You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Racing Sports Car Chassis Design - 0837602963Document167 pagesRacing Sports Car Chassis Design - 0837602963dineshtej7768100% (23)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pipe FlangesDocument7 pagesPipe FlangesAli SafdarNo ratings yet
- Gear Hobbing 1Document24 pagesGear Hobbing 1amir_fortunate100% (1)
- BASF Snap Fit Design GuideDocument24 pagesBASF Snap Fit Design GuidewantamanualNo ratings yet
- Brain Bee Info BookletDocument60 pagesBrain Bee Info Bookletjon1262No ratings yet
- Advances in Vehicle DesignDocument187 pagesAdvances in Vehicle Designsayed92% (13)
- HyperMILL MAXXDocument20 pagesHyperMILL MAXXPaul VeramendiNo ratings yet
- Eaton ApqpDocument142 pagesEaton ApqpAmolPagdalNo ratings yet
- Rohm Lathe ChucksDocument91 pagesRohm Lathe ChucksNebojša ObradovićNo ratings yet
- Creating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFDocument7,750 pagesCreating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFAmolPagdal10% (10)
- Cutting TechnologyDocument17 pagesCutting TechnologyAishee Bhowmick100% (1)
- Learning From ToyotaDocument36 pagesLearning From ToyotaEldori1988No ratings yet
- Automotive Interior Solutions Optimised Performance and Surface AestheticsDocument16 pagesAutomotive Interior Solutions Optimised Performance and Surface AestheticsAmolPagdal100% (1)
- Brian Tracy The Power of ClarityDocument72 pagesBrian Tracy The Power of ClarityBiblioteca_Virtual100% (3)
- Indiana PresentationDocument62 pagesIndiana PresentationRahulNo ratings yet
- Volvo ApqpDocument30 pagesVolvo ApqpAmolPagdalNo ratings yet
- Bar Soap Finishing - Luis Spitz 4-5-2006Document84 pagesBar Soap Finishing - Luis Spitz 4-5-2006Gabriela Zubieta100% (4)
- Links in CatiaDocument8 pagesLinks in CatiaAmolPagdalNo ratings yet
- Celebrity QuotesDocument7 pagesCelebrity QuotesAmolPagdalNo ratings yet
- Wireframe and Surface Catia TutorialDocument105 pagesWireframe and Surface Catia TutorialSunita SinghNo ratings yet
- BIW Design PDFDocument17 pagesBIW Design PDFAmolPagdalNo ratings yet
- 23856411-fe5b-4518-b333-2f0062013752Document9 pages23856411-fe5b-4518-b333-2f0062013752Arun VermaNo ratings yet
- Catia Tip No - Inc 006Document3 pagesCatia Tip No - Inc 006AmolPagdalNo ratings yet
- Basic Mold Concept PDFDocument68 pagesBasic Mold Concept PDFAmolPagdalNo ratings yet
- Catia Tip No - Inc 0005Document3 pagesCatia Tip No - Inc 0005AmolPagdalNo ratings yet
- Basic Mold ConceptDocument30 pagesBasic Mold ConceptAmolPagdalNo ratings yet
- Catia SymbolsDocument9 pagesCatia SymbolsAmolPagdalNo ratings yet
- PBT - The Plastic MaterialDocument2 pagesPBT - The Plastic MaterialAmolPagdalNo ratings yet
- Intro ToAPQP WebinarDocument130 pagesIntro ToAPQP Webinaraorto3919No ratings yet
- Pa12 PDFDocument2 pagesPa12 PDFAmolPagdalNo ratings yet
- Concept Testing & Product Architecture PDFDocument37 pagesConcept Testing & Product Architecture PDFcadcam010% (1)
- My 12th Biology Project 2015-16Document12 pagesMy 12th Biology Project 2015-16AmolPagdalNo ratings yet
- Johnson Controls Casestudy en LRDocument2 pagesJohnson Controls Casestudy en LRAmolPagdalNo ratings yet
