You might also like
- คู่มือบำรุงรักษา root blowerDocument17 pagesคู่มือบำรุงรักษา root blowervarayutjNo ratings yet
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Document8 pagesAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraNo ratings yet
- Weil Pump Flow and Basin Sizing Calculator (EDocFind - Com)Document15 pagesWeil Pump Flow and Basin Sizing Calculator (EDocFind - Com)mohdnazirNo ratings yet
- NAS 64 High Corrosion Resistant Duplex Stainless SteelDocument4 pagesNAS 64 High Corrosion Resistant Duplex Stainless SteelAfronie Cepoz D'nextNo ratings yet
- Calculating Minimum Pump Power for Transferring a Distillate Through PipingDocument2 pagesCalculating Minimum Pump Power for Transferring a Distillate Through PipingmohdnazirNo ratings yet
- Multiple Pump OperationDocument2 pagesMultiple Pump OperationChingapooh2008No ratings yet
- Calculation For Backpressure by Liquid SealDocument2 pagesCalculation For Backpressure by Liquid SealDodiya NikunjNo ratings yet
- Fundamentals of Biological Wastewater Treatment - PrefaceDocument4 pagesFundamentals of Biological Wastewater Treatment - Prefaceabhi_nddNo ratings yet
- How To Prevent Pump Cavitation - EnggcyclopediaDocument7 pagesHow To Prevent Pump Cavitation - EnggcyclopediaSurya DharmaNo ratings yet
- Rainfall Analysis 1Document64 pagesRainfall Analysis 1jojo3jNo ratings yet
- Pitfalls of Pump PipingDocument3 pagesPitfalls of Pump PipingChris PeramunugamaNo ratings yet
- Perfection in Backwashing of Rapid Sand Filter To Augment The Performance of Sand Filter SystemDocument17 pagesPerfection in Backwashing of Rapid Sand Filter To Augment The Performance of Sand Filter Systemsahle mamoNo ratings yet
- Wastestabilization PondsDocument29 pagesWastestabilization PondsKamukwema johnNo ratings yet
- Centrifugal Pump.......... Very ImpDocument22 pagesCentrifugal Pump.......... Very Impavi07me4uNo ratings yet
- Ac Sizing - Duct SizingDocument9 pagesAc Sizing - Duct SizingHarpreet SinghNo ratings yet
- Pump Suction Pipe Design Considerations PDFDocument8 pagesPump Suction Pipe Design Considerations PDFhogsp1No ratings yet
- Sewer Pump Calculation ReportDocument4 pagesSewer Pump Calculation Reportarguteconsultants0% (1)
- Central Medical Gas: Distribution SystemDocument21 pagesCentral Medical Gas: Distribution SystemPronceNo ratings yet
- Compresses Air TableDocument13 pagesCompresses Air TableAnonymous BJ9omONo ratings yet
- Sanitary Sewer Design StandardsDocument14 pagesSanitary Sewer Design StandardsElvi PapajNo ratings yet
- Handling Precautions While Installing ButterFly ValveDocument10 pagesHandling Precautions While Installing ButterFly ValveDefenceDogNo ratings yet
- Calculation For Speed of PumpDocument4 pagesCalculation For Speed of PumpVarun KantNo ratings yet
- Volume 3 Section 2 Process Requirements-FINAL 10062010Document63 pagesVolume 3 Section 2 Process Requirements-FINAL 10062010Pavle DimitrijevicNo ratings yet
- Tech Specification VSDDocument9 pagesTech Specification VSDDony SaputraNo ratings yet
- Reverse WaterhammerDocument10 pagesReverse WaterhammerjygomezNo ratings yet
- Construction of Digital Water Level Indi PDFDocument6 pagesConstruction of Digital Water Level Indi PDFnadia elenaNo ratings yet
- Minor Loss Coefficients in Pipes and Tubes ComponentsDocument2 pagesMinor Loss Coefficients in Pipes and Tubes ComponentsSurendra ReddyNo ratings yet
- Pressure Surges and Air Valve Specification PDFDocument22 pagesPressure Surges and Air Valve Specification PDFTONNo ratings yet
