Professional Documents
Culture Documents
Pi 02 08 01
Uploaded by
inspmttoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pi 02 08 01
Uploaded by
inspmttoCopyright:
Available Formats
PDVSA
MANUAL DE INSPECCIN
VOLUMEN 1 PROCEDIMIENTO DE INSPECCIN
PDVSA N
TITULO
PI020801
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
3 2 0
REV.
OCT.13 AGO.02 JUL.89
FECHA
Revisin General Revisin General ORIGINAL
DESCRIPCIN FECHA OCT.13
79 57 40
C.E. O.N. V.L.
M.T. Y.K. D.G.
N.V. R.R. R.R.
PAG. REV. APROB. Norma Vivas
APROB. APROB. FECHA OCT.13 ESPECIALISTAS
APROB. Mariana Toro E PDVSA, 2005
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 1
Indice norma
La informacin contenida en este documento es propiedad de Petrleos de Venezuela, S.A. Est prohibido su uso y reproduccin total o parcial, as como su almacenamiento en algn sistema o transmisin por algn medio (electrnico, mecnico, grfico, grabado, registrado o cualquier otra forma) sin la autorizacin por escrito de su propietario. Todos los derechos estn reservados. Ante cualquier violacin a esta disposicin, el propietario se reserva las acciones civiles y penales a que haya lugar contra los infractores. Las Normas Tcnicas son de obligatorio cumplimiento en todas las organizaciones tcnicas como parte del Control Interno de PDVSA para salvaguardar sus recursos, verificar la exactitud y veracidad de la informacin, promover la eficiencia, economa y calidad en sus operaciones, estimular la observancia de las polticas prescritas y lograr el cumplimiento de su misin, objetivos y metas, es un deber la participacin de todos en el ejercicio de la funcin contralora, apoyada por la Ley Orgnica de la Contralora General de la Repblica y Sistema Nacional de Control Fiscal, Artculos 3539.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 2
Indice norma
ndice
1 OBJETIVO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 ALCANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 REFERENCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 3.2 3.3 3.4 3.5 3.6 3.7 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.10 4.11 4.12 4.13 4.14 4.15 5.1 5.2 5.3 5.4 Fundamentos Legales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Comisin Venezolana de Normas Industriales COVENIN . . . . . . . . . . . Petrleos de Venezuela, S.A. PDVSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . American Society of Mechanical Engineers ASME . . . . . . . . . . . . . . . . . American Petroleum Institute API . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . International Organization for Standardization ISO . . . . . . . . . . . . . . . . . American Society for Testing Materials ASTM . . . . . . . . . . . . . . . . . . . . . Gas Licuado de Petrleo (GLP) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fluido Tipo D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fluido Tipo M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Panqueca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Disco Ciego (Brida Ciega) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Brida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . La Contratista . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . El Ejecutor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Sistema de Tuberas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Presin de Operacin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Presin de Diseo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Mxima Presin de Operacin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Temperatura de Operacin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Temperatura de Diseo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Prueba Hidrosttica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Entes/rganos Participantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . rgano Rector . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Inspector de PDVSA (IRP: Ingeniero Responsable del Proyecto) . . . . . . Contratista / El Ejecutor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 4 4
4 4 4 5 5 5 5
4 DEFINICIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
6 6 6 6 6 6 7 7 7 7 7 8 8 8 8
5 RESPONSABILIDADES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
8 9 9 10
6 APLICACIONES ESPECFICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 LIMITACIONES Y EXCEPCIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 REQUERIMIENTOS GENERALES . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 8.8 Materiales y Equipos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Purga de Aire y Llenado de la Tubera . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 11 13
