You might also like
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Burning DashboardDocument3 pagesBurning DashboardMehmet C100% (1)
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBmkpqNo ratings yet
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- Measurement DDocument37 pagesMeasurement Dgvrr1954100% (2)
- Clinker CoolersDocument12 pagesClinker CoolersAkhilesh Pratap SinghNo ratings yet
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiNo ratings yet
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- By Pass System in The Dry ProcessDocument34 pagesBy Pass System in The Dry Processfaheemqc100% (1)
- Control Cooler Exit Temperature and IKN Grate RestrictionDocument33 pagesControl Cooler Exit Temperature and IKN Grate Restrictionसागर फुकटNo ratings yet
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- Heat-Up Schedule As Per RequirementDocument1 pageHeat-Up Schedule As Per RequirementVijay BhanNo ratings yet
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Tips On Kiln OperationDocument1 pageTips On Kiln OperationVipan Kumar DograNo ratings yet
- Coating, Rings and BallsDocument8 pagesCoating, Rings and BallsHazem Diab100% (1)
- A Better Kiln CoatingDocument2 pagesA Better Kiln Coatingamir100% (4)
- Clinker ReductionDocument2 pagesClinker ReductionGiequatNo ratings yet
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 pagesUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditNo ratings yet
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- Lucie MillDocument50 pagesLucie MillJoko DewotoNo ratings yet
- What Is A Process ControlDocument17 pagesWhat Is A Process ControlpashaNo ratings yet
- Kiln Operator Emergency GuideDocument12 pagesKiln Operator Emergency GuideLe HoangNo ratings yet
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Mastering Preheater Kiln Build-up ControlDocument13 pagesMastering Preheater Kiln Build-up ControlJoko Dewoto100% (1)
- VDZ - Optimising The Clinker Burning ProcessDocument2 pagesVDZ - Optimising The Clinker Burning ProcessfoxmancementNo ratings yet
- Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDocument85 pagesCirculation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsBetonÇimento100% (3)
- Advancement in Refractories used for Cement Rotary kiln(CRKDocument75 pagesAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- Increasing cement grinding capacity with vertical roller mill technologyDocument7 pagesIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Heat Balance DiagramDocument29 pagesHeat Balance Diagramsanju_cgh100% (2)
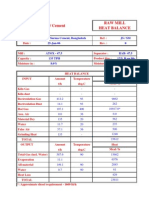
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Brown ClinkerDocument21 pagesBrown ClinkerTamer Fathy0% (1)
- VDZ-Onlinecourse 7 3 enDocument20 pagesVDZ-Onlinecourse 7 3 enAnonymous iI88LtNo ratings yet
- Effect of Clinker Composition On GrindingDocument5 pagesEffect of Clinker Composition On GrindingAlbar Budiman100% (1)
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewDocument224 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewawfahaddadinNo ratings yet
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Math Cement Module 1Document8 pagesMath Cement Module 1Waseem SafdarNo ratings yet
- MC V0 B000 TOC v7 0 1 PDFDocument171 pagesMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhNo ratings yet
- Annual Audit of CM 1Document26 pagesAnnual Audit of CM 1Tamer Fathy100% (1)
- Grinding Media ConsumptionDocument9 pagesGrinding Media ConsumptionMuhammadNo ratings yet
- Odudimu Certification ScenerioDocument50 pagesOdudimu Certification Scenerioabosede2012No ratings yet
- Hot Meal Burns Guidance 2nd Edition December 2005 PDFDocument19 pagesHot Meal Burns Guidance 2nd Edition December 2005 PDFSuad BushiNo ratings yet
- Pyro-processing system flow overviewDocument1 pagePyro-processing system flow overviewVijay BhanNo ratings yet
- Quality and Formulae 2Document2 pagesQuality and Formulae 2zane truesdaleNo ratings yet
