestas verticalmente. Las lminas pueden ser rotadas y su recogimiento es a los costados de la ventana.
j) Paneles Orientales:
Cortina de paneles de tela de ancho variable entre 600 y 800 mm. Su recogimiento es al costado de la ventana.
FLEXALUM
a) Persianas de Aluminio: a.1) Micropersiana 16: Persianas de Aluminio de lmina de 16 mm de ancho y grosor 0.175 mm. Su variedad de colores es mucho ms restringida que la persiana Clsica 16 de Luxaflex. a.2) Minipersiana 25: Persianas de Aluminio de lmina de 25 mm de ancho y grosor 0.155 mm, pero en una variedad de colores mucho menor a la persiana Amiga de Luxaflex. a.3) Mini-Mini 25: Persianas de Aluminio de lmina de 25 mm de ancho y grosor 0.140 mm.
b) Persianas de Resina Polimrica (Imitacin Maderas): b.1) Ecconativa 25: b.2) Ecconativa 50: Persianas de Resina Polimrica de lmina de 25 mm. Persianas de Resina Polimrica de lmina de 50 mm.
c) Cortinas Celulares:
Anlogo a las cortinas Duette de Luxaflex, y en las mismas medidas de celdillas, pero con poca variedad de colores en sus telas.
d) Cortinas Plisadas:
Anlogo a las cortinas Plisadas de Luxaflex, y con la misma
17
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
medida de plisado. Sin embargo, la oferta de colores de tela es escasa.
e) Cortinas Verticales:
Anlogo a las cortinas Verticales de Luxaflex, y con los mismos anchos de lminas, pero con una variedad de colores en sus telas ms restringida.
f) Cortinas Enrollables:
Anlogo a las cortinas Roller de Luxaflex, pero en una variedad de colores de telas ms restringida y opciones de terminacin limitadas.
Con marca Flexalum no se fabrican Cortinas Silhouette, Cortinas Naturales, Cortinas Romanas ni Paneles Orientales, quedando stas bajo la marca exclusiva de Luxaflex.
2.2.
SISTEMAS INFORMTICOS DE HD CHILE Y PERSIANAS ANDINA
Para la administracin de sus actividades, HD utiliza el ERP Macola, de la compaa holandesa Software Expert, que se caracteriza por permitir el trabajo con una plataforma tecnolgica que optimiza la gestin, al integrar la informacin de las diversas unidades operativas, al mismo tiempo que aporta la flexibilidad necesaria para adaptarse a los cambios y exigencias inherentes a toda pyme. El software es conformado por una serie completa de programas integrados de manufactura, distribucin y administracin financiera, y es capaz de explotar las funciones encontradas en plataformas como Microsoft Windows y SQL Server. Utiliza tambin las opciones de administracin de memoria avanzada de los sistemas operativos de 32 bits, que ofrecen la habilidad para ejecutar mltiples tareas y dar soporte a tareas concurrentes dentro del software.
En cuanto a Persianas Andina, si bien sta utiliza para el manejo de su
18
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
administracin el software Macola, para la fabricacin de las cortinas y persianas utiliza el software Winblind, que es un desarrollo propio del Grupo Hunter Douglas que est soportado en Microsoft Windows, y que se adapta en cada pas atendiendo a sus necesidades particulares. Este software es el encargado de la realizacin del Clculo de Produccin para la fabricacin de cortinas y persianas, el cual finaliza con la emisin de los programas de produccin respectivos, por cada lnea de trabajo7.
2.2.1.
Clculos de Produccin en Winblind
Una vez que son ingresados los pedidos en Winblind se procede a la realizacin del primer clculo de produccin el cual dar como resultado, luego de consultar la bodega de Persianas Andina, una lista con los componentes faltantes necesarios para la fabricacin de algunos de los pedidos ingresados (los pedidos que no arrojan material faltante estn en condiciones de ser pasados a produccin). Los componentes faltantes sern pedidos entonces a la Unidad Central de HD y una vez que lleguen a las bodegas de Persianas Andina y sean ingresados en Winblind, se proceder con el segundo clculo de produccin, que en la prctica son varios pequeos clculos, correspondiendo uno por cada clula de trabajo de Persianas Andina. Finalizado este clculo se tendr como resultado los documentos necesarios para la fabricacin de las persianas o cortinas solicitadas. Estos documentos son conocidos en forma genrica como el Programa de Produccin y tienen como caracterstica fundamental que slo agrupan pedidos correspondientes a una misma clula de manufactura, es decir, un mismo programa slo tendr instrucciones para fabricar un determinado tipo de persiana o cortina. En los Programas de Produccin, que sern entregados a cada clula de manufactura, se consignarn las instrucciones necesarias para la confeccin de los productos, tales como, medidas y colores de las telas a cortar, ubicacin de los mandos y accesorios opcionales, entre otros.
Existe una lnea, celda o clula de trabajo por cada familia de cortina o persiana a fabricar.
19
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
3. DESCRIPCIN DEL PROYECTO Y JUSTIFICACIN 3.1. PLANTEAMIENTO DEL PROBLEMA
Una cortina o persiana es un producto exclusivo. Es mandado a fabricar a medida, y por lo general, tiene un alto precio de venta (para solventar los mrgenes de la Unidad Central, la COB y el distribuidor). La persona que compra un producto cubreventana HD, por lo general, es un cliente de alto poder adquisitivo, por ello, ms que el precio, lo esencial ser la calidad, tanto en la cortina terminada como en el servicio, teniendo siempre como principio motor del negocio la plena satisfaccin del cliente.
Hoy en da, lograr la plena satisfaccin del cliente es uno de los objetivos ms importantes de toda empresa exitosa, y por cierto, de Hunter Douglas. Los beneficios de lograr este objetivo son diversos, destacando entre ellos:
Lealtad del consumidor: Un cliente satisfecho, por lo general, vuelve a comprar. Difusin Gratuita o a muy bajo Costo: Un cliente satisfecho comunica a otros sus experiencias positivas con un producto o servicio. Competitividad: Un cliente satisfecho deja de lado a la competencia, y por el contrario, un cliente insatisfecho contar su historia a varia personas, impactando negativamente en la imagen que la empresa desea proyectar.
En la actualidad las marcas de HD son altamente reconocidas por su calidad en los productos terminados, pero se encuentran ciertas deficiencias en su servicio.
La principal falencia identificada consiste en el no cumplimiento de los plazos de entrega comprometidos. Durante el ao 2006, slo se pudo cumplir con el 86.3% de entrega a tiempo. Esto significa que un nmero importante de los pedidos (1400 en promedio mensual) no cumpli con los estndares ofrecidos. Por lo general, las personas no compran cortinas todos los meses, por lo que se puede decir en propiedad que 1400 clientes, en un mes, no recibieron sus productos segn el plazo de entrega acordado. Este registro es la
20
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
peor publicidad para las marcas de HD, y considerando lo agresivo que se ha tornado la competencia en el ltimo tiempo, se pone especial cuidado en la bsqueda de una solucin efectiva del problema recin descrito.
Cerca del 10% de todos los pedidos son entregados con entre 1 y 3 das de atraso (7 a 9 das hbiles desde que fue recibida la nota de venta en dependencias de Persianas Andina), lo que principalmente se debe a demoras en el proceso administrativo. Si se logra reducir este tiempo, se llega, en total, fcilmente al 96% de pedidos entregados dentro del plazo comprometido. El restante 4% de los atrasos se debe principalmente a quiebres de stock en la Unidad Central, lo que conlleva, por lo general, demoras en la entrega mayores a 9 das hbiles.
Es importante sealar que, en relacin a las otras unidades de HD Latinoamrica, Chile est en el promedio de entrega, lo que sin embargo est bajo las metas del 90% para este ao y del 95% para el prximo, emanadas desde la administracin central de las operaciones latinoamericanas de HD. El benchmark a igualar en el mediano plazo corresponde a la unidad norteamericana de HD que entrega sus pedidos dentro del plazo con un 98% de efectividad.
3.2.
DEFINICIN DEL PROYECTO El proyecto a desarrollar se basa en disminuir el tiempo que transcurre entre que se
recibe un pedido hasta que la cortina est totalmente fabricada y lista para ser despachada a los distribuidores, poniendo especial atencin al proceso administrativo y cumpliendo con la meta de al menos un 95% de entregas realizadas en el plazo comprometido. El proceso administrativo para la fabricacin de persianas y cortinas comprende desde la recepcin en la ensambladora de la nota de venta enviada por el distribuidor hasta la emisin de los documentos necesarios que se entregan a cada clula de trabajo en la planta, para la fabricacin del producto. A estos documentos, tal como fue sealado, se les conoce como el Programa de Produccin.
21
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Se ha identificado en el proceso administrativo, la fuente principal de atrasos en las entregas comprometidas. Ser entonces en dicho proceso donde se focalizar el rediseo.
En la actualidad, la empresa se compromete a entregar un producto terminado en 6 das hbiles. Dado el gran aumento de demanda de sus productos, muchas veces est siendo difcil cumplir con esta meta, debiendo aumentar fuertemente la carga de trabajo de los operarios de la ensambladora incluyendo, por supuesto, el respectivo aumento de las horas extras. Lo anterior, junto al consabido aumento de costos, genera grandes perjuicios en la percepcin de los clientes acerca de la empresa y sus polticas de cumplimiento con los plazos de entrega comprometidos. Se generan, por esta va, incomodidades al cliente y se da una impresin de improvisacin en el manejo de la empresa.
Con la realizacin de este proyecto de memoria se pretende aumentar por sobre el 95% el nmero de pedidos entregados dentro del plazo comprometido de 6 das hbiles. Dicho aumento provendr principalmente de la agilizacin del proceso administrativo, lo cual incluye, entre otras situaciones, evitar repeticin de tareas, como por ejemplo, la doble consulta del inventario de Persianas Andina y luego el de Hunter Douglas (Unidad Central), en caso de falta de componentes en el primero, lo que obliga a hacer una nueva digitacin del pedido y correr nuevamente el programa de Clculo de Produccin de los productos cubreventana.
Se pretende realizar, entre otras tareas, una compatibilizacin entre los sistemas informticos de Hunter Douglas y Persianas Andinas, de manera que al momento de encontrarse quiebre de stock en el inventario de Persianas Andina (administrado en Winblind), lo que actualmente incide en la no emisin del programa de produccin y, por ende, en atraso en la fabricacin de la cortina, se consulte directamente al inventario de Hunter Douglas (administrado en Macola), logrando la emisin del programa de produccin aunque los componentes no estn en la bodega de Persianas Andina (pero s en la bodega de Hunter Douglas). Importante es sealar, como ya se ha hecho anteriormente, que pese a que ambas empresas tienen razones sociales distintas, pertenecen al mismo grupo econmico y comparten el mismo espacio fsico, por lo cual si un componente no
22
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
est en la bodega de la ensambladora pero s en la bodega de la Unidad Central, no se tendr mayores inconvenientes para su traslado entre bodegas.
Otras tareas a realizar dentro de este proyecto, vendrn dadas luego del anlisis completo de la situacin actual, que es parte integrante de la metodologa a seguir y que es desarrollada en las pginas siguientes de este informe.
Este tema de memoria ha sido planteado directamente por el Gerente de Operaciones de Hunter Douglas, por lo cual se cuenta con todo el apoyo institucional requerido.
3.3.
JUSTIFICACIN DEL PROYECTO
El fuerte crecimiento en ventas de la divisin Luxaflex Window Fashion de la empresa Hunter Douglas durante los ltimos aos, hace necesario la revisin y optimizacin de los procesos administrativos que tienen lugar al interior de ella a fin de mantener dentro de mrgenes establecidos el desempeo productivo de la empresa y el cumplimiento de las exigencias de los clientes.
El aumento del mercado de WCP a nivel nacional y sus grandes perspectivas de crecimiento durante los prximos aos, ha incentivado la entrada de nuevos competidores a la industria, lo de que alguna manera podra amenazar el liderazgo indiscutido de HD u ocasionar una disminucin en su participacin de mercado. Frente a este panorama la empresa ha decidido tomar las acciones que sean necesarias para enfrentar en muy buen pie este nuevo escenario. Se sabe que las marcas Luxaflex y Flexalum son marcas reconocidas por su calidad de producto terminado. Se extender el concepto de calidad a la total satisfaccin del cliente, lo que incluye, junto a un producto de primer nivel, el cumplimiento de los plazos comprometidos para la entrega de los productos adquiridos.
23
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
3.4.
OBJETIVOS 3.4.1. Objetivo General:
Optimizar los procesos involucrados en la fabricacin de persianas y cortinas en la empresa Hunter Douglas, poniendo nfasis en el cumplimiento de los plazos de entrega comprometidos en sus productos, a fin de continuar satisfaciendo las necesidades de sus clientes, mantener la posicin de liderazgo indiscutido en la industria y cumplir con los lineamientos generales de su Casa Matriz.
3.4.2.
Objetivos Especficos:
Determinar cuellos de botella en todos los procesos involucrados en la fabricacin de persianas y cortinas, a fin de eliminarlos. Reducir el tiempo de permanencia de un pedido en procesos administrativos, restringindolo a un da como mximo. Elevar a un 95% el cumplimiento actual de la fecha de entrega de los pedidos.
3.5.
ALCANCES El trabajo, se enfocar principalmente en el rediseo de los procesos administrativos
involucrados en la fabricacin de persianas y cortinas, con nfasis en la reduccin de los tiempos que un pedido pasa en las distintas etapas de los procesos. El proyecto ser llevado a cabo entre enero y junio de 2007 y ser liderado por el autor de esta memoria.
3.6.
RESULTADOS ESPERADOS Se espera identificar los procesos relevantes para la organizacin en cuanto a la
fabricacin de persianas y cortinas y seleccionar los ms importantes y que sern el
24
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
objetivo de este trabajo. Luego dividirlos en subprocesos y plantear las mejoras pertinentes. Todo lo anterior con el fin de optimizar los procesos involucrados, reduciendo tiempos muertos y sus costos asociados lo cual, junto a los ahorros indicados, finalmente redundar en una mejor percepcin de calidad por parte del cliente, ya que ver que los compromisos de la Empresa, en cuanto a plazos de entrega, son cumplidos a cabalidad.
4. MARCO CONCEPTUAL El enfoque orientado a procesos se ha transformado en el eje central sobre el cual se apoyan los nuevos paradigmas de gestin [1].
Las organizaciones, funcionalmente, desarrollan mltiples actividades. El componente bsico de stas corresponde a la tarea, entendida como una "microactividad" que se responsabiliza a una sola persona. Grupos de tareas conforman actividades ms complejas, que en el mbito organizacional asumen diversas denominaciones segn los enfoques de segmentacin que se esgriman (funciones, sistemas, actividades, procesos, etc.).
A principios de los aos noventa, Michael Hammer define el concepto de Proceso de Negocio como un "conjunto de actividades que reciben uno o ms insumos y crea un producto de valor para el cliente. La figura de cliente, que puede ser externo o interno a la organizacin, establece en el proceso de negocio la idea de evaluacin y satisfaccin por parte de ellos, orientando los procesos de la organizacin a ser eficientes en el uso de recursos y eficaces en la atencin del cliente. Los procesos de negocios son percibidos como unidades dentro de las organizaciones, cuyos resultados pueden ser medidos y evaluados econmicamente, lo que asienta un nuevo modelo de segmentacin de las empresas basados en unidades econmicamente autosuficientes.
Todo proceso tiene tanto entradas para el desarrollo de las actividades que lo conforman como salidas (productos, servicios, informacin, activos financieros u otros). Si bien la distincin entre actividad y proceso no es ntida, por lo general un proceso es visto como un conjunto de actividades o una macroactividad.
25
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Otra definicin, entiende todo proceso como un "conjunto de tareas lgicamente relacionadas que existen para obtener un resultado bien definido dentro de un negocio. En adelante se utilizar esta ltima definicin.
5. METODOLOGA 5.1. PROPUESTAS PREVIAS DE METODOLOGA
Las metodologas descritas en la literatura para realizar Rediseo de Procesos al interior de las organizaciones siguen genricamente dos vertientes [2]: Metodologa propuesta por Hammer [3]: Enfatiza la idea de empezar de
cero, lo cual lleva a cambios radicales en relacin con lo actualmente existente generando grandes reestructuraciones. Segunda vertiente: Propone partir de un conocimiento profundo del proceso
actualmente existente [4], a travs de alguna tcnica de documentacin o modelamiento, y a partir de esto, generar una propuesta de rediseo. Ac los cambios no son necesariamente radicales, aceptndose una propuesta de innovacin marginal respecto de lo existente. Para la realizacin de este trabajo se utilizar la segunda vertiente, ya que es justamente lo que busca la empresa patrocinadora de esta memoria: pequeos cambios sobre lo ya existente, cuya ejecucin lleve a un mayor valor agregado respecto de la situacin actual. Siguiendo el planteamiento anterior se escoge la metodologa clsica de Rediseo de Procesos de Negocios, haciendo una adaptacin de ella considerando las caractersticas particulares del proyecto a desarrollar. Dicha metodologa utiliza como herramienta grfica a IDEF0, que es descrita a continuacin.
5.2.
IDEF0 La traduccin literal de las siglas IDEF es Integration Definition for Function
Modeling (Definicin de la integracin para el modelamiento de las funciones). Fue introducido en 1981 [5] como parte del Proyecto ICAM (Integrated Computer-Aided Manufacturing) de la Fuerza Area de Estados Unidos. Consiste en una serie de normas que
26
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
definen la metodologa para la representacin de sistemas con gran cantidad de flujos y actividades (las funciones modeladas). Estos modelos estn constituidos por una serie de diagramas jerrquicos junto con unos textos y referencias cruzadas entre ambos que se representan mediante el uso de rectngulos o cajas y una serie de flechas. Uno de los aspectos de IDEF0 ms importantes es que como concepto de modelamiento va introduciendo gradualmente ms y ms niveles de detalle a travs de la estructura del modelo. De esta manera, la comunicacin se produce dando al lector un tema bien definido con una cantidad de informacin detallada disponible para profundizar en el modelo [6]. As notamos que las principales ventajas que presenta este mtodo corresponden a las siguientes [7]: Es una forma unificada de representar funciones o sistemas. Es un tipo de modelamiento preparado para analizar y disear en todos los niveles para sistemas compuestos de personas, maquinarias, flujos de materiales e informacin. Es un modelamiento amigable y expresivo, capaz de representar grficamente una gran cantidad de negocios, procesos de manufactura y cualquier tipo de empresa que realice operaciones a cualquier nivel de detalle. Su lenguaje es simple pero riguroso y preciso. Permite establecer lmites de representacin de detalle establecidos universalmente. Es capaz de ser generado por una gran cantidad de programas computacionales. Ha sido bien probado y utilizado a lo largo de los aos [8].
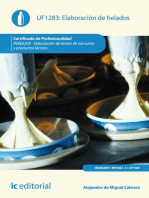
Un modelamiento IDEF0 considera cuatro tipos de flujos de informacin, tal como se muestra en la figura N 1, los cuales se definen como: (i) Entradas, que representan los insumos materiales o de informacin que una Actividad necesita para poder obtener sus (ii)
27
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Salidas, que son productos fsicos o de informacin generados por el manejo interno de dicha Actividad. El (iii) Control corresponde a las instrucciones, normas, polticas o restricciones que una Actividad debe respetar al realizar su trabajo o que hacen de detonante para que se ejecute la accin; finalmente los (iv) Mecanismos son todos los elementos relevantes que requiere la actividad para poder generar las Salidas (maquinarias, equipos computacionales, recursos humanos, entre otros).
Control
Entrada
Funcin o actividad
Salida
Mecanismo
Figura N 1: Representacin del Modelamiento IDEF0
Utilizando IDEF0 un proceso se modela como una secuencia de actividades ligadas por los diferentes flujos definidos, entendindose que las salidas de una actividad son las entradas a otras, adems de que el control puede ser generado en una actividad anterior y los mecanismos, a su vez, provenir de otras actividades del proceso. Este tipo de modelamiento permite un diseo de descomposicin jerrquico, que parte de niveles agregados de actividades e informacin, permitiendo su especializacin mediante diagramas y flujos complementarios de niveles ms detallados. Se comienza entonces con un nivel cero (de ah el nombre del mecanismo) en el cual slo existe una gran Actividad con sus correspondientes flujos, la que luego ser descompuesta en cierto nmero de subactividades, y as sucesivamente en caso de ser requerido.