14 19
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 3
Indice norma
8.16 Drenaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.20 Fallas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 24
9 PROCEDIMIENTO GENERAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 9.2 9.3 9.4 9.5 9.6 Alcance y Regulaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Medios de Prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Limitaciones de Presin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Preparacin para la Prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Ejecucin de las Pruebas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Terminacin de la Prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25
25 26 26 28 29 31
10 PROCEDIMIENTOS Y ESPECIFICACIONES DE PRUEBAS HIDROSTTICAS Y NEUMTICAS . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3 Procedimiento segn ANSI/ASME B31.1: Sistemas de Tubera para el Transporte de Vapor, Agua, Aceite, Aire, Gas (sin Limitarse a Estos Fluidos) y los Sistemas de Tubera Externos de las Calderas (Plantas de Vapor) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.4 Procedimiento segn ANSI/ASME B 31.2: Sistemas de Tubera para el Transporte de Gas Natural, Mezcla de G.L.P. y Aire, G.L.P. en forma Gaseosa y Mezcla de todos estos Gases . . . . . . . . . . . . 10.5 Procedimiento segn ANSI/ASME B 31.3. Sistemas de Tubera para el Transporte de Gas, Vapor, Aire, Agua, Servicios de Fluidos Tipo D y Tipo M, Productos Qumicos, Aceite y Otros Productos Derivados del Petrleo . . . . . . . . . . . . . . . . . . . . . . . . . . 10.6 Procedimiento Segn ANSI/ASME B 31.4. Sistemas de Tubera para Transporte de Crudos, Condensados, Productos G.L.P., Gasolina y Amonaco Anhdrido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.7 Prueba Hidrosttica y Neumtica a Sistemas de Tuberas Desarrollados segn ANSI/ASME B 31.8 (Plantas de Compresin de Gas, Miniplantas, Lneas de Recoleccin, Distribucin e Inyeccin de Gas, Mltiples de Gas (no incluye Lneas Sublacustres), PIASs (Lneas de Gas), Estaciones de Flujos (Lneas de Gas) y Mltiples de Produccin (Lneas de Gas)) . . . . . . . . . . . . . . . . . . . . . . . . .
32
34 35
36 38
39
11 SEGURIDAD DURANTE LAS PRUEBAS . . . . . . . . . . . . . . . . . . . . . 12 REGISTROS DE PRUEBAS HIDROSTTICAS . . . . . . . . . . . . . . . . . 13 BIBLIOGRAFA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 ANEXOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46 48 50 50
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 4
Indice norma
OBJETIVO
Establecer los criterios mnimos que se deben considerar para la realizacin de una prueba hidrosttica y neumtica a un sistema de tubera, a fin de verificar su integridad mecnica. Estos criterios estn basados en estndares nacionales e internacionales que permitirn al rgano Rector, Ejecutor e Inspector autorizado tomar decisiones de aceptacin o rechazo.
ALCANCE
Este procedimiento establece criterios mnimos para la realizacin de pruebas hidrostticas y neumticas en sistemas de tuberas nuevas, as como lneas existentes (o elementos a ser incorporados en el sistema de tuberas) que hayan tenido reparaciones o modificaciones, con el fin de detectar fugas, verificar su resistencia mecnica y la hermeticidad de los accesorios bridados, de acuerdo a las premisas establecidas en las normas COVENIN 3567, ANSI/ASME B 31.1, ANSI/ASME B 31.2, ANSI/ASME B 31.3, ANSI/ASME B 31.4 y ANSI/ASME B 31.8.
REFERENCIAS
Las siguientes normas y cdigos contienen disposiciones que al ser citadas, constituyen requisitos de esta Norma PDVSA. Para aquellas normas referidas sin ao de publicacin ser utilizada la ltima versin publicada.
3.1
3.1.1 3.1.2
Fundamentos Legales
Ley de Timbre Fiscal. Decreto Presidencial N 883 de fecha 11 de Octubre de 1995, publicado en la Gaceta Oficial Extraordinaria N 5.021 del 18 de diciembre de 1995 en donde se especifican las Normas para La Clasificacin y el Control de la Calidad de los Cuerpos de Agua y Vertidos o Efluentes Lquidos.
3.2
Comisin Venezolana de Normas Industriales COVENIN
3567 Clasificacin de reas por las que atraviesan gasoductos, por densidad poblacional.
3.3
Petrleos de Venezuela, S.A. PDVSA
CPVMH00601 CPVMH00605 CPVMH00606 CPVMH00607 Seccin de Prueba. Prueba Hdrosttica Reporte de Falla de Tubera. Prueba Hdrosttica Registro de Prueba. Presin Mxima de Prueba (psig).
