You might also like
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Maquina de Soldar Clarke 100enDocument33 pagesMaquina de Soldar Clarke 100endavidextremo_23No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Aprendiendo A SoldarDocument40 pagesAprendiendo A SoldarBe-ToolNo ratings yet
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Business Procedure: Welding SafetyDocument10 pagesBusiness Procedure: Welding Safetylucky414No ratings yet
- LH-C6230P C6231PDocument114 pagesLH-C6230P C6231Psontuyet82No ratings yet
- HSE Guide For Hot Tapping Part 1-13Document4 pagesHSE Guide For Hot Tapping Part 1-13abhisheknharanghat100% (1)
- Blinding and IsolationDocument13 pagesBlinding and IsolationAbdullah Dinsuhaimi100% (1)
- Welding Procedure - 1Document4 pagesWelding Procedure - 1Vipin GuptaNo ratings yet
- 23-022 Installation Procedures ValvesDocument6 pages23-022 Installation Procedures ValvesAli Khalid QureshiNo ratings yet
- Lincoln Kubota WeldDocument56 pagesLincoln Kubota WeldashielanieNo ratings yet
- AIRCUT 101I-161 IW-200 IW Operating Manual PDFDocument34 pagesAIRCUT 101I-161 IW-200 IW Operating Manual PDFPRATIKPATELNo ratings yet
- LG RC389HDocument165 pagesLG RC389Hboroda2410100% (2)
- Merkblatt Schlaeuche - eDocument2 pagesMerkblatt Schlaeuche - eacNo ratings yet
- Welding MC ChecklistDocument1 pageWelding MC ChecklistBalakumarNo ratings yet
- Taping and Chilled Water Pipe InstallationDocument13 pagesTaping and Chilled Water Pipe InstallationProject enghvacNo ratings yet
- Clarke 100E ManualDocument35 pagesClarke 100E ManualdjDangerBurgersNo ratings yet
- Mig110e 160en PDFDocument43 pagesMig110e 160en PDFTirso A Alvarez ANo ratings yet
- Clarke MIGPRO90 - Mig - Welder - Rev - 4Document36 pagesClarke MIGPRO90 - Mig - Welder - Rev - 4vincent_devine777dNo ratings yet
- Flanged Basket Strainers IOMDocument4 pagesFlanged Basket Strainers IOMSteve NewmanNo ratings yet
- Hot Tap Form Proposed SignatoriesDocument43 pagesHot Tap Form Proposed SignatoriesSongAn BuiNo ratings yet
- Belajar Shutdown ValveDocument12 pagesBelajar Shutdown ValveRiky SusantoNo ratings yet
- Aotai MIG250C Operating ManualDocument25 pagesAotai MIG250C Operating Manualmaverick kitaroNo ratings yet
- Magnum Prothru The Arm Robotic TorchDocument29 pagesMagnum Prothru The Arm Robotic TorchAnton KiryakovNo ratings yet
- 7580654-Lg Rc288 VCR DVD Recorder Service ManualDocument161 pages7580654-Lg Rc288 VCR DVD Recorder Service ManualHarvey Benson0% (1)
- Corrosion Coupon Installation ProcedureDocument31 pagesCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Eps Mma Tig en PDFDocument18 pagesEps Mma Tig en PDFAdrian EftimieNo ratings yet
- Boiler Installation and SetupDocument30 pagesBoiler Installation and Setupcakhokhe100% (1)
- Crown DTQ-29U4SCV (Manual de Servico)Document49 pagesCrown DTQ-29U4SCV (Manual de Servico)Freddy InimaNo ratings yet
- Bolt Torquing Tensioning ProcuduresDocument22 pagesBolt Torquing Tensioning ProcuduresZuberYousuf92% (12)
- Lincoln DC 1500 ManualDocument23 pagesLincoln DC 1500 ManualCOCHINITO123No ratings yet
- Vacuum Contactor (Hca)Document24 pagesVacuum Contactor (Hca)richardstall2012No ratings yet
- Flowvalves KSB Va Pn16Document11 pagesFlowvalves KSB Va Pn16JavierNo ratings yet
- 03-Procedure For WeldingDocument8 pages03-Procedure For WeldingAyush AgarwalNo ratings yet
- (Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Document9 pages(Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Gustavo de Paula100% (1)