- Difference between ASR and MSO3 ratios for cement clinker productionDocument2 pagesDifference between ASR and MSO3 ratios for cement clinker productionavisgop100% (2)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Decreasing Blast Furnace Process Costs at Iscor Long ProductsDocument6 pagesDecreasing Blast Furnace Process Costs at Iscor Long ProductsPaul VermeulenNo ratings yet
- Alkali Activated ConcreteDocument9 pagesAlkali Activated ConcreteKofi AboraNo ratings yet
- Fly Ash & LimeDocument9 pagesFly Ash & LimeBrijendra MathurNo ratings yet
- Gypsum As CatalystDocument7 pagesGypsum As CatalystNoor AkmalNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- Feed Contamination With Sodium and Its ImpactDocument12 pagesFeed Contamination With Sodium and Its Impacttonytayic100% (1)
- Cement Rotary Kiln: Questions & AnswersDocument37 pagesCement Rotary Kiln: Questions & AnswersMKPashaPashaNo ratings yet
- Role of Moisture in by Product Coke OvensDocument2 pagesRole of Moisture in by Product Coke OvensasnandyNo ratings yet
- Coke Quality and Thermal Reserve Zone PDFDocument6 pagesCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216No ratings yet
- Coal Flow Aids Improve Coke Plant EfficiencyDocument11 pagesCoal Flow Aids Improve Coke Plant EfficiencysamdanismsNo ratings yet
- Handbook of Crushing PennsylvaniaDocument43 pagesHandbook of Crushing PennsylvaniaAngel Chavez100% (1)
- Safeguards Against Hazards Section 2Document11 pagesSafeguards Against Hazards Section 2NaelNo ratings yet
- Brick Lining Installation-Golden RulesDocument34 pagesBrick Lining Installation-Golden RulesNael100% (11)
- You Must Know This ManDocument4 pagesYou Must Know This ManNaelNo ratings yet
- Chain KilnsDocument287 pagesChain KilnsNael100% (1)
- Women in The Quran & BibleDocument3 pagesWomen in The Quran & BibleNaelNo ratings yet
- Bricks Calculator v.2Document1 pageBricks Calculator v.2Nael100% (4)
- Ball Mill OptimizationDocument82 pagesBall Mill OptimizationRashek_119588% (16)
- Red RiverDocument16 pagesRed RiverNael100% (1)
- Cement Rotary Kiln Questions & AnswersDocument37 pagesCement Rotary Kiln Questions & AnswersNael95% (19)
- Summary of Raw Grinding System PDFDocument1 pageSummary of Raw Grinding System PDFNaelNo ratings yet
- LubricationDocument123 pagesLubricationNael75% (4)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- Refractories in Cement ManufacturingDocument24 pagesRefractories in Cement ManufacturingNael91% (23)
- Cement Chemistry Handbook - FullerDocument62 pagesCement Chemistry Handbook - FullerNael91% (34)
- Grinding Aids-A Study On Their Mechanism of ActionDocument10 pagesGrinding Aids-A Study On Their Mechanism of ActionNael100% (1)
- Phillips Kiln Tires ServicesDocument53 pagesPhillips Kiln Tires ServicesNael100% (14)
- Superior Performance Through Innovative Technology - VEGA IndustriesDocument72 pagesSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- CAPL Cement GlossaryDocument15 pagesCAPL Cement GlossaryrefeiiNo ratings yet
- Raw Material Challenges in Cement ProductionDocument12 pagesRaw Material Challenges in Cement Productionm_verma21No ratings yet
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocument8 pagesSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Refractory Lining Installation Guide-RHIDocument40 pagesRefractory Lining Installation Guide-RHINael100% (10)
- Combinations To Form A RingDocument1 pageCombinations To Form A RingNael100% (4)
- How To Control Kiln Shell CorrosionDocument72 pagesHow To Control Kiln Shell CorrosionNael100% (5)
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Combustion Process With Def.Document11 pagesCombustion Process With Def.Suresh VaddeNo ratings yet
- Numerical Prediction of Cyclone Pressure DropDocument5 pagesNumerical Prediction of Cyclone Pressure DropNael100% (1)
- Refractory BricksDocument19 pagesRefractory BricksNael100% (3)
