You might also like
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Design of Prestressed Concrete Pile PDFDocument14 pagesDesign of Prestressed Concrete Pile PDFvindyavNo ratings yet
- Advanced Steel Design PPT in PDFDocument88 pagesAdvanced Steel Design PPT in PDFaskcmiitmNo ratings yet
- Design and Analysis of Prestressed Concrete-2245 PDFDocument9 pagesDesign and Analysis of Prestressed Concrete-2245 PDFafzal taiNo ratings yet
- Week 5 Assignment SolutionDocument2 pagesWeek 5 Assignment Solutionamin alzuraikiNo ratings yet
- Robot Analysis of Beam-Column ConnectionsDocument5 pagesRobot Analysis of Beam-Column ConnectionsValentinoNo ratings yet
- Industrial Buildings-Guidelines and CriteriaDocument5 pagesIndustrial Buildings-Guidelines and CriteriaAlexander Tavarez SantanaNo ratings yet
- Analysis of Cracked and Uncracked SectionsDocument9 pagesAnalysis of Cracked and Uncracked SectionsDC TVNo ratings yet
- Codal Provisions For Pile FoundationDocument12 pagesCodal Provisions For Pile FoundationAshutoshWankhade100% (1)
- ProblemsDocument4 pagesProblemsbalaNo ratings yet
- Sheet #4 - Stiffened PlatesDocument3 pagesSheet #4 - Stiffened PlatesHany EmadNo ratings yet
- Two Pile GroupDocument12 pagesTwo Pile GroupJammy KingNo ratings yet
- Introduction To Beams: Part ADocument49 pagesIntroduction To Beams: Part AMorad AJNo ratings yet
- Design - of - Steel - Structure-I PDFDocument54 pagesDesign - of - Steel - Structure-I PDFNi Mesh100% (1)
- Block Shear Failure PresentationDocument24 pagesBlock Shear Failure Presentationpraxie83% (12)
- Design and Analysis ofDocument17 pagesDesign and Analysis ofSomnath BhuniaNo ratings yet
- Wind Load IS875Document30 pagesWind Load IS875Pranjal Pareek100% (2)
- Earthquake Resistant Design by Seismic Base Isolation - Dr. R.S. JangidDocument64 pagesEarthquake Resistant Design by Seismic Base Isolation - Dr. R.S. JangidAdrian Emmanuel ValeNo ratings yet
- Joint DesignDocument44 pagesJoint DesignMuhammad ImranNo ratings yet
- Concrete HistoryDocument4 pagesConcrete Historytest100% (1)
- NotesDocument1 pageNotessatydevsinghnegiNo ratings yet
- Genral NotesDocument1 pageGenral NotesArjay AletaNo ratings yet
- Pre Stressed Concrete 18Cv641: Topic: Magnels MethodDocument14 pagesPre Stressed Concrete 18Cv641: Topic: Magnels MethodShobhaNo ratings yet
- Time Period Calculation in ETABS As Per IS 1893 Part 1Document2 pagesTime Period Calculation in ETABS As Per IS 1893 Part 1NAYAN RANPURA100% (1)
- Analysis and Design of Composite Beams With Composite Deck SlabDocument47 pagesAnalysis and Design of Composite Beams With Composite Deck Slabadnan-651358No ratings yet
- Engineering Mechanics Module 2Document32 pagesEngineering Mechanics Module 2Abigail SiatrezNo ratings yet
- Ibc 2003 - Poles Footings DesignDocument4 pagesIbc 2003 - Poles Footings DesignAhmed ALiNo ratings yet
- Tall Buildings Chap 3 ADocument7 pagesTall Buildings Chap 3 ATharangi MunaweeraNo ratings yet
- Ib RCC StructuresDocument12 pagesIb RCC StructuresRaj BakhtaniNo ratings yet
- EARTHQUAKE CODE-UBC-EQ-Static-MethodDocument22 pagesEARTHQUAKE CODE-UBC-EQ-Static-MethodAslam KyonNo ratings yet
- Compression Members ProblemsDocument23 pagesCompression Members ProblemsReyNo ratings yet
- Is 2770Document12 pagesIs 2770Ankur SinghNo ratings yet