28
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
En el caso particular del tema de esta memoria, se aprecia claramente que son varias las Actividades que se llevan a cabo al interior de la Empresa, desde que es recibido un pedido hasta que el producto est terminado y se encuentra listo para su despacho. Dichas actividades poseen Entradas y Salidas de productos e informaciones adems de Controles internos y ayuda de Mecanismos para su funcionamiento.
Luego de haber analizado el tipo de modelo que se utilizar, se procede a describir formalmente la metodologa necesaria para el desarrollo del proyecto.
5.3.
METODOLOGA PARA EL REDISEO DE PROCESOS
La metodologa se basa en un conocimiento acabado de la situacin actual a partir de la tcnica de modelamiento escogida anteriormente, llegando a generar una propuesta de rediseo tendiente a optimizar la situacin actual.
Los pasos incluidos en esta metodologa son [9]:
1. Definicin del Proyecto8. En este paso se pretende establecer con precisin cules son los procesos que deben ser rediseados y los objetivos especficos que se deben formular para enfrentar el cambio. La idea fundamental es la de elegir y priorizar aquellos procesos que generen una mayor contribucin a los objetivos estratgicos de la organizacin. Esta actividad se subdivide en: 1.1. Objetivos del rediseo: Deriva de la visin estratgica que se tiene en mente al realizar el rediseo de procesos y los objetivos especficos asociados a los procesos, a partir de la estrategia de negocios de la Empresa. 1.2. Definicin del mbito a redisear: Selecciona los procesos que deben ser rediseados y asegura que constituyen una unidad lgica que debe ser enfrentada en
Este punto de la metodologa ya fue desarrollado en la seccin 3.2. de esta memoria.
29
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
forma integral, delimitando de esta manera el trabajo por realizar para cumplir con los objetivos descritos en el punto anterior.
2. Entender situacin actual. Aqu se requiere comprender y representar la situacin actual de los procesos elegidos en el punto anterior, con el objetivo de comprender de manera sistmica las actividades involucradas en el proceso que se pretenden redisear. Al igual que el paso anterior esta seccin presenta algunas subdivisiones: 2.1. Estudio de la situacin actual: Permite conocer el proceso estudiado, considerando las variables de inters descritas en la definicin del proyecto. 2.2. Modelamiento de la situacin actual: Se abstraen las caractersticas ms importantes y relevantes de los procesos elegidos para efectos del rediseo.
2.3. Validacin y medicin del modelamiento de la situacin actual: Se verifica que los modelos de los procesos representen fielmente lo que efectivamente est ocurriendo al interior de la organizacin, adems de medir el desempeo actual de dichos procesos en el cumplimiento de los objetivos explicitados en el punto 1. de esta metodologa.
3. Rediseo. En esta etapa se establecen los cambios que se debieran efectuar en la situacin actual y se detalla cmo se ejecutarn los nuevos pasos. Las subdivisiones de esta etapa son las siguientes: 3.1. Establecer direcciones de cambio: Referido a los cambios globales que conviene realizar al interior de la empresa, y que por lo general, implican un replanteamiento de la estructura organizacional.
30
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
3.2. Seleccionar tecnologas habilitantes: Consiste en buscar y evaluar las tecnologas que hacen posible el cambio definido en el punto anterior.
3.3. Modelar y evaluar el rediseo: El rediseo bosquejado y analizado, desde el punto de vista de cambio y de la tecnologa, en las secciones previas, se debe especificar por medio de un modelo formal, el cual seale como operan los procesos en el rediseo. Adems se debe evaluar si el rediseo cumple con los objetivos planteados y es econmicamente justificable.
3.4. Detallar y probar el rediseo: En esta etapa se especifican los procedimientos que deben ser realizados por personas y los apoyos computacionales necesarios para la implementacin del proyecto. Para componentes computacionales se necesita especificar el hardware y software estndar que se emplear y el diseo y especificacin del software que deber construirse especialmente para el proyecto. Para los componentes ejecutados por personas, deben confeccionarse
procedimientos o libretos que establezcan con precisin la actuacin de ellas. Para la verificacin se construye un prototipo de la aplicacin lo cual permite hacer una prueba realista del concepto del proceso y su funcionamiento.
4. lmplementacin.
En esta etapa se llevan a la prctica los procesos de los puntos anteriores, lo que implica lo siguiente:
4.1. Construccin del software: Segn lo especificado en el rediseo, se adquiere o se desarrolla un software que permita la realizacin de las actividades a redisear de acuerdo a la solucin propuesta.
4.2. Implementacin del software: Puesta en marcha definitiva de la solucin computacional diseada o el software adquirido.
31
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
4.3. Implementacin de los procesos: Comprende la capacitacin o entrenamiento de las personas participantes en los procesos que abarca el rediseo.
6. ANLISIS DE LA SITUACIN ACTUAL 6.1. ESTUDIO DE LA SITUACIN ACTUAL
6.1.1.
Procesos Actuales para la Fabricacin de Persianas y Cortinas
En la actualidad, tres procesos fundamentales conforman el Macroproceso de Venta de una persiana o cortina:
Proceso Administrativo de Ingreso de Pedidos: Desde que es recibida una nota de venta por parte del distribuidor autorizado hasta la emisin de las rdenes de produccin que irn a Manufactura.
Proceso de Manufactura del Pedido: Comprende desde la recepcin de los documentos de produccin hasta que el producto est listo para ser entregado al distribuidor autorizado. La primera parte de este proceso es llevado a cabo en la misma clula de produccin y la segunda parte en la seccin de despacho de productos de la planta, donde se provee al producto con el embalaje adecuado para su transporte.
Proceso Administrativo de Egreso de Pedidos: Corresponde a la generacin de documentos necesarios para el despacho de los pedidos, tales como Guas de Despacho y Facturas Comerciales.
A continuacin se describe detalladamente cada uno de los procesos involucrados en la venta de una persiana o cortina:
32
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
a) Proceso Administrativo de Ingreso de Pedidos: Compuesto por las siguientes actividades:
a.1.)
Emisin de Pedidos: Los distribuidores autorizados para la venta de persianas y cortinas Luxaflex y/o Flexalum disponen de una Nota de Pedido9 que deben llenar al momento de efectuar una venta de alguno de los productos Hunter Douglas en sus locales. En dicha nota de pedido se consignan todas las caractersticas de la persiana o cortina necesarias para la confeccin del producto, tales como ancho, alto, color, tipo de mecanismo y toda otra informacin relevante. Existe una nota de pedido distinta dependiendo del tipo de producto que se trate. Una vez que el distribuidor transfiere toda la informacin necesaria a la nota de pedido, sta es enviada por fax a las dependencias de Persianas Andina.
a.2.)
Asignacin Nmero de Folio: Una vez recepcionado el pedido se le asigna un nmero de folio correlativo, dependiendo de la hora de llegada de la nota de pedido. Este nmero servir para que el distribuidor autorizado pueda hacer un seguimiento de los productos que mand a fabricar.
a.3.)
Revisin de Pedido: Posterior a la asignacin del nmero de folio se procede a hacer una revisin de las caractersticas del producto que se est solicitando y ver la coherencia lgica de l. En esta etapa se detectarn notas de pedido incompletas, errores de traspaso de informacin a la nota de pedido por parte del distribuidor o solicitud de fabricacin de productos no posibles de confeccionar.
a.4.)
Reenvo Nota de Pedido a Distribuidor: Una vez revisada la coherencia del pedido se procede a reenviar por fax al distribuidor la nota de pedido. La finalidad de esta etapa es informarle el nmero de folio asignado a su pedido
En la seccin Anexos de esta memoria se encuentran algunos ejemplos de notas de pedido.
33
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
adems de pedir la correccin de la nota de pedido en caso de que se hayan detectado anomalas.
a.5.)
Ingreso de Pedido a sistema Winblind: Luego de haber corroborado la validez lgica del pedido, ste es ingresado manualmente por los digitadores al sistema de clculo de produccin. Son recibidos alrededor de 300 pedidos por da.
a.6.)
Clculo de Faltantes: Posterior al ingreso de los pedidos al sistema se procede a realizar el primer clculo de produccin, que en esta ocasin dar como resultado los pedidos que no se pueden confeccionar debido a falta de alguno de los componentes que conforman el producto. El sistema entrega una lista con todos los componentes que no se encuentran en bodega de Persianas Andina (y que dieron como resultado que alguno de los pedidos no se pudieran fabricar). Una vez que es emitida la lista de faltantes el clculo de produccin es anulado, ya que de no hacerlo los programas de produccin que se obtendran mezclaran productos de distintas clulas de trabajo, lo que sin duda ocasionara grandes inconvenientes y atrasos innecesarios.
a.7.)
Clculo de Produccin: Una vez que se han ingresado todos los componentes que faltaban a Winblind (los cuales han sido trados desde las bodegas de HD) se procede con el clculo de produccin para cada clula de manufactura, obtenindose los respectivos Programas de Produccin necesarios para la confeccin de cada persiana o cortina.
b) Proceso de Manufactura del Pedido: Comprendido por las actividades que a continuacin se sealan:
b.1)
Recoleccin de Componentes: Luego de ingresar la orden de produccin a las distintas clulas de trabajo se procede a la recoleccin de todos los componentes necesarios para la fabricacin del producto solicitado. Del
34
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Centro de Corte de Telas se obtendr la tela necesaria previamente dimensionada en caso de tratarse de una cortina, y si es una persiana, se obtendrn del Centro de Cortes de Aluminio las lminas necesarias para su fabricacin, las cuales ya estarn perforadas y cortadas a medida. Los perfiles y cabezales de los productos se consiguen en el Centro de Corte de Metales. Los dems componentes son solicitados por el operario directamente en la bodega de Persianas Andina.
b.2.)
Ensamblado del Producto: Conseguida la totalidad de los componentes necesarios para la fabricacin de la persiana o cortina se procede con el ensamblado propiamente tal del producto, atendiendo a sus caractersticas particulares.
b.3.)
Remate del Producto: La ltima etapa del proceso de fabricacin consiste en la verificacin de las caractersticas del producto solicitado, una vez que se ha terminado con su ensamble, tales como, ancho, alto, color, adems de la adicin de algn componente especial requerido.
b.4.)
Embalaje del Producto: El operario encargado del remate de la persiana o cortina, depositar el producto terminado en la seccin de Despacho de la planta. Una vez recibido el producto se procede con el embalaje apropiado de ste, teniendo en consideracin el tipo de persiana o cortina y el lugar geogrfico del pas al cual sern enviados.
c) Proceso Administrativo de Egreso de Pedidos: Comprende la actividad que a continuacin se seala:
c.1.)
Emisin Documentos de Despacho del Producto: Terminado el embalaje del producto, se ingresa al sistema la informacin de que la cortina o persiana est lista para ser enviada al distribuidor autorizado, emitindose los documentos necesarios para ello: Gua de Despacho y Factura Comercial.
35
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
6.2.
MODELAMIENTO DE LA SITUACIN ACTUAL
Tal como se seal en la seccin Metodologa de esta memoria, se utiliza la herramienta grfica IDEF0 para el modelamiento de la situacin actual. Se comienza con el diagrama de contexto Top-Level, en el que se representa el tema del modelo como una caja nica. Este diagrama es designado A-0 (A menos cero), y en el caso de esta memoria, lleva por ttulo Cortinas y Persianas Hunter Douglas Chile S.A., tal como muestra la figura N 2:
USED AT: AUTHOR: Patricio Bravo PROJECT: Procesos DATE: 03/06/2007 REV: 03/06/2007 WORKING DRAFT RECOMMENDED NOTES: 1 2 3 4 5 6 7 8 9 10 PUBLICATION READER DATE CONTEXT:
TOP
Cortinas y Persianas Hunter Douglas Chile S.A.
$0
NODE:
TITLE:
Cortinas y Persianas Hunter Douglas Chile S.A.
NUMBER:
A-0
Figura N 2: Diagrama de Contexto.
36
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
A continuacin, se presenta el diagrama A0, que consiste en la divisin del diagrama A-0 en nodos hijos o filiales. En este caso, el diagrama A0 contiene tres diagramas hijos, correspondiendo uno, por cada uno de los tres procesos fundamentales que conforman el Macroproceso de Venta de una persiana o cortina y que fueron descritos en la seccin anterior:
Proceso Administrativo de Ingreso de Pedidos. Proceso de Manufactura de Pedidos. Proceso Administrativo de Egreso de Pedidos.
El detalle de estos diagramas se aprecia en la figura N 3, que es mostrada a continuacin:
USED AT:
AUTHOR: Patricio Bravo PROJECT: Procesos
DATE: 03/06/2007 REV: 03/06/2007
WORKING DRAFT RECOMMENDED PUBLICATION
READER
DATE CONTEXT:
NOTES: 1 2 3 4 5 6 7 8 9 10
A-0
Plazos
Requerimientos Distribuidores
Ingreso de Pedidos Programas de Produccin
Verificacin Caractersticas Producto 1
$0
Manufactura de Pedidos Componentes Producto Terminado $0 2
Egreso de Pedidos
Producto al Cliente
$0
NODE:
TITLE:
Cortinas y Persianas Hunter Douglas Chile S.A.
NUMBER:
A0
Figura N 3: Nodo A0.
37
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Cada uno de los procesos mostrados en la figura anterior es descompuesto en una serie de subactividades, las cuales dan origen a los nodos A1, A2 y A3, tal como se muestra en las figuras N 4, N 5 y N 6, respectivamente.
USED AT:
AUTHOR: Patricio Bravo PROJECT: Procesos
DATE: 03/06/2007 REV: 23/06/2007
WORKING DRAFT RECOMMENDED PUBLICATION
READER
DATE CONTEXT:
NOTES: 1 2 3 4 5 6 7 8 9 10
A0
Requerimientos Distribuidores Emisin de Pedidos $0 1 Nota de Pedido Asignacin Nmero de Folio $0 2 $0 Nota Pedido Foleada Nota Pedido Incorrecta Revisin Pedido 3 Reenvo Nota Pedido a Distribuidor $0 4
Nota Pedido Modificada
Listado de Pedidos a Fabricar Nota Pedido Correcta Ingreso Pedido a Winblind $0 5 Clculo de Faltantes Listado de Faltantes
Reposicin Componentes Faltantes
$0
Pedido sin Faltante
Pedido con Faltante
Clculo de Produccin $0 7
Programas de Produccin
NODE:
TITLE:
Ingreso de Pedidos
NUMBER:
A1
Figura N 4: Nodo A1 Ingreso de Pedidos.
Es fcil ver que en el nodo A1 se presenta duplicacin de trabajo, al tener que volver a revisar las notas de pedidos que fueron devueltas al distribuidor autorizado y no estaban correctas, y tambin en el nuevo ingreso de pedidos al sistema una vez que se ha detectado componentes faltantes en la bodega de Persianas Andina.
38
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
La figura N 5 que a continuacin se presenta, muestra el nodo A2, el cual se relaciona con la manufactura del pedido.
USED AT: AUTHOR: Patricio Bravo PROJECT: Procesos DATE: 03/06/2007 REV: 03/06/2007 WORKING DRAFT RECOMMENDED NOTES: 1 2 3 4 5 6 7 8 9 10 Plazos PUBLICATION A0 READER DATE CONTEXT:
Verificacin Caractersticas Producto Recoleccin de Componentes Programa de Produccin $0 1 Set de Componentes Ensamblado del Producto $0 2 Producto semi-terminado
Remate del Producto $0 3
Producto Terminado
Embalaje del Producto $0 4 Producto Listo Para Despacho
NODE:
TITLE:
Manufactura de Pedidos
NUMBER:
A2
Figura N 5: Nodo A2 Manufactura de Pedidos.
Es fcil ver que la Manufactura de Pedidos, representa un trabajo en lnea, en el cual no se identifican tiempos muertos o cuellos de botella. Este proceso recibe como control los plazos de entrega, ya que segn se seala en la seccin 6.3.2. de esta memoria, como mximo un pedido puede pasar en faenas de manufactura 4 das. Adems en cada actividad de este proceso se verifica que el producto que se est confeccionando es el que
39
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
efectivamente el distribuidor solicit (medidas del producto, tipo de tela, ubicacin de mandos, etc.).
La figura N 6 muestra el Nodo A3 que corresponde a una sola gran actividad y es mostrada a continuacin:
USED AT:
AUTHOR: Patricio Bravo PROJECT: Procesos
DATE: 03/06/2007 REV: 07/07/2007
WORKING DRAFT RECOMMENDED PUBLICATION Verificacin Caractersticas Producto
READER
DATE CONTEXT:
NOTES: 1 2 3 4 5 6 7 8 9 10
A0
Plazos
Gua de Despacho Aviso Producto Listo para Despacho Emisin Documentos de Despacho del Producto Producto Terminado Producto al Cliente
$0
Factura Comercial
NODE:
TITLE:
Egreso de Pedidos
NUMBER:
A3
Figura N 6: Nodo A3 Egreso de Pedidos.
40
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
6.3.
VALIDACIN Y MEDICIN
6.3.1.
Validacin del Modelamiento de la Situacin Actual
El modelamiento presentado en el punto anterior fue el resultado de una serie de iteraciones de modelos previos, realizadas entre el autor de esta memoria y las personas involucradas en todo el proceso para la venta de persianas y cortinas. Es as como el modelamiento del proceso de Ingreso de Pedidos fue asesorado por el Jefe de Servicio al Cliente, el modelo del proceso de manufactura recibi los comentarios del Jefe de Produccin y el Proceso de Egreso de Pedidos se nutri de los aportes del Encargado de Despacho de Pesianas Andina.
La revisin final y aprobacin del modelo presentando correspondi al Gerente de Operaciones de la Divisin de productos cubreventana de Hunter Douglas, quien entreg una visin ms amplia del proceso completo, dado su conocimiento e ingerencia en ste.
6.3.2.
Medicin: Problemas detectados en los Procesos Actuales
Segn los registros de HD, los principales problemas detectados durante el ao 2006 en cuanto a la fabricacin y servicio asociados a los productos Luxaflex y Flexalum, corresponden a los siguientes:
i)
Atraso en la entrega de los pedidos: Slo el 86,3% de todos los pedidos fue entregado en una fecha igual o inferior a los 6 das hbiles comprometidos.
Para determinar la causa del 13,7% de pedidos entregados fuera de plazo, es importante atender a las consideraciones que consignan en los prrafos siguientes.
En promedio un pedido pasa en produccin 2.6 das, de acuerdo con los registros de HD. Como tiempo mximo, el perodo de permanencia de un pedido en produccin es de 4
41
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
das, dadas las siguientes situaciones:
Slo ingresan a produccin los pedidos que cuenten con todos los componentes necesarios para ser fabricados, por lo cual no habr atrasos asociados a este concepto.
Se lleva un registro de la carga de trabajo que tiene cada clula de manufactura. Cuando la carga de un da en particular supera a 4 das de produccin, es decir, que considerando la misma velocidad de produccin registrada en los das anteriores, se necesiten 4 das para fabricar todas las cortinas que hasta ese momento estn pendientes (se considera el promedio de los ltimos 5 das), se procede a la instauracin de turnos extras de produccin. As se garantiza que un pedido, en el peor de los casos estar un mximo de 4 das en proceso de manufactura.
Considerando ahora el proceso administrativo de egreso de pedidos, el tiempo que una persiana o cortina pasa en este proceso corresponde, segn registros de HD, a menos de un da. Esto se explica por la poca cantidad de actividades asociadas y la alta automatizacin del sistema. Una vez que el pedido est listo para su despacho al distribuidor y es ingresado al sistema como pieza lista, los documentos asociados son emitidos automticamente.
Del anlisis anterior se desprende que los atrasos en la entrega de los productos se originan en el Proceso de Ingreso de Pedidos (ya que el proceso de manufactura tiene como cota mxima 4 das, y el proceso de egreso, dada la simplicidad de sus tareas, 1 da). Para cumplir la poltica de la empresa de entregar sus productos en 6 das hbiles, cmo mximo se requiere que un pedido est en el proceso de ingreso de pedidos un da, tenindose la situacin descrita en la tabla N 1:
42
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Tabla N 1: Tiempo Mximo de Permanencia de un Pedido segn Proceso.
Proceso Ingreso de Pedido Manufactura de Pedido Egreso de Pedido TOTAL
Tiempo mximo de Permanencia de un Pedido 1 da 4 das 1 da 6 DAS
El 13,7% de los pedidos que es entregado fuera de plazo, se desglosa, considerando el nmero total de das de entrega, de acuerdo a la informacin consignada en la tabla N 2:
Tabla N 2: Distribucin de Entrega de Pedidos Atrasados.
Das de Entrega 7-9 10 - 14 15 - 20 > 20
Das de Atraso10 1-3 4-8 9 - 14 > 14
% 9.3 2.7 1.5 0.2
Del anlisis de datos de la tabla anterior se desprende que el mayor porcentaje de atrasos incurridos corresponde al rango de 1 3 das posterior al plazo de entrega original de 6 das hbiles, lo cual tiene grandes implicancias que son analizadas en los prrafos posteriores. Los atrasos mostrados en la tabla N 2 se explican de la siguiente manera: Entrega entre 7 y 9 das hbiles (1 a 3 das de atraso en la entrega del producto): Estos atrasos se explican principalmente debido a la demora en la
10
Corresponde a la diferencia entre los Das de Entrega y los 6 das hbiles comprometidos para la entrega del producto.
43
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
reposicin de los materiales faltantes en el sistema de Persianas Andina (ya que haba quiebre de stock en sus bodegas) y que ya fueron obtenidos de la bodega de HD. Tambin inciden errores en las notas de pedidos enviadas por el distribuidor autorizado, errores en la digitacin del pedido por parte del personal de Persianas Andina o algn otro factor.
Entrega entre 10 y 14 das hbiles (4 a 8 das de atraso): Esta situacin obedece principalmente a demoras de menos de una semana en la llegada de las materias primas adquiridas por la Unidad Central de HD (quiebre de stock en Persianas Andina y HD), compradas a proveedores en el extranjero, y tambin, en menor porcentaje, a demoras en el ingreso de los componentes que s estaban en las bodegas de HD, pero no en las bodegas de Persianas Andina.
Entrega entre 15 y 20 das hbiles (9 a 14 das de atraso): Junto con producirse el quiebre de stock en Persianas Andina, se produce quiebre de stock en la unidad central de HD, y la reposicin de los componentes requeridos llega en un plazo cercano (entre 1 y 2 semanas despus de que el pedido es ingresado al sistema). Esta situacin slo afecta al 1.5% de todos los pedidos.
Entrega mayor a 20 das hbiles (ms de 15 das de atraso): Corresponde a la situacin en que junto con producirse quiebre de stock en Persianas Andina se produce quiebre de stock en la Unidad Central de HD y en el corto plazo (menos de 2 semanas) no llegar ningn embarque de componentes que reponga los faltantes. Cabe sealar que esta situacin slo afecta al 0.2% de los pedidos.
ii)
Problemas de Manufactura de Producto: Se detallan en la tabla N 3 que es mostrada a continuacin:
44
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Tabla N 3: Causa de Problemas en la Manufactura de Persianas y Cortinas.
Causa Mano de Obra Despacho Materia Prima TOTAL
% del total de pedidos 0.3 0.1 1.8 2.3
La tabla anterior seala que slo un 2.3% del total de pedidos es afectado por algn problema de calidad, siendo el principal de ellos, la utilizacin de materia prima deficiente. Sin embargo, las materias primas son adquiridas a empresas del mismo grupo Hunter Douglas en el extranjero, por lo cual cambiar de proveedor no es una posibilidad. Dado el pequesimo porcentaje de pedidos con problemas de materia prima, tampoco se piensa en un cambio de esta naturaleza. Que el 98,2% de los pedidos no presente problemas de calidad debido a la materia prima, deja totalmente tranquilo al grupo de alta direccin de la empresa. Los problemas asociados a la Mano de Obra y Despacho, tambin son muy bajos, por lo cual el rediseo de procesos, al menos en lo concerniente a esta memoria, no enfocar sus esfuerzos para la correccin de estos problemas especficos.
7. REDISEO 7.1. ESTABLECIMIENTO DE DIRECCIN DE CAMBIO La direccin de cambio permite identificar la lnea de accin a seguir considerando las variables ms relevantes de acuerdo al diagnstico planteado. En este caso, la empresa busca ser reconocida por su servicio para mantener su posicin de liderazgo en la industria, a la vez, de cumplir con los lineamientos generales de su Casa Matriz. Todo el esfuerzo de la organizacin apunta a cumplir con estos objetivos. El cliente pasa a ser un actor central dentro de la poltica de la empresa y la satisfaccin plena de sus necesidades, una obligacin para Hunter Douglas.
45
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
El establecimiento de la direccin de cambio va de la mano con la eleccin de los procesos para el rediseo que se plantea a continuacin. 7.1.1. Eleccin de Procesos para el Rediseo
Del anlisis de la Situacin Actual, se desprende que de los tres procesos involucrados en la venta de una persiana o cortina, el rediseo del proceso administrativo de ingreso de pedidos es el que ms aporta a la consecucin de los objetivos planteados en esta memoria, ya que con ello se lograra subsanar la principal falencia de los productos Luxaflex y Flexalum, que como ya se vio, corresponde a la entrega fuera de plazo de una cantidad apreciable de los pedidos (13,7%).
Una parte importante de los atrasos, tienen su origen en actividades netamente administrativas. Segn se pudo desprender de la tabla N 2 la mayor parte de dichos atrasos est concentrado entre 1 y 3 das en relacin a la fecha original de entrega comprometida y tiene como causa la demora del ingreso de los componentes que no estaban en la bodega de Persianas Andina pero s en la bodega de HD, adems de errores en la nota de pedido enviada por el distribuidor autorizado y/o errores de digitacin por parte del personal de Persianas Andina.
Reduciendo estos tiempos, se llega fcilmente a un 95.6% de entrega de pedidos en el plazo comprometido. Dicho porcentaje viene dado por el 86.3% actual de cumplimiento ms el 9.3% consignado en la tabla N 2. El rediseo de procesos se enfocar entonces en la eliminacin de estos das de atraso.
Atrasos mayores a 4 das (4.4% del total, segn se consigna en la tabla N 2) requieren de otro tipo de correcciones, ya que sus orgenes se deben principalmente a quiebres de stock en la Unidad Central de HD, por la no llegada de componentes en la fecha solicitada. Como se puede apreciar esta responsabilidad es de los proveedores y HD tiene poca incidencia para evitar su ocurrencia. En el manejo de la empresa siempre se est considerando costos v/s beneficios y tener un inventario mayor para evitar los posibles quiebres de stock resulta bastante costoso. Un paso posterior a la realizacin de esta
46
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
memoria podra ser la correccin de este problema, considerando por ejemplo, un mejor sistema de pronstico de demanda. El problema que atae ahora es el cumplimiento de los lineamientos generales del grupo Hunter Douglas, que ha fijado como meta para todas sus unidades operativas repartidas en el mundo, cumplir por lo menos con un 95% de entrega de sus productos en los plazos comprometidos. Ser entonces tarea de cada gerente de unidad, distribuir eficientemente los recursos a su cargo, de manera de asegurar el cumplimiento de los lineamientos del Grupo.
7.1.2.
Consideraciones Previas al Rediseo
Segn fue descrito en los prrafos anteriores, las principales modificaciones al proceso administrativo sern realizadas considerando: a) Mal ingreso de datos en la nota de pedido enviada por el distribuidor autorizado.
b) Error en el ingreso de pedido al sistema por parte de los digitadores de Persianas
Andina. c) Demora en el ingreso al sistema de Persianas Andina de los componentes que no estaban disponible en su bodega, pero s en la bodega de la Unidad Central de Hunter Douglas.
Los puntos a) y b) recin descritos se tratarn de manera conjunta, ya que su rediseo apunta a eliminar el error inducido por la accin humana (tanto del distribuidor como del digitador), mientras que el punto c) apunta a la optimizacin de los recursos informticos actualmente utilizados. Por lo tanto, de acuerdo con la direccin de cambio planteada, dos sern los ejes principales que guen el desarrollo de este trabajo:
i) ii)
El rediseo de las actividades de Ingreso de Pedidos, y, El rediseo de la actividad de Clculo de Faltantes.
47
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
7.1.3.
Rediseo de las actividades de Ingreso de Pedidos
A fin de evitar los errores humanos en el ingreso de pedidos, se establece utilizar un sistema informtico que sea el encargado de recibir y validar toda la informacin referente a un pedido, cuya interfaz ser una pgina web a la cual slo tengan acceso los distribuidores autorizados, los cuales ingresarn a ella por medio de un nombre de usuario y un password. Una vez dentro del sistema el distribuidor podr ir seleccionando los distintos productos y caractersticas que requiere, y el sistema ir validando que las opciones que elige el distribuidor son coherentes y posibles de fabricar, a la vez que avisar al usuario en caso de que un pedido se encuentre incompleto, no permitiendo su envo a Persianas Andina mientras no se hayan seleccionado todas las alternativas necesarias para la fabricacin del producto. Se llamar a este sistema e-pedidos y se capacitar a sus usuarios (los distribuidores autorizados) en su utilizacin. Una vez que el pedido es enviado a Persianas Andina, el sistema entregar automticamente el nmero de folio asignado al pedido. Como tarea previa a la implementacin de este sistema se deben revisar las estructuras de cada uno de los productos, de manera de restringir las opciones de los usuarios slo a aqullas que son posibles. Por ejemplo, que un usuario no pueda elegir una persiana de lmina de 50 mm negra, ya que esa opcin no existe. La informacin enviada por los distribuidores se almacenar en un servidor, clasificada segn el tipo de producto solicitado, y a peticin de algn digitador de Persianas Andina, ser descargada en el sistema Winblind.
Como se aprecia, los distribuidores autorizados deben contar con acceso a internet para la realizacin de los pedidos va web. Consciente de que eventualmente algunos de los distribuidores no cuenten con el servicio, la empresa otorgar un plazo razonable para que dichos distribuidores consigan conexin a la red, tal como se consigna en el punto 8.3. Implementacin de los Procesos, que es mostrado ms adelante en esta memoria.
7.1.4.
Rediseo de la actividad de Clculo de Faltantes
Se establece realizar una consulta nica a los inventarios de las bodegas de
48
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Persianas Andina y Hunter Douglas, a fin de que si el componente no est en las bodegas de Persianas Andina, pero s en las de Hunter Douglas, los programas de produccin respectivos sean emitidos de todas maneras, a diferencia de lo que sucede hoy, que si hay faltante en Persianas Andina el programa de produccin no es emitido, debiendo esperar a que se realice la compra de los componentes a HD por parte de la ensambladora, junto a todos los trmites administrativos que ello implica.
Al momento de efectuar el clculo de produccin para obtener los faltantes, Winblind, como siempre, revisar la bodega de Persianas Andina, la cual ser llamada Bodega Uno, en caso de encontrar faltante, Winblind ahora consultar la Bodega Dos que es la bodega de Hunter Douglas. Los inventarios de la bodega HD (administrados con el ERP Macola) se cargarn automticamente en el sistema Winblind.
Como actividad previa a la carga de inventario diaria de HD en Winblind se debe realizar una compatibilizacin de los sistemas informticos de HD y Persianas Andina, cuya tarea fundamental ser la comunicacin entre estos dos sistemas. Para ello se debe establecer una equivalencia nica entre las diferentes descripciones y cdigos pertenecientes a las respectivas bases de datos de cada sistema informtico. Es decir, a cada cdigo Macola se le asociar un nico cdigo Winblind, adems las descripciones de cada cdigo hermanado debe ser la misma11. Este punto es esencial en la realizacin de este trabajo, por lo cual se presta especial cuidado en asegurar la asociacin exacta de los cdigos, evitando cualquier imprecisin que pueda causar error en los consumos de los componentes.
7.2.
SELECCIN DE TECNOLOGAS HABILITANTES
En la realizacin de este trabajo de memoria se considera de suma importancia la relacin costos v/s beneficios. Se estima que el principal costo para la realizacin de este proyecto sern las horas-hombre, tanto de ingenieros como tcnicos de Hunter Douglas, ya
11
En los anexos de este trabajo pueden ser encontradas las tablas que asocian un cdigo Macola con un cdigo Winblind para todos los SKUs utilizados en la fabricacin de una persiana o cortina.
49
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
que las tecnologas necesarias para llevar a cabo la realizacin de este trabajo, fueron adquiridas con anterioridad por la empresa para el desarrollo habitual de sus funciones. Dichas tecnologas dicen relacin con el hardware, software y redes que actualmente son utilizados.
Cada trabajador del estamento administrativo de HD, cuenta con un PC con sistema operativo Windows XP, conexin a internet y correo electrnico. La coordinacin de los usuarios puede realizarse a travs del GroupWise Messenger. Dependiendo de la actividad especfica de cada trabajador, ste tendr acceso a softwares especializados como, por ejemplo, AutoCad para los diseadores industriales y FreeHand para los encargados de marketing.
La empresa, por su parte, cuenta con varios servidores, que alojan el correo electrnico y sus pginas web, entre otras aplicaciones.
Se dispone del ERP Macola para la administracin de la empresa y del software Winblind para la confeccin de persianas y cortinas. Tambin se dispone de potentes bases de datos para el registro de las operaciones de HD.
De las descripciones anteriores se concluye que para llevar a cabo el rediseo propuesto en los puntos anteriores, ya se cuenta con las tecnologas necesarias para ello, dado que la primera actividad rediseada requiere de programas de diseo web y servidores para alojar sus pginas y la informacin recibida por parte de los distribuidores al momento de efectuar un pedido. Por su parte, el rediseo de la segunda actividad consistir en una compatibilizacin de los softwares Macola y Winblind, que ya se poseen y se utilizan en la empresa.
7.3.
MODELAMIENTO Y EVALUACIN DEL REDISEO 7.3.1. Modelamiento del Rediseo
50
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Una vez planteado el rediseo, se procede a su modelamiento atendiendo a los objetivos que se quieren lograr, destacando entre ellos, la optimizacin del proceso administrativo para la venta de una persiana o cortina. El modelo del rediseo planteado es mostrado a continuacin en la figura N 7.
USED AT:
AUTHOR: Patricio Bravo PROJECT: Proceso Rediseado
DATE: 10/06/2007 REV: 07/07/2007
WORKING DRAFT RECOMMENDED PUBLICATION
READER
DATE CONTEXT:
NOTES: 1 2 3 4 5 6 7 8 9 10
A0
Requerimiento Distribuidores Recepcin de Pedidos $0 1 Nota de Pedido Validada
Ingreso Pedido a Winblind $0 2
Listado de Pedidos a Fabricar
Reposicin Componentes Faltantes
Reportes de Consumo, Stock y Faltantes Clculo de Produccin y Faltantes $0 Pedido con Faltante 3 Programa de Produccin
NODE:
TITLE:
Ingreso de Pedidos Rediseado
NUMBER:
A1
Figura N 7: Actividad Ingreso de Pedidos Rediseada.
Como es posible apreciar en la figura anterior, entre los principales cambios en relacin al modelamiento de la situacin actual realizado en el punto 6.2. de esta memoria, destaca la agrupacin en una sola actividad, de todas las actividades involucradas en la Recepcin de Pedido, tales como, Emisin de Pedidos, Asignacin Nmero de Folio, Revisin de Pedido y Reenvi de Nota de Pedido a Distribuidor, ya que ahora stas son realizadas de manera simultnea al momento de ingresar el pedido por el sistema de epedidos propuesto para este rediseo. El sistema se encargar de asignar un nmero de folio
51
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
correlativo al pedido una vez que el distribuidor autorizado haya ingresado toda la informacin necesaria requerida para la fabricacin de una persiana o cortina, y dicha informacin sea completa y carente de errores (lo cual ser validado por el sistema). El nmero de folio se informar al distribuidor autorizado mediante una ventana emergente una vez que su pedido ha sido aceptado por el sistema. Asimismo, se enviar un correo electrnico automtico a la direccin registrada por el usuario a fin de dejar constancia de la recepcin del pedido y asignacin del nmero de folio.
Otro cambio importante corresponde a las actividades de Clculo de Faltantes y Clculo de Produccin, las que ahora se fusionan en una sola actividad llamada Clculo de Produccin y Faltantes. Dado que se espera una cantidad muy pequea de faltantes no es necesario realizar un primer clculo de produccin para obtener slo los faltantes y luego, un segundo clculo para emitir los programas de produccin respectivos. Actualmente la actividad Clculo de Faltantes entrega aproximadamente 15% de componentes faltantes para fabricar las persianas y cortinas. Pero es sabido, que el 10% de esos faltantes, pese a no estar en la bodega de Persianas Andina (que es la nica bodega que consulta Winblind actualmente para emitir el Listado de Faltantes), s estn en las bodegas de la Unidad Central. El 5% restante corresponde a componentes que no estn en ninguna de las dos bodegas (PA o HD) al momento de la consulta, pero que llegarn en breve plazo, segn indica la tabla N 2 de esta memoria12.
Se pretende que la actividad Clculo de Produccin y Faltantes, ahora slo entregue un listado con menos del 5% de componentes faltantes, ya que no slo consultar la bodega de Persianas Andina, sino tambin la bodega de la Unidad Central (bodega de Hunter Douglas). Con lo anterior se logra que ms del 95% de los pedidos puedan emitir sus respectivos Programas de Produccin, en un plazo menor a un da desde que fueron solicitados por el cliente. El rediseo de la actividad Clculo de Produccin y Faltantes es diagramada en la figura N 8, que se muestra a continuacin:
12
Dichos atrasos son debidos principalmente a retenciones de componentes en Aduana o descoordinacin del Transportista y, en menor medida a quiebres de stock del proveedor (en torno al 0,2% del total de faltantes).
52
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
USED AT:
AUTHOR: Patricio Bravo PROJECT: Proceso Rediseado
DATE: 10/06/2007 REV: 07/07/2007
WORKING DRAFT RECOMMENDED PUBLICATION
READER
DATE CONTEXT:
NOTES: 1 2 3 4 5 6 7 8 9 10
A1
Listado de Pedidos a Fabricar Pedido sin Faltante Consulta Componentes Bodega 1 Pedido con Faltante $0 Reposicin Componentes Faltantes Consulta Componentes Bodega 2 Programa de Produccin 1
$0 , Pedido con Faltante
2 ,
Reportes de Consumo, Stock y Faltantes
NODE:
TITLE:
Clculo de Produccin y Faltantes Rediseado
NUMBER:
A13
Figura N 8: Actividad Clculo de Faltantes Rediseada.
7.3.2.
Evaluacin del Rediseo
Cumplimiento de Objetivos del Rediseo: Tal como ha sido descrito en
puntos anteriores de esta memoria, los objetivos perseguidos con este Rediseo de Procesos apuntaban a reducir el tiempo de permanencia de un pedido de persianas o cortinas en procesos administrativos, aumentando de esa manera, la tasa de cumplimiento en la fecha de entrega comprometida de los productos. Justamente, en esta direccin se han realizado los cambios necesarios. El sistema de recepcin electrnica de pedidos (e-pedidos) posibilita evitar las tareas de verificacin de los pedidos, tales como, que las notas de pedido estn completas o que los productos solicitados sean tcnicamente factibles de fabricar, y tambin evita el reenvo de la nota de pedido por fax indicando el nmero de folio asignado. A su vez, por medio
53
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
de e-pedidos se evita el tener que digitar las notas de pedido enviadas por fax por los distribuidores para que sean ingresadas al sistema Winblind, ya que dicha informacin ya fue entregada por el distribuidor al momento de ingresar su pedido y almacenada en los servidores de la empresa. Con esto se evitan posibles errores de digitacin y se posibilita que las actividades de recepcin de pedidos sean realizadas instantneamente. Ahora, actividades que en el mejor de los casos tomaban un da completo, slo tomarn un par de minutos (lo que demore el distribuidor autorizado en digitar su pedido en e-pedidos).
