You might also like
- Research and Application of Hot In-Place Recycling Technology for Asphalt PavementFrom EverandResearch and Application of Hot In-Place Recycling Technology for Asphalt PavementNo ratings yet
- Fly Ash Cement Replacement Tds PDFDocument2 pagesFly Ash Cement Replacement Tds PDFabualamalNo ratings yet
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Silica FumeDocument24 pagesSilica FumeRatna Sai0% (1)
- 7-SCC C60 Mix Design MDC 2Document1 page7-SCC C60 Mix Design MDC 2Kelly JuarezNo ratings yet
- Cement Classification BDPDocument26 pagesCement Classification BDPkonstantasNo ratings yet
- Pozzolanic and Cementitious MaterialsDocument204 pagesPozzolanic and Cementitious MaterialsAdélio Joaquim ConsulaNo ratings yet
- Aashto T307Document27 pagesAashto T307Viviana CruzNo ratings yet
- Mix DesignDocument29 pagesMix Designshahhassa9No ratings yet
- 13 Melander-AASHTO M240 - ASTM C595 PDFDocument0 pages13 Melander-AASHTO M240 - ASTM C595 PDFErick AbarientosNo ratings yet
- Concret CementDocument29 pagesConcret CementKamal Hameed Al-taiy100% (1)
- Cement: BSI Standards PublicationDocument5 pagesCement: BSI Standards PublicationCHI KEUNG LINo ratings yet
- Presentation Admixture For ConcreteDocument51 pagesPresentation Admixture For Concretemohan mohanNo ratings yet
- Use of Water ReducersDocument7 pagesUse of Water ReducersVaibhav MehtaNo ratings yet
- Durability of ConcreteDetail Discrition of Durability of ConcreteDocument34 pagesDurability of ConcreteDetail Discrition of Durability of ConcreteVinodh GbNo ratings yet
- List of Standards Edit 2Document5 pagesList of Standards Edit 2volminkNo ratings yet
- Portland Limestone CementDocument38 pagesPortland Limestone CementNajeeb Manhanpally M100% (3)
- Cement Materials PDFDocument266 pagesCement Materials PDFDanae EscalanteNo ratings yet
- Test Report of MetakaolinDocument14 pagesTest Report of MetakaolinAbdul Falahitawan UfalNo ratings yet
- Studies On Quarry Dust As Partial Replacement of Fine Aggregates in ConcreteDocument3 pagesStudies On Quarry Dust As Partial Replacement of Fine Aggregates in ConcreteEditor IJLTEMASNo ratings yet
- CSA3000EDocument2 pagesCSA3000EMinNo ratings yet
- Green ConcreteDocument22 pagesGreen ConcreteQseem Khan100% (1)
- 233R-17 Guide To The Use of Slag Cement in Concrete and MortarDocument36 pages233R-17 Guide To The Use of Slag Cement in Concrete and MortarKhaled Abdel Salam100% (1)
- Concrete Durability Index Testing ManualDocument26 pagesConcrete Durability Index Testing ManualGerrit Van Der Walt100% (1)
- Chloride ResistanceDocument37 pagesChloride ResistanceCarlos Augusto Sánchez Rondón100% (1)
- A Review Paper On Graphene Modified CementDocument9 pagesA Review Paper On Graphene Modified CementZunnun Bari PialNo ratings yet
- 100032012Document8 pages100032012Nadim527No ratings yet
- Specification For Blended Cement Sri Lanka PDFDocument34 pagesSpecification For Blended Cement Sri Lanka PDFhasanNo ratings yet
- 10 XI November 2022Document12 pages10 XI November 2022IJRASETPublicationsNo ratings yet
- D8-13b Standard Terminology Relating To Materials For Roads and PavementsDocument4 pagesD8-13b Standard Terminology Relating To Materials For Roads and PavementsVag KatsikopoulosNo ratings yet
- Characterization of Silica Fume and Its Effects On Concrete PropertiesDocument49 pagesCharacterization of Silica Fume and Its Effects On Concrete PropertiessultanNo ratings yet
- Comparative Study of Eco Cement With OPC and PPCDocument8 pagesComparative Study of Eco Cement With OPC and PPCESSENCE - International Journal for Environmental Rehabilitation and Conservaion100% (1)
- Novel Magnesium Phosphate Cements With High Early Strength and Antibacterial PropertiesDocument9 pagesNovel Magnesium Phosphate Cements With High Early Strength and Antibacterial Propertiesma greNo ratings yet
- Test Certificate PPC - WK - 03-2013 PDFDocument0 pagesTest Certificate PPC - WK - 03-2013 PDFanbumani123No ratings yet
- Conrete Mix Design ACI and JSCE Example. (20+33 Mpa)Document8 pagesConrete Mix Design ACI and JSCE Example. (20+33 Mpa)nirmaljoshi100% (1)
- Fly Ash ConcreteDocument14 pagesFly Ash Concretenaveenthirumal67% (3)
- Mapefloor Installation Manual-EN PDFDocument24 pagesMapefloor Installation Manual-EN PDFYatsen Jepthe Maldonado SotoNo ratings yet
- 17.sec.1700 (Structural Concrete)Document16 pages17.sec.1700 (Structural Concrete)aalignup arc & const. pvt ltdNo ratings yet
- Concrete Mix Proportioning Using Micro SilicaDocument6 pagesConcrete Mix Proportioning Using Micro SilicaGandhi HammoudNo ratings yet
- Self Compacting ConcreteDocument16 pagesSelf Compacting ConcreteAnubhab GhoshNo ratings yet
- Specific Gravity of Cement TestDocument9 pagesSpecific Gravity of Cement TestSyed Mohd MehdiNo ratings yet
- NEVILLE, AITCIN (1998) - High Performance Concrete - An OverviewDocument7 pagesNEVILLE, AITCIN (1998) - High Performance Concrete - An OverviewKimberley HollandNo ratings yet
- Is 3812 2 2003Document14 pagesIs 3812 2 2003VijayKatariaNo ratings yet
- CementDocument15 pagesCementMohammedAbbasNo ratings yet
- Shrinkage of ConcreteDocument3 pagesShrinkage of Concretegmgoutam550No ratings yet
- Hydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderDocument9 pagesHydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderyinglvNo ratings yet
- The Effects of Grinding Aids On Modelling of Air Classification of CementDocument10 pagesThe Effects of Grinding Aids On Modelling of Air Classification of CementAnonymous NxpnI6jCNo ratings yet
- Self Compacting ConcreteDocument26 pagesSelf Compacting ConcreteSavinaya Shankar0% (1)
- Alkali Silica Reaction-Minimising The Risk of Damage To ConcreteDocument33 pagesAlkali Silica Reaction-Minimising The Risk of Damage To ConcreteRavi7654No ratings yet
- Testing of Cement: Free Powerpoint Templates Free Powerpoint TemplatesDocument23 pagesTesting of Cement: Free Powerpoint Templates Free Powerpoint TemplatesVivekChaudharyNo ratings yet
- Day5 - Lec3 - Sustainability of ConcreteDocument75 pagesDay5 - Lec3 - Sustainability of Concreteanandhan boobalan100% (1)
- Supplementary Cementitious Materials - LiteratureDocument68 pagesSupplementary Cementitious Materials - LiteraturealulatekNo ratings yet
- Concrete Mixed Design MethodDocument11 pagesConcrete Mixed Design Methodabdicasis rashidNo ratings yet
- Concrete Mixed Design For C30Document2 pagesConcrete Mixed Design For C30raju_420034520No ratings yet
- Mix Design As Per BSDocument10 pagesMix Design As Per BSChetan SohalNo ratings yet
- Is Concrete Mix DesignDocument21 pagesIs Concrete Mix DesignahmedanyNo ratings yet
- Drying Shrinkage of ConcreteDocument6 pagesDrying Shrinkage of Concretecrownguard100% (1)
- Supplementary Cementing MaterialsDocument47 pagesSupplementary Cementing MaterialsOgut Ke'ah100% (1)
- Cement Standards and SelectionDocument4 pagesCement Standards and SelectionFrancois-No ratings yet
- Cement Technical Reference GuideDocument22 pagesCement Technical Reference GuideroxannemansNo ratings yet
- Technoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureDocument13 pagesTechnoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureRm1262No ratings yet
- Russell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresDocument238 pagesRussell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresRm1262No ratings yet
- Reinforcement of Concrete StructuresDocument13 pagesReinforcement of Concrete StructurestevredeNo ratings yet
- Henderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksDocument50 pagesHenderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksRm1262No ratings yet
- ADA441347Document17 pagesADA441347habibur Rahman KhanNo ratings yet
- Extend Abstract - 67792 - Joao GeadaDocument10 pagesExtend Abstract - 67792 - Joao GeadaRm1262No ratings yet
- Electric Rolling Bridge, Scientific American 24 August 1889 p120Document2 pagesElectric Rolling Bridge, Scientific American 24 August 1889 p120Rm1262No ratings yet
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDocument6 pagesAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262No ratings yet
- Swing Jib CranesDocument2 pagesSwing Jib CranesRm1262No ratings yet
- The Concrete Society - Fire DamageDocument6 pagesThe Concrete Society - Fire DamageRm1262No ratings yet
- Ijsrp p46106 PDFDocument14 pagesIjsrp p46106 PDFKannan JaganNo ratings yet
- Retrofitting and Rehabilitation of Fire PDFDocument134 pagesRetrofitting and Rehabilitation of Fire PDFVarun TyagiNo ratings yet
- BK Series Kilcher Bearing StripsDocument6 pagesBK Series Kilcher Bearing Stripsforbeska100% (1)
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDocument6 pagesAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262No ratings yet
- Mera DilDocument12 pagesMera DilIqbal AhmadNo ratings yet
- UJ - EngineeringManagement 2020Document4 pagesUJ - EngineeringManagement 2020Rm12620% (1)
- IMIESA April 2021Document60 pagesIMIESA April 2021Rm1262No ratings yet
- Structural Scheme Design Guide by ArupDocument129 pagesStructural Scheme Design Guide by ArupNatalie Sullivan100% (15)
- Exhibit 5f - Concept - Design - Submission 100-119Document20 pagesExhibit 5f - Concept - Design - Submission 100-119NasserZakiNo ratings yet
- Guide To Lifting Equipment Testing Inspections 2015Document8 pagesGuide To Lifting Equipment Testing Inspections 2015Rm1262No ratings yet
- Arup Scheme Design Guide 2006Document139 pagesArup Scheme Design Guide 2006Boris Escubio100% (1)
- Arup DesignYearbook 2010Document39 pagesArup DesignYearbook 2010Si MonaNo ratings yet
- Cranerunwaybeams 4ed bk180 PDFDocument13 pagesCranerunwaybeams 4ed bk180 PDFMacNo ratings yet
- A Challenge For Designers of Steel Silos PDFDocument6 pagesA Challenge For Designers of Steel Silos PDFRm1262No ratings yet
- How Silos FailDocument14 pagesHow Silos FailMedhat Hasanain100% (2)
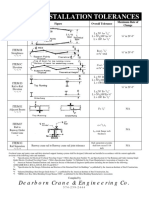
- Crane Runway Installation Tolerances-BechtelDocument1 pageCrane Runway Installation Tolerances-BechtelRm1262No ratings yet
- Expansion Joint - Technical Paper 2Document4 pagesExpansion Joint - Technical Paper 2Charles Orebola OresanwoNo ratings yet
- Flange BendingDocument2 pagesFlange BendingMotoro AkinwoleNo ratings yet
- BinsDocument17 pagesBinsRm1262No ratings yet
- Narayangharh-Mugling HighwayDocument85 pagesNarayangharh-Mugling HighwayRm1262No ratings yet
- Painters Rates PDFDocument86 pagesPainters Rates PDFmanthoexNo ratings yet
- ManualDocument50 pagesManualspacejung50% (2)
- Glossary of Blasting TermsDocument13 pagesGlossary of Blasting TermsNitesh JainNo ratings yet
- Abas Drug Study Nicu PDFDocument4 pagesAbas Drug Study Nicu PDFAlexander Miguel M. AbasNo ratings yet
- The Anti-PaladinDocument9 pagesThe Anti-PaladinBobbyNo ratings yet
- Creating A Research Space (C.A.R.S.) ModelDocument5 pagesCreating A Research Space (C.A.R.S.) ModelNazwa MustikaNo ratings yet
- Dist - Propor.danfoss PVG32Document136 pagesDist - Propor.danfoss PVG32Michal BujaraNo ratings yet
- Energy Production From Speed BreakerDocument44 pagesEnergy Production From Speed BreakerMuhammad Bilal67% (3)
- Retail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Document197 pagesRetail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Refu Se ShitNo ratings yet
- Electronic Fundamentals: B) The Active ElementDocument45 pagesElectronic Fundamentals: B) The Active ElementZbor ZborNo ratings yet
- Assignment - 1 AcousticsDocument14 pagesAssignment - 1 AcousticsSyeda SumayyaNo ratings yet
- Chapter 5 - Principle of Marketing UpdateDocument58 pagesChapter 5 - Principle of Marketing UpdateKhaing HtooNo ratings yet
- PRESENTACIÒN EN POWER POINT Futuro SimpleDocument5 pagesPRESENTACIÒN EN POWER POINT Futuro SimpleDiego BenítezNo ratings yet
- FluteDocument13 pagesFlutefisher3910% (1)
- Entrepreneurship - PPTX Version 1 - Copy (Autosaved) (Autosaved) (Autosaved) (Autosaved)Document211 pagesEntrepreneurship - PPTX Version 1 - Copy (Autosaved) (Autosaved) (Autosaved) (Autosaved)Leona Alicpala67% (3)
- The Original Lists of Persons of Quality Emigrants Religious Exiles Political Rebels Serving Men Sold For A Term of Years Apprentices Children Stolen Maidens Pressed and OthersDocument609 pagesThe Original Lists of Persons of Quality Emigrants Religious Exiles Political Rebels Serving Men Sold For A Term of Years Apprentices Children Stolen Maidens Pressed and OthersShakir Daddy-Phatstacks Cannon100% (1)
- Ubicomp PracticalDocument27 pagesUbicomp Practicalvikrant sharmaNo ratings yet
- Sage TutorialDocument115 pagesSage TutorialChhakuli GiriNo ratings yet
- CV Ashish PDFDocument3 pagesCV Ashish PDFRoshan KejariwalNo ratings yet
- Citibank CaseDocument6 pagesCitibank CaseLalatendu Das0% (1)
- P01 - PT in Building & Its AdvantagesDocument11 pagesP01 - PT in Building & Its AdvantagesPartha Pratim RoyNo ratings yet
- Aircraft Wiring Degradation StudyDocument275 pagesAircraft Wiring Degradation Study320338No ratings yet
- Bagian AwalDocument17 pagesBagian AwalCitra Monalisa LaoliNo ratings yet
- Acute Suppurative Otitis MediaDocument41 pagesAcute Suppurative Otitis Mediarani suwadjiNo ratings yet
- Acceptable Use Policy 08 19 13 Tia HadleyDocument2 pagesAcceptable Use Policy 08 19 13 Tia Hadleyapi-238178689No ratings yet
- Chronic Renal FailureDocument54 pagesChronic Renal FailureAkia Cayasan BayaNo ratings yet
- New Presentation-Group AuditingDocument23 pagesNew Presentation-Group Auditingrajes wariNo ratings yet
- BSNL BillDocument3 pagesBSNL BillKaushik GurunathanNo ratings yet
- Introduction Spreadable Media TtsDocument22 pagesIntroduction Spreadable Media TtsYanro FerrerNo ratings yet
- Final - Anarchy One-Sheet Sell SheetDocument2 pagesFinal - Anarchy One-Sheet Sell SheetMaddanie WijayaNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)