- Design Process For PlasticDocument43 pagesDesign Process For PlasticAmolPagdalNo ratings yet
- Dont Know What To Say PDFDocument6 pagesDont Know What To Say PDFAmolPagdalNo ratings yet
- Green Planet Store ManagementDocument2 pagesGreen Planet Store ManagementAmolPagdalNo ratings yet
- Bubble SensingDocument16 pagesBubble SensingAmolPagdalNo ratings yet
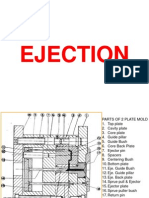
- K EjectionDocument21 pagesK EjectionAmolPagdalNo ratings yet
- Pakistan Factories Act 1934 - CHapter 3 HSE LawsDocument22 pagesPakistan Factories Act 1934 - CHapter 3 HSE Lawstahseenhassantirmizi100% (1)
- 240c ClassDocument3 pages240c ClassDan SloNo ratings yet
- CNC Machine SafetyDocument6 pagesCNC Machine SafetyYaru KaNo ratings yet
- UNITMODELDocument2 pagesUNITMODELTyler GoodwinNo ratings yet
- DAZON 1100 - JGE13 RE1100 Engine (Huai Hai)Document45 pagesDAZON 1100 - JGE13 RE1100 Engine (Huai Hai)Armando JesusNo ratings yet
- Free Download GTU Books. This Is A Site For GTU Students, Where You Can Download All GTU Syllabus Books or Engineering Material and Pharmacy MaterialDocument3 pagesFree Download GTU Books. This Is A Site For GTU Students, Where You Can Download All GTU Syllabus Books or Engineering Material and Pharmacy Materialupcool31No ratings yet
- Haas Lathe Programming ManualDocument143 pagesHaas Lathe Programming Manualdoshi78No ratings yet
- Indian Standard - 2644Document8 pagesIndian Standard - 2644Biswajit DasNo ratings yet
- Tech G 5Document6 pagesTech G 5George BorșaruNo ratings yet
- Bosch Rexroth Fusos EsferasDocument164 pagesBosch Rexroth Fusos EsferasjomiseferNo ratings yet
- Spindle Deflections in High-Speed Machine ToolsDocument8 pagesSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoNo ratings yet
- Autoclaved Aerated Concrete (AAC) We Put Concrete Into ShapeDocument6 pagesAutoclaved Aerated Concrete (AAC) We Put Concrete Into ShapeeduardoaffreNo ratings yet
- Ball Bearing Manufacturing Process 130930021744 Phpapp01Document15 pagesBall Bearing Manufacturing Process 130930021744 Phpapp01Athul MuraliNo ratings yet
- Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular CrossDocument9 pagesDrilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross16dem11f1035No ratings yet
- Cipet Bhubaneswar Skill Development CoursesDocument1 pageCipet Bhubaneswar Skill Development CoursesDivakar PanigrahiNo ratings yet
- CPP103 CNC Steel Plate Marking and Punching MachineDocument7 pagesCPP103 CNC Steel Plate Marking and Punching MachineReza MuhammadNo ratings yet
- Turbo List of KangyueDocument13 pagesTurbo List of Kangyuemmc83No ratings yet
- m6jt1 Plastering Machine Plaster Machine Painting Machine Rendering Machine Spraying MachineDocument7 pagesm6jt1 Plastering Machine Plaster Machine Painting Machine Rendering Machine Spraying MachineHendyKoNo ratings yet
- Manual Coning Tool-BrochureDocument4 pagesManual Coning Tool-BrochuresreekumarNo ratings yet
- Seco ToolsDocument24 pagesSeco ToolscortelinirosaNo ratings yet
- Welded Mesh SpecificationDocument4 pagesWelded Mesh Specificationsunil050776No ratings yet
- Remote and Automatic ControlDocument11 pagesRemote and Automatic ControldenramrNo ratings yet