El sistema de Consulta nica de las bodegas de Persianas Andina y la Unidad Central, tambin permite una reduccin sustancial de tiempo de permanencia en procesos administrativos de alrededor del 10% de todos los pedidos recibidos durante un da (los que no tienen todos sus componentes en bodegas de Persianas Andina, pero s en las bodegas de la Unidad Central), segn fue consignado en la tabla N 2 de esta memoria. Como se sabe, actualmente el sistema slo consulta la bodega de Persianas Andina y si no encuentra la totalidad de componentes ah, no emite el respectivo programa de produccin, debiendo generarse una orden de compra a la unidad central, luego esperar a que los componentes sean trasladados entre bodegas y cargados en el sistema Winblind, procedindose a un nuevo clculo de produccin, entre otras actividades. Este proceso fcilmente puede tomar dos das adicionales, e incluso, en ciertos casos, ser ms largo. Con el rediseo propuesto para esta actividad el 95% de los pedidos estn en condiciones de ser fabricados.
Considerando que el ingreso de pedidos es instantneo y que el 95% de los pedidos generan programas de produccin durante el primer clculo de produccin, el cual se realiza el mismo da que el pedido es recibido, se garantiza que por lo menos el 95% de los pedidos pasar como mximo un da en procesos administrativos. Si a lo anterior sumamos que un pedido no pasa ms de 4 das en proceso de manufactura por normativa interna (de detectarse que la carga de trabajo es superior a 4 das en alguna clula de produccin se procede a la programacin de turnos extras y
54
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
reasignacin de los operarios de clulas con menor carga de trabajo) y que el proceso de Egreso de Pedidos, el cual consiste en pasar un lector de cdigo de barras sobre el producto terminado para generar los documentos pertinentes de despacho, toma unos pocos minutos, se concluye que a lo menos el 95% de los pedidos es entregado dentro de los 6 das hbiles comprometidos por la empresa.
Se aprecia entonces, que el rediseo propuesto cumple con los objetivos motores de esta memoria.
Costos del Rediseo: Como se seal en la seccin 7.2. de esta memoria, los
principales costos asociados al desarrollo de este proyecto corresponden a las horas hombre necesarias para llevarlo a cabo, ya que la empresa cuenta con todo el hardware y software necesario, tales como servidores, componentes de red, estaciones de trabajo, sistemas operativos y programas computacionales, entre otros.
El equipo de desarrollo de este proyecto consider los siguientes profesionales:
i)
Ingeniero Civil: Responsable de la coordinacin entre todos los partcipes del proyecto. Modela el proceso y propone las mejoras.
ii)
Ingeniero Informtico: Encargado de la Implementacin de la Consulta nica entre bodegas.
iii)
Analista de Sistemas: Valida las estructuras de producto de Winblind y las sube a e-pedidos. Capacita a los distribuidores autorizados en la utilizacin del sistema y a los trabajadores administrativos de Persianas Andina que se relacionan con e-pedidos (actuales digitadores y encargado del clculo de produccin).
iv)
Diseador Grfico: Responsable de la interfaz grfica de e-pedidos.
55
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Los profesionales partcipes del proyecto, en su totalidad, son empleados a tiempo completo de Hunter Douglas, con contrato de tipo indefinido. Dicho esto, se entiende que los sueldos de estas personas, son costos hundidos para la empresa. Lo importante aqu sera considerar el uso alternativo de estos recursos humanos en otros proyectos de la empresa. Sin embargo, los proyectos que se llevan a cabo en Hunter Douglas, son realizados dependiendo del impacto que generen en la Empresa, y la plana ejecutiva de sta determin que el desarrollo de este proyecto era prioritario para el crecimiento y buen posicionamiento en el mercado de la organizacin.
Beneficios del Rediseo: Con el rediseo planteado se logran los siguientes
beneficios:
i)
Mejoramiento de la Percepcin de Calidad y Servicio por parte de los clientes: Sin duda el principal objetivo buscado, y que va de la mano con la lealtad del consumidor, la publicidad gratuita o a muy bajo costo y la competitividad, segn se consigna en la seccin 3.1. de esta memoria.
ii)
Ahorro de Horas-Hombre: Al automatizarse gran parte de las actividades que se realizaban manualmente se liberarn una gran cantidad de horashombre, las que sern consideradas para un uso alternativo productivo, como atencin telefnica de los distribuidores autorizados y apoyo a los dems procesos que son llevados a cabo al interior de Persianas Andina. El detalle de las horas-hombres liberadas se muestra en la tabla N 4.
iii)
Mejora del Actual Sistema: Destacan en este tem el aumento de la rapidez en el proceso de la informacin y la eliminacin de los errores debidos a la accin humana.
56
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Tabla N 4: Horas-Hombre liberadas.
Cargo Receptor de Pedidos Digitador Revisor de Pedidos TOTAL
Horas N Liberadas Trabajadores por da 4 4 4 1 2 1
Total Horas Liberadas por da 4 8 4 16
Evaluacin de Rediseo Alternativo: Una alternativa trivial a la solucin del
problema que origina el desarrollo de esta memoria sera establecer el aumento de la mano de obra sin preocuparse de realizar otras acciones. Sin embargo, esta no es una solucin viable, atendiendo principalmente a los motivos que se esgrimen a continuacin.
El primer motivo se relaciona con el poco impacto de esta alternativa. En la actualidad el promedio de das que un pedido pasa en produccin considerando todas las clulas de trabajo de la ensambladora, corresponde a 2.7 das, contando con un personal operativo de alrededor de 70 personas. A grandes rasgos, si se quisiera disminuir a la mitad el tiempo que un pedido pasa en produccin, logrando con ello un ahorro de menos de un da y medio en el proceso completo, se necesitara duplicar la cantidad de operarios. Aumentar en un 100% la mano de obra no es una alternativa, considerando las limitaciones de espacio fsico y los costos asociados. Un par de simples clculos permiten estimar que el costo de esta opcin, considerando slo el sueldo de los trabajadores, equivaldra aproximadamente a 15 millones y medio de pesos mensuales (cada operario, en promedio, gana 220.000 pesos por mes). Un aumento menor al 100% de la plantilla de trabajadores producira ahorros menores a un da, lo cual no sirve como solucin al problema planteado.
57
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
El segundo motivo a considerar radica en que esta solucin trivial planteada, no soluciona los problemas que se tienen en el proceso administrativo (notas de pedido incompletas o inconsistentes y errores de digitacin, entre otros) por lo cual seguiran ocurriendo, y considerando el fuerte crecimiento de la empresa en los ltimos aos y las buenas proyecciones que se tienen para los aos venideros, estos problemas se acentuaran (a mayor cantidad de notas de pedidos manuales recibidas, mayor posibilidad de error en ellas).
Los argumentos anteriores permiten descartar de plano esta alternativa de solucin al problema original.
Finalmente, al considerar los costos y beneficios del desarrollo del proyecto, adems de la evaluacin de una solucin trivial al problema, todo lo cual se explica en los prrafos precedentes, se concluye que el proyecto es econmicamente justificable.
7.4.
DETALLE Y PRUEBA DEL REDISEO
7.4.1.
Detalle del Rediseo para la Recepcin de Pedidos
Tal como se ha sealado la recepcin de pedidos se har ahora por medio del sistema e-pedido que contempla la digitacin y validacin de los pedidos on-line. El sistema debe contar con una interfaz grfica amigable en la cual el distribuidor autorizado digite sus pedidos y stos sean validados por el sistema. Para acceder a e-pedidos se proveer a cada distribuidor con un nombre de usuario y una clave secreta. Se pretende que e-pedidos sea parte de un sistema integral de informacin al distribuidor autorizado que se denomine Distribuidores Online.
Una vez dentro del sistema, se deber dar la opcin de cambio de clave secreta. Es posible que un distribuidor, aparte de querer ingresar un pedido, necesite realizar una cotizacin o desee consultar por el estado de un pedido ya hecho. El sistema en su pgina
58
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
inicial debe considerar estas 3 opciones: Cotizacin, Pedido y Consulta. Otras opciones, pero ya ms ligadas al concepto de sitio integral para el distribuidor autorizado, pueden ser Markenting (Promociones y Material POP13), Productos (Manuales Tcnicos y Listas de Precios) y Formularios (Solicitud de Servicio Tcnico o Solicitud de Toma de Medidas). Se deja la opcin para estas caractersticas, pero ser responsabilidad de otro equipo la implementacin de estas opciones.
La opcin de Cotizacin debe tener los campos de Nueva (para nuevas cotizaciones), Ver (para ver las cotizaciones realizadas), Modificar (para realizar algn cambio a las cotizaciones ya guardadas), Eliminar (para eliminar alguna de las cotizaciones ya realizadas). Por ltimo debe contar con el campo Convertir que permitir transformar una o varias cotizaciones en un pedido.
La opcin de Pedido tendr los mismos campos que la seccin de Cotizacin, pero con la diferencia de que el campo Convertir ser llamado Transferir. Con esta accin el pedido es enviado a Persianas Andina.
En la opcin de Consultas el usuario podr informarse del Status de su pedido.
Al realizar la solicitud de Pedido Nuevo, en el encabezado se debern consignar ciertos datos, como nombre del Distribuidor, las Condiciones de Pago y el Tipo de Venta. Muchos de estos datos aparecern por default en la tabla de Pedido Nuevo, pero hay otros datos que deben ser ingresados por el usuario, como nmero interno de pedido del distribuidor (para tener una doble referencia, tanto la del distribuidor como la de Persianas Andina) o nombre del Cliente Final. Si estos datos no son ingresados, el sistema no permitir continuar con el ingreso del pedido. Un mensaje alertar al distribuidor sobre la obligacin de llenar dichos campos. Una vez completados los datos obligatorios se procede a la realizacin propiamente tal del pedido. El sistema desplegar un conjunto de opciones que el usuario deber ir completando. Luego de seleccionar las opciones disponibles el sistema validar los datos ingresados. En caso de alguna inconsistencia o falta de alguna
13
Point of Purchase. Se refiere a todos los materiales (folletos, dpticos, libros de muestras) que son utilizados en el mismo lugar de venta del producto.
59
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
informacin el sistema avisar al usuario mediante un mensaje de alerta. Cuando el sistema ha validado toda la informacin, el pedido es recibido asignndosele un nmero de folio que es mostrado por pantalla al usuario junto con ser enviado por correo electrnico al distribuidor autorizado. A estas alturas el pedido est listo para ser traspasado al sistema Winblind, a fin de realizar el clculo de produccin correspondiente y emitir los programas de produccin respectivos.
Para acceder al sistema de Distribuidores Online, el usuario slo necesita un PC con conexin a internet. Para procesar los pedidos e ingresarlos al sistema Winblind, los trabajadores administrativos de Persianas Andina necesitarn de un PC con conexin a internet y del software Winblind. En cuanto a los nuevos procedimientos por parte del personal de Persianas Andina, stos se basan principalmente en la eliminacin del ingreso manual de los pedidos, lo cual liberar del proceso de digitacin. Ahora los digitadores slo transferirn automatizadamente los pedidos al sistema Winblind, mediante la opcin Transferir disponible en el sitio Distribuidores Online.
7.4.2.
Detalle del Rediseo para la Consulta nica entre Bodegas
Para la el Rediseo de la actividad Consulta nica entre Bodegas se requiere en primera instancia de un ente que sirva de traductor entre el lenguaje de Macola y el lenguaje de Winblind. Este ente es llamado Tabla de Correspondencia y consiste en una tabla que asigna un nico cdigo Macola a un nico cdigo Winblind. Es decir, establece una relacin uno a uno entre cada uno de los sku necesarios para la fabricacin de persianas y cortinas. Una vez establecida la equivalencia de los cdigos se procede con la consulta nica propiamente tal.
Para realizar el Clculo de Produccin el sistema Winblind actualmente slo consulta la bodega de Persianas Andina, la que se denomina Bodega 1. Ahora se quiere que en caso de encontrar faltantes en la Bodega 1 consulte una segunda bodega, llamada Bodega 2 y que corresponde a la bodega de la Unidad Central. Se habilita entonces en el sistema Winblind la Bodega 2. Al momento de iniciarse el Clculo de Produccin la
60
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
bodega 2 se encontrar vaca. Como primera tarea del Clculo de Produccin se cargar el inventario de la Unidad Central (administrado en Macola) en la Bodega 2 (administrada en Winblind). Si se encuentra faltante en la Bodega 1 ahora se consulta la Bodega 2, procediendo a rebajar del inventario de esta bodega los componentes consumidos en la elaboracin de los productos. Se debe considerar que en la Bodega 2 a diferencia de la Bodega 1, los componentes se encuentran en su unidad de embalaje original. As por ejemplo, el componente Varilla de Giro de las persianas de aluminio tiene una unidad de embalaje de 60 unidades. De lo anterior se desprende que en la Bodega 2 habr mltiplos de 60 de este componente, es decir, si en Bodega 2 hay 4 cajas de varillas de giro, se tendr entonces 240 varillas en total. Este anlisis es relevante para determinar cul es el nuevo stock de componentes en la Bodega 1, luego del Clculo de Produccin.
Considrese la situacin descrita en el prrafo anterior, y, a modo de ejemplo, que se debe fabricar un pedido de 8 persianas de aluminio. Se sabe que en Bodega 1 hay slo 5 varillas de giro, y que para fijar ideas, todos los dems componentes de persianas de aluminio se encuentran disponibles en Bodega 1, en una cantidad tal, que es posible fabricar las 8 persianas solicitadas. Se procede a realizar el Clculo de Produccin, verificndose la siguiente secuencia de pasos:
i)
Se carga la Bodega 2 de Winblind con el inventario de la Unidad Central. Se debe recordar que Bodega 2 estaba vaca.
ii)
Se revisa que estn todos los componentes necesarios en Bodega 1 para la fabricacin de las persianas.
iii)
Se detecta un faltante de 3 varillas de giro en Bodega 1.
iv)
Se verifica que en Bodega 2 estn las 3 varillas de giro que se necesitan.
v)
Chequeados que estn todos los componentes necesarios para la fabricacin de las 8 persianas de aluminio, se procede a rebajar de las respectivas bodegas los
61
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
componentes consumidos. Queda Bodega 1 con 0 varillas de giro y la Bodega 2 con 237 varillas de giro (57 varillas en una caja abierta y 180 varillas en 3 cajas cerradas).
vi)
Los componentes que quedaron en 0 en Bodega 1 son cargados con el resto de la divisin entera entre el saldo de ese componente en Bodega 2 y su unidad de embalaje. En este caso sera (237 modulo 60) = 57. Los componentes de Bodega 1 que quedaron con un stock mayor a cero no sufren ninguna modificacin, reportndose como Stock Actual de Bodega 1 el nmero de componentes remanentes efectivos en esta bodega, sin considerar el stock disponible en Bodega 2.
vii)
Los componentes consumidos de la Bodega 2 (en su unidad original de embalaje) corresponden a la diferencia entre el saldo inicial dividido por su unidad de embalaje y la divisin entera entre el saldo de ese componente en Bodega 2, luego del Clculo de Produccin, y su unidad de embalaje. En este caso es [(240/60) (237 div 60)] = 4 3 = 1 caja de varillas de giro.
viii)
Se emite el Programa de Produccin y dems reportes y documentos.
ix)
La Bodega 2 queda nuevamente en 0, hasta el prximo Clculo de Produccin.
Junto a los documentos de produccin, y para mantener un control adecuado de las bodegas, se deben emitir los siguientes reportes:
i)
Consumo Bodega 1: Se reportan todos los elementos que fueron consumidos de esta bodega. En el caso del ejemplo anterior, la cantidad de varilla de giro consumida en Bodega 1 corresponde a 5 unidades.
ii)
Stock Actual Bodega 1: Se debe consignar en un listado la cantidad total remanente de cada componente luego del Clculo de Produccin y
62
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Actualizacin de la Bodega. Siguiendo el ejemplo anterior, el stock actual de varillas de giro en Bodega 1 corresponde a 57 unidades.
iii)
Consumo Bodega 2: Este reporte sirve para hacer la solicitud de pedido de componentes a la Unidad Central y emitir las Guas de Despacho y Facturas correspondientes. Del ejemplo anterior se obtiene que el consumo fue de 1 caja de 60 unidades de varillas de giro. Es decir, el pedido de varillas de giro a la Unidad Central corresponder a 1 caja de este componente.
iv)
Faltante Bodega 2: Este reporte tiene como finalidad detectar los faltantes en Unidad Central, a fin de hacerles un seguimiento y determinar cundo es la fecha de llegada de stos. Se debe recordar que en esta situacin, segn registros histricos de HD, no se encuentra ms del 5% de los pedidos ingresados. De este total, el grueso de componentes faltantes llegar en das prximos, segn consigna la tabla N 2 de esta memoria.
Para que todo el proceso funcione adecuadamente se deben fijar algunas reglas, como, por ejemplo, que el Clculo de Produccin se realice diariamente en dos horarios: a las 11:00 y a las 16:00 hrs. El personal administrativo encargado de esta operacin proceder igual como lo ha venido haciendo hasta ahora, con la salvedad de cumplir con los horarios establecidos para la realizacin del Clculo de Produccin. Con la fijacin de estos horarios se garantiza que no pase ms de medio da para contar, en la bodega de Persianas Andina, con todos los componentes necesarios para la fabricacin de las persianas y cortinas. El Clculo de Produccin, dependiendo de la cantidad de pedidos que hayan, toma aproximadamente 30 minutos. Es decir, todos los documentos relacionados, y principalmente, las notas de pedidos a la Unidad Central se emitirn antes del medioda o de las 5 de la tarde, segn sea el horario en que se realiz el Clculo de Produccin. Lo anterior permitir tener a las 15:00 hrs. de ese da (si el clculo se realiz en la maana) o a las 9:00 hrs. del da siguiente (si el clculo fue realizado en la tarde) todos los componentes necesarios para la fabricacin de los productos cubreventana en bodegas de Persianas Andina.
63
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
7.4.3.
Prueba del Rediseo
Dadas las caractersticas del proyecto, donde se incluye la incorporacin de nueva tecnologa, y se cambia de manera radical la forma de relacin entre los distribuidores autorizados y la ensambladora, es necesario probar a nivel piloto el concepto del rediseo propuesto. Para ello, se prueba el sistema de pedido en lnea con un nmero acotado de distribuidores de Santiago, y con los pedidos realizados por estos distribuidores se realiza el clculo de produccin que consulta simultneamente las bodegas de PA y HD. Para diferenciar los pedidos hechos a travs del sistema online de los que an se hacen por medio de fax, se les agrega a los primeros una e delante del nmero de folio, comenzndose con el folio nmero e000001.
Para la prueba piloto se escogen los 20 distribuidores autorizados con mayores ventas durante el ao 2006, representado stos el 65% de todas la ventas de la regin metropolitana y el 46% a nivel nacional; y que se localizan geogrficamente en la ciudad de Santiago, lo anterior considerando la cercana para llevar a cabo las capacitaciones necesarias para operar el sistema y el tiempo involucrado en ello. Se destina medio da para la capacitacin de cada distribuidor autorizado. Dicha capacitacin es llevada a cabo por el analista de sistemas del equipo profesional del proyecto en las dependencias de cada distribuidor y tiene por finalidad familiarizarlo a l y a su equipo de trabajo (vendedores principalmente) en la utilizacin del nuevo sistema de pedido en lnea. La capacitacin se realiz durante el mes de abril de 2007, recibindose los primeros e-pedidos durante el mes siguiente.
El sistema de pedido en lnea se encuentra alojado en la direccin http://epedidos.hdlao.com. La capacitacin consiste en ir mostrando al distribuidor autorizado cada una de las caractersticas y funcionalidades del sitio de manera que ste y su equipo de trabajo puedan realizar sin contratiempos los pedidos de persianas y cortinas de manera electrnica.
