You might also like
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Ekoplastik PPR Mont enDocument36 pagesEkoplastik PPR Mont enphuongnhsfcNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Pexgol Engineering Guide Indus 2012-09 SingelDocument102 pagesPexgol Engineering Guide Indus 2012-09 SingelFlorin StanciuNo ratings yet
- Techno Catalogue PDFDocument46 pagesTechno Catalogue PDFSundar Ramasamy75% (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- PPR-C Pipe SpecificationDocument25 pagesPPR-C Pipe SpecificationAlex Dulay85% (13)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- QPF Plastic Products CatalogueDocument28 pagesQPF Plastic Products CatalogueMohamedAlamiNo ratings yet
- Assembly Regulations PPR: For Water and HeatingDocument46 pagesAssembly Regulations PPR: For Water and HeatingAvk SanjeevanNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- MT Pexal L02-207-2Document90 pagesMT Pexal L02-207-2Raul RaduNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Nic - Hdpe PR PipesDocument2 pagesNic - Hdpe PR Pipesmoorthymech1979No ratings yet
- Linde LNG PipelineDocument4 pagesLinde LNG PipelineSatis MadhavanNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- HTA (GIRPI) - System'O - Technical DataDocument71 pagesHTA (GIRPI) - System'O - Technical DataTiago CostaNo ratings yet
- Hatflex ChinaDocument31 pagesHatflex ChinaedgarmerchanNo ratings yet
- Project Standards and Specifications Piping Insulation Design Rev01Document10 pagesProject Standards and Specifications Piping Insulation Design Rev01hiyeonNo ratings yet
- Krah Tehn Juhend ENGpreviewDocument28 pagesKrah Tehn Juhend ENGpreviewQuerubin R Yolando Jr.No ratings yet
- AEROSUN RTP Flexible Piping Systems 2016小Document45 pagesAEROSUN RTP Flexible Piping Systems 2016小akadhi100% (1)
- Raupex Heating and Plumbing SystemsDocument8 pagesRaupex Heating and Plumbing SystemsFrinaru CiprianNo ratings yet
- HDPE Pipe and Fittings CatalogDocument84 pagesHDPE Pipe and Fittings Catalogz4zarrarNo ratings yet
- Blue Ocean PPR polymer piping systems product catalogueDocument48 pagesBlue Ocean PPR polymer piping systems product catalogueYJ AguilarNo ratings yet
- Rainwater DesignDocument64 pagesRainwater DesignarifzakirNo ratings yet
- HTLP Heat Shrinkable SleeveDocument2 pagesHTLP Heat Shrinkable SleeveGanesh EshwarNo ratings yet
- PeDocument55 pagesPeمنير أحمدNo ratings yet
- PE Water AbsorbtionDocument16 pagesPE Water AbsorbtionMohamed ElarabiNo ratings yet
- HDPEDocument16 pagesHDPEfirengineerNo ratings yet
- WP PPR - Thermopipe SubmittalDocument36 pagesWP PPR - Thermopipe SubmittalMohammad Rashad BarakatNo ratings yet
- Class 1 Thermoplastic Hose For ACDocument14 pagesClass 1 Thermoplastic Hose For ACurp30234No ratings yet
- R HPP Chemical Processing EN PDFDocument36 pagesR HPP Chemical Processing EN PDFKumar SaravanaNo ratings yet
- NIC HDPE Manhole PDFDocument8 pagesNIC HDPE Manhole PDFreemNo ratings yet
- PPR VerdeDocument96 pagesPPR VerdeIonut SomneaNo ratings yet
- Master: The New Polypropylene Sewer Pipe SystemDocument6 pagesMaster: The New Polypropylene Sewer Pipe SystemFaraj MohamedNo ratings yet