- Material and Energy Balance in Industrial PlantDocument26 pagesMaterial and Energy Balance in Industrial Plantconan45No ratings yet
- Digital-To-Analog Converter ICs SB Vol11 Issue5Document12 pagesDigital-To-Analog Converter ICs SB Vol11 Issue5Hooman KaabiNo ratings yet
- I. 8-Bit Microprocessors Architecture, Instruction Set and Their ProgrammingDocument4 pagesI. 8-Bit Microprocessors Architecture, Instruction Set and Their ProgrammingSaorabh KumarNo ratings yet
- Power Generation Engine Performance DataDocument4 pagesPower Generation Engine Performance Dataacere18100% (1)
- Product Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Document5 pagesProduct Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Tanmoy DuttaNo ratings yet
- MSCS) (V4.12.10) MSC Server Hardware DescriptionDocument148 pagesMSCS) (V4.12.10) MSC Server Hardware DescriptionDeepak JoshiNo ratings yet
- Laura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson PlanDocument11 pagesLaura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson Planapi-242213383No ratings yet
- Recurrent Neural Network-Based Robust NonsingularDocument13 pagesRecurrent Neural Network-Based Robust NonsingularDong HoangNo ratings yet
- LC 72322Document13 pagesLC 72322thecanislupusNo ratings yet
- Astm D2899Document6 pagesAstm D2899btwilliNo ratings yet
- CO2 Dosing and Generation SystemDocument344 pagesCO2 Dosing and Generation SystemABAID ULLAHNo ratings yet
- Catalogue Inverseurs OTMDocument104 pagesCatalogue Inverseurs OTMchahbounnabil100% (1)
- Powtech Pt100 ManualDocument112 pagesPowtech Pt100 ManualNisar AhmedNo ratings yet
- Structural Soils Engineer's Quick Reference GuideDocument64 pagesStructural Soils Engineer's Quick Reference GuideGreg McNamaraNo ratings yet
- Perez, Alonso - Unknown - The Ultimate Approach For General Arrangement Definition-AnnotatedDocument6 pagesPerez, Alonso - Unknown - The Ultimate Approach For General Arrangement Definition-AnnotatedPANJI BRAMMASTANo ratings yet
- Putzmeister Pump TrucksDocument17 pagesPutzmeister Pump Truckslwin_oo243575% (4)
- Quiz6 AnswerDocument8 pagesQuiz6 AnswerTrí Tạ MinhNo ratings yet
- Sejarah Unsur Kimia Bumi PDFDocument449 pagesSejarah Unsur Kimia Bumi PDFJon WheelerNo ratings yet
- LP Galvo Scanner LaserphotoDocument16 pagesLP Galvo Scanner LaserphotoCostin DinamaxNo ratings yet
- Chapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningDocument71 pagesChapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningHarsh AhirwarNo ratings yet
- 2023-RegisterBook Version 202212Document95 pages2023-RegisterBook Version 202212Moin AltafNo ratings yet
- Effort Distribution On Waterfall and AgileDocument12 pagesEffort Distribution On Waterfall and Agileanandapramanik100% (2)
- Visual Studio C++ TutorialDocument324 pagesVisual Studio C++ TutorialFahadNo ratings yet
- Microsoft Office Tips and TricksDocument12 pagesMicrosoft Office Tips and TricksJayr BVNo ratings yet
- Rational Expectation TheoryDocument7 pagesRational Expectation TheoryIsmith PokhrelNo ratings yet
- Dell Emc Data Domain Dd3300 Faq: Frequently Asked QuestionsDocument14 pagesDell Emc Data Domain Dd3300 Faq: Frequently Asked QuestionseriquewNo ratings yet
- 10.8 Special Polar GraphsDocument16 pages10.8 Special Polar GraphsIlias NihaNo ratings yet
- Definition, Scope and Nature of EconomicsDocument29 pagesDefinition, Scope and Nature of EconomicsShyam Sunder BudhwarNo ratings yet
- Classification of The Concha Type Microtia and Their New Suitable Tratment Strategies Without Autogenous Costal Cartilage GraftingDocument7 pagesClassification of The Concha Type Microtia and Their New Suitable Tratment Strategies Without Autogenous Costal Cartilage Graftingromina paz morales camposNo ratings yet
- Convert Decimal To Binary Sunday ClassDocument14 pagesConvert Decimal To Binary Sunday ClassLaila HammadNo ratings yet
- Service Manual New Sigma-Control 2Document132 pagesService Manual New Sigma-Control 2gil_bar_t0% (3)