You might also like
- Costos de SoldaduraDocument8 pagesCostos de SoldaduraJosé Antonio Quispealaya HernándezNo ratings yet
- Soldadura OxiacetilenicaDocument237 pagesSoldadura OxiacetilenicaVictor H Lozano Diaz100% (4)
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDocument3 pagesJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoNo ratings yet
- Costos de fabricación por soldaduraDocument23 pagesCostos de fabricación por soldaduraLizz MosqueraNo ratings yet
- Clasificacion Din AcerosDocument47 pagesClasificacion Din AcerosOscar Zapata Marquez100% (1)
- Cuestionario de Soldadura TigDocument2 pagesCuestionario de Soldadura Tigleogeekec100% (1)
- Soldadura OxiacetilinicaDocument9 pagesSoldadura OxiacetilinicapauloNo ratings yet
- 3.2. Proceso de Soldadura Oxiacetileno PDFDocument64 pages3.2. Proceso de Soldadura Oxiacetileno PDFleonjacoborafael100% (3)
- Aceros: tipos, propiedades y aplicacionesDocument64 pagesAceros: tipos, propiedades y aplicacionesAntonio Roldán Díaz100% (1)
- Cuestionario de SoldaduraDocument9 pagesCuestionario de SoldaduraEnriqueOdelotNo ratings yet
- Calculo de SoldaduraDocument14 pagesCalculo de SoldaduraRolando GordonNo ratings yet
- Examen Solis ManttoDocument3 pagesExamen Solis ManttoAmiel MTNo ratings yet
- Sistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaDocument3 pagesSistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaCarles Albert Ivars0% (1)
- 10-Proceso GMAWDocument44 pages10-Proceso GMAWJosé Juan Jiménez AlejandroNo ratings yet
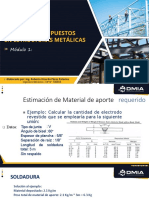
- Calculo de Consumo de ElectrodoDocument3 pagesCalculo de Consumo de ElectrodoElliott Garcia100% (1)
- Interpretando La Simbología para La Soldadura Según La Norma Aws A 2Document7 pagesInterpretando La Simbología para La Soldadura Según La Norma Aws A 2Juan Armando Ruiz MayorgaNo ratings yet
- Libro VI - Corte Por PlasmaDocument4 pagesLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZNo ratings yet
- Sem I Materiales Sinterizados-PlaquitasDocument24 pagesSem I Materiales Sinterizados-PlaquitasAdrianVargasNo ratings yet
- Terminología y Preparación de Las JuntasDocument48 pagesTerminología y Preparación de Las JuntasRene Caldera83% (6)
- Soldeo SAW: Proceso y AplicacionesDocument43 pagesSoldeo SAW: Proceso y Aplicacioneslabarta artal SERGIO100% (1)
- Arco SumergidoDocument39 pagesArco SumergidoPablo100% (1)
- DobladoraDocument47 pagesDobladoradiegueins84100% (1)
- Guía de Aprendizaje Soldadura N°0 SMAW PDFDocument13 pagesGuía de Aprendizaje Soldadura N°0 SMAW PDFberdugoc67% (6)
- Fundamentos de La Soldadura MIGDocument25 pagesFundamentos de La Soldadura MIGwbuesoNo ratings yet
- Cuestionario GtawDocument4 pagesCuestionario GtawMauricio Denis Quispe AvilesNo ratings yet
- Defectos 2Document34 pagesDefectos 2francescoNo ratings yet
- Preguntas CementacionDocument4 pagesPreguntas CementacionSantiago GarciaNo ratings yet
- Cuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másDocument29 pagesCuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másOtidnanref EkilNo ratings yet
- OXICORTEDocument72 pagesOXICORTERicardo PeraltaNo ratings yet
- Cálculo y desarrollo de tolvas para caldereríaDocument16 pagesCálculo y desarrollo de tolvas para caldereríaAna Belén Castro Fernández75% (4)