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 5
Indice norma
CPVMH00608 CPVMH00609 IRS02 IRS17 PI070501 PI070508 SIS20
Presiones Mxima y Minima para Pruebas Hidrostticas de Gasoductos. Presiones Mximas y Mnimas de Prueba Hdrosttica. Criterios para el Anlisis Cuantitativo de Riesgos (ACR). Anlisis de Riesgos del Trabajo. .Gasoductos (Fase de Instalacion). Gua de Manejo de Defectos a Gasoductos y Oleoductos. Procedimientos de Trabajo.
3.4
American Society of Mechanical Engineers ASME
B 16.5 B 16.21 B 31.1 B 31.2 B 31.3 B 31.4 B 31.8 SEC 1 Pipe Flanges and Flanged Fittings. .Nonmetallic Flat Gaskets for Pipe Flanges. Power Piping. Fuel Gas Piping. Chemical Plant and Petroleum Refinery Piping. Liquid Petroleum Transportation Piping Systems. Gas Transmission and Distribution Piping Systems. Section 1 Rules for Construction of Power Boilers.
3.5
American Petroleum Institute API
5L STD 1104 RP 1110 RP 1111 Specification fot Line Pipe. Welding Of Pipelines And Related Facilities. Pressure Testing Of Liquid Petroleum Pipelines. Design, Construction, Operation and Maintenance of Offshore Hydrocarbon Pipelines (Limit State Design).
3.6
International Organization for Standardization ISO
151563 Petroleum and Natural Gas Industries Materials for Use in H2SContaining Environments in Oil and Gas Production Part 3 : CrackingResistant Cras (CorrosionResistant Alloys) and Other Alloys.
3.7
American Society for Testing Materials ASTM
A 36 A 37 Standard Specification for carbon Structurals Steel. Recommended Practice for Carburizing and HeatTreatment of Carburized Objects.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 6
Indice norma
A 53 A 106
Standard Specification for Pipe, Steel, Black and HotDipped, ZincCoated, Welded and Seamless. Standard Specification for Seamless Carbon Steel Pipe for High Teperature Service.
4
4.1
DEFINICIONES
Gas Licuado de Petrleo (GLP)
Es una mezcla de hidrocarburos livianos, compuesta principalmente de cantidades variables de propano, propileno, butano y butilenos, gaseosos bajo condiciones ambientales de presin y temperatura, y mantenidos en estado lquido por aumento de presin o disminucin de temperatura (liquified petroleum gas lpg).
4.2
Fluido Tipo D
Es aquel fluido en el cual las siguientes condiciones aplican: El fluido manejado es no inflamable, no txico y no produce dao al tejido humano. La presin de diseo no excede de 1035 kPa (150 psi). La temperatura de diseo es de 29C (20F) hasta 186C (366F).
4.3
Fluido Tipo M
Es aquel fluido en el cual el potencial de exposicin para el personal se considera significativo y en el cual la exposicin a una pequea cantidad de fluido txico, ocasionada por fugas, puede producir serios daos irreversibles al personal, ya sea mediante inhalacin o contacto con el cuerpo, incluso si se toman medidas de restauracin con prontitud.
4.4
Panqueca
Es un disco macizo metlico de fabricacin artesanal, que se coloca en una junta bridada para seccionar una lnea o equipo. Se reconoce por el manguito sobresaliente del disco.
4.5
Disco Ciego (Brida Ciega)
Es una pieza completamente slida sin orificio para fluido, y se une a las tuberas mediante el uso de tornillos, se puede colocar conjuntamente con otro tipo de brida de igual dimetro, cara y resistencia.
4.6
Brida
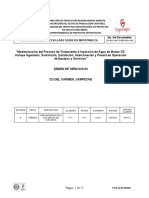
Es el elemento mecnico que une dos componentes de un sistema de tuberas, permitiendo ser desmontado sin operaciones destructivas, gracias a una circunferencia de agujeros a travs de los cuales se montan pernos de unin (ver Figura 1). (ver norma ASME B16.5).
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 7
Indice norma
Fig 1. BRIDAS
4.7
La Contratista
Es la persona natural o jurdica, u otra forma asociativa de carcter productivo y de servicios que ejecuta una obra, suministra bienes o presta servicios para alguno de los entes regidos por la Ley de Contrataciones Pblicas, en virtud de un contrato, sin que medie relacin de dependencia o subordinacin.