- Plastic analysis of frame structuresDocument65 pagesPlastic analysis of frame structuresgirma kebedeNo ratings yet
- III Year 2 Marks 16 Marks MinDocument143 pagesIII Year 2 Marks 16 Marks MinnaveenNo ratings yet
- Moment of InertiaDocument20 pagesMoment of Inertiaharipatel1989100% (1)
- Alpha Eritrean Engineers Magazine 2017 February Issue-NewDocument21 pagesAlpha Eritrean Engineers Magazine 2017 February Issue-Newmeharigrw100% (3)
- Two Way Flat Plate Concrete Floor Slab Design Detailing - CSA23.3 14 PDFDocument67 pagesTwo Way Flat Plate Concrete Floor Slab Design Detailing - CSA23.3 14 PDFJGFUYGKIUGUNo ratings yet
- 4.2.3 Design of Eccentric Welded Connections (IIIDocument10 pages4.2.3 Design of Eccentric Welded Connections (IIIyadoleNo ratings yet
- Steel Module11Document4 pagesSteel Module11dash1991No ratings yet
- Combined Axial Load and Bending Design for Steel Structural MembersDocument48 pagesCombined Axial Load and Bending Design for Steel Structural MembersZaenal AripinNo ratings yet
- ColumnsDocument33 pagesColumnsAwais KhanNo ratings yet
- Thapar Institute of Engineering & Technology, Patiala: Architecture Drawing and Building ConstructionDocument3 pagesThapar Institute of Engineering & Technology, Patiala: Architecture Drawing and Building ConstructionAnmol VermaNo ratings yet
- DRC Two MarksDocument26 pagesDRC Two MarksVenkatesh GRmNo ratings yet
- Theory of StructuresDocument15 pagesTheory of StructuresIsabelle LunaNo ratings yet
- Structural Engineering Division: Design of Prestressed Concrete BeamsDocument30 pagesStructural Engineering Division: Design of Prestressed Concrete Beamsريام الموسويNo ratings yet
- M. K. Pandey Rakesh Kumar Kuldeep SinghDocument10 pagesM. K. Pandey Rakesh Kumar Kuldeep SinghSanjay ShelarNo ratings yet
- Bs5950 Calculation Decking SheetDocument6 pagesBs5950 Calculation Decking SheetKho C Ahl100% (1)
- Bracing Connection Work Point PDFDocument2 pagesBracing Connection Work Point PDFaams_sNo ratings yet
- CablesDocument47 pagesCablesankit roy100% (1)
- LOAD Computation With Water Tank ElevatorDocument27 pagesLOAD Computation With Water Tank ElevatorJohn Paul Hilary EspejoNo ratings yet
- 2 3 5 Practice Paper Bridge Abutment DesignDocument15 pages2 3 5 Practice Paper Bridge Abutment DesignAchilleas21No ratings yet
- RCP 24 Inch Class 2Document5 pagesRCP 24 Inch Class 2noto.sugiartoNo ratings yet
- Lecture 3 - Influence LinesDocument87 pagesLecture 3 - Influence LinesMary Dominique OnateNo ratings yet
- Tutorials Pad Footing Nta 5 (2012&2013)Document3 pagesTutorials Pad Footing Nta 5 (2012&2013)Host FredyNo ratings yet
- Analysis and Design of Lattice Steel Towers For Electrical Energy Transport According With The EC3 (En) and The EN50341-1Document10 pagesAnalysis and Design of Lattice Steel Towers For Electrical Energy Transport According With The EC3 (En) and The EN50341-1Achmad DamarNo ratings yet
- Box Girder 3D FEADocument8 pagesBox Girder 3D FEAJD OngNo ratings yet
- Technical Article Comparative Evaluation of Steel Profiles in Roof Trusses PDFDocument64 pagesTechnical Article Comparative Evaluation of Steel Profiles in Roof Trusses PDFRenzo MatiasNo ratings yet
- A3 FEA of A Simple Cantilever BeamDocument6 pagesA3 FEA of A Simple Cantilever BeamDavid LamNo ratings yet