El sitio web desarrollado para la emisin de pedidos electrnicos y que el analista
64
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
de sistemas utiliz para la capacitacin de los distribuidores autorizados, se aprecia en las imgenes siguientes, comenzando por la figura N 9.
Figura N 9: Pgina de Inicio de e-pedidos.
Como se aprecia, en la pgina inicial se pide al distribuidor autorizado que se identifique, ingresando en el sistema su nombre de usuario y su contrasea. El nombre de usuario de cada distribuidor corresponde al comienzo del correo electrnico (caracteres antes de la arroba) que la ensambladora tiene registrado en su base de datos, y que corresponde al canal oficial de comunicacin entre la empresa y sus distribuidores autorizados. La contrasea inicial fue asignada por el analista de sistemas, instruyendo a cada distribuidor para cambiar su clave de acceso luego del primer ingreso al sistema.
El sistema da la opcin de realizar cotizaciones, emitir pedidos y consultar el estado de ellos, tal como fue descrito en la seccin 7.4.1. Detalle del Rediseo para la recepcin de Pedidos. Tambin da la opcin de realizar consultas de marketing, productos y ver algunos
65
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
formularios, sin embargo, estas opciones no forman parte del sistema de pedidos electrnico propiamente tal, pero son opciones necesarias para la informacin integral del distribuidor autorizado, y su desarrollo depender de otro equipo de trabajo. La figura N 10 corresponde a la primera pgina que se muestra una vez que se ha ingresado al sistema:
Figura N 10: Opciones del Sistema.
En las figuras N 11, N 12, y N 13, mostradas a continuacin, se aprecian las distintas subopciones de las opciones principales:
66
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 11: Opciones de Cotizacin.
Figura N 12: Opciones de Consulta.
67
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 13: Opciones de Pedido.
Para realizar un pedido se selecciona la opcin Nuevo, desplegndose una nueva pgina con el ttulo Encabezado, como muestra la figura N 14. Ac se deben completar algunos datos obligatorios (marcados con *). De no ingresarse esta informacin el sistema advertir al usuario mediante un aviso en pantalla, tal como muestra la figura N 15. Cuando los datos obligatorios han sido completados, se ingresa a una nueva pgina en la cual el distribuidor autorizado debe detallar las caractersticas de su pedido, tales como ancho, alto y color, entre otras, debiendo completar cada una de las opciones que el sistema ofrece. Dichas alternativas se muestran en la figura N 16. En caso de alguna inconsistencia o falta de algn dato para realizar el pedido, el sistema advertir al usuario, segn indica la figura N 17.
68
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 14: Encabezado de Pedido.
Figura N 15: Advertencia de Encabezado Incompleto.
69
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 16: Detalle de Pedido.
Figura N 17: Advertencia de Pedido Inconsistente.
70
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Una vez que se han seleccionado todas las alternativas necesarias para la confeccin del pedido y stas son consistentes, el pedido es guardado, mostrndose un mensaje como el de la figura N 18. Por medio de la opcin Transferir mostrada en la figura N 13, el pedido es enviado a Persianas Andina, asignndose un nmero de folio que es mostrado por pantalla al usuario al momento de transferir su pedido. Una copia de este nmero de folio es enviada automticamente por correo electrnico al distribuidor autorizado en ese mismo instante.
Figura N 18: Aviso de Pedido Guardado.
El personal administrativo de Persianas Andina tambin debi ser capacitado para el tratamiento de los pedidos electrnicos. Ellos acceden al sistema de pedidos en lnea por la misma direccin que lo hacen los distribuidores autorizados, pero las opciones de que disponen son distintas, centrndose en los pedidos. La figura N 19 muestra la pgina de
71
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
inicio del personal administrativo.
Figura N 19: Pgina de Inicio del Personal Administrativo de la ensambladora.
Esta pgina solicita que el usuario seleccione el tipo de pedido que se quiere consultar: Aceptados (pedidos ya transferidos a Winblind), Pendientes (pedidos que an no se han transferido a Winblind), Rechazados (pedidos que cumpliendo con todas las condiciones tcnicas para ser fabricados no son aceptados por encontrarse el distribuidor autorizado, por ejemplo, moroso en sus pagos a la ensambladora), y Anulados (pedidos que habiendo sido aceptados por la ensambladora fueron, por alguna razn, anulados por el distribuidor antes de que stos fueran transferidos a Winblind). Al seleccionar la opcin Pendientes el sistema mostrar los pedidos que se transferirn a Winblind, segn indica la figura N 20.
72
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 20: Transferencia de pedidos a Winblind.
Una vez realizada la transferencia de los pedidos a Winblind, se procede de manera habitual con el clculo de produccin. Del men de opciones del sistema Winblind se selecciona la opcin Clculo de Produccin (figura N 21), luego se escogen las distintas lneas de producto que se desean calcular (figura N 22) y por ltimo se selecciona la opcin ejecutar (figura N 23). Luego del clculo de produccin se imprimen los respectivos programas de produccin que sern repartidos a las distintas clulas de trabajo de la ensambladora.
73
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 21: Clculo de Produccin.
Figura N 22: Seleccin de Lneas de Producto.
74
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Figura N 23: Ejecucin del Clculo de Produccin.
Como fue sealado en prrafos precedentes el primer pedido electrnico fue recibido por Persianas Andina en mayo de 2007, luego de la capacitacin de los 20 principales distribuidores autorizados de Santiago, quienes representan el 46% de las ventas a nivel nacional de los productos cubreventana de Hunter Douglas. Durante dicho mes el 45% del total nacional de pedidos de persianas y cortinas se realiz a travs del sistema de distribuidores online, desglosado por lnea de producto, segn muestra la tabla presentada a continuacin:
75
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Tabla N 5: Porcentaje de pedidos a nivel nacional realizados va web.
Negocio Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Flexalum Flexalum Flexalum Flexalum Flexalum Flexalum
Lnea Duette Horizontales Maderas Roller Naturales Panel Oriental Plisadas Romana Silhouette Verticales Celulares Enrollables EccoNativa Horizontales Plisadas Verticales TOTAL
% e-pedidos 37 34 56 69 45 100 59 46 58 64 11 39 58 36 82 16 45
El porcentaje total de pedidos realizados va web est en lnea con lo que el equipo de proyecto esperaba. Dado que los distribuidores autorizados seleccionados para la prueba piloto representan el 46% de las ventas a nivel nacional, la cifra de 45% de pedidos realizados de manera electrnica parece muy razonable. Es importante sealar que durante el perodo de prueba no se reportaron situaciones anmalas con el sistema de pedidos en lnea.
Durante el mes de mayo, tambin fue liberada y probada la aplicacin de consulta nica entre la bodega de Persianas Andina y la de Hunter Douglas. Para verificar su correcto funcionamiento, se ingresaron al sistema una serie de pedidos de prueba los cuales
76
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
fueron calculados dos veces: una vez slo consultando la bodega de PA, y la otra, consultando ambas bodegas por medio de la aplicacin desarrollada. Como era de esperar, una parte importante de los pedidos que en el primer clculo arrojaron faltante (por lo cual no emitieron documentos necesarios para la fabricacin de los productos), durante el segundo clculo (que inclua la consulta de la bodega de HD adems de la de PA) s emitieron los respectivos programas de produccin. Se calcularon pedidos de prueba por cada lnea de productos. Tambin fueron chequeados y validados los documentos y reportes generados con el segundo clculo: Consumo Bodega 1, Stock Actual Bodega 1, Consumo Bodega 2 y Faltante Bodega 2.
8. IMPLEMENTACIN La implementacin del proyecto corresponde a la prolongacin natural de la prueba del rediseo descrita en la seccin anterior, tomndose aqulla como partida para la correcta implementacin del proceso rediseado.
8.1.
CONSTRUCCIN DEL SOFTWARE Tal como ha sido sealado anteriormente, la solucin informtica planteada se basa
en dos ejes centrales: la automatizacin de la emisin de los pedidos realizados por los distribuidores autorizados y la consulta nica de la bodega de Persianas Andina y la de Hunter Douglas al momento de la realizacin del Clculo de Produccin en el sistema Winblind, todo ello con el fin de aumentar la tasa de cumplimiento de pedidos entregados dentro del plazo comprometido.
Siguiendo el detalle del rediseo para la recepcin de pedidos de la seccin 7.4.1. se disea y construye un sitio web, encargado de recibir los pedidos de los distribuidores autorizados, el cual es probado exitosamente de manera piloto por un nmero acotado de usuarios, seleccionados de acuerdo a su nivel de ventas y su ubicacin geogrfica. Las caractersticas del sitio web desarrollado pueden ser apreciadas de manera visual desde la figura N 9 a la figura N 20 de esta memoria.
77
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
La consulta nica entre la bodega de Persianas Andina y la bodega de Hunter Douglas consisti en una compatibilizacin entre el ERP Macola, en el cual es administrada la bodega de Hunter Douglas, y el software de confeccin de persianas y cortinas denominado Winblind, que es el encargado de administrar la bodega de Persianas Andina. Para la construccin de esta solucin se sigue el detalle del rediseo para la consulta nica entre bodegas de la seccin 7.4.2. de esta memoria, logrndose la perfecta comunicacin entre estos dos sistemas, lo cual se verifica mediante las pruebas llevadas a cabo para confirmar el correcto funcionamiento de la solucin construida.
8.2.
IMPLEMENTACIN DEL SOFTWARE La implementacin de las soluciones informticas planteadas comienza con las
pruebas del rediseo explicitadas en la seccin 7.4.3.
El sistema de pedido en lnea es probado de manera piloto durante mayo de 2007, quedando habilitado para todos los distribuidores autorizados a partir de junio del mismo ao, previo a la capacitacin a la cual por obligacin los usuarios deben concurrir, y que se realiz durante este mismo mes, segn se consigna en el punto 8.3. Implementacin de los Procesos, que se describe ms adelante. Se establece un plazo de 3 meses para que el 100% de los pedidos sea realizado en lnea. Posterior a octubre de 2007 ya no sern recibidos pedidos va fax.
El sistema de consulta nica entre bodegas es liberado y probado tambin durante mayo de 2007. A partir de junio de este mismo ao, los clculos de produccin se realizan considerando la consulta nica entre bodegas, obtenindose durante este mes un cumplimiento del 95,4% de pedidos entregados dentro del plazo comprometido. El cumplimiento se muestra desglosado por lnea de productos en la tabla N 6.
78
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Tabla N 6: Porcentaje de Pedidos entregados dentro de plazo.
Negocio Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Luxaflex Flexalum Flexalum Flexalum Flexalum Flexalum Flexalum
Lnea Duette Horizontales Maderas Roller Naturales Panel Oriental Plisadas Romana Silhouette Verticales Celulares Enrollables EccoNativa Horizontales Plisadas Verticales TOTAL
% pedidos dentro de plazo 93.8 98.0 91.4 95.7 86.0 100 98.3 96.9 80.6 92.2 92.3 98.1 95.2 98.0 98.3 92.2 95.4
Considerando que durante junio, se estaba en plena capacitacin de los distribuidores autorizados que no participaron en la prueba piloto del sistema de pedido en lnea, por lo cual slo se lleg a cerca de un 70% del total de pedidos recibidos va web (lo que se compara positivamente con el 45% de los pedidos online registrados durante mayo), y, que durante los meses siguientes, segn fue establecido en prrafos anteriores, la cantidad de pedidos en lnea ir en aumento hasta llegar a un 100% durante octubre de 2007, el porcentaje de cumplimiento de pedidos entregados dentro de plazo tambin aumentar, superando el 95,4% registrado durante junio. Lo anterior se explica considerando que al
79
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
realizar los pedidos va web se evita el trabajo de digitacin de stos, y tambin el tener que corregir y devolver al distribuidor autorizado, en caso de inconsistencia o falta de datos, las notas de pedido recibidas va fax, lo que incide, finalmente, en una menor permanencia de tiempo del pedido en procesos administrativos, y, por ende, en un tiempo total menor de entrega de dicho pedido.
8.3.
IMPLEMENTACIN DE LOS PROCESOS En la prueba piloto del sistema de pedidos en lnea, slo fueron capacitados 20
distribuidores autorizados de Santiago, por lo cual cerca de 150 distribuidores an faltaban por ser habilitados en la utilizacin del sistema de pedidos va web. Para la capacitacin del resto de los distribuidores de Santiago que no participaron de la prueba piloto y de los distribuidores de provincia, se establece un calendario de actividades a realizar. Las nuevas capacitaciones sern realizadas en distintas ciudades del pas reuniendo a un nmero no superior a 10 distribuidores por turno de capacitacin. Dichas capacitaciones se realizan durante el mes de junio de 2007, segn la tabla que a continuacin se muestra:
Tabla N 7: Calendario de Capacitaciones.
Ciudad Santiago Santiago Santiago Santiago Antofagasta La Serena Via del Mar Concepcin Puerto Montt
Fecha 04 de junio 05 de junio 06 de junio 07 de junio 12 de junio 14 de junio 19 de junio 26 de junio 28 de junio
Cantidad de Turnos 2 2 2 2 1 1 2 2 1
80
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Los distribuidores que no residen en ninguna de las ciudades sealadas en la tabla anterior deben concurrir a la capacitacin que se dictar en la ciudad ms prxima a la suya. As, los distribuidores de Arica, Iquique y Calama asisten a la capacitacin programada en la ciudad de Antofagasta, en tanto, los distribuidores de Punta Arenas y Coyhaique asisten a la capacitacin de la ciudad de Puerto Montt.
Cumpliendo el calendario de capacitaciones presentado, el 100% de los distribuidores est en condiciones de realizar sus pedidos en lnea. Es importante sealar, que si bien las herramientas necesarias para la realizacin del pedido va web son de comn alcance (computador con conexin a Internet), hay una cierta cantidad de distribuidores autorizados que no cuenta con los implementos necesarios para ello. Consciente de esta situacin, la empresa ha decidido otorgar 3 meses de plazo para que estos distribuidores consigan las herramientas necesarias. Es decir, durante estos meses coexistirn el pedido va fax y el pedido va web, esperndose que cada mes la cantidad de faxes sea menor, llegando a cero a partir de octubre de 2007. Desde esta fecha, tal como ha sido sealado, ya no se recibirn pedidos va fax.
La consulta nica entre bodegas, no requiere de una capacitacin especial del personal administrativo de Persianas Andina, ya que el proceso exterior es el mismo: los pedidos son calculados con la misma interfaz que siempre se ha utilizado para esta operacin y que puede ser apreciada en la figuras 21, 22 y 23 de esta memoria. El verdadero cambio se produce a un nivel que el personal administrativo no detecta. La nica consideracin que debe ser tomada en cuenta es que ahora, a diferencia de lo que ocurra antes, los clculos de produccin slo se realizan en horarios determinados, segn se establece en la seccin 7.4.2. de esta memoria, para no entorpecer los dems procesos que se realizan en Persianas Andina y Hunter Douglas, tales como traslado de componentes entre bodegas, cargas y rebajas de stock y actualizacin de saldos de bodega, entre otros.
81
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
9. CONCLUSIONES Las empresas, en la bsqueda de su posicionamiento en un mercado cada vez ms competitivo, se han dado cuenta de la importancia de herramientas como el rediseo de procesos y la utilizacin de las tecnologas de la informacin como componentes claves de su xito.
A diferencias de pocas anteriores, en las cuales se pensaba que las tecnologas eran caras y restringidas a empresas grandes, hoy se aprecia un acceso universal a la mayora de ellas, y todas las empresas (no slo las grandes) quieren beneficiarse de esta situacin.
La empresa Hunter Douglas Chile, es una empresa mediana que comprendi que de seguir con sus actuales procesos su posicin de liderazgo en la industria de persianas y cortinas peligraba. Por ello conform un equipo de profesionales liderados por el autor de esta memoria para comprender dnde se estaban produciendo los cuellos de botella en sus procesos.
Siguiendo una adaptacin de la metodologa clsica del Rediseo de Procesos, se identific como crtico el proceso administrativo de ingreso de pedidos, destacando como principales falencias el alto grado de tareas realizadas de forma manual, lo que conlleva una gran cantidad de tiempo para su realizacin junto a la posibilidad de errores no voluntarios, y la poca eficiencia al momento de consultar las bodegas que contienen los componentes necesarios para la fabricacin de sus productos, lo que va de la mano de atrasos innecesarios en la emisin de los programas de produccin, documentos esenciales para la fabricacin de los pedidos. Lo anterior incida en que slo cerca del 85% de los pedidos fueran entregados en los plazos comprometidos por la empresa, lo que daba una imagen de improvisacin en el manejo de la empresa y no satisfaccin de las necesidades de los clientes.
Para hacer frente a las falencias detectadas se disea y construye un sistema de pedidos online, que evita la digitacin de los pedidos y qu estos sean enviados con errores
82
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
o inconsistencias por parte del distribuidor autorizado, y tambin se disea y construye una aplicacin que permite la consulta simultnea de las bodegas de Persianas Andina y de Hunter Douglas al momento de la realizacin del Clculo de Produccin. Todo lo anterior con el fin de aumentar considerablemente la tasa de entrega de pedidos dentro del plazo comprometido por la empresa.
Se obtienen con el rediseo planteado, adems del aumento de la tasa de entrega de pedidos en la fecha comprometida, otros beneficios como los sealados a continuacin:
Mejoramiento de la Percepcin de Calidad y Servicio por parte de los clientes: Sin duda el principal objetivo buscado, y que va de la mano con la lealtad del consumidor, la publicidad gratuita o a muy bajo costo y la competitividad.
Ahorro de Horas-Hombre: Al automatizarse gran parte de las actividades que se realizaban manualmente se liberarn una gran cantidad de horas-hombre, las que sern consideradas para un uso alternativo productivo, como atencin telefnica de los distribuidores autorizados y apoyo a los dems procesos que son llevados a cabo al interior de Persianas Andina.
Mejora del Actual Sistema: Destacan en este tem el aumento de la rapidez en el proceso de la informacin y la eliminacin de los errores debidos a la accin humana. Considerando, que la empresa contaba con todo el hardware y software necesario
para la realizacin del proyecto, y que el equipo profesional encargado de desarrollarlo era parte del staff de la empresa, se concluye que el costo del proyecto fue mnimo.
Se realizaron las pruebas pertinentes de las soluciones informticas propuestas, establecindose su correcto funcionamiento.
A junio de 2007, cerca del 70% de todos los pedidos fueron realizados va web, y el
83
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
95,4% de todos los pedidos fue entregado al cliente dentro del plazo de 6 das comprometidos por la empresa. Se espera que a octubre de 2007 el 100% de los pedidos sea realizado va web, lo que incidir en un aumento del porcentaje total de pedidos entregados a tiempo, considerando que al realizar los pedidos va web se evita el trabajo de digitacin de stos, y tambin el tener que corregir y devolver al distribuidor autorizado, en caso de inconsistencia o falta de datos, las notas de pedido recibidas va fax, lo que incide, finalmente, en una menor permanencia de tiempo del pedido en procesos administrativos, y, por ende, en un tiempo total menor de entrega de dicho pedido.
El rediseo propuesto cumple, entonces, con el objetivo de esta memoria que consisti en optimizar los procesos involucrados en la fabricacin de persianas y cortinas en la empresa Hunter Douglas, poniendo nfasis en el cumplimiento de los plazos de entrega comprometidos en sus productos, a fin de continuar satisfaciendo las necesidades de sus clientes, mantener la posicin de liderazgo indiscutido en la industria y cumplir con los lineamientos generales de su Casa Matriz.
Un prximo paso en la automatizacin de los procesos de la empresa consistir en implementar la transferencia automtica (sin mediar la accin humana) de los pedidos recibidos va web al sistema Winblind, y la implementacin del clculo automtico de produccin una sola vez al da, alrededor de las 11 de la noche. Con esto se conseguira que alrededor de la medianoche se hayan emitido todos los programas de produccin y documentos necesarios, como, por ejemplo, las guas de despacho de componentes desde las bodegas de Hunter Douglas. Se deber implementar un turno nocturno de bodega en la Unidad Central que recolecte todos los componentes que se enviarn a Persianas Andina, los cuales sern recibidos en estas dependencias a primera hora en la maana, logrndose con esto que tanto los programas de produccin como los componentes necesarios para la fabricacin de los pedidos se encuentren a disposicin simultnea de los operarios. Ser motivo, entonces, de un nuevo proyecto, la materializacin de las ltimas ideas planteadas.
