You might also like
- Programmable Logic Controllers (PLCs) for AutomationDocument25 pagesProgrammable Logic Controllers (PLCs) for AutomationAlesha ZahraNo ratings yet
- DF Lecture 29Document14 pagesDF Lecture 29riya.3No ratings yet
- Exp.4 PLC Timers and CountersDocument5 pagesExp.4 PLC Timers and CountersELaine Dichosa50% (4)
- Programmable Logic Controller (PLC) : By:-Vinod DeswalDocument82 pagesProgrammable Logic Controller (PLC) : By:-Vinod DeswalHellbuoy RontyNo ratings yet
- IA AssignmentsDocument6 pagesIA AssignmentsNishant DhimanNo ratings yet
- Lab 3: Motor Cart Control - Closed Loop PositioningDocument6 pagesLab 3: Motor Cart Control - Closed Loop PositioningAnudeepReddyNo ratings yet
- Assignment 1Document5 pagesAssignment 1Karthik VyasNo ratings yet
- Chapter SevenDocument43 pagesChapter SevenNaho Senay IINo ratings yet
- PLC Programming Exercises for Logic Gates, Timers, CountersDocument4 pagesPLC Programming Exercises for Logic Gates, Timers, CountersUpkar Chandra0% (1)
- 4 Basic PLC ProgrammingDocument30 pages4 Basic PLC Programmingandresetyawan11111No ratings yet
- PLC Programming Tasks (In Class or Practice Again at Home)Document3 pagesPLC Programming Tasks (In Class or Practice Again at Home)santhoshNo ratings yet
- EE2301 Experiment 08Document6 pagesEE2301 Experiment 08nvbondNo ratings yet
- Programmable Logic Controller (PLC) FundamentalsDocument36 pagesProgrammable Logic Controller (PLC) FundamentalsAbhishek SoniNo ratings yet
- B59MC Control Laboratory-5-6Document2 pagesB59MC Control Laboratory-5-6Huzaifa KhalidiNo ratings yet
- ch19 - 2 PLC.1Document16 pagesch19 - 2 PLC.1jthanikNo ratings yet
- Design Lab Report (1)Document8 pagesDesign Lab Report (1)Himanshu BansalNo ratings yet
- PLC Assignment UC4F1101MEDocument9 pagesPLC Assignment UC4F1101MEHendra LimNo ratings yet
- Wash Machine Controller FSM DesignDocument7 pagesWash Machine Controller FSM DesignVennila Subramaniam SNo ratings yet
- HG073-8.5 - Mechatronics I Lab Book - Testing StationDocument48 pagesHG073-8.5 - Mechatronics I Lab Book - Testing StationAmr IbrahimNo ratings yet
- Standardized Work and Problem SolvingDocument34 pagesStandardized Work and Problem Solvingjayeshjpillai100% (3)
- Lean Tools WCG VSP MasterDocument11 pagesLean Tools WCG VSP Masterdaygo21No ratings yet
- Programmable Logic Controller Programmable Logic Controller: Course IE-447Document81 pagesProgrammable Logic Controller Programmable Logic Controller: Course IE-447Anas Tounsi100% (1)
- MF40603 Lecture 5Document7 pagesMF40603 Lecture 5kicked.partnershipNo ratings yet
- Experiement 8 - IACDocument7 pagesExperiement 8 - IACPRAMOD MAHAJANNo ratings yet
- Description of SystemDocument6 pagesDescription of SystemPragathees RamamoorthiNo ratings yet
- Dreams Elmqvist Nov 2012Document39 pagesDreams Elmqvist Nov 2012Manuel OdendahlNo ratings yet
- Programmable Logic Controllers: Counters (Cont'd)Document26 pagesProgrammable Logic Controllers: Counters (Cont'd)Dhanush SNo ratings yet
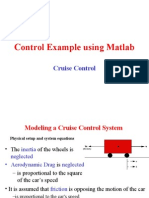
- Control Example Using MatlabDocument37 pagesControl Example Using MatlabRizkie Denny PratamaNo ratings yet
- Control System Labsheet Exp1Document9 pagesControl System Labsheet Exp1REDWAN AHMED MIAZEENo ratings yet
- Model Paper 18ME7G3Document4 pagesModel Paper 18ME7G3Xaf FarNo ratings yet
- Ch6-The Kanban SystemDocument23 pagesCh6-The Kanban SystemSaadAminNo ratings yet
- Q. Explain The ONE SHOT (ONS) Function With An Application.: Advanced PLC ProgrammingDocument18 pagesQ. Explain The ONE SHOT (ONS) Function With An Application.: Advanced PLC ProgrammingHaripriya PalemNo ratings yet
- CS111 Lab - Simulate Tin Can Trajectory in PhasesDocument3 pagesCS111 Lab - Simulate Tin Can Trajectory in PhasesMuhammad NiaziNo ratings yet
- Lab Plcomron Pcl1Document8 pagesLab Plcomron Pcl1Mohd FazliNo ratings yet
- Exercise Session 4 and Lab 2: Washing Machine: The Programming TaskDocument4 pagesExercise Session 4 and Lab 2: Washing Machine: The Programming TaskAtul Pratap Singh0% (1)
- Assignment FMSDocument2 pagesAssignment FMSAnuragShrivastavNo ratings yet
- 4-Bit Counter Using Modified Master - Slave Edge Triggered RegisterDocument20 pages4-Bit Counter Using Modified Master - Slave Edge Triggered Registermilanjauhari0% (1)
- PLC Ladder Simulator PDFDocument15 pagesPLC Ladder Simulator PDFDonate DonateNo ratings yet
