You might also like
- Annual Safety in Ammonia Plants and Related Facilities Symposium 2012 Q&ADocument18 pagesAnnual Safety in Ammonia Plants and Related Facilities Symposium 2012 Q&Apekanselandar100% (1)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Le Chatelier AmmoniaDocument1 pageLe Chatelier AmmoniapekanselandarNo ratings yet
- Section 4.4 ADocument5 pagesSection 4.4 ApekanselandarNo ratings yet
- Concentration Changes in A CSTR (Continuous Stirred Tank Reactor)Document10 pagesConcentration Changes in A CSTR (Continuous Stirred Tank Reactor)pekanselandarNo ratings yet
- PN09 Commissioning Capital Plant PDFDocument8 pagesPN09 Commissioning Capital Plant PDFrrcardoso230No ratings yet
- Ammonia VideoDocument7 pagesAmmonia Videopekanselandar100% (1)
- KE INPUT To Kylee Goode - Coursework - Brief - 2015Document2 pagesKE INPUT To Kylee Goode - Coursework - Brief - 2015pekanselandarNo ratings yet
- AmmoniaDocument24 pagesAmmoniaCamilo GarzonNo ratings yet
- 06JF Brocklebank PDFDocument8 pages06JF Brocklebank PDFTawfeeq BA AbbadNo ratings yet
- Cost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumDocument4 pagesCost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumpekanselandarNo ratings yet
- Heat BalanceDocument1 pageHeat BalancepekanselandarNo ratings yet
- HutangDocument1 pageHutangpekanselandarNo ratings yet
- Design Fabrication & Testing of Screw Conveyor: BY V. Durga Karthik A. Manoj Kumar G.I Manoj RamachandranDocument24 pagesDesign Fabrication & Testing of Screw Conveyor: BY V. Durga Karthik A. Manoj Kumar G.I Manoj RamachandranKing Maker100% (1)
- Barring Inching DriveDocument29 pagesBarring Inching DrivepekanselandarNo ratings yet
- 06JF Brocklebank PDFDocument8 pages06JF Brocklebank PDFTawfeeq BA AbbadNo ratings yet
- Solids Notes 10 Hopper DesignDocument26 pagesSolids Notes 10 Hopper Designellantidinesh100% (1)
- Chapter 6. Fabric FiltersDocument51 pagesChapter 6. Fabric Filterspekanselandar100% (1)
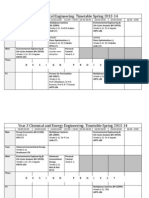
- Timetable 2013-14 Year 3 Chem Eng Spring (All) v3Document3 pagesTimetable 2013-14 Year 3 Chem Eng Spring (All) v3pekanselandarNo ratings yet
- CalcinationDocument1 pageCalcinationpekanselandarNo ratings yet
- Bond F C 1961 Crushing and Grinding CalculationsDocument17 pagesBond F C 1961 Crushing and Grinding CalculationspekanselandarNo ratings yet
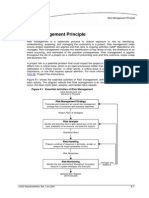
- 1 Risk Management Principle: Tool 2EDocument6 pages1 Risk Management Principle: Tool 2EpekanselandarNo ratings yet
- CBP 2005Document11 pagesCBP 2005pekanselandarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Rec Erc 77 14 PDFDocument46 pagesRec Erc 77 14 PDFAdelmo FilhoNo ratings yet
- Sizing Pressure RelievingDocument20 pagesSizing Pressure RelievingNuch NapapornNo ratings yet
- TherminolDocument4 pagesTherminolelfelixNo ratings yet
- 1-ADM-Aluminum Design Manual & SpecificationDocument83 pages1-ADM-Aluminum Design Manual & SpecificationAyham Aljawhary100% (2)
- CH en 3453 - HW 02 - 2014Document2 pagesCH en 3453 - HW 02 - 2014Dennis LingNo ratings yet
- Flashcards - CP2 Determination of The Enthalpy Change of A Reaction Using Hess's Law - Edexcel IAL Chemistry A-LevelDocument27 pagesFlashcards - CP2 Determination of The Enthalpy Change of A Reaction Using Hess's Law - Edexcel IAL Chemistry A-LevelTravel UnlimitedNo ratings yet
- Writing A UMAT - 0Document18 pagesWriting A UMAT - 0Noushad Bin Jamal Structural EngineerNo ratings yet
- SEM EBSD Phase IdentificationDocument40 pagesSEM EBSD Phase IdentificationRatna Kumar AmbedkarNo ratings yet
- Chimney SolvedDocument2 pagesChimney SolvedJasem Abdurahman50% (4)
- Chapter 1 Fluid MechanicsDocument49 pagesChapter 1 Fluid MechanicsHunain AK100% (1)
- Operating MicroscopeDocument26 pagesOperating MicroscopeAlfred Fredrick0% (1)
- Water Cooled Chiller - SOPDocument13 pagesWater Cooled Chiller - SOParunceedee100% (4)
- Discussion Recommendation Conclusion WeldingDocument2 pagesDiscussion Recommendation Conclusion Weldingzarif73% (15)
- 2023 - New Control Method of Casing Deformation in Shale Gas Slip Fault Based On Solid Expandable TubularDocument13 pages2023 - New Control Method of Casing Deformation in Shale Gas Slip Fault Based On Solid Expandable TubularOmar S Al-AbriNo ratings yet
- Thermodynamic Database of Multi-Component MG Alloys and Its Application To Solidification and Heat TreatmentDocument16 pagesThermodynamic Database of Multi-Component MG Alloys and Its Application To Solidification and Heat Treatmentmridzuan69No ratings yet
- ME 308 Machine Elements Ii: Spring Design - 2Document50 pagesME 308 Machine Elements Ii: Spring Design - 2xxxNo ratings yet
- Highlights of Spectroscopic Analysis - A ReviewDocument11 pagesHighlights of Spectroscopic Analysis - A ReviewPrima Rose Dela CruzNo ratings yet
- Structural Design of TimberDocument6 pagesStructural Design of Timberlewis kalataNo ratings yet
- Investigative Project (Final)Document9 pagesInvestigative Project (Final)carl pintoNo ratings yet
- Induction BendingDocument20 pagesInduction BendingAnoop N Kutty100% (4)
- MEE NumericalsDocument9 pagesMEE NumericalsenzoNo ratings yet
- A2 Oscillation PDFDocument29 pagesA2 Oscillation PDFhussainNo ratings yet
- 12 - Lab Course Record - 1Document3 pages12 - Lab Course Record - 1atif shaikhNo ratings yet
- Iso StandarsDocument11 pagesIso StandarsSREENo ratings yet
- Cre QuestionDocument2 pagesCre QuestionChinu Routa100% (1)
- Analysing Diffraction of WavesDocument20 pagesAnalysing Diffraction of WavessazlimanismailNo ratings yet
- 2023-06-27 ICorr Aberdeen Event - Direct Assessment For Unpiggable PipelinesDocument33 pages2023-06-27 ICorr Aberdeen Event - Direct Assessment For Unpiggable PipelineshamidrezaettelaieNo ratings yet
- Matter Definition & The Five States of MatterDocument2 pagesMatter Definition & The Five States of MatterAceeNo ratings yet
- Cam Analysis ManualDocument4 pagesCam Analysis ManualNishant B MayekarNo ratings yet
- Numerical Direct Shear Tests To Model The Shear Behaviour of Rock JointsDocument15 pagesNumerical Direct Shear Tests To Model The Shear Behaviour of Rock JointsRaúlContrerasFajardoNo ratings yet