84
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
10. BIBLIOGRAFA
[1] Schmal, Simn et al. Sistemas de Informacin: Una metodologa para su estructuracin. 2000.
[2] Barros, Oscar. Rediseo de Procesos de Negocios mediante el uso de Patrones, Dolmen Ediciones S. A., 2000.
[3] Hamer, M. et al. Reengineering the Corporation. Harper Business, 1993.
[4] Davenport, T. H. Process Innovation: Reengeneering Work Through Information Technology. Harvard Business School Press, 1992.
[5] Vesna Bosilj-Vuksic et al. IDEF Diagrams and Petri Nets for Business Process Modeling: Suitability, Efficacy, and Complementary Use.
http://oliver.efzg.hr/~vbosilj/iceis2000.pdf . Fecha Consulta 05/marzo/2007.
[6] DAmico, Jos. Rediseo de Precesos de Negocios de Gestin de Compras en Mathiesen S. A. C.. Memoria para optar al ttulo de Ingeniero Civil Industrial. Universidad de Chile, 2003.
[7] Draft Federal Information Processing Standard announcing the Standard for IDEF0, 1993. Publication N 183.
[8] Maldavsky, Mijael. Rediseo de un Sistema de Manejo de Bodega para una cadena mediana de retail de Ropa. Memoria para optar al ttulo de Ingeniero Civil Industrial. Universidad de Chile, 2002.
[9] Barros, Oscar. Reingeniera de Procesos de Negocios. Un Planteamiento Metodolgico. Dolmen. 1996.
85
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
11. ANEXOS A. B. Listado de SKU para la fabricacin de persianas y cortinas. Ejemplos de Notas de Pedidos de los productos cubreventana Luxaflex y Flexalum. C. Imgenes de las persianas y cortinas de Hunter Douglas.
ANEXO A: COMPONENTES
PRODUCTO PERSIANA HORIZONTAL: SISTEMAS ESPECIALES
CDIGO MACOLA 1560120000 1560190000 1561150000 1561160000 1561320000 1561170000 1504760000 1532120000 2930370764 DGC06B299 DGC06E299 DGC06H299 DGC06L299 ABA101 ABA100
CDIGO WINBLIND CCO098 CCO121 CCO053 CCO054 CCO107 CCO051 CCO109 CCO120 PLI036 EVV008 EVV004 EVV005 EVV006 EVV001 EVV003
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 1000 600 400 400 500 1000 200 200 1000 5 5 5 5 5 5
CABLE TENSOR 1MM HORIZONTAL ESCUADRA FIJ BASE HORIZONTAL ESCUADRA GUA LAT DENTRO VANO ESCUADRA GUA LAT FUERA VANO OJET/TORNIL UNIN CABLE T/ESC OJET UNIN CABLE TENSOR/RESORT PIN FIJADOR BASE HORIZONTAL PIN GANCHO TAPA BASE HORIZONT REMACHE GROMMET FLEXIBLE GIRO 3.2x0.6 EV HOR FLEXIBLE GIRO 3.2x0.9 EV HOR FLEXIBLE GIRO 3.2x1.2 EV HOR FLEXIBLE GIRO 3.2x1.5 EV HOR KIT PERILLA ESTNDAR NEGRA KIT PERILLA ESTNDAR PLATA
ML UN UN UN UN UN UN UN UN UN UN UN UN UN UN
86
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA CLSICA 16
CDIGO MACOLA
CDIGO WINBLIND
DESCRIPCIN Aluminio 0.175x16 mm LISO Aluminio 0.195x16 mm MARMOLEADO BASE ULTIMATE PINTADA BOTON CINTA UNIV HORIZONTAL CABEZAL 25 ULTIMATE PINTADO CINTA ESCAL PASO 13 5000 BCO CORDON 1.2 5000 BLANCO CORDON 1.6 5000 BLANCO ECUALIZADOR ULTIMATE EJE DE GIRO HEXAGONAL ULTIMATE FIJADOR CINTA PLAST HORIZ 16MM FRENO ULTIMATE IZQ-DER GANCHO VARILLA HORIZONTAL 16MM GIRADOR ULTIMATE PERILLA CORDON ULTIMATE REGULADOR ULTIMATE SOPORTE INSTAL HORIZONTAL 25MM TAMBOR ULTIMATE TAPA BASE ULTIMATE COLOR TAPA CABEZAL ULTIMATE COLOR TAPA MECANISMO ULTIMATE COLOR TERMINACIN VARILLA GIRO HOR VARILLA DE GIRO ULTIMATE
UNIDAD ML ML ML UN ML ML ML ML UN ML UN UN UN UN UN UN UN UN UN UN UN UN UN
UNIDAD DESPACHO 750 600 40 500 40 400 1000 500 800 500 1000 150 400 200 200 1000 1000 1000 300 300 200 200 60
101617xxxx H16L10 100006660x H16L11 101021xxxx CCO111 1561090000 CCO022 101011xxxx CCO110 6816005000 H16020 6800125000 CCO015 6800165000 CCO050 1561100204 CCO108 1561000000 CCO113 1561210000 H16011 1561040000 CCO102 1560030000 CCO061 1561030000 CCO115 1561147351 CCO049 1561010204 CCO099 1553720000 CCO080 1561020000 CCO100 156107xxxx CCO103 156246xxxx CCO114 156112xxxx CCO043 1561137351 CCO105 1560070000 CCO060
87
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA CLSICA 25
CDIGO MACOLA
CDIGO WINBLIND
DESCRIPCIN Aluminio 0.175x25 mm LISO Aluminio 0.195x25 mm PERFORADO BASE ULTIMATE PINTADA BOTON CINTA UNIV HORIZONTAL CABEZAL 25 ULTIMATE PINTADO CINTA ESCAL PASO 21.5 5000 BCO CORDON 1.2 5000 BLANCO CORDON 1.6 5000 BLANCO ECUALIZADOR ULTIMATE EJE DE GIRO HEXAGONAL ULTIMATE FIJADOR CINTA PLAST HORIZ 25MM FRENO ULTIMATE IZQ-DER GANCHO VARILLA HORIZONTAL 16MM GIRADOR ULTIMATE PERILLA CORDON ULTIMATE REGULADOR ULTIMATE SOPORTE INSTAL HORIZONTAL 25MM TAMBOR ULTIMATE TAPA BASE ULTIMATE COLOR TAPA CABEZAL ULTIMATE COLOR TAPA MECANISMO ULTIMATE COLOR TERMINACIN VARILLA GIRO HOR VARILLA DE GIRO ULTIMATE
UNIDAD ML ML ML UN ML ML ML ML UN ML UN UN UN UN UN UN UN UN UN UN UN UN UN
UNIDAD DESPACHO 750 800 40 500 40 400 1000 500 800 500 1000 150 400 200 200 1000 1000 1000 300 300 200 200 60
102517xxxx H25L10 100019xxxx H25L11 101021xxxx CCO111 1561090000 CCO022 101011xxxx CCO110 6825595000 H25020 6800125000 CCO015 6800165000 CCO050 1561100204 CCO108 1561000000 CCO113 1561200000 H25011 1561040000 CCO102 1560030000 CCO061 1561030000 CCO115 1561147351 CCO049 1561010204 CCO099 1553720000 CCO080 1561020000 CCO100 156107xxxx CCO103 156246xxxx CCO114 156112xxxx CCO043 1561137351 CCO105 1560070000 CCO060
88
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA AMIGA 25
CDIGO MACOLA 102515xxxx 101021xxxx 1561090000 101011xxxx 6825665000 6800125000 6800165000 1561100204 1561000000 1561200000 1561040000 1560030000 1561030000 1561010204 1553720000 1561020000 156107xxxx 156246xxxx 156112xxxx 1508090000 1560070000
CDIGO WINBLIND H25L12 CCO111 CCO022 CCO110 C25020 CCO015 CCO050 CCO108 CCO113 H25011 CCO102 CCO061 CCO115 CCO099 CCO080 CCO100 CCO103 CCO114 CCO043 TAVAMI CCO060
DESCRIPCIN Aluminio 0.155x25 mm (A) BASE ULTIMATE PINTADA BOTON CINTA UNIV HORIZONTAL CABEZAL 25 ULTIMATE PINTADO CINTA ESCAL PASO 23 5000 BCO CORDON 1.2 5000 BLANCO CORDON 1.6 5000 BLANCO ECUALIZADOR ULTIMATE EJE DE GIRO HEXAGONAL ULTIMATE FIJADOR CINTA PLAST HORIZ 25MM FRENO ULTIMATE IZQ-DER GANCHO VARILLA HORIZONTAL 16MM GIRADOR ULTIMATE REGULADOR ULTIMATE SOPORTE INSTAL HORIZONTAL 25MM TAMBOR ULTIMATE TAPA BASE ULTIMATE COLOR TAPA CABEZAL ULTIMATE COLOR TAPA MECANISMO ULTIMATE COLOR TAPA VARILLA AMIGA VARILLA DE GIRO ULTIMATE
UNIDAD ML ML UN ML ML ML ML UN ML UN UN UN UN UN UN UN UN UN UN UN UN
UNIDAD DESPACHO 750 40 500 40 400 1000 500 800 500 1000 150 400 200 1000 1000 1000 300 300 200 1000 60
89
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA PREMIUM 25
CDIGO MACOLA 102517xxxx 10042xxxxx 10036073xx 101021xxxx 1561090000 101011xxxx 6825485000 6800125000 6800165000 1561100204 1561000000 1561200000 1561040000 1560030000 1561030000 1561147351 1561010204 1553720000 1561020000 156107xxxx 156246xxxx 156112xxxx 1561137351 1560070000
CDIGO WINBLIND H25L10 H25L15 H25L16 CCO111 CCO022 CCO110 H25013 CCO015 CCO050 CCO108 CCO113 H25011 CCO102 CCO061 CCO115 CCO049 CCO099 CCO080 CCO100 CCO103 CCO114 CCO043 CCO105 CCO060
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 750 800 800 40 500 40 400 1000 500 800 500 1000 150 400 200 200 1000 1000 1000 300 300 200 200 60
Aluminio 0.175x25 mm LISO Aluminio 25 mm RELIEVES Aluminio 25 mm BRUSHED BASE ULTIMATE PINTADA BOTON CINTA UNIV HORIZONTAL CABEZAL 25 ULTIMATE PINTADO CINTA ESCAL PASO 18 5000 BCO CORDON 1.2 5000 BLANCO CORDON 1.6 5000 BLANCO ECUALIZADOR ULTIMATE EJE DE GIRO HEXAGONAL ULTIMATE FIJADOR CINTA PLAST HORIZ 25MM FRENO ULTIMATE IZQ-DER GANCHO VARILLA HORIZONTAL 16MM GIRADOR ULTIMATE PERILLA CORDON ULTIMATE REGULADOR ULTIMATE SOPORTE INSTAL HORIZONTAL 25MM TAMBOR ULTIMATE TAPA BASE ULTIMATE COLOR TAPA CABEZAL ULTIMATE COLOR TAPA MECANISMO ULTIMATE COLOR TERMINACIN VARILLA GIRO HOR VARILLA DE GIRO ULTIMATE
ML ML ML ML UN ML ML ML ML UN ML UN UN UN UN UN UN UN UN UN UN UN UN UN
90
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA ALUMINIO 50
CDIGO MACOLA 101014xxxx 101015xxxx 10102173xx BAS50xxxx NAT50xxxx 68372580xx 6838388xxx 6850405xxx 6800165xxx 6803225xxx 5003033000 5003364000 5003869000 5003867000 5003158000 5003047xxx 5003580000 5003579000 5003676000 5003660000 1605630000 5003655000 5003041xxx
CDIGO WINBLIND H50018 H50019 H50020 H50030 MAD033 M50102 H50028 M50101 CCO050 CCO055 MAD006 MAD011 MAD018 MAD017 MAD008 MAD028 MAD013 MAD012 MAD016 MAD015 H50004 MAD014 H50023
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 549 549 549 20 30 50 50 300 500 1000 121,92 500 500 500 500 60 500 500 500 500 750 1000 150
LAMINA ALUMINIO 50 MM LAMINA ALUMINIO 50 MM PERFORADO LAMINA ALUMINIO 50 MM BRUSHED BASE ALUMINIO 50 MM CABEZAL NATURA 50 MM CINTA DECOR 25MM PASO 44 "COLOR" CINTA DECOR 38MM PASO 44 "COLOR" CINTA ESCAL PASO 44 COLOR CORDON 1.6 "COLOR" CORDON 2.2 MM COLOR EJE DE GIRO HEX NATURA 25 Y 50 FRENO NATURA 50 MM GIRADOR PARA CORDON NATURA 50 GIRADOR PARA VARILLA NATURA 50 SOPORTE CTRAL INSTAL NATURA 50 SOPORTE DE INSTALACIN NATURA 50 SOPORTE TAMBOR CINT DEC NAT 50 SOPORTE TAMBOR CINT ESC NAT 50 TAMBOR CINTA DEC NAT 50 MM TAMBOR CINTA ESC NAT 50 MM TAPA BASE ALUMINIO 50 MM TAPA CABEZAL NATURA 50 MM TAPA TERMINACION CINTA PARA BASE
ML ML ML ML ML ML ML ML ML ML ML UN UN UN UN ST UN UN UN UN ML UN ML
91
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA NATURA 25
CDIGO MACOLA 18008055xx 18002355xx 1800150002 NAT25xxxx 5003350000 18112155XX 6837138xxx 6825945xxx 5003101000 6800165xxx 6802185xxx 6803220002 5003033000 1606040000 1606310000 5008047000 5003363000 5004810000 5605572000 18001855xx 5004556000 5004037xxx 5904566000 5005666000 5004585000 5004542000 18002955XX 18003255XX 18003555XX
CDIGO WINBLIND M25010 M25030 M25032 MAD032 MAD009 M50091 MAD030 M25102 MAD007 CCO050 CCO151 CCO055 MAD006 MAD001 WW0024 MAD037 MAD010 MAD022 MAD023 M25066 MAD020 MAD029 MAD025 MAD036 MAD021 MAD019 M25060 M25061 M25062
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 366 73,20 100 20 500 36,58 50 400 4000 500 500 1000 121,92 500 500 1000 500 250 200 100 500 50 1000 2000 200 1000 20 20 20
LAMINA MADERA 25MM 1.22 COLOR BASE MADERA 25MM 1.22 COLOR BOTON CINTA MADERA "COLOR" CABEZAL NATURA 25 MM CANAL PVC PARA CENEFA NATURA CENEFA MADERA 50MM 2.44 "COLOR" CINTA DECOR 13MM PASO 20 CINTA ESCAL PASO 20 CLIP PARA CENEFA NATURA CORDON 1.6 "COLOR" CORDON 1.8 MM CORDON 2.2 MM COLOR EJE DE GIRO HEX NATURA 25 Y 50 ESQUINERO PARA CENEFA NATURA ETIQUETA PVC LUXAFLEX PERILLA FIJADOR CINTA ESCAL NATURA 25 FRENO NATURA 25 MM GIRADOR PARA CORDON NATURA 25 GIRADOR PARA VARILLA NATURA 25 PERILLA CORDON MADERA SOPORTE CTRAL INSTAL NATURA 25 SOPORTE DE INSTALACIN NATURA 25 SOPORTE TAMBOR CINT DEC NAT 25 TAMBOR CINTA DEC NAT 25 MM TAMBOR CINTA ESC NAT 25 MM TAPA CABEZAL NATURA 25 MM VARILLA MADERA DE GIRO 0.9 VARILLA MADERA DE GIRO 1.2 VARILLA MADERA DE GIRO 1.5
ML ML UN ML UN ML ML ML UN ML ML ML ML UN UN UN UN UN UN UN UN ST UN UN UN UN UN UN UN
92
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO PERSIANA NATURA 50
CDIGO MACOLA 18114255xx 18112555xx 1800150002 NAT50xxxx 5003350000 18112155xx 68372580xx 6838388xxx 6850405xxx 5003101000 6800165xxx 6803225xxx 5003033000 1606040000 1606310000 5003364000 5003869000 5003867000 18001855xx 5003158000 5003047xxx 5003580000 5003579000 5003676000 5003660000 5003655000
CDIGO WINBLIND M50010 M50092 M25032 MAD033 MAD009 M50091 M50102 H50028 M50101 MAD007 CCO050 CCO055 MAD006 MAD001 WW0024 MAD011 MAD018 MAD017 M25066 MAD008 MAD028 MAD013 MAD012 MAD016 MAD015 MAD014
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 549 36,6 100 30 500 36,6 50 50 300 4000 500 1000 121,92 500 500 500 500 500 100 500 60 500 500 500 500 1000
LAMINA MADERA 50MM 1.22 COLOR BASE MADERA 50MM "COLOR" BOTON CINTA MADERA "COLOR" CABEZAL NATURA 50 MM CANAL PVC PARA CENEFA NATURA CENEFA MADERA 50MM 2.44 "COLOR" CINTA DECOR 25MM PASO 44 "COLOR" CINTA DECOR 38MM PASO 44 "COLOR" CINTA ESCAL PASO 44 COLOR CLIP PARA CENEFA NATURA CORDON 1.6 "COLOR" CORDON 2.2 MM COLOR EJE DE GIRO HEX NATURA 25 Y 50 ESQUINERO PARA CENEFA NATURA ETIQUETA PVC LUXAFLEX PERILLA FRENO NATURA 50 MM GIRADOR PARA CORDON NATURA 50 GIRADOR PARA VARILLA NATURA 50 PERILLA CORDON MADERA SOPORTE CTRAL INSTAL NATURA 50 SOPORTE DE INSTALACIN NATURA 50 SOPORTE TAMBOR CINT DEC NAT 50 SOPORTE TAMBOR CINT ESC NAT 50 TAMBOR CINTA DEC NAT 50 MM TAMBOR CINTA ESC NAT 50 MM TAPA CABEZAL NATURA 50 MM
ML ML UN ML UN ML ML ML ML UN ML ML ML UN UN UN UN UN UN UN UN UN UN UN UN UN
93
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO CORTINA DUETTE 3/8
CDIGO MACOLA D1174AXXX 2940254XXX H7174AXXX 2910110002 2940010000 6800165000 2679000000 2930220000 1561100204 2930340000 5007311000 2950067000 2950068000 2950100000 1561147351 2930370764 2930310000 2930320204 2950075885 2950085885
CDIGO WINBLIND DUT013 DUT019 DUT014 PLI030 PLI037 CCO050 COR010 PLI070 CCO108 CCO081 PLI072 PLI044 PLI045 PLI051 CCO049 PLI036 PLI010 PLI031 PLI048 PLI049 CLASSIC 3/8
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 150 150 150 24 100 500 1000 2000 800 100 1000 500 100 1000 200 1000 300 300 100 100
M2 M2 M2 ML UN ML ML UN UN UN UN UN UN UN UN UN UN UN UN UN
FULLTONE 3/8 CLASSIC ECLIPSE 3/8 CABEZAL DUE/PLIS 3/8 CONTRAPESO RIEL CORDON 1.6 5000 BLANCO CORDON RECOGED 0.9MM UR BCO ECUALIZADOR TOPE BLANCO ECUALIZADOR ULTIMATE ESCUADRA EXTENSION UNIVERSAL FIJADOR BASE DUE/PLIS 3/8 FRENO DER DUE/PLIS 3/8 FRENO IZQ DUE/PLIS 3/8 GUIA CORDON CABEZ DUE/PLIS 3/8 PERILLA CORDON ULTIMATE REMACHE GROMMET SOPORTE INSTAL DUE/PLIS 3/8 TAPA CABEZAL DUE/PLIS 3/8 TAPA FRENO DER DUE/PLIS 3/8 TAPA FRENO IZQ DUE/PLIS 3/8
94
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO CORTINA DUETTE 3/4
CDIGO MACOLA C3174SXXX C2174SXXX C4174SXXX C1174SXXX D13174AXXX D2174NXXX D8174A70X0 D6174A96X0 D7174N9XX0 D19174SXXX G1174SXXX G9174SXXX G5174SXXX 2910120002 2940010000 6800165000 2679000000 2930220000 1561100204 2930340000 5007312000 2970067000 2970068000 2970200000 1561147351 2970061000 2970020000 2970070000 2970080000
CDIGO WINBLIND DUT015 DUT002 DUT003 DUT001 DUT006 DUT018 DUT016 DUT017 DUT021 DUT004 DUT008 DUT005 DUT007 DUE020 PLI037 CCO050 COR010 PLI070 CCO108 CCO081 DUE018 DUE013 DUE014 DUE015 CCO049 DUE012 DUE017 DUE010 DUE011
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 150 150 150 150 150 150 150 150 150 150 150 150 150 24 100 500 1000 200 800 100 500 100 100 2000 200 1000 600 100 100