- Conveyor Belt ControllerDocument8 pagesConveyor Belt Controllersd_projectmakerNo ratings yet
- Automatic Car Wash PLC ProgramDocument105 pagesAutomatic Car Wash PLC Programtechknow leader50% (2)
- Workbook Updated 012013Document42 pagesWorkbook Updated 012013Andrei BleojuNo ratings yet
- 2-SFC EnonceDocument11 pages2-SFC EnonceLuc AusterNo ratings yet
- PLC Basicsand Ladder Programming-2Document86 pagesPLC Basicsand Ladder Programming-2Ifradmanorama Papabeta2611No ratings yet
- Lab 6Document13 pagesLab 6محمد حنظلہNo ratings yet
- Presentation COUNTERSDocument16 pagesPresentation COUNTERSTaku Teekay MatangiraNo ratings yet
- 6 - Sequential Applications - TeoríaDocument71 pages6 - Sequential Applications - Teoríabob_892252733No ratings yet
- Welcome To: Saccito'S DayDocument32 pagesWelcome To: Saccito'S DayCristhianGuaniloBrionesNo ratings yet
- PLC ProgrammingDocument86 pagesPLC ProgrammingMuhammad BilalNo ratings yet
- Lab Exercise 8 - PLC CountersDocument12 pagesLab Exercise 8 - PLC CountersMuhammad Saqlain AroonNo ratings yet
- Örnek PLC ProgramlarıDocument28 pagesÖrnek PLC ProgramlarıBekir IşengerNo ratings yet
- Mechatronics Lab 8 Ladderdiagram For Mechengg App 20008Document3 pagesMechatronics Lab 8 Ladderdiagram For Mechengg App 20008Kannan MuthusamyNo ratings yet
- Manual and Automated Sequential Operation AND Use of CounterDocument5 pagesManual and Automated Sequential Operation AND Use of CounterAhmad AdeeNo ratings yet
- EE448 Lab 2 ReportDocument6 pagesEE448 Lab 2 ReportSai KiranNo ratings yet
- ME306_Lab 3Document12 pagesME306_Lab 3Himanshu BansalNo ratings yet
- Cloth Cutting Machine Using PLCDocument33 pagesCloth Cutting Machine Using PLCrp9009No ratings yet
- PLC Ladder ProgrmmingDocument51 pagesPLC Ladder ProgrmmingJosephNo ratings yet
- PLC Based ExamplesDocument2 pagesPLC Based ExamplesMangala VidyanandNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- Aerospace MaterialsDocument27 pagesAerospace MaterialsJayant Raj SauravNo ratings yet
- (Doru Michael Stefanescu) Science and EngineeringDocument413 pages(Doru Michael Stefanescu) Science and EngineeringJayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture31Document21 pagesManufacturing Technology (ME461) Lecture31Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture28Document28 pagesManufacturing Technology (ME461) Lecture28Jayant Raj SauravNo ratings yet
- Hospital Revised Flatfiles PDFDocument34 pagesHospital Revised Flatfiles PDFFNo ratings yet
- Manufacturing Technology (ME461) Lecture27Document5 pagesManufacturing Technology (ME461) Lecture27Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture33Document5 pagesManufacturing Technology (ME461) Lecture33Jayant Raj SauravNo ratings yet
- Computing Quiz Data AnalysisDocument6 pagesComputing Quiz Data AnalysisgdkokkorisNo ratings yet
- Coursera Finance Course Completion CertificateDocument1 pageCoursera Finance Course Completion CertificateJayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture32Document12 pagesManufacturing Technology (ME461) Lecture32Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture29Document14 pagesManufacturing Technology (ME461) Lecture29Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture30Document24 pagesManufacturing Technology (ME461) Lecture30Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture25Document15 pagesManufacturing Technology (ME461) Lecture25Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture26Document23 pagesManufacturing Technology (ME461) Lecture26Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture22Document30 pagesManufacturing Technology (ME461) Lecture22Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture23Document34 pagesManufacturing Technology (ME461) Lecture23Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture21Document32 pagesManufacturing Technology (ME461) Lecture21Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture24Document15 pagesManufacturing Technology (ME461) Lecture24Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture20Document30 pagesManufacturing Technology (ME461) Lecture20Jayant Raj Saurav100% (1)
