You might also like
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Gruppofratturaojs,+Journal+Manager,+254 949 1 CEDocument8 pagesGruppofratturaojs,+Journal+Manager,+254 949 1 CEkhurshedlakhoNo ratings yet
- 222 - 304 - Kloeden - 043 - Final - v2Document8 pages222 - 304 - Kloeden - 043 - Final - v2alvaedison00No ratings yet
- Investigation of Refractory Concrete Failure in Furnaces of Metals IndustryDocument8 pagesInvestigation of Refractory Concrete Failure in Furnaces of Metals IndustryAditya PrajasNo ratings yet
- Tech Rep 4-2011 Copper Zirkonium AlloysDocument14 pagesTech Rep 4-2011 Copper Zirkonium AlloysBahadır UysalNo ratings yet
- Thermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsDocument4 pagesThermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsGaurav TripathiNo ratings yet
- High Temperature Corrosion of Ni Based Alloy Inconel 740H in Simulated Coal-Ash and Flue-Gas EnvironmentsDocument7 pagesHigh Temperature Corrosion of Ni Based Alloy Inconel 740H in Simulated Coal-Ash and Flue-Gas EnvironmentsAnonymous lmCR3SkPrKNo ratings yet
- Artigo 4Document7 pagesArtigo 4Kawan BartrasNo ratings yet
- DIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument5 pagesDIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Mn3 PDFDocument10 pagesMn3 PDFJhohan JimenezNo ratings yet
- Detremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatDocument5 pagesDetremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatLjubica MilovicNo ratings yet
- Effect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsDocument6 pagesEffect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsNagarjuna JNo ratings yet
- Property Improvement of Subzero/Cryogenic Heat Treated Camshafts Made of 8620H, 16Mncr5 and 100Cr6 SteelsDocument4 pagesProperty Improvement of Subzero/Cryogenic Heat Treated Camshafts Made of 8620H, 16Mncr5 and 100Cr6 SteelsSama UmateNo ratings yet
- DR Paper 1Document15 pagesDR Paper 1Malik Al TurkiNo ratings yet
- Material Inconel 600Document16 pagesMaterial Inconel 600arvindgupta_2005100% (1)
- RESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningDocument7 pagesRESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningGabriel PaesNo ratings yet
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- Delta PhaseDocument6 pagesDelta PhaseanshuNo ratings yet
- GBidron JMatProcTechDocument16 pagesGBidron JMatProcTechKue DroidNo ratings yet
- Iiw 1693 05Document19 pagesIiw 1693 05Pradip Goswami100% (1)
- The Microstructure and Mechanical Properties of Inconel 718 Fine Grain Ring ForgingDocument7 pagesThe Microstructure and Mechanical Properties of Inconel 718 Fine Grain Ring ForgingAnonymous lmCR3SkPrKNo ratings yet
- Superalloys 2005 57 67Document11 pagesSuperalloys 2005 57 67htdk312No ratings yet
- Effect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoDocument13 pagesEffect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoTayfun TezanlarNo ratings yet
- Superalloys 1991 509 517Document9 pagesSuperalloys 1991 509 517Sagar DeshpandeNo ratings yet
- Decisive Role of MgO Addition in The Ultra-Broad Temperature Stability of Multicomponent BaTiO3-Based CeramicsDocument7 pagesDecisive Role of MgO Addition in The Ultra-Broad Temperature Stability of Multicomponent BaTiO3-Based CeramicsaftabNo ratings yet
- The 4Th International Conference On Aluminum AlloysDocument10 pagesThe 4Th International Conference On Aluminum AlloysfabioNo ratings yet
- Heat TreatingDocument8 pagesHeat Treatingbehi64No ratings yet
- 100Cr6 PropertiesDocument1 page100Cr6 PropertiesRudrendu ShekharNo ratings yet
- IWIT2017-Proceeding FullpaperDocument8 pagesIWIT2017-Proceeding FullpaperKittichai SojiphanNo ratings yet
- 1 s2.0 S1877705814015987 MainDocument6 pages1 s2.0 S1877705814015987 Mainmanjumv27No ratings yet
- Gamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738Document8 pagesGamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738claire_26No ratings yet
- ChemistryDocument12 pagesChemistrydhani bux jamaliNo ratings yet
- Metals 07 00351 v2Document14 pagesMetals 07 00351 v2HardRockDiskNo ratings yet
- Specification Sheet: Alloy 800H/800HT: (UNS N08810, UNS N08811) W. Nr. 1.4958, 1.4959Document4 pagesSpecification Sheet: Alloy 800H/800HT: (UNS N08810, UNS N08811) W. Nr. 1.4958, 1.4959Matheus DominguesNo ratings yet
- Strength of PorcelainDocument4 pagesStrength of PorcelainTravis WoodNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- High Temperature Fatigue Behavior of Eutectic Al-Si-Alloys Used For Piston ProductionDocument4 pagesHigh Temperature Fatigue Behavior of Eutectic Al-Si-Alloys Used For Piston Productiond3xterNo ratings yet
- Forming Process and Numerical Simulation of Making Upset On Oil Drill PipeDocument9 pagesForming Process and Numerical Simulation of Making Upset On Oil Drill PipeBepdjNo ratings yet
- Evaluation of The Austenite Recrystallization by Multideformation and DoubleDocument10 pagesEvaluation of The Austenite Recrystallization by Multideformation and DoubleJoselo HRNo ratings yet
- Fea of Two Engine Pistons Made of Aluminium Cast Alloy A390 and Ductile Iron 65-45-12 Under Service ConditionsDocument21 pagesFea of Two Engine Pistons Made of Aluminium Cast Alloy A390 and Ductile Iron 65-45-12 Under Service ConditionsLast SurvivorNo ratings yet
- Research Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelDocument8 pagesResearch Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelFernando RomeroNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Product Data: Refratherm - AceDocument7 pagesProduct Data: Refratherm - AceMuntandwe georgeNo ratings yet
- Ye 2004Document10 pagesYe 2004Babcsánné Kiss JuditNo ratings yet
- Title: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelDocument15 pagesTitle: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelAshutosh GautamNo ratings yet
- Effect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite SteelDocument7 pagesEffect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite Steelمسعود بوزويرNo ratings yet
- Die Casting Heat Treatment Process To Increase Strength Part 2Document6 pagesDie Casting Heat Treatment Process To Increase Strength Part 2itslowNo ratings yet
- Specification Sheet: Alloy 800H/800HT: (UNS N08810, UNS N08811) W. Nr. 1.4958, 1.4959Document4 pagesSpecification Sheet: Alloy 800H/800HT: (UNS N08810, UNS N08811) W. Nr. 1.4958, 1.4959Abdul RehmanNo ratings yet
- Nimonic Alloy 80ADocument24 pagesNimonic Alloy 80AdharmatejakademNo ratings yet
- Superalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Document8 pagesSuperalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Pardhu YellaNo ratings yet
- Nominal Composition Standard Inventory Specifications: Click Here To View The 718 Product Page On Our WebsiteDocument2 pagesNominal Composition Standard Inventory Specifications: Click Here To View The 718 Product Page On Our WebsiteOnder TemelNo ratings yet
- Capdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsDocument10 pagesCapdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsElliot AmadiNo ratings yet
- Bake Hardening ST 14 SteelDocument8 pagesBake Hardening ST 14 SteelDavid JendraNo ratings yet
- Geaman V - 09Document4 pagesGeaman V - 09Bala SubramanianNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 TurbinejparmarNo ratings yet
- Erdem 2005Document7 pagesErdem 2005vinayakNo ratings yet
- Thyssenkrupp Materials International: Material Data SheetDocument4 pagesThyssenkrupp Materials International: Material Data SheetjaseerkannothNo ratings yet
- Ceramics for Energy Conversion, Storage, and Distribution SystemsFrom EverandCeramics for Energy Conversion, Storage, and Distribution SystemsThomas PfeiferNo ratings yet
- Leaded Nickel SilverDocument1 pageLeaded Nickel Silvermp87_ingNo ratings yet
- Using The Power Law Model To Quantify Shear Thinning Behavior On A Rotational RheometerDocument7 pagesUsing The Power Law Model To Quantify Shear Thinning Behavior On A Rotational Rheometermp87_ingNo ratings yet
- LDM CuNi7Zn39Pb3Mn2 MSDSDocument4 pagesLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingNo ratings yet
- Ball Pen in 4 Colours With Medium Point: Main FeaturesDocument1 pageBall Pen in 4 Colours With Medium Point: Main Featuresmp87_ingNo ratings yet
- CDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFDocument10 pagesCDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFmp87_ingNo ratings yet
- SANDVIK Understanding Cemented Carbide PDFDocument20 pagesSANDVIK Understanding Cemented Carbide PDFmp87_ingNo ratings yet
- JIS G4805:1999 High Carbon Chromium Bearing SteelsDocument34 pagesJIS G4805:1999 High Carbon Chromium Bearing Steelsmp87_ingNo ratings yet
- Fatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and StructuresDocument232 pagesFatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and Structuresmp87_ing100% (1)
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingNo ratings yet
- Strategies For Eliminating DecarburizationDocument3 pagesStrategies For Eliminating Decarburizationmp87_ingNo ratings yet
- A Chrome Alternative For Corrosive EnvironmentsDocument3 pagesA Chrome Alternative For Corrosive Environmentsmp87_ingNo ratings yet
- Alloy CarbidesDocument2 pagesAlloy Carbidesmp87_ing100% (1)
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- Vacuum Oil Quenching: Applications and Unique PropertiesDocument4 pagesVacuum Oil Quenching: Applications and Unique Propertiesmp87_ingNo ratings yet
- Interpreting Carburized Case DepthsDocument4 pagesInterpreting Carburized Case Depthsmp87_ingNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- Tus & SatDocument30 pagesTus & SatMadhubalan100% (1)
- Single Head Nest Detail: Turbonest F644 20Mm S355 04Document3 pagesSingle Head Nest Detail: Turbonest F644 20Mm S355 04Vv ZzNo ratings yet
- The NZ Transport Agency Guide To Bridge PaintingDocument13 pagesThe NZ Transport Agency Guide To Bridge Paintingjunhe898No ratings yet
- 3064 3066 Cylinder Head - InstallDocument4 pages3064 3066 Cylinder Head - InstallWilfer Grain100% (1)
- Barrier (Well Control) 1Document13 pagesBarrier (Well Control) 1Zahraa AliNo ratings yet
- 2017 Plates Gemini - ENGLISHDocument8 pages2017 Plates Gemini - ENGLISHAhmed FadhilNo ratings yet
- Shielded Metal Arc Welding (Stick Welding)Document26 pagesShielded Metal Arc Welding (Stick Welding)Anonymous mRBbdopMKfNo ratings yet
- Coal To Olefins & Methanol To Olefins: Chemical Process Technology. Professor:-Dr. Pravin KodgireDocument29 pagesCoal To Olefins & Methanol To Olefins: Chemical Process Technology. Professor:-Dr. Pravin KodgireMicrosoft GamingNo ratings yet
- BASF Masterseal 540 PDFDocument2 pagesBASF Masterseal 540 PDFJM Subion100% (1)
- Assignment3forming Solutions 121213110849 Phpapp02Document4 pagesAssignment3forming Solutions 121213110849 Phpapp02Renaldi Khaesar KumaraNo ratings yet
- Pet Bottle Blowing Common ProblemsDocument1 pagePet Bottle Blowing Common ProblemsLiaqat Ali100% (2)
- T0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFDocument43 pagesT0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFdang2172014No ratings yet
- Techniques in ClayDocument22 pagesTechniques in ClayAbdcareem MohdNo ratings yet
- 20 Feed HC Rear Door & Side Door SpecitficationDocument17 pages20 Feed HC Rear Door & Side Door SpecitficationFaith PirincNo ratings yet
- CK6132A CNC Lathe MachineDocument2 pagesCK6132A CNC Lathe MachineMUHAMMAD NAUMANNo ratings yet
- Bobcat 2014Document1,440 pagesBobcat 2014Lucio UbelluNo ratings yet
- Bearing 1 PDFDocument1 pageBearing 1 PDFAnkit SuriNo ratings yet
- Electroplated Aluminum: The Effective, Money-Saving Alternative To Ion Vapor Deposition (IVD)Document2 pagesElectroplated Aluminum: The Effective, Money-Saving Alternative To Ion Vapor Deposition (IVD)WK SinnNo ratings yet
- Starplast Spray-Applied-Plaster Data SheetDocument5 pagesStarplast Spray-Applied-Plaster Data SheetEng Mohammad OmariNo ratings yet
- Metal Forming Processes: Dr. Sunil JhaDocument16 pagesMetal Forming Processes: Dr. Sunil JhaarulmuruguNo ratings yet
- Korepox Topcoat ET6572Document2 pagesKorepox Topcoat ET6572Isabelo AbaoNo ratings yet
- Praveen Audit Log SheetDocument59 pagesPraveen Audit Log SheetUnwanted Pyara PintuNo ratings yet
- Enerflex Rocsole Presentation 051220 - 1033 - v.2Document28 pagesEnerflex Rocsole Presentation 051220 - 1033 - v.2Monsivais AntonioNo ratings yet
- Plagiarism - ReportDocument42 pagesPlagiarism - ReportJerick HernandezNo ratings yet
- Presentatie John Van Der Zeeuw, AtotechDocument24 pagesPresentatie John Van Der Zeeuw, AtotechDinh TuNo ratings yet
- CrystallizersDocument14 pagesCrystallizersAbhishekAyareNo ratings yet
- CNC Lab ManualDocument40 pagesCNC Lab ManualPavaniNo ratings yet
- Injection Molding - Definition, Process, Parts, Types, & Defects (With PDFDocument24 pagesInjection Molding - Definition, Process, Parts, Types, & Defects (With PDFSolikinSolehNo ratings yet
- Nos 0487100125 000 Ac 20190521Document5 pagesNos 0487100125 000 Ac 20190521m natarajanNo ratings yet
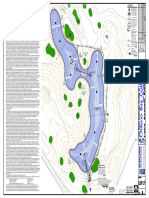
- Proyecto Campo de GolfDocument8 pagesProyecto Campo de GolfLuis Navarro SuarezNo ratings yet