- Cruiser: Operator'S ManualDocument54 pagesCruiser: Operator'S ManualJaime ArreolaNo ratings yet
- J500.05 Flat Glass Gages April 2014 PDFDocument20 pagesJ500.05 Flat Glass Gages April 2014 PDFahmedhassankhanNo ratings yet
- J500.05 Flat Glass Gages April 2014 PDFDocument20 pagesJ500.05 Flat Glass Gages April 2014 PDFahmedhassankhanNo ratings yet
- Manual de Usuario Holiday PcwiDocument12 pagesManual de Usuario Holiday PcwijerrymcflyNo ratings yet
- Operation Manual Final PDFDocument35 pagesOperation Manual Final PDFAbraham FebruanoNo ratings yet
- Cn-201 Ab Diagrama DaewooDocument74 pagesCn-201 Ab Diagrama DaewooJairo PadronNo ratings yet
- Pro Pulse 200 ManualDocument19 pagesPro Pulse 200 Manualgleber_1No ratings yet
- Maxsa 10 Controller: Operator'S ManualDocument48 pagesMaxsa 10 Controller: Operator'S ManualJaime ArreolaNo ratings yet
- Slaughter 1305, 2503, 2510, 2550 OpsDocument42 pagesSlaughter 1305, 2503, 2510, 2550 OpsFabio TempelNo ratings yet
- Instruction Manual For VC (HCA)Document24 pagesInstruction Manual For VC (HCA)maronnamNo ratings yet
- Installation of Ductile-Iron Water Mains and Their AppurtenancesDocument6 pagesInstallation of Ductile-Iron Water Mains and Their Appurtenancesmailmaverick0% (1)
- Preparation For Running CasingDocument3 pagesPreparation For Running CasingYougchu LuanNo ratings yet
- Enk-Fab-Pg-006-Design and Fabrication of Metallic Vertical Storage TanksDocument16 pagesEnk-Fab-Pg-006-Design and Fabrication of Metallic Vertical Storage TanksEmic Fotografía y VideoNo ratings yet
- Dvd-Video Player: Service ManualDocument47 pagesDvd-Video Player: Service ManualAnonymous YL2E8yWGNo ratings yet
- Saso 2203 2015Document22 pagesSaso 2203 2015Qatada1100% (1)
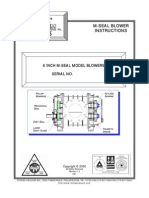
- 6 Inch M-Seal Model Blowers StokesDocument27 pages6 Inch M-Seal Model Blowers StokesgabrielobNo ratings yet
- LG DP173Document51 pagesLG DP173Ray RoyalNo ratings yet
- VRTEX 360 Virtual Welding TrainerDocument65 pagesVRTEX 360 Virtual Welding TrainerMarius PopaNo ratings yet
- Worcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance InstructionsDocument14 pagesWorcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance Instructionsافضح الكوارثNo ratings yet
- Hose Selection: Selection, Installation and Maintenance of Hose and Hose AssembliesDocument2 pagesHose Selection: Selection, Installation and Maintenance of Hose and Hose AssembliesAbdul JunaediNo ratings yet
- Operation Manual HLJDocument45 pagesOperation Manual HLJjoegrantosNo ratings yet
- Migmate 135T Migmate 155T Gas/Gasless Mig Welder: Before OperationDocument39 pagesMigmate 135T Migmate 155T Gas/Gasless Mig Welder: Before OperationstuhougNo ratings yet
- BOC MIG 320R 420R ManualDocument16 pagesBOC MIG 320R 420R ManualKenninho100% (1)
- 07 - Inspection of Flame ArrestersDocument5 pages07 - Inspection of Flame Arrestersanuram66No ratings yet
- Ultrasonic Inspection of Welds: Section 3.02 ("Non-Destructive Testing Requirements")Document5 pagesUltrasonic Inspection of Welds: Section 3.02 ("Non-Destructive Testing Requirements")carlosNo ratings yet
- 3.01.operating Procedures - Construction Requirements PDFDocument2 pages3.01.operating Procedures - Construction Requirements PDFcarlosNo ratings yet
- Welding Procedure ManualDocument7 pagesWelding Procedure ManualcarlosNo ratings yet
- Non-Destructive Testing Requirements: Welding Procedures ManualDocument4 pagesNon-Destructive Testing Requirements: Welding Procedures ManualcarlosNo ratings yet