- Cold-Formed Steel MembersDocument19 pagesCold-Formed Steel MembersLiviu IonNo ratings yet
- Numerical Analysis On Axial Capacity of Steel Built-Up Battened ColumnsDocument13 pagesNumerical Analysis On Axial Capacity of Steel Built-Up Battened ColumnsGogyNo ratings yet
- 0.50MGD Rakhi ZakooraDocument4 pages0.50MGD Rakhi ZakooraMuzamil RatherNo ratings yet
- Pile Capacity 2911Document6 pagesPile Capacity 2911Muzamil RatherNo ratings yet
- The Moon MockeryDocument1 pageThe Moon MockeryMuzamil RatherNo ratings yet
- Manning's n Values Reference TablesDocument5 pagesManning's n Values Reference TablesMuzamil RatherNo ratings yet
- Dam Design For BegineersDocument49 pagesDam Design For BegineersEswara PrasadNo ratings yet
- Dal Lake FinalDocument26 pagesDal Lake FinalMuzamil RatherNo ratings yet
- Thrust Restraint Design For DI PipeDocument24 pagesThrust Restraint Design For DI PipefazyroshanNo ratings yet
- Action Plan for 100% Coverage of JJM in Kupwara District by 2022Document5 pagesAction Plan for 100% Coverage of JJM in Kupwara District by 2022Muzamil RatherNo ratings yet
- 8172 PDFDocument226 pages8172 PDFMuzamil RatherNo ratings yet
- Experience CertificateDocument1 pageExperience CertificateMuzamil RatherNo ratings yet
- KUPWARADocument94 pagesKUPWARAMuzamil RatherNo ratings yet
- Truss Bridge - Wikipedia, The Free EncyclopediaDocument9 pagesTruss Bridge - Wikipedia, The Free EncyclopediaMuzamil RatherNo ratings yet
- Mgnrega Works Draft Manual12 PDFDocument109 pagesMgnrega Works Draft Manual12 PDFtejaschimoteNo ratings yet
- KupwaraDocument18 pagesKupwaraMuzamil RatherNo ratings yet
- Node ReactionsDocument1 pageNode ReactionsMuzamil RatherNo ratings yet
- Composite Beam DesignDocument33 pagesComposite Beam DesignihpeterNo ratings yet
- Detailed estimate for second storey including roof of Masjid Sharief at Dara Harwan SrinagarDocument1 pageDetailed estimate for second storey including roof of Masjid Sharief at Dara Harwan SrinagarMuzamil RatherNo ratings yet
- Boq of BridgeDocument6 pagesBoq of BridgeMuzamil Rather100% (1)
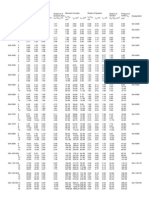
- Indian Steel TableDocument2 pagesIndian Steel TableMuzamil RatherNo ratings yet
- English Proverbs - WikiquoteDocument20 pagesEnglish Proverbs - WikiquoteMuzamil RatherNo ratings yet
- Irrigation HandbookDocument196 pagesIrrigation Handbookegroner100% (1)
- Truss StructuresDocument37 pagesTruss StructuresMuzamil RatherNo ratings yet
- Water Dosing Calculation BookDocument12 pagesWater Dosing Calculation BookSugumar Panneer SelvamNo ratings yet
- Truss ShapesDocument1 pageTruss ShapesMuzamil RatherNo ratings yet
- MCEGS 204 Special Foundation & Structural Design of Foundations - Set2Document3 pagesMCEGS 204 Special Foundation & Structural Design of Foundations - Set2Muzamil RatherNo ratings yet
- Boq Botakulan Bridge1Document1 pageBoq Botakulan Bridge1Muzamil RatherNo ratings yet
- Decks Slab DesignDocument13 pagesDecks Slab DesignAbid Karim TashiNo ratings yet
- Photo TitleDocument1 pagePhoto TitleMuzamil RatherNo ratings yet
- Guidelines Bridge DesignDocument208 pagesGuidelines Bridge Designaa19100% (13)
- Ezy Math Tutoring - Year 9 AnswersDocument144 pagesEzy Math Tutoring - Year 9 AnswersVincents Genesius EvansNo ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document3 pagesGujarat Technological University: W.E.F. AY 2018-19SURAJ NAKUMNo ratings yet