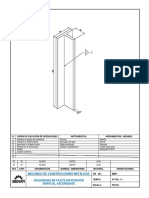
- Hoja de Tarea en Filete Vertical AscendenteDocument5 pagesHoja de Tarea en Filete Vertical AscendentecarlosNo ratings yet
- Saw PDFDocument69 pagesSaw PDFluiscalderas1100% (1)
- Electrodos de Tungsteno Utilizados en Soldadura TigDocument4 pagesElectrodos de Tungsteno Utilizados en Soldadura TigAndres PinedaNo ratings yet
- Prueba de Caldereria IDocument3 pagesPrueba de Caldereria Ilucia rojas moreno100% (1)
- Informe 2 Pràctica de Oxiacetileno (OAW)Document9 pagesInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísNo ratings yet
- Manual Del Soldador 1 PDFDocument138 pagesManual Del Soldador 1 PDFhellboy14dd100% (1)
- Soldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaDocument5 pagesSoldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaHumberto Huamani PalominoNo ratings yet
- Texto TigDocument43 pagesTexto TigLusmila FloresNo ratings yet
- El Escariado Manual TerminadoDocument17 pagesEl Escariado Manual TerminadoJordy Navarro100% (1)
- Prueba de Caldereria IDocument3 pagesPrueba de Caldereria ILucas Cifuentes AbacaNo ratings yet
- Mantenimiento Preventivo Maquinas HerramientasDocument27 pagesMantenimiento Preventivo Maquinas HerramientasJesus Azencio Arce0% (1)
- Examen Recuperacion 2 - FcawDocument5 pagesExamen Recuperacion 2 - FcawFrancisco BanderaNo ratings yet
- Actividad Soldadura MIG-MAGDocument2 pagesActividad Soldadura MIG-MAGDaniel PoseNo ratings yet
- Datos del candidato para evaluación de proceso de soldadura SMAWDocument9 pagesDatos del candidato para evaluación de proceso de soldadura SMAWNiko LópezNo ratings yet
- Cap I Sold. OxigasDocument43 pagesCap I Sold. OxigasAP KarlitosNo ratings yet
- Tesis para El SENATI (VºBº) ...Document79 pagesTesis para El SENATI (VºBº) ...Aldo Aspilcueta Caya100% (4)
- Simbologia en SoldaduraDocument15 pagesSimbologia en SoldaduraManuel Coaguila Cornejo100% (6)
- Manual de Soldadura GTAW PDFDocument29 pagesManual de Soldadura GTAW PDFJuan Carlos Saldaña100% (2)
- 7 Ejercicios SimbologíaDocument3 pages7 Ejercicios SimbologíaMau Atenas PerezNo ratings yet
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Document6 pagesProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazNo ratings yet
- Factores que han llevado al mayor uso de soldadura FCAWDocument5 pagesFactores que han llevado al mayor uso de soldadura FCAWjeefreyNo ratings yet
- CostosDocument8 pagesCostosCarlos NaranjoNo ratings yet
- Costos de Soldadura Mig-Mag Vs SmawDocument19 pagesCostos de Soldadura Mig-Mag Vs SmawAnonymous tI6cgOO7NA100% (1)
- Tema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Document9 pagesTema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Jorge Bautista FernandezNo ratings yet
- Tema B Desarrollo IN179 Ex Final 2022 1Document5 pagesTema B Desarrollo IN179 Ex Final 2022 1Darling Manuel Ramos ValleNo ratings yet
- 3 Costos de Soldadura - Carlos LaraDocument43 pages3 Costos de Soldadura - Carlos LarajohannaNo ratings yet
- Clase - PPT - 4 y 5Document86 pagesClase - PPT - 4 y 5rubenpajuacoteraNo ratings yet
- Aire Comprimido2006Document15 pagesAire Comprimido2006luisanselmo1966100% (2)
- Dobladora de TubosDocument13 pagesDobladora de Tubosalefleav100% (1)
- Ejemplos WorkshopDocument5 pagesEjemplos WorkshopEdgargarNo ratings yet