You might also like
- Coal (From The Old English Term Col, Which Has Meant "Mineral of Fossilized Carbon" Since The 13thDocument6 pagesCoal (From The Old English Term Col, Which Has Meant "Mineral of Fossilized Carbon" Since The 13thJaydeep SinghNo ratings yet
- Viet Nam: Energy Sector Assessment, Strategy, and Road MapFrom EverandViet Nam: Energy Sector Assessment, Strategy, and Road MapNo ratings yet
- Coal CV 6000Document2 pagesCoal CV 6000AnGahBasHaNo ratings yet
- Clinker Cooler Queching Best PracticeDocument1 pageClinker Cooler Queching Best PracticeShukor AzNo ratings yet
- Chemical Composition of Fly AshDocument29 pagesChemical Composition of Fly AshLavu Anil ChowdaryNo ratings yet
- FBC Boiler Operation PDFDocument2 pagesFBC Boiler Operation PDFNicholasNo ratings yet
- The Status of Biomass Gasification in Thailand and CambodiaDocument103 pagesThe Status of Biomass Gasification in Thailand and CambodiacjoyeuxNo ratings yet
- Refuse Disposal Management in PCMCDocument6 pagesRefuse Disposal Management in PCMCGRD JournalsNo ratings yet
- Power Generation by Different Waste Heat RecoveryDocument7 pagesPower Generation by Different Waste Heat RecoverytuanphamNo ratings yet
- Coal Beneficiation TechnologyDocument5 pagesCoal Beneficiation TechnologyChandan Das100% (1)
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 pagesTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicNo ratings yet
- IJEE 04 v5n1 PDFDocument8 pagesIJEE 04 v5n1 PDFbabarNo ratings yet
- Fluid Coupling in Belt Conveyor DrivesDocument12 pagesFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- Oxy Coal Combustion by Munawar HussainDocument24 pagesOxy Coal Combustion by Munawar HussainMunawar HussainNo ratings yet
- Material Safety Data Sheet: Oxbow Calcining LLCDocument4 pagesMaterial Safety Data Sheet: Oxbow Calcining LLCFinka Pertama PutriNo ratings yet
- Ccc221coalpowerR MDocument58 pagesCcc221coalpowerR Mmfhaleem@pgesco.comNo ratings yet
- Final TL - CVL ComparativeDocument6 pagesFinal TL - CVL ComparativeRavi ChandarNo ratings yet
- Torrefaction Technology For Biomass Pretreatment ProcessDocument8 pagesTorrefaction Technology For Biomass Pretreatment ProcessSurasan ThepsiriNo ratings yet
- 1X 66 Mwkohinoor Power Pvt. Ltd. CNT 5110122 Stack Height SizingDocument4 pages1X 66 Mwkohinoor Power Pvt. Ltd. CNT 5110122 Stack Height SizingPriyanathan ThayalanNo ratings yet
- Finance Project On ACC CEMENTDocument87 pagesFinance Project On ACC CEMENTShilpan Shah80% (5)
- Representation of Coal and Coal Derivatives in Process ModellingDocument16 pagesRepresentation of Coal and Coal Derivatives in Process ModellingPrateek PatelNo ratings yet
- Cement GrindingDocument19 pagesCement GrindingCao Ngoc AnhNo ratings yet
- Alternative Fuels Coming On Strong in The Cement Industry - Cement Lime GypsumDocument10 pagesAlternative Fuels Coming On Strong in The Cement Industry - Cement Lime GypsumDavid Jamwa ChandiNo ratings yet
- Effect of Circulating Load and ClassificDocument12 pagesEffect of Circulating Load and ClassificTatenda SibandaNo ratings yet
- Are View of Geo Polymer ConcreteDocument5 pagesAre View of Geo Polymer ConcreteshivaNo ratings yet
- Energy Consumption of Furnaces and BoilersDocument40 pagesEnergy Consumption of Furnaces and BoilersnabemduNo ratings yet