ROYALE REFINED 1/2 ROYALE TEXTURED 1/2 ROYALE REFINED ECLIPSE 1/2 ARTISAN 1/2 OPALESSENCE 3/4 ELITE 3/4 SHEER VISUALE 3/4 SEMI SHEER 3/4 EXPRESSIONS ELITE ECLIPSE 3/4 BATISTE TEXTURED 3/4 PHENOMENA TRIPLE PANACHE 3/4 ENCORE DOBLE CABEZAL DUETTE 3/4 CONTRAPESO RIEL CORDON 1.6 5000 BLANCO CORDON RECOGED 0.9MM UR BCO ECUALIZADOR TOPE BLANCO ECUALIZADOR ULTIMATE ESCUADRA EXTENSION UNIVERSAL FIJADOR BASE DUETTE 3/4 FRENO DERECHO DUETTE 3/4 FRENO IZQUIERDO DUETTE 3/4 GUIA CORDON CABEZAL DUETTE 3/4 PERILLA CORDON ULTIMATE SOPORTE INSTALACIN DUETTE 3/4 TAPA CABEZAL DUETTE 3/4 TAPA FRENO DER DUETTE 3/4 TAPA FRENO IZQ DUETTE 3/4
M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 ML UN ML ML UN UN UN UN UN UN UN UN UN UN UN UN
95
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO DUETTE: SISTEMAS ESPECIALES
CDIGO MACOLA 2980078785 2910110003 2980062000 2980100000 2980095885 4190100000 4190110000 4190130000 4190030000 4190040000 4190050000 4190060000 4190080000 2980060000 2980025000 4153052000 2980021000 2980094785 4153028XXX 2980092000 2950864000 2980048885 2980037000 2980042885 2980041885 2980035000 2950841000 2980040000 2980045000 2980044000 2995840000 2980039000 2980174000 2980050000 2980038000 2980203000
CDIGO WINBLIND CCO142 EASY11 EASY10 EASY12 MT0517 EASY24 EASY26 EASY25 EASY21 EASY17 EASY18 EASY19 EASY20 EASY08 EASY07 EASY15 EASY09 MT0515 EASY14 MT0516 SIM002 SIM011 SIM004 SIM007 SIM006 SIM003 SIM001 SIM005 SIM010 SIM009 SIM012 DUE031 DUE032 DUE016 PLI071 DUE033
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 100 59 914 50 100 20 20 20 20 20 20 20 20 145 100 20 100 100 20 100 500 100 1000 49 49 100 500 100 100 100 1 200 200 500 500 100
BOTON DE AJUSTE CINTA EASYRISE CABEZAL EASYRISE CINTA PLANA EASYRISE CONJUNTO COMANDO EASYRISE COPLA DE MOTOR EJE EASYRISE CORDON SINFN EASYRISE 10' CORDON SINFN EASYRISE 11' CORDON SINFN EASYRISE 13' CORDON SINFN EASYRISE 3' CORDON SINFN EASYRISE 4' CORDON SINFN EASYRISE 5' CORDON SINFN EASYRISE 6' CORDON SINFN EASYRISE 8' EJE DE CONDUCCIN EASYRISE ENROLLADOR CINTA EASYRISE KIT MTJE TENSIONADOR EASYRISE SOPORTE INSTALACIN EASYRISE TAPA CABEZAL EASYRISE TENSIONADOR CORDN SINFN EASYRISE (*) TORNILLO TAPA MOTOR EASYRISE ARGOLLA COMANDO SIMPLICITY MANIJA PERFIL MOV. SIMPLICITY OJETILLO SIMPLICITY PERFIL LATERAL 3/4 SIMPLICITY PERFIL LATERAL 3/8 SIMPLICITY RESORTE SIMPLICITY SOPORTE ARGOLLA SIMPLICITY TAPA DESLIZADOR 3/4 SIMPLICITY TAPA DESLIZADOR 3/8 SIMPLICITY TORNILLO POLEA/CDON SIMPLICITY VARILLA COMANDO SIMPLICITY FIJADOR SUP TELA ARCO DUE/PLIS GANCHO FIJADOR PLISADO ARCO SOPORTE INSTAL LAT DUETTE 3/4 SOPORTE INSTAL LAT DUE/PLI 3/8 TORNILLO GANCHO FIJ PLIS ARCO
UN ML ML UN UN UN UN UN UN UN UN UN UN ML UN UN UN ST UN UN UN UN UN ML ML UN UN UN UN UN UN UN UN UN UN UN
96
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
2980297000 2930230000 2990930000 2990931000 2990915000 2990855785 2990131000 2990848000 2990926000 5009085959 2990938785 2950100000 2990100000 2990862785 2980114000 2980115000 2990856785 2991906785 2980106000 2980105000 2990934000 2990919000 2990860785 2990917000 2990923785 2990865000 2999241000 2999242000 2990887000 2980116000 2990925000 2990864785
DUV031 DUV027 DUV017 DUV018 DUV006 DUV028 DUV026 DUV008 DUV029 DUV023 DUV032 PLI051 DUV020 DUV010 DUV013 DUV014 DUV002 DUV001 DUV007 DUV005 DUV019 DUV022 DUV012 DUV021 DUV011 DUV009 DUV003 DUV004 DUV025 DUV015 DUV024 DUV030
ADAPTADOR SOPORTE INF VG BLOQUE ESPACIADOR VG CARRO GUA DERECHO VG CARRO GUA IZQUIERDO VG CARRO PARA TELA VG CENEFA VG CINTA MAGNTICA VG CLIP CARRO TELA VG CLIP DE CENEFA VG CORDN 1.2 MM VG BLANCO DISTANCIADOR SOP INSTAL SUP VG GUIA CORDON CABEZ DUE/PLIS 3/8 IMN VG MANILLA VG PIN RIEL LATERAL VG RESORTE ACERO VG RIEL LATERAL VG RIEL SUPERIOR VG RUEDA CARRO TELA VG SOPORTE INSTALACIN INF VG SOPORTE INSTALACIN SUP VG TAPA IMN VG TAPA RIEL LATERAL FIJO VG TAPA RIEL LATERAL MVIL VG TAPA RIEL SUPERIOR VG TENSIONADOR CORDN VG TERMINAL DER RIEL LAT FIJO VG TERMINAL IZQ RIEL LAT FIJO VG TORNILLO UNIN BILATERAL VG TORNILLO VG UNIN BILATERAL VG UNIN CENEFA VG
UN UN UN UN UN ML ML UN UN ML UN UN UN UN UN UN ML ML UN UN UN UN UN UN UN UN UN UN UN UN UN UN
100 100 25 25 500 49 244 500 1000 914 100 2000 100 100 500 100 49 29 500 100 200 100 300 100 100 100 100 100 100 100 100 100
97
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO CORTINAS PLISADAS
CDIGO MACOLA 291011xxxx 6877825000 2940010000 6800165000 6800095000 2679000000 2930220000 1561100204 5007311000 2950067000 2950068000 2950100000 1561147351 2930370764 2930310000 2930320204 2950075885 2950085885 290608XXXX 290629XXXX XCSXXXA72P 290603XXXX 2906XXXXXX XAR30XA70P 290604XXXX 8030XXXXX 290607XXXX XSB101A72P 9xxx
CDIGO WINBLIND PLI030 PLI073 PLI037 CCO050 COR009 COR010 PLI070 CCO108 PLI072 PLI044 PLI045 PLI051 CCO049 PLI036 PLI010 PLI031 PLI048 PLI049 PLT006 PLT007 PLT008 PLT009 PLT010 PLT011 PLT012 PLT013 PLT014 PLT001 PLT016
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 24 400 100 500 1000 1000 1000 800 1000 500 100 2000 200 1000 300 300 100 100 150 150 150 150 150 150 150 150 150 150 150
CABEZAL DUE/PLIS 3/8 COLOR CINTA LOOP BLANCA CONTRAPESO RIEL CORDON 1.6 5000 BLANCO CORDON RECOGED 0.9MM 5000 BCO CORDON RECOGED 0.9MM UR BCO ECUALIZADOR TOPE BLANCO ECUALIZADOR ULTIMATE FIJADOR BASE DUE/PLIS 3/8 FRENO DER DUE/PLIS 3/8 FRENO IZQ DUE/PLIS 3/8 GUIA CORDON CABEZ DUE/PLIS 3/8 PERILLA CORDON ULTIMATE REMACHE GROMMET SOPORTE INSTAL DUE/PLIS 3/8 TAPA CABEZAL DUE/PLIS 3/8 TAPA FRENO DER DUE/PLIS 3/8 TAPA FRENO IZQ DUE/PLIS 3/8 PLIS. AMASADO PLIS. BASIC PLIS. CASTILLE PLIS. DIFFUSE PLIS. DISEOS PLIS. MARSEILLE PLIS. NATURAL PLIS. PRIVACY OPAC PLIS. SATIN PLIS. SUBDUE BLANCO PLISADA TRAMA
ML ML UN ML ML ML UN UN UN UN UN UN UN UN UN UN UN UN M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2
98
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO COMPONENTES CORTINA ROLLER
CDIGO MACOLA ROLLER M34 EOS 29101300000 2611800204 ROB037000 2451020204 2611817178 2453150155 2453140155 2451070204 2451030155 29101300001 2453110155 ROB057000 ROB012000 2451090155 2451400204 2451000204 2488180204 2451040155 2451460155 2451010155 ROB017000 ROLLER M47 ROE042000 TI4014KC 24RCM5B000 24RBC5M000 24R8C14W00 24R16C53W0 24REP53W00 RMI006xx ROE007xx RMI007xx RMI023xx RMI008xx RMI004xx
CDIGO WINBLIND
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO
RCC025 RCC050 MIL004 MIL073 MIL050 MIL006 MIL007 MIL009 MIL062 TLD019 MIL014 MIL100 MIL015 MIL022 MIL103 MIL025 RCC026 MIL029 MIL105 MIL030 MIL032
BASE REDONDA ROLLER (*) CADENILLA PLSTICA 4.5mm. CENEFA M34 ROLLER (*) CLIP INSTAL P TRAS M34 ROLLER CONECT CADEN PLAST M34 ROLLER CONJUNTO COMAND DER M34 ROLLER CONJUNTO COMAND IZQ M34 ROLLER ESCUADRA INS P TRAS M34 ROLLER ESCUADRA P MONTAJE M34 ROLLER FILLER PVC BASE REDONDA ROLLER INSERTO M34 ROLLER MOLDURA CJTO COMAND M34 ROLLER PERFIL TRASERO M34 ROLLER (*) SET TAPAS CENEFA M34 ROLLER SOPORTE EXTENSIN M34 ROLLER SOPORTE INSTALACIN M34 ROLLER TAPA BASE REDONDA ROLLER TAPA ESCUADR P MTJE M34 ROLLER TAPA SOPORTE EXTENDIDO EOS TAPA SOPORTE INSTAL M34 ROLLER TUBO M34 ROLLER
ML ML ML UN UN UN UN UN UN ML UN UN ML UN UN UN UN UN UN UN ML
100 200 100 500 500 200 200 200 200 6 100 200 100 50 100 200 500 200 200 200 100
MIL033 MIL034 MIL074 CADROL CONRO8 CONROL INSROL MIL016 MIL017 MIL018 MIL019 MIL020 MIL021
TUBO M47 ROLLER ADAPTADOR TUBO 47 MM ROLLER BOLAS DE TOPE R16/R8 CADENILLA CDO METAL M47 ROLLER CONJUNTO COMANDO HEAVY DUTY 1 CONJUNTO COMANDO HEAVY DUTY 2 INSERTO HEAVY DUTY 1-2 ROLLER PERFIL FRONTAL CAJA 110x110 (*) PERFIL FRONTAL CURVO 80X80 (*) PERFIL REGISTRO CAJA 110x110 (*) PERFIL SUPERIOR CAJA 110x110 (*) PERFIL TRASERO CAJA 110x110 (*) PERFIL TRASERO CAJA 80x80 (*)
ML UN UN ML UN UN UN ML ML ML ML ML ML
100 100 100 150 25 25 25 1 1 1 1 1 1
99
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
RB561W RB580W RB560W RB380W RB360W RFPC3ECW PERFILES LATERALES RMI003 GB2026KZ RMI029000 RMI001 RMI002 RMI030000 RMI000135 RMI024000 RMI025000
MIL023 MIL102 SOPROL SOPR8P SOPRO8 MIL072
SET SOPORTE INST 80x80 ROLLER SET SOPORTE INST HD 2 C/PROYEC SET SOPORTE INST HD 2 S/PROYEC SET SOPORTE INST HD I C/PROYEC SET SOPORTE INST HD I S/PROYEC TAPAS CAJA 80x80 ROLLER
ST UN UN UN UN UN
25 25 25 25 25 25
MIL002 MIL041 MIL008 MIL011 MIL012 MIL013 MIL076 MIL026 MIL027
BASE SLIM 30 (*) CLIP FIJ PERFIL LAT ROLLER ESCOBILLA GUIA LATERAL GUIA LATERAL 20x40 ROLLER (*) GUIA LATERAL 20x60 ROLLER (*) INSERTO PLASTICO BASE SLIM 30 PERFIL DE TERMINO INFERIOR (*) TAPA BASE SLIM 30 TAPA BASE SLIM 30 CON GUIA
ML UN ML ML ML ML UN UN UN
100 50 50 100 100 500 50 50 50
100
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO COMPONENTES ESPECIALES
CDIGO MACOLA MARCOS PARA CORTINAS ROLLER FIJAS 2490010000 2490020000 2490030000 2490040000 COMPONENTES CORTINA ROMANA 2910110002 29101300000 26556131 2679000000 29101300001 26558000 1561147351 2930310000 2488180204 2930320204 26557131 26554176 COMPONENTES PANEL ORIENTAL S4180000 S4260000 1010230802 C0350000 C4700000 B4040000 R4880000 S4640000 M4440000 2529930550 V4000000 S4200000 C4710000
CDIGO WINBLIND
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO
RCC060 RCC061 RCC062 RCC063
PERFIL PRINCIPAL ESCUADRA DE FIJACIN BURLETE DE FIJACION PERFIL SECUNDARIO
ML UN ML ML
100 100 100 100
PLI030 RCC025 ROM004 COR010 TLD019 ROM003 CCO049 PLI010 RCC026 PLI031 ROM001 ROM002
CABEZAL DUE/PLIS 3/8 BASE REDONDA ROLLER (*) CLIP CORDON ROMANA CORDON RECOGED 0.9MM UR BCO FILLER PVC BASE REDONDA ROLLER FILLER PVC VARILLA ALUM ROMANA PERILLA CORDON ULTIMATE SOPORTE INSTAL DUE/PLIS 3/8 TAPA BASE REDONDA ROLLER TAPA CABEZAL DUE/PLIS 3/8 TAPA PLST VARILLA ALUM ROMANA VARILLA DE ALUMINIO ROMANA
ML ML UN ML ML ML UN UN UN UN UN ML
24 100 200 1000 6 1000 200 300 500 300 200 200
P00011 P00012 CCO029 P00010 P00004 P00003 P00007 P00006 P00001 V35043 P00008 P00009 P00013
ANGULO POR PANEL ANGULO TOPE PANEL BASE 16 "C" CORDON SINFN 3,5 MM PANEL PERFIL DESLIZ PVC VELCRO PANEL RIEL PANEL 4 VIAS RUEDA NYLON PANEL SOPORTE INSTAL PANEL 4 VIAS TAPA RIEL PANEL 4 VIAS TENSIONADOR PLANO LUX PANEL TOPE CANAL PANEL UNION CORDON PANEL VELCRO BARRA PVC PANEL
UN UN ML ML ML ML UN UN UN UN UN UN ML
100 100 40 500 36 36 200 100 50 100 100 100 50
101
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
MOTORIZACIN M34 2451830155 MIL068 ADAPTADOR PARA MOTOR LT-28 SOPORTE MOTOR LT-28 ST ST 50 100 2451820155 MIL024 MOTORIZACIN M47 9147334 9147330 9500322 RB561WM RB580WM ROLLER M85 MOTORIZADA 9701053 9707026 MF6502AN BI6442KZ 9761003 RMI.014.000 MIL058 MIL043 MIL066 MIL049 MIL047
ADAPT SOP ROLLEASE MOTOR LS-40 CORONA MOTOR LS-40 RUEDA MOTOR LS-40 SOPORTE FIJ CJ 80x80 MOTOR M47 SOPORTE MOTOR M47
UN UN UN ST ST
50 20 20 25 25
MIL053 MIL052 MIL061 MIL036 MIL067 MIL031
ADAPTADOR EXTERNO TUBO M85 ADAPTADOR INTERNO TUBO M85 ESCUADRA INSTALACION M85 PUNTERA TUBO M85 RUEDA TUBO M85 TUBO M85
UN UN UN UN UN UN
20 20 20 50 20 20
102
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO TELAS ROLLER
CDIGO MACOLA RMOxxxAxxF 3006xx 3006xxx 300xxxx T917132-xxx D917152-800 B91xxx5-xxx NL1XXXXX-XX NT1840X9-X0 NR104031-03 O91XXX8-X0X E911838-500 E911832-501 ECC52X SOL54X ALL50X REM532 30120XX 406325XXX 406315XXX RF-LINX RF-PAPX MACAU 01
CDIGO WINBLIND ROT016 ROT019 ROT017 ROT038 ROT042 ROT006 ROT002 ROT021 ROT023 ROT022 ROT029 ROT015 ROT040 TELARO ROT031 ROT001 ROLVIR ROT025 ROT012 ROT027 ROT009 ROT011 ROT010
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200
ROLLER MOROCCO ROLLER NATTE 5% ROLLER NATTE 10% ROLLER VISSUAL ROLLER TRANSLUCENT LISA ROLLER DESIGN BLANCO SOFT ROLLER BLACK-OUT ROLLER NATURAL LINO ROLLER NATURAL TRAMA ROLLER NATURAL RAICES ALGODON ROLLER SEMI-OPAC. ROLLER MILLENIUM PLATA ROLLER MILLENIUM PLATA B.O. ROLLER ECCO ROLLER SOLARO ROLLER ALLORE ROLLER SAN REMO PEBBLE ROLLER RAFFIA ROLLER HAVANNA ROLLER SANTIAGO ROLLER FIBRA ARPILLERA ROLLER FIBRA YUTE ROLLER SURCOS BLANCO
M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2 M2
103
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO COMPONENTES CORTINAS NATURALES
CDIGO MACOLA WWC900210 WWC900250 RWC60007X WWCTEBxxx WWC900229 6802185XXX 6803225XXX 1606310000 RWC600002 ETLNTR.417 4133 7207 WWC904XXX 18001955XX RWC600005 WWC900214 WWC900202 555096 RWC600009 WW5W240 WWB6N240 WWB12XX240 WWB7C240 WWB10XXX WWB11XXX WWB9B240 WWB5TC240
CDIGO WINBLIND WW0007 WW0011 WW0002 WW0014 WW0012 CCO151 CCO055 WW0024 WW0003 WW0013 WW0001 WW0025 WW0010 WW0023 WW0004 WW0006 WW0005 WW0008 WW0009 WW0016 WW0015 WW0017 WW0022 WW0019 WW0020 WW0018 WW0021
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 1000 3,1 4,88 100 110 500 1000 500 100 100 100 100 100 50 250 100 100 250 1000 200 200 200 200 200 200 200 200
ARGOLLA GUA C NATURALES BASE MADERA C NATURALES CABEZAL STD C NATURALES CINTA TERMINACIN C NATURALES CINTA TRANSPARENTE DE 1X1/2" CORDON 1.8 MM CORDON 2.2 MM COLOR ETIQUETA PVC LUXAFLEX PERILLA FRENO C NATURALES LOGO LUXAFLEX PLATEADO MOLDURA DE PVC 1.8 OJETILLO CIRCULAR C NATURALES OJETILLO OVALADO C NATURALES PERILLA NATURA CONICA LUXAFLEX POLEA C NATURALES SOPORTE A TECHO C NATURALES SOPORTE L C NATURALES TOPE CORDN C NATURALES TORNIL POLEA/FRENO C NATURALES TELA BALI BLANCA TELA BAMBOO NATURAL TELA BOMBAI (TODAS LAS TELAS) TELA HIND CANELA TELA KANDAHAR (TODAS LAS TELAS) TELA KANPUR (TODAS LAS TELAS) TELA PAWAI ALMENDRA TELA SINGAPUR TIERRA
UN ML ML ML ML ML ML ML UN UN UN UN UN UN UN UN UN UN UN M2 M2 M2 M2 M2 M2 M2 M2
104
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO COMPONENTES SILHOUETTE
CDIGO MACOLA SHT013XXX 4170280XXX 4150154785 4150083XXX 4153079000 4150082XXX 4158207000 4150070XXX 4150149000 4150216785 2930340000 4150103000 41501XXXXX 4181401XXX 4181403XXX 4153090000 4150050885 4170050885 4153244000 4153245000 4150003032 4150256000 4150241000 4150084XXX 4178201XXX N1108AXXX N3108AXXX A3-XXX A5-XXX A1-XXX A4-XXX 4150159000 4150158000 4150121000
CDIGO WINBLIND SIL073 SIL071 SIL010 SIL062 SIL063 SIL072 SIL075 SIL084 SIL083 SIL070 CCO081 SIL088 SIL079 SIL081 SIL082 SIL074 SIL012 SIL024 SIL064 SIL065 SIL076 SIL085 SIL017 SIL061 SIL060 SIL077 SIL078 SILBON TELNAT TELORI SILTOU SIL066 SIL067 SIL069
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 15 49 50 500 100 117 25 400 2457 49 100 50 50 50 50 250 250 250 100 100 100 500 500 500 25 100 100 100 100 100 100 1000 2000 100
BASE SILHOUETTE PINTADA CABEZAL SILHOUETTE PINTADO CINTA FIJACION TELA SILHOUETTE CLIP CONTRAPESO CONJUNTO COMANDO SILHOUETTE CONTRAPESO COPLA SILHOUETTE CUBREPOLVO SUP SILHOUETTE CUBREPOLVO TRAS SILHOUETTE EJE ROTOR SILHOUETTE ESCUADRA EXTENSION UNIVERSAL FIJADOR DE BASE LAMINA INFERIOR COLOR LAMINA INFERIOR N1 NANTUCKET LAMINA INFERIOR N3 NANTUCKET LMITE DE CARRERA RATCHET LIMITE DE CARRERA SILHOUETTE LIMITE CARRERA SILHOUETTE XL SET ROTOR SILHOUETTE DER SET ROTOR SILHOUETTE IZQ SOPORTE COPLA SILHOUETTE SOPORTE CPOLVO TRAS SILHOUETTE SOPORTE INSTALACIN SILHOUETTE TAPA BASE SILHOUETTE TAPA CABEZAL SILHOUETTE TELA NANTUCKET N1 FRONT STREET TELA NANTUCKET N3 MISTY HARBOUR TELA SILHOUETTE BONSOIR TELA SILHOUETTE NATURELLE TELA SILHOUETTE ORIGINAL TELA SILHOUETTE TOUJOURS TORNILLO COMANDO SILHOUETTE TORNILLO SET ROTOR TORNILLO SOPORT INS SILHOUETTE
ML ML ML UN UN ML UN ML ML ML UN SET UN ML ML UN UN UN UN UN UN UN SET UN PAR M2 M2 M2 M2 M2 M2 UN UN UN
105
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
PRODUCTO CORTINAS VERTICALES EOS
CDIGO MACOLA 890xx0000 7x0000089 TNAxxxx89 899171430xxx 89917133xxx 2641050155 2640000160 2641260155 2641000155 2641010155 2525537178 2618330160 2618320160 2641140155 2641110155 2614960160 2618040000 2642570000 2642560000 2642550000 2642540000 2641340000 2520250000 2641220000 2641090155 2641060155 2641020155 2614880160 2641190000 2641270155 2641150155 2641120155 2641100155 2641070155 2641290155
CDIGO WINBLIND V89LIN V89RUT V89N15 V89SOP V89TRA EOS105 EOS000 EOS126 EOS100 EOS101 EOS553 EOS833 EOS832 EOS115 EOS112 EOS496 EOS804 EOS257 EOS256 EOS255 EOS254 EOS134 EOS025 EOS834 EOS109 EOS106 EOS102 EOS488 EOS119 EOS127 EOS116 EOS113 EOS110 EOS107 EOS129
DESCRIPCIN
UNIDAD
UNIDAD DESPACHO 200 100 150 100 100 25 96 300 1187 500 1000 400 250 150 150 2500 1000 1000 1000 1000 1000 1000 210 50 150 150 500 88 500 500 150 150 150 150 50
TELA 89MM LINO TELA 89MM RUSTICA ARPILLERA TELA 89MM SCREEN NATTE 2115 TELA 89MM SEMI-OPAC TELA 89MM TRANSLUCENT LIGHT APOYO CENTRAL EOS VERTICAL CABEZAL EOS LUXAFLEX VERTICAL CADENILLA CTROL G EOS VERTICAL CARRO EOS VERTICAL CARRO TIRA CORDON EOS VERTICAL COLGADOR LAMINA 89MM EOS CONECT CADEN 3.8 EOS VERTICAL CTROL G CAD 3.8X9 EOS VERTICAL CONTROL DER RECOG EOS VERTICAL CONTROL IZQ RECOG EOS VERTICAL CORDON CADENILLA CONEX EOS 89 CORDN CDO REC 2.2 EOS VERTICAL DISTANCIADOR 67MM EOS VERTICAL DISTANCIADOR 71MM EOS VERTICAL DISTANCIADOR 75MM EOS VERTICAL DISTANCIADOR 89MM EOS VERTICAL DIST T FINAL 32MM EOS VERTICAL EJE DE GIRO EOS VERTICAL ESC EXT/CLIP MTJE EOS VERTICAL FINAL RETORNO DER EOS VERTICAL FINAL RETORNO IZQ EOS VERTICAL FRENO CARRO REMOV EOS VERTICAL PLACA CONTRAPESO LAM 89MM EOS SOPORTE CLIP MTJE EOS VERTICAL SOPORTE EJE GIRO EOS VERTICAL TAPA CAB DER EOS LUX VERTICAL TAPA CAB IZQ EOS LUX VERTICAL TAPA FIN RET DER EOS VERTICAL TAPA FIN RET IZQ EOS VERTICAL TENSIONADOR EOS LUX VERTICAL
ML ML ML ML ML UN ML ML UN UN UN UN ML UN UN UN ML UN UN UN UN UN ML UN UN UN UN UN UN UN UN UN UN UN UN
106
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
ANEXO B: NOTAS DE PEDIDO
107
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
108
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
109
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
110
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
ANEXO C: PERSIANAS Y CORTINAS DE HUNTER DOUGLAS
Persiana de Aluminio.
Cortina Duette.
111
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Persiana de Madera.
Cortinas Naturales.
112
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Panel Oriental.
Cortina Plisada.
113
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Cortina Roller.
Cortina Romana.
114
Rediseo del Proceso Administrativo para la Fabricacin de Persianas y Cortinas
Trabajo de Ttulo
Cortina Silhouette.
Cortinas Verticales.
115
You might also like
- Rediseño de Procesos para Aumentar La Capacidad Productiva en Cantidad en Una EmpresaDocument112 pagesRediseño de Procesos para Aumentar La Capacidad Productiva en Cantidad en Una EmpresaFabiola Scarlet Leiva AliagaNo ratings yet
- Preparación de soportes para la aplicación de productos de acabado. MAMR0208From EverandPreparación de soportes para la aplicación de productos de acabado. MAMR0208No ratings yet
- Documento Estadia Final en EdicionDocument37 pagesDocumento Estadia Final en Edicionjcd63528No ratings yet
- Estudio Mercado PH CompletoDocument260 pagesEstudio Mercado PH CompletoAlejandro MalagáNo ratings yet
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaFrom EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaNo ratings yet
- NildaDocument316 pagesNildaVANESANo ratings yet
- Gestión logística en centros de distribución, bodegas y almacenesFrom EverandGestión logística en centros de distribución, bodegas y almacenesNo ratings yet
- Evidencia Manual de Procesos y ProcedimientosDocument20 pagesEvidencia Manual de Procesos y ProcedimientosLorena QuinteroNo ratings yet
- Operaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108From EverandOperaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108No ratings yet
- Estadia Almacen RefaccionesDocument52 pagesEstadia Almacen RefaccionesAriz Zapata0% (2)
- Plan de Mejoramiento Del Proceso de Produccion y Gestion Operativa NCDocument48 pagesPlan de Mejoramiento Del Proceso de Produccion y Gestion Operativa NCAdan Mojica100% (1)
- PIA Administracion PDFDocument19 pagesPIA Administracion PDFRoberto ArandaNo ratings yet
- TIND GutierrezAvellaRomeroPerez 2018Document59 pagesTIND GutierrezAvellaRomeroPerez 2018Jose BautistaNo ratings yet
- Data centers hoy: Protección y administración de datos en la empresaFrom EverandData centers hoy: Protección y administración de datos en la empresaNo ratings yet
- Tesis - Javier JuarezDocument104 pagesTesis - Javier JuarezG Abigail MorenoNo ratings yet
- De Silicon Valley a tu negocio: Innovación, data e inteligencia artificialFrom EverandDe Silicon Valley a tu negocio: Innovación, data e inteligencia artificialNo ratings yet
- Informe TQMDocument13 pagesInforme TQMJorge Marquez CruzNo ratings yet
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaFrom EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaRating: 4 out of 5 stars4/5 (3)
- Meza SSDocument355 pagesMeza SSsantiago ormenoNo ratings yet
- UF1126 - Control de la producción en fabricación mecánicaFrom EverandUF1126 - Control de la producción en fabricación mecánicaNo ratings yet
- Tarea4 Adminmod1 PDFDocument16 pagesTarea4 Adminmod1 PDFadrianaNo ratings yet
- UF1720 - Organización y gestión de las operaciones de conformado y secado de productos cerámicosFrom EverandUF1720 - Organización y gestión de las operaciones de conformado y secado de productos cerámicosNo ratings yet
- Informe Técnico SukarneDocument71 pagesInforme Técnico SukarneAlbberto Jimmenez EspinozzaNo ratings yet
- Máquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108From EverandMáquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108No ratings yet
- Tesis de SEgunda Especialidad - Almacén Michell PDFDocument139 pagesTesis de SEgunda Especialidad - Almacén Michell PDFLuisa ValdiviaNo ratings yet
- REVISIOìN #5 - INTELIGENCIA DE NEGOCIOSDocument59 pagesREVISIOìN #5 - INTELIGENCIA DE NEGOCIOSsebastian leivaNo ratings yet
- Cuello de BotellaDocument17 pagesCuello de BotellaLaura Marcela VidalNo ratings yet
- Proyecto de La Empresa DIVISAN-Taller de InvestigacionDocument48 pagesProyecto de La Empresa DIVISAN-Taller de InvestigacionCaleb CasasNo ratings yet
- Tesis: Universidad Nacional Del Centro Del PerúDocument110 pagesTesis: Universidad Nacional Del Centro Del Perúuntecs2012No ratings yet
- PROYECTO Del MonoDocument60 pagesPROYECTO Del MonoLuis Fernando RodriguezNo ratings yet
- Tesis Lopez - AliagaDocument128 pagesTesis Lopez - AliagaGabriel Sampedro100% (1)
- Informe Técnico Del Proyecto de Estadía de Ingeniería-Angeles Blanco Brenda NoemiDocument66 pagesInforme Técnico Del Proyecto de Estadía de Ingeniería-Angeles Blanco Brenda NoemiBrenda NoemiNo ratings yet
- Proyecto Introducción A La InvestigaciónDocument17 pagesProyecto Introducción A La Investigaciónnatalia riosNo ratings yet
- TesisDocument22 pagesTesisangeldemorelosNo ratings yet
- Rivas Serna HenryDocument71 pagesRivas Serna HenryYvan MelgarNo ratings yet
- Informe de Proyecto FinalDocument38 pagesInforme de Proyecto FinalNick GarciaNo ratings yet
- Juan Ortega Pina WENOODocument111 pagesJuan Ortega Pina WENOOmekoxxxNo ratings yet
- Entrega 2 Fisica de PlantasDocument14 pagesEntrega 2 Fisica de PlantasDiana BohorquezNo ratings yet
- Gestión para Mejorar El Factor de Uso de Una2Document59 pagesGestión para Mejorar El Factor de Uso de Una2Ale FierroNo ratings yet
- Frade Avendaño Ferney RicardoDocument122 pagesFrade Avendaño Ferney Ricardoanderson ferrnandezNo ratings yet
- Trabajo de Sufi Cien CIA ProfesionalDocument156 pagesTrabajo de Sufi Cien CIA ProfesionalJean LeonNo ratings yet
- Ejemplo 1 Curso SeminariosDocument13 pagesEjemplo 1 Curso SeminariosKlever Lopez100% (1)
- Residencia Profesional (Manual de Procedimientos en El Área de Encintado)Document63 pagesResidencia Profesional (Manual de Procedimientos en El Área de Encintado)PEDRO SEGURA LAREDONo ratings yet
- Ejemplo 1 Curso SeminariosDocument14 pagesEjemplo 1 Curso Seminarioslucia ArdonNo ratings yet
- PROTOCOLO Isaac - CyrusDocument40 pagesPROTOCOLO Isaac - CyrusMauricio CastilloNo ratings yet
- DDocument69 pagesDLujan DennisNo ratings yet
- Tesis Gonzales Calle RichardDocument344 pagesTesis Gonzales Calle RichardThu Weriñito DscNo ratings yet
- Tesis Instalacion Agua PotableDocument113 pagesTesis Instalacion Agua PotableRudy Avila Jimenez100% (3)
- Entrega 2 Física de PlantasDocument12 pagesEntrega 2 Física de PlantasAlejo Àvila100% (1)
- Cuestionario (Produccion)Document9 pagesCuestionario (Produccion)Ana LauraNo ratings yet
- Trabajo de AutomatizacionDocument38 pagesTrabajo de Automatizacionkevin rigoNo ratings yet
- Mauricio Ferrada Limpia s7Document4 pagesMauricio Ferrada Limpia s7Sophia Joignant100% (1)
- Diseño de Sistema de IzajeDocument61 pagesDiseño de Sistema de IzajeDelia Chavez OriaNo ratings yet
- Sistema de Gestion AmbientalDocument491 pagesSistema de Gestion AmbientalAlvaro Miranda Sanchez100% (2)
- Ensayo Critico 1 (A) .Pelicula The Tales From The JungleDocument2 pagesEnsayo Critico 1 (A) .Pelicula The Tales From The JungleMarelis ArriojasNo ratings yet
- Biografía de Wilhelm ReichDocument11 pagesBiografía de Wilhelm ReichMaria L. ContrerasNo ratings yet
- Identidad Constructora Juan Marín-Juan CarmonaDocument2 pagesIdentidad Constructora Juan Marín-Juan Carmonajuan joseNo ratings yet
- Mónica SorínDocument5 pagesMónica SorínMalu TorradoNo ratings yet
- El Talentoso Señor Ripley - El Juego de RipleyDocument2 pagesEl Talentoso Señor Ripley - El Juego de Ripleyelbarcocineclub0% (1)
- Tarea 2Document6 pagesTarea 2alex basualtoNo ratings yet
- Capitulo 1-Introduccion A Los Recursos HumanosDocument22 pagesCapitulo 1-Introduccion A Los Recursos HumanosAlejandraLH94No ratings yet
- AAPPG 09. La Conversación en La ParejaDocument7 pagesAAPPG 09. La Conversación en La ParejaAcorazado de BolsilloNo ratings yet
- Sucesión O SerieDocument7 pagesSucesión O SerieCarlos SlimNo ratings yet
- Trabajo Academico - Filosofia de DerechoDocument9 pagesTrabajo Academico - Filosofia de DerechoHubert Hennry Pardo DiazNo ratings yet
- Instituciones de Amparo FamiliarDocument25 pagesInstituciones de Amparo FamiliarAbel Rabanal100% (1)
- Canciones Al Papá FranciscoDocument2 pagesCanciones Al Papá FranciscoVilma Rodriguez GarcíaNo ratings yet
- Hipótesis Teoría ParadigmaDocument4 pagesHipótesis Teoría ParadigmaNatalia StuardoNo ratings yet
- Agnes Heller-Berger y LuckmannDocument6 pagesAgnes Heller-Berger y LuckmannfaridyaelNo ratings yet
- GUIA Freire El Grito MansoDocument3 pagesGUIA Freire El Grito MansoVirginia Henry0% (1)
- Notación Científica 2009Document5 pagesNotación Científica 2009Eduardo Genini100% (2)
- Evaluacion Por Competencias para El Bienestar PDFDocument108 pagesEvaluacion Por Competencias para El Bienestar PDFGeraldine LancherosNo ratings yet
- Resumen de Inteligencia Emocional e Inteligencia SocialDocument30 pagesResumen de Inteligencia Emocional e Inteligencia SocialJesus Alberto Masquez Rodriguez91% (11)
- (Capítulo II. Naturaleza y Sentido de La Evaluación en Educación)Document13 pages(Capítulo II. Naturaleza y Sentido de La Evaluación en Educación)Carolina CadenaNo ratings yet
- Las Exposiciones Como Prácticas Culturales Del Mostrar-Pedagogia Dorothee RichterDocument12 pagesLas Exposiciones Como Prácticas Culturales Del Mostrar-Pedagogia Dorothee RichterIvan OrdóñezNo ratings yet
- Qué Es El GeomarketingDocument41 pagesQué Es El GeomarketingJorge Catalan CatalanNo ratings yet
- Curso Enseñanza Efectiva en El AulaDocument2 pagesCurso Enseñanza Efectiva en El Aulaparajms8778No ratings yet
- El ApegoDocument3 pagesEl ApegoCesar ObedNo ratings yet
- Cumplimiento de Las Obligaciones Formales y Sustantivas de Los Contribuyentes Contenidas en El Código Tributario de El SalvadorDocument246 pagesCumplimiento de Las Obligaciones Formales y Sustantivas de Los Contribuyentes Contenidas en El Código Tributario de El SalvadorBpa VasquezNo ratings yet
- Unidad 1. Fundamentos de Investigacion de MercadosDocument26 pagesUnidad 1. Fundamentos de Investigacion de MercadosAdrian BetaNo ratings yet
- Tabla de Doble Entrada TERMINADADocument3 pagesTabla de Doble Entrada TERMINADALuis Aguilar100% (3)
- Cuestionario de Adaptación de Hugo BellDocument8 pagesCuestionario de Adaptación de Hugo BellVevitabricardenas Cardenas AlbarracinNo ratings yet
- La Segmentación Del Texto Dramático Contemporáneo BatlleDocument16 pagesLa Segmentación Del Texto Dramático Contemporáneo BatllelectorscribdNo ratings yet
- Cixous Argumenta La Risa de La MedusaDocument1 pageCixous Argumenta La Risa de La MedusaDEISY CAROLINA PINZON BERNALNo ratings yet
- Modelo ProductividadDocument13 pagesModelo ProductividadIsa LopezNo ratings yet