4.8
El Ejecutor
Es la persona debidamente certificada y autorizada para la ejecucin de un trabajo, cumpliendo con las normas, procedimientos y prcticas seguras establecidas. Este puede ser personal propio de PDVSA, contratado o de empresas contratistas.
4.9
Sistema de Tuberas
Son lneas para recoleccin y transporte de hidrocarburos y otros fluidos de trabajo asociados a los sistemas indicados en el punto 6 de la presente norma.
4.10
Presin de Operacin
Es la presin medida en una tubera o equipo a las condiciones de operacin normal del proceso, cuya magnitud debe ser inferior a la presin de trabajo mxima permisible.
4.11
Presin de Diseo
Es la presin a las condiciones ms severas de presin y temperatura simultneamente esperadas durante su condicin de operacin, en las que se demanda el mayor espesor de pared y la especificacin ms estricta para el espesor de los componentes.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 8
Indice norma
4.12
Mxima Presin de Operacin
Es la mxima presin a la cual un sistema de tubera puede ser operado de acuerdo con las indicaciones de la norma tcnica bajo la cual fue diseado.
4.13
Temperatura de Operacin
Es la temperatura en la pared de tuberas, equipos o sus componentes a las condiciones normales de operacin. En intercambiadores de calor se debe considerar la temperatura de pared de la seccin en contacto con el fluido ms caliente.
4.14
Temperatura de Diseo
Es la temperatura usada para disear tuberas y equipos a las condiciones ms severas que son esperadas durante el servicio.
4.15
Prueba Hidrosttica
Es la prueba de presin que se realiza a tuberas y equipos para verificar su hermeticidad, confirmar su integridad mecnica y avalar que estn en ptimas condiciones de operacin.
5
5.1
RESPONSABILIDADES
Entes/rganos Participantes
Los responsables de la prueba sern los representantes de tres entes/rganos. El rgano Rector en materia de hidrocarburos enviar un funcionario certificador de los procedimientos a ejecutar. La filial/ente contratante tendr como representante al inspector, el cual servir de testigo de la prueba y ser quien decida si el desarrollo de la misma es o no adecuado. Asimismo, en conjunto con este ultimo podr estar presente el representante del Ente Tcnico de la filial Aseguramiento y Control de la Calidad (AC/CC) y Seguridad Industrial, Higiene Ocupacional y Ambiente (SI, HO y A) (ver punto 8.7.9). La contratista/El ejecutor estar representada por su ingeniero residente. Este profesional deber tener comprobada experiencia en la ejecucin de Pruebas Hidrostticas/Neumticas. Asimismo, debe estar certificado como operador de pruebas hidrostticas (esta certificacin debe estar avalada por el rgano de Educacin y Desarrollo de PDVSA). Adems estar encargado de coordinar las cuadrillas de trabajo de la contratista, de modo que la prueba se realice a la entera satisfaccin de la filial.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 9
Indice norma
5.2
5.2.1
rgano Rector
Las responsabilidades del Organo Rector son las siguientes: Previo a la realizacin de la Prueba Hidrosttica, recibir comunicacin emanada por parte de la empresa operadora (por lo menos 10 das hbiles antes del inicio de la Prueba Hidrosttica), con la solicitud de presencia de funcionarios del rgano Rector en la Prueba Hidrosttica que contendr como anexo el Procedimiento de Trabajo Seguro (PTS), el cual ser revisado bajo las pautas estipuladas por el rgano Rector. Hacer acto de presencia en el rea de trabajo destinada a realizar la prueba hidrosttica, verificando la informacin suministrada a travs del PTS (ver Anexo I) para dar inicio a la actividad, y luego de transcurrido el tiempo de duracin de la Prueba Hidrosttica, decidir la aprobacin o no de la misma producto de un anlisis tcnico de todas la variables involucradas. Levantar un acta de inspeccin en sitio con los datos del sistema probado, informacin de La Contratista/Ejecutor y Operadora para luego entregar copia de la misma y de los registros respectivos (en formato fsico y electrnico) entre las partes. El representante del rgano Rector deber solicitar al Ingeniero Responsable del Proyecto (IRP) los registros de liberacin de Ensayos No Destructivos aplicados para el aseguramiento de calidad del activo, con la respectiva liberacin por el ente tcnico correspondiente de PDVSA. Emitir oficio de cierre formal de la actividad, el cual contendr copia certificada del acta de inspeccin y de los registros levantados.