- Torrified Pellette Manufaturing June 23Document22 pagesTorrified Pellette Manufaturing June 23koustuv mitra100% (1)
- Energy Changes When Kaolin Minerals Are HeatedDocument10 pagesEnergy Changes When Kaolin Minerals Are HeatedtaghdirimNo ratings yet
- Fuel Cell Technology in PakistanDocument12 pagesFuel Cell Technology in PakistanMuhammad Ali Abro50% (2)
- Geopolymeric Composite CementDocument8 pagesGeopolymeric Composite CementJoão RicardoNo ratings yet
- Technologies for Reducing Particulate Emissions from Thermal Power PlantsDocument35 pagesTechnologies for Reducing Particulate Emissions from Thermal Power PlantsNaveen ReddyNo ratings yet
- ASTM Guide for Petroleum and Lubricant Density AnalysisDocument1 pageASTM Guide for Petroleum and Lubricant Density Analysiszubair195100% (1)
- Flow Conversion To Normal Meter Cube Per HourDocument2 pagesFlow Conversion To Normal Meter Cube Per HourIrfan AhmedNo ratings yet
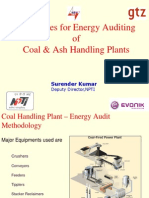
- Guidelines For Energy Auditing of Coal & Ash Handling PlantsDocument32 pagesGuidelines For Energy Auditing of Coal & Ash Handling PlantsMKPashaPashaNo ratings yet
- CHMT 2009 Week 5 Coal PropertiesDocument38 pagesCHMT 2009 Week 5 Coal PropertiesTiisetso MokwaneNo ratings yet
- Cogeneration: The Benefits of CogenerationDocument23 pagesCogeneration: The Benefits of CogenerationJAY PARIKH100% (1)
- Demineralization plant equipment and piping bill of quantitiesDocument3 pagesDemineralization plant equipment and piping bill of quantitiesdeyprasenNo ratings yet
- Operational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionDocument6 pagesOperational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionJoshua JordanNo ratings yet
- GLOBAL PELLET MARKETS & BIOMASS CO-FIRING GROWTHDocument28 pagesGLOBAL PELLET MARKETS & BIOMASS CO-FIRING GROWTHNorzuriani Mohamed SeberiNo ratings yet
- Chapter 2 - UTCL NawalgarhDocument37 pagesChapter 2 - UTCL Nawalgarhpallabita ghoshNo ratings yet
- The Mining Grinding Office: Other Power FormulasDocument2 pagesThe Mining Grinding Office: Other Power Formulassempatik721No ratings yet
- Analyses of The Coal Densification Behaviour and The Coal Cake Stability Within The Stamped Charge Coke Making OperationDocument16 pagesAnalyses of The Coal Densification Behaviour and The Coal Cake Stability Within The Stamped Charge Coke Making OperationBhadra1964100% (2)
- Cement Industry Standard Practice To Add A Percentage of Limestone During GrindingDocument10 pagesCement Industry Standard Practice To Add A Percentage of Limestone During GrindingZegera MgendiNo ratings yet
- Cement Plant VIPDocument51 pagesCement Plant VIPengr kazamNo ratings yet
- History of Portland CementDocument2 pagesHistory of Portland CementMirosha NavaratnaNo ratings yet
- Mekelle University: Eit-MDocument31 pagesMekelle University: Eit-MMearegNo ratings yet
- Biomass EffectDocument23 pagesBiomass EffectAnonymous knICaxNo ratings yet
- CDM Project Design Document Form GuideDocument36 pagesCDM Project Design Document Form GuidebubilibubilicNo ratings yet
- Equipment DesignDocument7 pagesEquipment DesignGodstandAimiuwuNo ratings yet
- Approaches To Incinerator Selection and DesignDocument83 pagesApproaches To Incinerator Selection and DesignAbu Izzan Al BunyNo ratings yet
- Calculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel RelationshipDocument2 pagesCalculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel Relationshipank_mehraNo ratings yet
- Petcokeforjsw 180403121743Document89 pagesPetcokeforjsw 180403121743Hamed MostafaNo ratings yet
- EPA combustion emissions reporting toolDocument17 pagesEPA combustion emissions reporting toolavmurugan870% (1)
- CBG 30 - Tender Document - CBG04.01.21Document49 pagesCBG 30 - Tender Document - CBG04.01.21Rahul Jain100% (1)
- Cement Kiln Co-ProcessingDocument11 pagesCement Kiln Co-ProcessingflukemonsterNo ratings yet
- Fuel Staging For NOx Reduction in Automatic Wood FurnacesDocument169 pagesFuel Staging For NOx Reduction in Automatic Wood FurnacesJoao MinhoNo ratings yet
- 10 - CHP in IndiaDocument12 pages10 - CHP in Indiaapi-25885200No ratings yet
- Energy ManagementDocument20 pagesEnergy Managementhasan_jafri_2No ratings yet
- Multiple Ways of Energy Conservation & Cost Reduction in Cement IndustryDocument3 pagesMultiple Ways of Energy Conservation & Cost Reduction in Cement Industrysatish kumar reddyNo ratings yet
- Ctg056 Creating An Awareness CampaignDocument30 pagesCtg056 Creating An Awareness CampaignRedouane RadwanNo ratings yet
- Foundry EngDocument143 pagesFoundry EngRedouane Radwan100% (1)
- G MishraPresnDocument33 pagesG MishraPresnRedouane RadwanNo ratings yet
- 362 Removal of Barriers To Energy Efficiency and Improvements in The Steel Re-Rolling Mill Sector in IndiaDocument45 pages362 Removal of Barriers To Energy Efficiency and Improvements in The Steel Re-Rolling Mill Sector in IndiaRedouane RadwanNo ratings yet
- Syllabus Waste Heat Recovery: Classification, Advantages and Applications, CommerciallyDocument18 pagesSyllabus Waste Heat Recovery: Classification, Advantages and Applications, Commerciallyalzewam152100% (2)
- Energy Efficient Technology PackagesDocument28 pagesEnergy Efficient Technology PackagesRedouane RadwanNo ratings yet
- MidrexStats2011-6 7 12Document12 pagesMidrexStats2011-6 7 12Redouane RadwanNo ratings yet
- TITAN Flange Spreader: Products - Contact - Download Library - Warranty - Terms of Sale - About UsDocument1 pageTITAN Flange Spreader: Products - Contact - Download Library - Warranty - Terms of Sale - About UsRedouane RadwanNo ratings yet
- 40 EnglishPartDocument53 pages40 EnglishPartRedouane RadwanNo ratings yet
- BG Q2 MajorHazardsAwareness TeamSheet 6Document4 pagesBG Q2 MajorHazardsAwareness TeamSheet 6Said SalemNo ratings yet
- Energy Audit Book, Module-1Document17 pagesEnergy Audit Book, Module-1vpzfarisNo ratings yet
- Ibr RegulationsDocument9 pagesIbr RegulationsAJITSPATILNo ratings yet
- FN 4b Oral QsDocument8 pagesFN 4b Oral QsAnoop VijayakumarNo ratings yet
- Performance Testing of IC EnginesDocument19 pagesPerformance Testing of IC Enginesayyappa kundrapu100% (1)
- Screw Compressor Parts ListingDocument41 pagesScrew Compressor Parts ListingBasheer MohamedNo ratings yet
- KSTPS Traning ReportDocument83 pagesKSTPS Traning ReportBaldev Choudhary100% (1)
- Calculation For Suction Specific SpeedDocument2 pagesCalculation For Suction Specific SpeedAnam FatimaNo ratings yet
- Performance Analysis of PVT Module& Array: Deepika Chauhan Sarljay Agarwal Y.S ShishodiaDocument5 pagesPerformance Analysis of PVT Module& Array: Deepika Chauhan Sarljay Agarwal Y.S ShishodiaDeepika ChauhanNo ratings yet