- Manufacturing Technology (ME461) Lecture19Document42 pagesManufacturing Technology (ME461) Lecture19Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture15Document20 pagesManufacturing Technology (ME461) Lecture15Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture19Document42 pagesManufacturing Technology (ME461) Lecture19Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture12Document14 pagesManufacturing Technology (ME461) Lecture12Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture17Document28 pagesManufacturing Technology (ME461) Lecture17Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture14Document37 pagesManufacturing Technology (ME461) Lecture14Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture9Document9 pagesManufacturing Technology (ME461) Lecture9Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture16Document14 pagesManufacturing Technology (ME461) Lecture16Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture11Document34 pagesManufacturing Technology (ME461) Lecture11Jayant Raj SauravNo ratings yet
- Manufacturing Technology (ME461) Lecture10Document18 pagesManufacturing Technology (ME461) Lecture10Jayant Raj Saurav100% (1)
- Tivizen Iplug Greek GuideDocument13 pagesTivizen Iplug Greek GuideDenexoNo ratings yet
- K1 RootingDocument20 pagesK1 RootingHassan BallouzNo ratings yet
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraNo ratings yet
- Qa & QC Manual - DraftDocument15 pagesQa & QC Manual - DraftNayla Shafea Azzahra100% (1)
- Capitulos 10 y 11Document34 pagesCapitulos 10 y 11mlpz188669No ratings yet
- Jolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Document2 pagesJolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Agata GuzikNo ratings yet
- Wae 22462 AuDocument8 pagesWae 22462 AuDaniel ManoleNo ratings yet
- 9040 - User ManualDocument236 pages9040 - User ManualWallie Billingsley77% (13)
- MIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma ComplexesDocument7 pagesMIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma Complexessanskarid94No ratings yet
- Ehv Bladder AccumulatorsDocument38 pagesEhv Bladder AccumulatorsFranki Hari MNo ratings yet
- Simatic Hmi Wincc V7.0 Sp3 Setting Up A Message SystemDocument123 pagesSimatic Hmi Wincc V7.0 Sp3 Setting Up A Message Systemalrighting619No ratings yet
- Astm-A707 CS As LTS PDFDocument5 pagesAstm-A707 CS As LTS PDFGoutam Kumar DebNo ratings yet
- Diesel Engine: Service Parts List ForDocument49 pagesDiesel Engine: Service Parts List ForIgnacio OsorioNo ratings yet
- Rocket Icluster V8.1Document16 pagesRocket Icluster V8.1Felipe Cervantes EspinosaNo ratings yet
- 9mm!ূຌዡገ๕ۉ࿋ഗ Rotary Potentiometers With Metal Shaft Series: WH9011A-1-18TDocument26 pages9mm!ূຌዡገ๕ۉ࿋ഗ Rotary Potentiometers With Metal Shaft Series: WH9011A-1-18TpeterfunNo ratings yet
- 7 Inch Liner Cementing ProgramDocument44 pages7 Inch Liner Cementing ProgramMarvin OmañaNo ratings yet
- Sound AttenuatorsDocument24 pagesSound Attenuatorsadeel_akhtarNo ratings yet
- Performance Fluids Oh32 Oh150 Hydraulic OilDocument3 pagesPerformance Fluids Oh32 Oh150 Hydraulic Oilpancho7rNo ratings yet
- Coiled Tubing For Downhole ProcessDocument10 pagesCoiled Tubing For Downhole ProcessCristian BarbuceanuNo ratings yet
- Nuclear ReactorsDocument45 pagesNuclear ReactorsAtul100% (3)
- CHAPTER 2 4.0 Three Phase SystemsDocument41 pagesCHAPTER 2 4.0 Three Phase SystemsMUHAMMAD ALIFF DANIAL RAZMINo ratings yet
- 10 Inch Pipe Calculations For HydrostatDocument13 pages10 Inch Pipe Calculations For Hydrostatגרבר פליקסNo ratings yet
- Boom and Trailer Mounted Boom Annual Inspection Report PDFDocument1 pageBoom and Trailer Mounted Boom Annual Inspection Report PDFlanza206No ratings yet
- Manual E-Claw EngDocument18 pagesManual E-Claw Engshyampillai2007No ratings yet
- Applications of The Infrared Thermography in The Energy Audit of Buildings - A ReviewDocument14 pagesApplications of The Infrared Thermography in The Energy Audit of Buildings - A ReviewDian PsdNo ratings yet
- ECOSYS M6526cdn Fax SetupDocument204 pagesECOSYS M6526cdn Fax SetupAnonymous gn8qxxNo ratings yet
- Cloud Radio Access Network Architecture Towards 5G NetworkDocument171 pagesCloud Radio Access Network Architecture Towards 5G NetworkwobblegobbleNo ratings yet
- Vdo Pressure GuageDocument14 pagesVdo Pressure Guagezuma zaiamNo ratings yet
- Solar Desalination PlantDocument28 pagesSolar Desalination PlantAnonymous TETH310% (1)
- Evolution of Oilfield BatteriesDocument16 pagesEvolution of Oilfield BatteriesPasquale CutriNo ratings yet