- Split SleeveDocument3 pagesSplit Sleeveast654No ratings yet
- Recotec Rotafil enDocument16 pagesRecotec Rotafil enJordan RileyNo ratings yet
- C Gamma L02 17-11Document16 pagesC Gamma L02 17-11Adi CrimuNo ratings yet
- North EastDocument6 pagesNorth EastVikash TrivediNo ratings yet
- APPSCoDocument36 pagesAPPSCoshafeeqm3086No ratings yet
- Black Eagle Hose BE 4466-UKDocument44 pagesBlack Eagle Hose BE 4466-UKmhollowayNo ratings yet
- 2301 2300 2299 2298 2297 2296 2295 2294 2293 2292 2291 1320Document2 pages2301 2300 2299 2298 2297 2296 2295 2294 2293 2292 2291 1320gheor21No ratings yet
- CAT_LINE_PP-H_EN_10-2018_lrDocument234 pagesCAT_LINE_PP-H_EN_10-2018_lrmiclodean4No ratings yet
- Polypropylene: Section GuideDocument55 pagesPolypropylene: Section GuideKarthik RajNo ratings yet
- ARIFLEXDocument8 pagesARIFLEXRiyas Udheen50% (2)
- Guntner MANDocument28 pagesGuntner MANJosé Luis Boncún Carnero100% (2)
- (ENG) Product Catalogue: Push-Fit Polypropylene Wastewater SystemDocument20 pages(ENG) Product Catalogue: Push-Fit Polypropylene Wastewater SystemyaseraleweNo ratings yet
- Polyken 1600 High TempDocument2 pagesPolyken 1600 High TempKyaw Kyaw AungNo ratings yet
- 1a Aquaflow HDPE Pipe CatalogueDocument12 pages1a Aquaflow HDPE Pipe CatalogueNick BesterNo ratings yet
- Technical Brochure on Fiberglass Piping SystemsDocument22 pagesTechnical Brochure on Fiberglass Piping SystemsMazwan Che MansorNo ratings yet
- PE RT For Industrial and Oil Gas Applications TotalDocument7 pagesPE RT For Industrial and Oil Gas Applications TotalAlexNo ratings yet
- Ship Building Offshore: From Applications To ProductsDocument36 pagesShip Building Offshore: From Applications To ProductsaminNo ratings yet
- GRE PipeDocument8 pagesGRE Pipeadvis79100% (1)
- Sea WaterDocument39 pagesSea WaterArun GuptaNo ratings yet
- Pipe Specification-1 PDFDocument37 pagesPipe Specification-1 PDFzamijakaNo ratings yet
- Nepro PVC PipesDocument11 pagesNepro PVC PipesAhrian BenaNo ratings yet
- ABS Catalog PDFDocument47 pagesABS Catalog PDFDenise Koh Chin HuiNo ratings yet
- Misc Filter PanelsDocument5 pagesMisc Filter PanelsQuan TranNo ratings yet
- Din 779Document13 pagesDin 779Vicky Gautam100% (1)
- Misc Filter PanelsDocument5 pagesMisc Filter PanelsQuan TranNo ratings yet
- SYNFASANsupsup Synthetic Media PDFDocument2 pagesSYNFASANsupsup Synthetic Media PDFQuan TranNo ratings yet
- Gauge Cocks - Needle Values - SiphonsDocument1 pageGauge Cocks - Needle Values - SiphonsQuan TranNo ratings yet
- Comparison EU Standards Vs ASHRAE 52Document6 pagesComparison EU Standards Vs ASHRAE 52moejamal800% (1)
- Comparison EU Standards Vs ASHRAE 52Document6 pagesComparison EU Standards Vs ASHRAE 52moejamal800% (1)
- Pressure Gauge Connection GuideDocument2 pagesPressure Gauge Connection GuideQuan TranNo ratings yet
- Dampers: FDC-T Curtain Type Fire DamperDocument2 pagesDampers: FDC-T Curtain Type Fire DamperQuan TranNo ratings yet
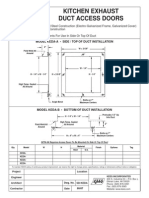
- Kitchen Exhaust Duct Access Doors: Model Keda-A - Side / Top of Duct InstallationDocument2 pagesKitchen Exhaust Duct Access Doors: Model Keda-A - Side / Top of Duct InstallationQuan TranNo ratings yet