- Radiography Test Inspection Free NDT Sample ProcedureDocument4 pagesRadiography Test Inspection Free NDT Sample ProcedureAjay KumarNo ratings yet
- 5.00.records - Weld RecordsPROCESSPIPING PDFDocument8 pages5.00.records - Weld RecordsPROCESSPIPING PDFcarlosNo ratings yet
- Weld Identification: Welding Procedures ManualDocument2 pagesWeld Identification: Welding Procedures ManualcarlosNo ratings yet
- 3.03.OperatingProcedures - Visual Inspection of WeldsPROCESSPIPING PDFDocument13 pages3.03.OperatingProcedures - Visual Inspection of WeldsPROCESSPIPING PDFcarlosNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- 3.00.OperatingProcedures - Establishing Qualified Welding Procedure SpecificationsPROCESSPIPING PDFDocument6 pages3.00.OperatingProcedures - Establishing Qualified Welding Procedure SpecificationsPROCESSPIPING PDFcarlosNo ratings yet
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDocument1 pageArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosNo ratings yet
- 3.04.OperatingProcedures - Radiographic Inspection of WeldsPROCESSPIPING PDFDocument8 pages3.04.OperatingProcedures - Radiographic Inspection of WeldsPROCESSPIPING PDFcarlosNo ratings yet
- B... (GTA) Welding Practices PDFDocument2 pagesB... (GTA) Welding Practices PDFcarlosNo ratings yet
- B... (GTA) Welding Practices PDFDocument2 pagesB... (GTA) Welding Practices PDFcarlosNo ratings yet
- Guia de Usuario Sitescan d10 y 20 PDFDocument106 pagesGuia de Usuario Sitescan d10 y 20 PDFcarlosNo ratings yet
- ANCI 315-R-94 Manual of Engineering and Placing Drawings Fo PDFDocument58 pagesANCI 315-R-94 Manual of Engineering and Placing Drawings Fo PDFcarlosNo ratings yet
- B31.3 Process Piping Course - Supplement BECHTDocument55 pagesB31.3 Process Piping Course - Supplement BECHTJonah TravisNo ratings yet
- Detailed Supply Specification For PipesDocument3 pagesDetailed Supply Specification For PipescarlosNo ratings yet
- Dod STD 2183Document19 pagesDod STD 2183Shawn BirdNo ratings yet
- 5.00.records - Weld RecordsPROCESSPIPING PDFDocument8 pages5.00.records - Weld RecordsPROCESSPIPING PDFcarlosNo ratings yet
- Handbook of Casting DefectsDocument90 pagesHandbook of Casting DefectsAnshuman Roy90% (10)
- 3.11.OperatingProcedures - Weld DiscontinuitiesPROCESSPIPING PDFDocument12 pages3.11.OperatingProcedures - Weld DiscontinuitiesPROCESSPIPING PDFcarlosNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- 05 Integrated Inspection and Failure Analysis of Boilers PDFDocument15 pages05 Integrated Inspection and Failure Analysis of Boilers PDFcarlosNo ratings yet
- WWC Technical Data BookDocument73 pagesWWC Technical Data BookMario BertoneriNo ratings yet
- Evaluation of Current Methods For Creep Analysis PDFDocument80 pagesEvaluation of Current Methods For Creep Analysis PDFcarlosNo ratings yet
- V5N2W CharacterizationDocument8 pagesV5N2W CharacterizationShahZad AhmedNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Fire Fighting Pumping Systems at Industrial FacilitiesFrom EverandFire Fighting Pumping Systems at Industrial FacilitiesRating: 4.5 out of 5 stars4.5/5 (3)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityFrom EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityRating: 5 out of 5 stars5/5 (2)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- Culture, Health and Illness: An Introduction for Health ProfessionalsFrom EverandCulture, Health and Illness: An Introduction for Health ProfessionalsNo ratings yet
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet