You might also like
- DC Drives - ConstructionDocument10 pagesDC Drives - ConstructionSuyog ShingareNo ratings yet
- DC Drive ExplainationDocument17 pagesDC Drive ExplainationTabassum BanoNo ratings yet
- Motor Load and Efficiency PDFDocument16 pagesMotor Load and Efficiency PDFwfjerrNo ratings yet
- Power FactorDocument42 pagesPower FactormkpqNo ratings yet
- File 014Document42 pagesFile 014Zulkernain Omer TariqNo ratings yet
- Electic MotorsDocument22 pagesElectic MotorsAshutosh ShuklaNo ratings yet
- IbnTaymiyyah Theological EthicsDocument361 pagesIbnTaymiyyah Theological EthicsDado Daki100% (1)
- The Art of Winding: Good RollsDocument21 pagesThe Art of Winding: Good RollsHicham Hafiani100% (1)
- Motor CalculationsDocument8 pagesMotor CalculationssmhbNo ratings yet
- Service Manual: RP-6000 MK6 LTD RP-6000 MK6 BDocument44 pagesService Manual: RP-6000 MK6 LTD RP-6000 MK6 BFivor EdwardsNo ratings yet
- Determining Electric Motor Load and Efficiency: F A C T S H E E TDocument16 pagesDetermining Electric Motor Load and Efficiency: F A C T S H E E TwahonotNo ratings yet
- DuctBank For Electrical SystemDocument4 pagesDuctBank For Electrical SystemAnonymous XYAPaxjbYNo ratings yet
- Electric Motors: Syllabus Electric Motors: Types, Losses in Induction Motors, Motor Efficiency, Factors AffectingDocument12 pagesElectric Motors: Syllabus Electric Motors: Types, Losses in Induction Motors, Motor Efficiency, Factors AffectingAjay kunwar singhNo ratings yet
- PP ThermoformingDocument8 pagesPP ThermoformingpertmasterNo ratings yet
- Planet Earth: Its Propeties To Support LifeDocument27 pagesPlanet Earth: Its Propeties To Support LifegillianeNo ratings yet
- Motors & Drives-Carbon TrustDocument38 pagesMotors & Drives-Carbon TrustAirton Flores100% (1)
- MDO FilmsDocument5 pagesMDO FilmsManoj Bansal100% (1)
- 2011 33 MaintenanceDocument16 pages2011 33 MaintenanceKrishna Khandige100% (1)
- Power Factor Correction and Harmonic Control For DC Drive LoadsDocument10 pagesPower Factor Correction and Harmonic Control For DC Drive LoadsJubair Abu SalehNo ratings yet
- Application Guide ExtrudersDocument24 pagesApplication Guide ExtrudersjvilasisNo ratings yet
- A Alternator DesignDocument6 pagesA Alternator DesignKathir RkpNo ratings yet
- Extrusion DieDocument58 pagesExtrusion Diesahilchouhan0249366No ratings yet
- Film Extrusion and Conversion: Technical GuideDocument64 pagesFilm Extrusion and Conversion: Technical GuideHicham HafianiNo ratings yet
- View The Blown Film Extrusion Workbook - Higher Institute For ...Document110 pagesView The Blown Film Extrusion Workbook - Higher Institute For ...Diana Mickute100% (2)
- MÁY 5 Service Manual Bellavista 1000 V16 08Document126 pagesMÁY 5 Service Manual Bellavista 1000 V16 08Huế TrầnNo ratings yet
- Plastics: Blow MoldingDocument41 pagesPlastics: Blow MoldingJesus G FANo ratings yet
- Microscopio Olympus CX31 Serv PDFDocument36 pagesMicroscopio Olympus CX31 Serv PDFalejandra0% (1)
- Pbi-28 Recommended Practice For Documentation of Recycled HDPE PDFDocument2 pagesPbi-28 Recommended Practice For Documentation of Recycled HDPE PDFIldefonso FloresNo ratings yet
- The Installation of AC Drives Can Yield Some Predictable Benefits and Some Not-So-Predictable Side EffectsDocument3 pagesThe Installation of AC Drives Can Yield Some Predictable Benefits and Some Not-So-Predictable Side EffectsJonathan SantiagoNo ratings yet
- Power Factor and P.F. CorrectionDocument4 pagesPower Factor and P.F. Correctionjdcom_inNo ratings yet
- Energy Conservation in Electrication Distribution Network in An IndustryDocument13 pagesEnergy Conservation in Electrication Distribution Network in An IndustryMani KandanNo ratings yet
- Motor NemaDocument37 pagesMotor NemanmulyonoNo ratings yet
- AC Induction Motor SlipDocument6 pagesAC Induction Motor SlipnotastudentNo ratings yet
- Power Factor Improvement of Induction Motor by Using CapacitorsDocument5 pagesPower Factor Improvement of Induction Motor by Using CapacitorsARUNPRASADEEENo ratings yet
- Drit Improving EnergyDocument3 pagesDrit Improving EnergyOnwunta E K OnwuntaNo ratings yet
- Apfc Final ReportDocument57 pagesApfc Final ReportIshant SiddhrauNo ratings yet
- Topic 6 and 7 - DC and AC DrivesDocument26 pagesTopic 6 and 7 - DC and AC DrivesAvinesh ChandNo ratings yet
- White Paper - Do DC Generators Offer Fuel Economy Advantages - Lexe0339-01Document9 pagesWhite Paper - Do DC Generators Offer Fuel Economy Advantages - Lexe0339-01sdiamanNo ratings yet
- Minimizing Penalty in Industrialpower Factor Correction by Engaging Apfc UnitDocument15 pagesMinimizing Penalty in Industrialpower Factor Correction by Engaging Apfc UnitabellNo ratings yet
- 2006 18 Spring Wiring Matters Power Factor Correction PFCDocument3 pages2006 18 Spring Wiring Matters Power Factor Correction PFCArsyad Harus SemangattNo ratings yet
- 3.2 Electric Motors - Revised (Table Format)Document8 pages3.2 Electric Motors - Revised (Table Format)Sumit AgrawalNo ratings yet
- AC Versus DC in Crane Modernisation Projects: ORT Echnology NternationalDocument3 pagesAC Versus DC in Crane Modernisation Projects: ORT Echnology NternationalDedy AlfNo ratings yet
- Amplifier ServoDocument3 pagesAmplifier ServoinputzNo ratings yet
- DC To ACDocument4 pagesDC To ACKumar Pawar100% (1)
- Optimal PDFDocument6 pagesOptimal PDFjalilemadiNo ratings yet
- Apfc Analog ThesisDocument40 pagesApfc Analog ThesispandyamechNo ratings yet
- Regenerative Braking of Series-Wound Brushed DC Electric Motors For Electric VehiclesDocument6 pagesRegenerative Braking of Series-Wound Brushed DC Electric Motors For Electric Vehiclesbeastlt12No ratings yet
- Dry Type Power Factor Correction Capacitors: Application ManualDocument18 pagesDry Type Power Factor Correction Capacitors: Application ManualososdeanNo ratings yet
- Motor Circuit Analysis For Energy, Reliability and Production Cost ImprovementsDocument4 pagesMotor Circuit Analysis For Energy, Reliability and Production Cost ImprovementsAmin Mustangin As-SalafyNo ratings yet
- Calculation of Modulation Index of PWM Wave Form Feed To Inverter Feed Induction MotorDocument18 pagesCalculation of Modulation Index of PWM Wave Form Feed To Inverter Feed Induction MotorSathishkumar MalipeddiNo ratings yet
- Energy Efficiency Factsheet - Reducing Power Factor CostDocument4 pagesEnergy Efficiency Factsheet - Reducing Power Factor CostPopo OpopNo ratings yet
- Modeling and Analysis of Shared/Common DC Bus Operation of AC Drives (Part I)Document6 pagesModeling and Analysis of Shared/Common DC Bus Operation of AC Drives (Part I)Pham LongNo ratings yet
- 3.10 EET in Electrical SystemsDocument8 pages3.10 EET in Electrical SystemsHarish Kumar SharmaNo ratings yet
- Heising Et Al-2011-Optimised Energy-Efficient Drive System For Ship PropulsionDocument4 pagesHeising Et Al-2011-Optimised Energy-Efficient Drive System For Ship PropulsionEleftherios DeNo ratings yet
- Dgenset Dont Need Capacitor Right or WrongDocument10 pagesDgenset Dont Need Capacitor Right or WrongShrikant KajaleNo ratings yet
- Modelling and Simulation: Wind Turbine GeneratorDocument7 pagesModelling and Simulation: Wind Turbine GeneratorEléctrico IngenieríaNo ratings yet
- DSP-Based Experimental Rig With The Doubly-Fed Induction Generator ForDocument12 pagesDSP-Based Experimental Rig With The Doubly-Fed Induction Generator Fordebasis250No ratings yet
- Chapter 3.10: Energy Efficient Technologies in Electrical SystemsDocument8 pagesChapter 3.10: Energy Efficient Technologies in Electrical SystemsdineshvhavalNo ratings yet
- Variable Frequency Drives in A Power Plant: SynopsisDocument22 pagesVariable Frequency Drives in A Power Plant: SynopsisReuben VargheseNo ratings yet
- Abstract:: Key Word: Induction Motor, EfficiencyDocument6 pagesAbstract:: Key Word: Induction Motor, Efficiencysrinivasan_smartNo ratings yet
- DC Motor Efficiency Calculation Formula Amp EquationDocument8 pagesDC Motor Efficiency Calculation Formula Amp EquationPeter Tendai MakaraNo ratings yet
- Seminar Presentation BLDCDocument27 pagesSeminar Presentation BLDCJustin Jennings100% (1)
- D C Motors: Irect UrrentDocument32 pagesD C Motors: Irect UrrentNeelam Prabhu-GaunkarNo ratings yet
- Mini Project 1Document37 pagesMini Project 1satyendra kumarNo ratings yet
- Power Amps Efficiency PFDocument5 pagesPower Amps Efficiency PFAnonymous DJrec2No ratings yet
- Electric Motors: Objective Type Questions and AnswersDocument10 pagesElectric Motors: Objective Type Questions and AnswersBharatiyulamNo ratings yet
- Japan Color 2005 EnglishDocument27 pagesJapan Color 2005 EnglishHicham HafianiNo ratings yet
- Phase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationDocument9 pagesPhase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationGracella AudreyNo ratings yet
- LC Magna Leaflet 2019Document2 pagesLC Magna Leaflet 2019saemiNo ratings yet
- Surface & Subsurface Geotechnical InvestigationDocument5 pagesSurface & Subsurface Geotechnical InvestigationAshok Kumar SahaNo ratings yet
- Carbon Emissions Don't Cause Global Warming: BackgroundDocument5 pagesCarbon Emissions Don't Cause Global Warming: BackgroundLibertyAustraliaNo ratings yet
- UNDP NP Dhangadhi SWM TOR FinalDocument4 pagesUNDP NP Dhangadhi SWM TOR FinalNirmal K.c.No ratings yet
- Chapter 4 TurbineDocument56 pagesChapter 4 TurbineHabtamu Tkubet EbuyNo ratings yet
- Learning Guide: Central Texas College Department of NursingDocument26 pagesLearning Guide: Central Texas College Department of Nursingapi-3697326No ratings yet
- Presentation On Anther Culture: Submitted To Submitted byDocument22 pagesPresentation On Anther Culture: Submitted To Submitted byvishnu0751No ratings yet
- Research Proposal PHDDocument19 pagesResearch Proposal PHDSuleiman Mukhtar100% (2)
- HART - Wikipedia, The Free EncyclopediaDocument3 pagesHART - Wikipedia, The Free EncyclopediakalyanupdownNo ratings yet
- Institute of Metallurgy and Materials Engineering Faculty of Chemical and Materials Engineering University of The Punjab LahoreDocument10 pagesInstitute of Metallurgy and Materials Engineering Faculty of Chemical and Materials Engineering University of The Punjab LahoreMUmairQrNo ratings yet
- Blood Glucose Units Conversion Table: Endocrinology & Diabetes UnitDocument1 pageBlood Glucose Units Conversion Table: Endocrinology & Diabetes UnitDrFarah Emad AliNo ratings yet
- R OR K C S V: EG Epair Its For Ylinder and Ervice AlvesDocument5 pagesR OR K C S V: EG Epair Its For Ylinder and Ervice AlvesLeonardoFabioCorredorNo ratings yet
- Driver DST-4812 For 7.2 KG CMDocument5 pagesDriver DST-4812 For 7.2 KG CMWWW.150775.BUGME.PWNo ratings yet
- Evaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CDocument10 pagesEvaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CAliNo ratings yet
- A-ZKD-13 (ZKD-59 (A) ) : Mechanical ParameterDocument1 pageA-ZKD-13 (ZKD-59 (A) ) : Mechanical Parameterwissam zaatuorNo ratings yet
- EclipseDocument6 pagesEclipsetoncipNo ratings yet
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Document17 pagesLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediNo ratings yet
- 8 Field Quality PlanDocument18 pages8 Field Quality PlanRamaKrishna ANo ratings yet
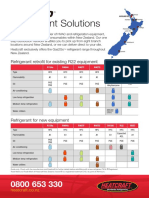
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocument2 pagesRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNo ratings yet
- Flooding Deagon Flood Flag MapDocument1 pageFlooding Deagon Flood Flag MapNgaire TaylorNo ratings yet
- HP Prodesk 400 G6 Microtower PC: Reliable and Ready Expansion For Your Growing BusinessDocument4 pagesHP Prodesk 400 G6 Microtower PC: Reliable and Ready Expansion For Your Growing BusinessPằngPằngChiuChiuNo ratings yet
- 2nd Quarter - Summative Test in TleDocument2 pages2nd Quarter - Summative Test in TleRachelle Ann Dizon100% (1)