- Isdkp 0705Document1 pageIsdkp 0705Quan TranNo ratings yet
- Kitchen Exhaust Duct Access Doors: Model Keda-A - Side / Top of Duct InstallationDocument2 pagesKitchen Exhaust Duct Access Doors: Model Keda-A - Side / Top of Duct InstallationQuan TranNo ratings yet
- External Louvers: ERM-A Weather LouverDocument2 pagesExternal Louvers: ERM-A Weather LouverQuan TranNo ratings yet
- 03adt - HD T PDFDocument3 pages03adt - HD T PDFQuan TranNo ratings yet
- UL555S Smoke Damper SpecificationsDocument3 pagesUL555S Smoke Damper SpecificationsQuan TranNo ratings yet
- KD-TH Heavy Duty Non Return DamperDocument2 pagesKD-TH Heavy Duty Non Return DamperQuan TranNo ratings yet
- Desiccant Wheel Cleaning ProcedureDocument2 pagesDesiccant Wheel Cleaning ProcedureQuan TranNo ratings yet
- External Louvers: ERM-A Weather LouverDocument2 pagesExternal Louvers: ERM-A Weather LouverQuan TranNo ratings yet
- Pages 112 - CitySorbDocument1 pagePages 112 - CitySorbQuan TranNo ratings yet
- Mechanical TagDocument1 pageMechanical TagQuan TranNo ratings yet
- PATTLNK - 982010 - 210-Ground Source Heat PumpsDocument4 pagesPATTLNK - 982010 - 210-Ground Source Heat PumpsQuan TranNo ratings yet
- News 8Document8 pagesNews 8mghgolNo ratings yet
- Pages 111 - CityCarbDocument1 pagePages 111 - CityCarbQuan TranNo ratings yet
- Desiccant General Arrangement DrawingDocument1 pageDesiccant General Arrangement DrawingQuan TranNo ratings yet
- Pages 109 CityPleatDocument1 pagePages 109 CityPleatQuan TranNo ratings yet
- Ash Rae Clean Room Design Guide Content DraftDocument6 pagesAsh Rae Clean Room Design Guide Content DraftQuan TranNo ratings yet
- MDI Cleanroom Training Guide and Users ManualDocument10 pagesMDI Cleanroom Training Guide and Users ManualKai SchipperNo ratings yet
- Cac Khai Niem Co Ban Ve QuatDocument60 pagesCac Khai Niem Co Ban Ve QuatQuan TranNo ratings yet
- Research PPT FinalDocument32 pagesResearch PPT Finalshamali pohankarNo ratings yet
- 9.9 Diaphragms-With-Interior-Shearwalls PDFDocument4 pages9.9 Diaphragms-With-Interior-Shearwalls PDFnickNo ratings yet
- Compile Timber Past YearDocument45 pagesCompile Timber Past YearEZZARYN ERRISHA FARAZASMADYNo ratings yet
- INCLUSION & Its Impact: What Is An Inclusion ?Document18 pagesINCLUSION & Its Impact: What Is An Inclusion ?Rinku SingrohaNo ratings yet
- Aditi VosDocument1 pageAditi VosXELIXCELINNo ratings yet
- 15 Church Street - BC IssueDocument67 pages15 Church Street - BC Issuemarlonmasudog.jrNo ratings yet
- Climate-Mahoney's TableDocument22 pagesClimate-Mahoney's TablePandu PandupandaNo ratings yet
- Surface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Document7 pagesSurface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Carlos Gonzalez100% (1)
- Section 1: Conventional Blast Pots and SparesDocument10 pagesSection 1: Conventional Blast Pots and SparesIgor NhamanoNo ratings yet
- Pawling - Entrance MatsDocument12 pagesPawling - Entrance Matsmk779900mkNo ratings yet
- Site Feasibility 4 - Site Conditions Surveyed - Building Survey - Site Measuring 2019Document48 pagesSite Feasibility 4 - Site Conditions Surveyed - Building Survey - Site Measuring 2019Tiep Mai ThanhNo ratings yet
- ElectricityDocument31 pagesElectricityJagdip ShethNo ratings yet
- FAG Rolling Bearing LubricationDocument69 pagesFAG Rolling Bearing LubricationSam ChengNo ratings yet
- X4029960-301 - Bus Riser+UTX - R01Document15 pagesX4029960-301 - Bus Riser+UTX - R01MUH ILHAM MARZUKINo ratings yet
- Matrial ListDocument1 pageMatrial ListRukksana SayyedNo ratings yet
- Moisture Effect On The Resin and Interfacial Frp-Concrete Bond PropertiesDocument6 pagesMoisture Effect On The Resin and Interfacial Frp-Concrete Bond Propertiesuocmogiandi_aNo ratings yet
- Support Issues at AEP Lawrenceburg and Waterford PlantsDocument11 pagesSupport Issues at AEP Lawrenceburg and Waterford Plantsfaizan abbasiNo ratings yet
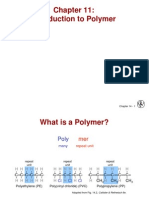
- Chapter 11 Introduction To PolymerDocument11 pagesChapter 11 Introduction To Polymersyed izzuddin alhadyNo ratings yet
- Arora BookDocument18 pagesArora BookGowtham SmartyNo ratings yet
- Philips Lighting 1Document45 pagesPhilips Lighting 1Manisankar DhabalNo ratings yet
- Structural steel advantages in bridge constructionDocument2 pagesStructural steel advantages in bridge constructionRalph PacilNo ratings yet
- Pile CalculationDocument1 pagePile Calculationepe civil1No ratings yet
- Wattle and DaubDocument6 pagesWattle and DaubdolphinNo ratings yet
- Surface Vehicle Recommended Practice: Issued OCT1999Document19 pagesSurface Vehicle Recommended Practice: Issued OCT1999Paco LMNo ratings yet
- 44 Aux. Boiler, Exh. Gas EconomizerDocument132 pages44 Aux. Boiler, Exh. Gas EconomizerKrunal TandelNo ratings yet
- Flexural Toughness and Strength of Fiber ConcreteDocument8 pagesFlexural Toughness and Strength of Fiber ConcreteGabriel Cachi Cerna100% (2)
- 3M - Switch - Electrical CompressedDocument61 pages3M - Switch - Electrical CompressedReymart ManablugNo ratings yet
- The Nature of MaterialsDocument11 pagesThe Nature of MaterialscdymlkNo ratings yet
- Jurnal Skripsi JulDocument22 pagesJurnal Skripsi JulGogelNo ratings yet
- G+12 Raft Foundation ReportDocument13 pagesG+12 Raft Foundation ReportvinujohnpanickerNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shallow Foundations: Discussions and Problem SolvingFrom EverandShallow Foundations: Discussions and Problem SolvingRating: 5 out of 5 stars5/5 (1)
- Transportation Engineering: Theory, Practice, and ModelingFrom EverandTransportation Engineering: Theory, Practice, and ModelingNo ratings yet
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Introducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureFrom EverandIntroducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureRating: 4.5 out of 5 stars4.5/5 (11)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet
- Ground Improvement Case Histories: Embankments with Special Reference to Consolidation and Other Physical MethodsFrom EverandGround Improvement Case Histories: Embankments with Special Reference to Consolidation and Other Physical MethodsNo ratings yet