- Fastners Modeling For MSC - Nastran Finite Element AnalysisDocument20 pagesFastners Modeling For MSC - Nastran Finite Element Analysisabo029No ratings yet
- M1 Lab ReportDocument6 pagesM1 Lab Reportweimingf0% (2)
- Astm D 1746 97 TH 2002 PDFDocument5 pagesAstm D 1746 97 TH 2002 PDFJed BrionesNo ratings yet
- Normal Distribution Giuded SolutionsDocument5 pagesNormal Distribution Giuded SolutionsleeshanghaoNo ratings yet
- Differential Equations and Linear Algebra Lectura NotesDocument96 pagesDifferential Equations and Linear Algebra Lectura NotesClaudioTRodriguesNo ratings yet
- Column Design PDFDocument2 pagesColumn Design PDFRobin0% (1)
- C680Document22 pagesC680dinhtung2210100% (2)
- The Multiverse TheoryDocument24 pagesThe Multiverse Theoryジャンロイド ドゥーゴー100% (1)
- Lateral LoadDocument1 pageLateral LoaderodedNo ratings yet
- Standing Waves On A StringDocument6 pagesStanding Waves On A StringamirpouyanNo ratings yet
- Working of Steam Turbines and Its AuxillariesDocument48 pagesWorking of Steam Turbines and Its AuxillariesbalajigandhirajanNo ratings yet
- Dual Nature of LightDocument15 pagesDual Nature of LightUriahs Victor75% (4)
- Alarms Manual (ENGLISH)Document12 pagesAlarms Manual (ENGLISH)FadFadNo ratings yet
- Plate Bending Element Formulation and Stiffness Matrix DevelopmentDocument6 pagesPlate Bending Element Formulation and Stiffness Matrix DevelopmentSeyhan ÖzenNo ratings yet
- E401Document4 pagesE401Katrina BucudNo ratings yet
- Archimedes Heat RayDocument5 pagesArchimedes Heat RayElliah Jen BiluganNo ratings yet
- Pore Structure of Air-Entrained Hardened Cement PasteDocument9 pagesPore Structure of Air-Entrained Hardened Cement Paste1mattelliottNo ratings yet
- Dynamics Lab Sheet 1 - Free Vibration Experiment - PKPDocument3 pagesDynamics Lab Sheet 1 - Free Vibration Experiment - PKPfaqhrulNo ratings yet
- Ansys APDLDocument3 pagesAnsys APDLradheNo ratings yet
- Steam Drum Design CalsDocument78 pagesSteam Drum Design Calsabdulrehmandescon100% (1)
- Martin Hermann, Masoud Saravi - Nonlinear Ordinary Differential Equations - Analytical Approximation and Numerical Methods-Springer (2016) PDFDocument320 pagesMartin Hermann, Masoud Saravi - Nonlinear Ordinary Differential Equations - Analytical Approximation and Numerical Methods-Springer (2016) PDFHugo Mayorga100% (1)
- 50 Years of The Turbidite Paradigm (Shanmugam, 2000)Document58 pages50 Years of The Turbidite Paradigm (Shanmugam, 2000)hilman_satriaNo ratings yet
- Simulation of Soil Compaction With Vibratory Rollers PDFDocument13 pagesSimulation of Soil Compaction With Vibratory Rollers PDFSandeep KumarNo ratings yet
- Stepper Motor Driven Solar Tracker SystemDocument4 pagesStepper Motor Driven Solar Tracker SystemFAHMY RINANDA SAPUTRI (066629)No ratings yet
- Measuring Instruments Practice QuestionsDocument6 pagesMeasuring Instruments Practice QuestionsAsif Ayaz100% (2)
- Liquid Liquid SeparatorsDocument26 pagesLiquid Liquid SeparatorsAjay Pratap SinghNo ratings yet
- Chemistry Test 1 July 2019 BatchDocument3 pagesChemistry Test 1 July 2019 BatchDaNo ratings yet
- 8.012 Physics I: Classical Mechanics: Mit OpencoursewareDocument8 pages8.012 Physics I: Classical Mechanics: Mit OpencoursewareAlexandru CiobanuNo ratings yet