5.2.2
5.2.3
5.2.4
5.3
5.3.1 5.3.2
Inspector de PDVSA (IRP: Ingeniero Responsable del Proyecto)
Las responsabilidades del Inspector de PDVSA son las siguientes: Supervisar la calidad de los materiales, los equipos y la tecnologa que La Contratista / El Ejecutor utilizar en la ejecucin de las pruebas. Rechazar y hacer retirar de la actividad los materiales y equipos que no renan las condiciones o especificaciones para ser utilizados o incorporados a la actividad. Velar por el cumplimiento de los trabajos y la buena calidad de las actividades concluidas o en proceso de ejecucin, y su adecuacin a los planos, a las especificaciones particulares, al presupuesto original o a sus modificaciones, a las instrucciones del rgano o ente contratante y a todas las caractersticas exigibles para los trabajos que se ejecuten. Suspender la ejecucin de partes de la actividad cuando stas no se estn ejecutando conforme a los documentos, normas tcnicas, planos y especificaciones de la misma.
5.3.3
5.3.4
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 10
Indice norma
5.3.5
Recibir las observaciones y solicitudes que formule por escrito La Contratista / El Ejecutor en relacin con la ejecucin de la actividad, e indicarle las instrucciones, acciones o soluciones que estime convenientes, dentro de los plazos previstos en el contrato o con la celeridad que demande la naturaleza de la peticin. Informar del avance tcnico y administrativo de la prueba y notificar de inmediato, por escrito, al rgano o ente contratante y al rgano Rector cualquier paralizacin o anormalidad que observe durante su ejecucin. Coordinar con la Gerencia y Grupos Multidisciplinarios encargados de la ingeniera de diseo y ente contratante/ejecutor para prever, con la debida anticipacin, las modificaciones/revisiones que pudieren surgir durante la ejecucin de la prueba. Conocer cabalmente el contrato que rija la actividad a inspeccionar o inspeccionada. Velar por el estricto cumplimiento de las normas laborales, de seguridad industrial y de condiciones en el medio ambiente de trabajo. Elaborar, firmar y tramitar, conforme al procedimiento establecido en estas condiciones, las actas de paralizacin y reinicio de los trabajos y las que deban levantarse en los supuestos de prrroga, conjuntamente con el ingeniero residente y La Contratista / El Ejecutor. Coordinar la ejecucin y correcto desarrollo de la prueba con los diversos representantes de las unidades, rganos, entes externos, auxiliares, ente contratante y los exigidos por las normativas y leyes vigentes (unidades auditoras o de control de calidad, custodio de instalaciones operativas, Ministerios o entes con competencia en la materia, entre otros). Garantizar el cumplimiento de la normativa interna de PDVSA. Recibir y firmar los planos como construido de topografa, planimetra, altimetra, isometra y mecnicos.
5.3.6
5.3.7
5.3.8 5.3.9 5.3.10
5.3.11
5.3.12 5.3.13
5.4
5.4.1 5.4.2
Contratista / El Ejecutor
Las responsabilidades de La Contratista / El Ejecutorr son las siguientes: Dar cumplimiento a sus obligaciones legales y normativas. Los errores u omisiones que advirtiere La Contratista / El Ejecutor de los planos y especificaciones de la actividad a ejecutar se corregirn de acuerdo con la verdadera intencin que se deduzca del proyecto (los planos, especificaciones particulares y del presupuesto original), todo a juicio del rgano o ente contratante. Todo lo contenido en los planos, an cuando no estn en las especificaciones particulares o recprocamente, ser ejecutado por La Contratista / El Ejecutor como si estuviera indicado en los referidos documentos.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 11
Indice norma
5.4.3
Aplicar en la ejecucin de las actividades las normas tcnicas que se encuentren vigentes de construccin y las especificaciones generales y particulares que se indiquen en el pliego de condiciones y en el contrato. Mantener la disponibilidad de los equipos, maquinaria, herramientas y personal requeridos para la correcta ejecucin de la prueba. Definir la altimetra para la ubicacin de los puntos de medicin y someter a consideracin del Inspector de la Gerencia contratante. La Contratista / El Ejecutor adoptar las precauciones necesarias para prevenir y evitar accidentes de trabajo y tomar especial inters en el cumplimiento de las disposiciones que regulan la materia ambiental, de seguridad industrial y de medio ambiente del trabajo. Todos estos aspectos debern ser contemplados en el procedimiento de trabajo correspondiente y aprobado por la Gerencia Contratante. La Contratista / El Ejecutor entregar al IRP los planos como construido de topografa, planimetra, altimetra (SIR GAS REGVEN), isometra y mecnicos.