- Cycle Chemistry PH MeasurementDocument10 pagesCycle Chemistry PH MeasurementVel MuruganNo ratings yet
- Module-Activated Sludge ProcessDocument45 pagesModule-Activated Sludge ProcessTheodore Bouras-SoulimasNo ratings yet
- Pump by BoseDocument26 pagesPump by BoseSonu SinghNo ratings yet
- How Accurate Is Accurate Parts 1-2-3Document10 pagesHow Accurate Is Accurate Parts 1-2-3wlmostiaNo ratings yet
- Orifice PlateDocument3 pagesOrifice PlateMuhammad MohtashimNo ratings yet
- Dry Well PSDocument7 pagesDry Well PSprajmenNo ratings yet
- Why Is PH Control A Problem?Document13 pagesWhy Is PH Control A Problem?Krishna JashaNo ratings yet
- F913 Gaskets For Joining Plastic PipeDocument5 pagesF913 Gaskets For Joining Plastic Pipelepm30No ratings yet
- Finding The Difficult' Leaks: Mfarley@alvescot - Demon.co - UkDocument4 pagesFinding The Difficult' Leaks: Mfarley@alvescot - Demon.co - UkYoussefNo ratings yet
- Air Valves ValmaticDocument28 pagesAir Valves Valmaticnimm1962100% (1)
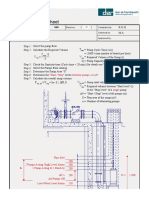
- Design calculation sheet: V V n−1) - ΔH. SDocument8 pagesDesign calculation sheet: V V n−1) - ΔH. SMoh Amm0% (2)
- BSR Energy Management HandbookDocument38 pagesBSR Energy Management HandbookMuhammad Fakhar ZamanNo ratings yet
- Pump NPSH CalculationDocument18 pagesPump NPSH CalculationDarwinNo ratings yet
- Waste Water Piping and Vent System Sir FhaDocument40 pagesWaste Water Piping and Vent System Sir Fhabradley100% (1)
- Water Demand & Spray Nozzle Calculation For 100 KL Horizontal TankDocument2 pagesWater Demand & Spray Nozzle Calculation For 100 KL Horizontal Tankbecpavan100% (1)
- 5 Parallel and Series Pump Operation 5Document15 pages5 Parallel and Series Pump Operation 5Omar AhmedNo ratings yet
- Calculating Aeration Flow and Pressure RequirementsDocument34 pagesCalculating Aeration Flow and Pressure RequirementsFelipe BrainNo ratings yet
- Condensate Considerations in High Pressure Cogen PlantsDocument8 pagesCondensate Considerations in High Pressure Cogen Plantsaliscribd46No ratings yet
- Low Cost Treatments PDFDocument55 pagesLow Cost Treatments PDFDrShrikant JahagirdarNo ratings yet
- Ch. 8 Viscous Flow in PipesDocument8 pagesCh. 8 Viscous Flow in PipesGopi NathNo ratings yet
- Gross Turbine Cycle Heat Rate Ch-8.2Document12 pagesGross Turbine Cycle Heat Rate Ch-8.2levelhead28No ratings yet
- Condenser Calculation, Using Thermo Utilities v2Document2 pagesCondenser Calculation, Using Thermo Utilities v2Ram MohanNo ratings yet
- Centrifugal PumpDocument7 pagesCentrifugal PumpTife BakreNo ratings yet
- Practical Considerations in Pump Suction Arrangements: Pdhonline Course M134 (3 PDH)Document24 pagesPractical Considerations in Pump Suction Arrangements: Pdhonline Course M134 (3 PDH)Aditya Prakash SinghNo ratings yet
- Pump Suction ArrangementsDocument24 pagesPump Suction ArrangementskidseismicNo ratings yet
- M 134 ContentDocument24 pagesM 134 ContentMohammad AfreedNo ratings yet
- 5 Common Pump and System Design Mistakes Flow ControlDocument7 pages5 Common Pump and System Design Mistakes Flow ControlABRAHAM ESTRADANo ratings yet
- Pump Clinic 33Document8 pagesPump Clinic 33fnahas_bhNo ratings yet
- Pitfalls of Pump Piping DesignDocument5 pagesPitfalls of Pump Piping DesignViệt Đặng XuânNo ratings yet
- Pump Course Material Chapter 5Document8 pagesPump Course Material Chapter 5engr victorNo ratings yet