- Management of DC Supply Failure.05.07.2020Document66 pagesManagement of DC Supply Failure.05.07.2020ntpc bgtppNo ratings yet
- Fired Heater CO Emission Study ReportDocument15 pagesFired Heater CO Emission Study Reportchemical509No ratings yet
- 1.2.1 - Different Types of Gasifiers and Their Integration With Gas TurbinesDocument11 pages1.2.1 - Different Types of Gasifiers and Their Integration With Gas TurbinesRene GonzalezNo ratings yet
- Experiment No. 4 Performance Test On Reciprocating Air CompressorDocument19 pagesExperiment No. 4 Performance Test On Reciprocating Air CompressorFeAnZe 14No ratings yet
- 6 - Francis Turbine PDFDocument39 pages6 - Francis Turbine PDFMohamed YaserNo ratings yet
- An Optimized Combination of A Large Grid Connected PV System Along With Battery Cells and A Diesel GeneratorDocument18 pagesAn Optimized Combination of A Large Grid Connected PV System Along With Battery Cells and A Diesel GeneratorHenricusEraMawantoNo ratings yet
- Quadruple Evaporator EvaluationDocument8 pagesQuadruple Evaporator EvaluationRemington SalayaNo ratings yet
- International Standard: Gas Turbines - Acceptance TestsDocument11 pagesInternational Standard: Gas Turbines - Acceptance Testsomar angeles perezNo ratings yet
- Solar Powered LED Street Light ProjectDocument9 pagesSolar Powered LED Street Light ProjectNirmal SinghNo ratings yet
- BESTSUN-Solar Power System BFS-6KW-24 PDFDocument3 pagesBESTSUN-Solar Power System BFS-6KW-24 PDFWIWIH WAHYUNo ratings yet
- Gas Turbine Design ReportDocument23 pagesGas Turbine Design ReportSrujan ReddyNo ratings yet
- Orion (Specification 104A)Document1 pageOrion (Specification 104A)onur711No ratings yet
- Hhi Air-Con SystemDocument36 pagesHhi Air-Con SystemBùi Xuân ĐứcNo ratings yet
- LIV 2 3 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 3 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 3 4 4Document204 pagesLIV 2 3 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 3 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 3 4 4Francesco Clemente0% (1)
- STb 150 Front Access Battery Technical Data SheetDocument1 pageSTb 150 Front Access Battery Technical Data SheetElvis Eliud HernándezNo ratings yet
- Ext ALARM - 20150731 - NEWWDocument8 pagesExt ALARM - 20150731 - NEWWA . ZAFER SAFRANNo ratings yet
- Heat Pump - MSZ-GL12NA-U1-MUZ-GL12NA-U1 - ProductDataSheet - OKDocument8 pagesHeat Pump - MSZ-GL12NA-U1-MUZ-GL12NA-U1 - ProductDataSheet - OKjohnking5555No ratings yet
- Compact Semi-hermetic Piston Compressor Technical SpecsDocument9 pagesCompact Semi-hermetic Piston Compressor Technical Specsroby72No ratings yet
- Difference Between Pipeline, Piping, Tubing, Ducting & ConduitDocument5 pagesDifference Between Pipeline, Piping, Tubing, Ducting & ConduitleepondiffNo ratings yet
- Calculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel RelationshipDocument2 pagesCalculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel Relationshipank_mehraNo ratings yet
- Curvas Goulds 3500 RPM Version 2014Document36 pagesCurvas Goulds 3500 RPM Version 2014encuesta gobnNo ratings yet
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- ISO 50001: A strategic guide to establishing an energy management systemFrom EverandISO 50001: A strategic guide to establishing an energy management systemNo ratings yet
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)