5.4.4 5.4.5 5.4.6
5.4.7
6
6.1
APLICACIONES ESPECFICAS
Los sistemas de tubera que abarca este procedimiento son los siguientes: Para el transporte de vapor, agua, aceite y los sistemas de tubera externos de las calderas, segn ANSI/ASME B 31.1 (sistemas de tubera en plantas de vapor). Para el transporte de gas combustible, segn ANSI/ASME B 31.2. Para el transporte de gas, vapor, aire, agua, fluidos tipo D y tipo M, productos qumicos, aceite y otros productos derivados del petrleo, segn ANSI/ASME B 31.3. Para el transporte de crudos, condensados, Gas Licuado del Petrleo (GLP), gasolina y amonaco anhdrido, segn ASME B 31.4. Para la distribucin y transmisin de gas, segn ASME B31.8.
6.2 6.3
6.4 6.5
LIMITACIONES Y EXCEPCIONES
Los siguientes sistemas de tubera y componentes son generalmente excluidos de pruebas hidrostticas con agua, a fin de evitar contaminacin o daos mecnicos.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 12
Indice norma
7.1 7.2 7.3 7.4
Tubera de aire para instrumentos. stas deben ser probadas nicamente con aire seco. Tubera de aire para vlvulas neumticas. Sistemas de tubera con revestimiento interno que puede ser daado por el agua. Tubera y sistemas abiertos a la atmsfera como drenajes, venteos y descargas de la vlvula de seguridad. Estos sistemas no requieren de pruebas hidrostticas, pero deben ser inspeccionados para determinar la calidad de las soldaduras circunferenciales utilizando ensayos no destructivos (volumtricos). Vlvulas de seccionamiento previamente probadas en talleres PDVSA. Juntas de expansin. Vlvulas de control. stas deben ser desmontadas y reemplazadas por carretos para protegerlas contra el sucio y dems partculas extraas arrastradas durante la prueba. Instrumentos en general. En sistemas de tubera para servicios de gas o vapor con bajo espesor remanente y en los que el peso del lquido de prueba pueda sobrecargar la estructura soporte o pared del tubo, hasta tanto se apliquen mtodos de ingeniera para solventar estas condiciones limitantes. Tamices y elementos filtrantes. Equipo recubierto con material qumicamente aglutinado. Maquinaria rotativa, tales como bombas, turbinas y compresores. Para realizar la prueba hidrosttica en los casos especiales descritos a continuacin, se debe contar con la aprobacin del rgano Rector y la mxima autoridad de la Filial responsable de la prueba. En los casos donde la diferencia de cota sea mayor del 10%, se deben efectuar pruebas parciales por tramos a travs del siguiente procedimiento: Realizar un levantamiento topogrfico de la pendiente. Llevar la tubera a sitio plano y efectuar las curvas de la tubera de acuerdo a la topografa del terreno.
7.5 7.6 7.7
7.8 7.9
7.10 7.11 7.12 7.13
7.13.1 a. b.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 13
Indice norma
c. d.
Efectuar la prueba hidrosttica en sitio plano acordado entre los entes participantes. Conectar nuevamente al sistema de tubera y efectuar las pruebas correspondientes al cordn de soldadura. Nota: En caso de no ser factible el procedimiento indicado se debe realizar prueba neumtica al tramo requerido.
7.13.2
En los casos donde las condiciones de la zona imposibiliten realizar la prueba hidrosttica en ciertos tramos de la tubera (zonas cercanas a distribuidores de vehculos, zonas con incidencia de criminalidad, zonas urbanas, entre otros), se deber realizar la prueba hidrosttica por tramos en la zona ms prxima posible al sitio de prueba o en taller cumpliendo los requerimientos de esta norma.