- Piping Pitfalls: 5 Rules for Pump Piping DesignDocument6 pagesPiping Pitfalls: 5 Rules for Pump Piping Designamadan64No ratings yet
- Piping Connection ConsiderationsDocument11 pagesPiping Connection ConsiderationsGrundfosEgyptNo ratings yet
- I0526e PDFDocument102 pagesI0526e PDFalexmuchmure2158No ratings yet
- User Guide Ecoline 8 InchDocument36 pagesUser Guide Ecoline 8 Inchalexmuchmure2158No ratings yet
- Estimation of Water Production Cost in The FeasibilityDocument6 pagesEstimation of Water Production Cost in The Feasibilityalexmuchmure2158No ratings yet
- Pressure DropDocument5 pagesPressure Dropalexmuchmure2158No ratings yet
- How DMI 65 WorksDocument7 pagesHow DMI 65 Worksashry09No ratings yet
- SDI Test SheetDocument1 pageSDI Test Sheetalexmuchmure2158No ratings yet
- DMI 65 Technical Data SheetDocument7 pagesDMI 65 Technical Data Sheetalexmuchmure2158No ratings yet
- AWWA Manuals of Water Supply Practices Library SetDocument23 pagesAWWA Manuals of Water Supply Practices Library Setalexmuchmure2158100% (1)
- Design of Rainwater Storage Tanks For Use in Developing CountriesDocument76 pagesDesign of Rainwater Storage Tanks For Use in Developing Countriesasrurifak100% (2)
- Desalination The Way To Go - Opinion and AnalysisDocument1 pageDesalination The Way To Go - Opinion and Analysisalexmuchmure2158No ratings yet
- Guidelines For Design of Wind Turbines Copenhagen PDFDocument294 pagesGuidelines For Design of Wind Turbines Copenhagen PDFVíctor Hugo Reséndiz EstradaNo ratings yet
- Iet BylawsDocument19 pagesIet Bylawsalexmuchmure2158No ratings yet
- Water TreatmentDocument98 pagesWater TreatmentDana TeodorescuNo ratings yet
- ShutdownDocument2 pagesShutdownalexmuchmure2158No ratings yet
- Advanced Math HandbookDocument88 pagesAdvanced Math HandbookNikka LopezNo ratings yet
- Iron and Manganese RemovalDocument64 pagesIron and Manganese Removalalexmuchmure2158100% (2)
- Water TreatmentDocument98 pagesWater TreatmentDana TeodorescuNo ratings yet
- Fe and MN RemovalDocument5 pagesFe and MN Removalalexmuchmure2158No ratings yet
- Astmd4189 95Document3 pagesAstmd4189 95Daark SteelNo ratings yet
- Chemical-free bioflocculation shows potential as alternative to conventional desalination pretreatmentDocument11 pagesChemical-free bioflocculation shows potential as alternative to conventional desalination pretreatmentalexmuchmure2158No ratings yet
- The Safe Use of Cationic Flocculants With Reverse Osmosis MembranesDocument8 pagesThe Safe Use of Cationic Flocculants With Reverse Osmosis Membranesalexmuchmure2158No ratings yet
- Basic Chemistry of Chlorination PDFDocument8 pagesBasic Chemistry of Chlorination PDFalexmuchmure2158No ratings yet
- Canopy DesignDocument17 pagesCanopy Designalexmuchmure2158No ratings yet
- Basic Chemistry of Chlorination PDFDocument8 pagesBasic Chemistry of Chlorination PDFalexmuchmure2158No ratings yet
- Activated CarbonDocument3 pagesActivated Carbonalexmuchmure2158100% (1)
- 9 1 PDFDocument78 pages9 1 PDFCarlos JuárezNo ratings yet
- Orifice Plate Sizing PDFDocument18 pagesOrifice Plate Sizing PDFalexmuchmure2158No ratings yet
- Semiconductor DevicesDocument524 pagesSemiconductor Devicesapuinwork100% (1)
- GEHC-Perioperative Project Implementation Guide PDFDocument26 pagesGEHC-Perioperative Project Implementation Guide PDFalexmuchmure2158No ratings yet
- Engineering Technology Act 23 of 2016Document25 pagesEngineering Technology Act 23 of 2016Simon GikonyoNo ratings yet