8
8.1
REQUERIMIENTOS GENERALES
Todas las operaciones para la realizacin de la prueba hidrosttica y neumtica, deben contar con los procedimientos escritos de trabajo (ver norma PDVSA SIS20) en los cuales se contemplen los riesgos y las medidas preventivas propias de este tipo de actividad. El fluido utilizado para realizar las pruebas hidrostticas debe ser agua. El agua para la prueba debe cumplir con lo siguiente: El fluido para llevar a cabo la prueba hidrosttica, debe ser agua cruda o tratada, a una temperatura ambiente, limpia, libre de materia en suspensin y microorganismos, con una concentracin de cloruros menor a 50 ppm para ser utilizada en aceros inoxidables y aleaciones de nquel; para aceros al carbono una concentracin menor a 300 ppm; para materiales de alta aleacin, la concentracin mxima permitida debe ser conforme a la norma ISO 151563. Una vez que La Contratista / El Ejecutor haya determinado la ubicacin de los puntos de suministro de agua, se proceder a recoger las muestras para determinar si dichas fuentes son aceptables. Sin limitarse a lo siguiente, las muestras se tomarn en botellas esterilizadas que llevarn la siguiente informacin: Ubicacin de la fuente con respecto a la progresiva ms cercana al sitio de ejecucin de los trabajos. Fecha de toma de la muestra. Nmero de la orden de laboratorio.
8.2
8.2.1
8.2.2
a. b. c.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 14
Indice norma
d. e. 8.2.3
Nmero de la muestra. Nombre de la persona que tom la muestra. En un laboratorio acreditado para tal fin, se determinarn el pH, la sedimentacin, los slidos suspendidos y la composicin biolgica del agua para la prueba. De acuerdo con los resultados de laboratorio, la filial determinar el tratamiento qumico para el agua, de modo que pueda almacenarse en la tubera hasta dos meses sin que provoque anomalas a las mismas, a las empacaduras y a otros accesorios. Este tratamiento ser aplicado al momento de bombear el agua en la tubera. Antes de la realizacin de la prueba, La contratista/El ejecutor debe presentar a la filial las autorizaciones necesarias para hacer uso de las fuentes de agua. De igual forma, deber tenerse especial cuidado de evaluar que los productos qumicos empleados no impliquen dao al ecosistema al momento de su disposicin final. Para evitar la fractura frgil, la presin no se debe aumentar hasta tanto el metal y el lquido de la prueba tengan aproximadamente la misma temperatura. El metal debe tener un mnimo de 16C (61F) antes de la aplicacin de presin. Durante la planificacin de la prueba hidrosttica, se debe definir la disposicin final de las aguas utilizadas en la prueba. Asimismo, al finalizar la prueba, la disposicin de las aguas efluentes deben cumplir con el decreto 883. El fluido utilizado para pruebas neumticas debe ser preferiblemente aire o gases inertes. Los equipos que no sean sometidos a la prueba sern desconectados del sistema de tubera o sern aislados utilizando discos ciegos (ver normas ASME B31.3 y ASME B16.48). Las vlvulas de seccionamiento pueden ser usadas, siempre y cuando las mismas, incluyendo sus asientos, sean las adecuadas para soportar la presin de prueba.
8.3
8.4
8.5 8.6
8.7
8.7.1
Materiales y Equipos
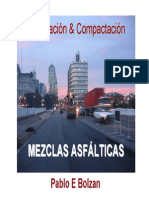
Todos los equipos a utilizar durante la prueba deben ser seleccionados apropiadamente, y deben estar en buenas condiciones de operatividad y tener los correspondientes certificados de calibracin vigentes. Los manmetros a utilizar durante la prueba deben estar debidamente calibrados y certificados por el organismo competente en la materia con fecha vigente (ver Figura 2). Su rango de presin debe ser de tal forma que la presin de prueba quede comprendida entre un 30% y un 70% del rango del manmetro. Se deben incluir registradores para mantener un reporte permanente como constancia de la prueba, los registradores se deben proteger del viento, lluvia, insectos, vibraciones y otros elementos perturbadores.
8.7.2
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 15
Indice norma
Se deber utilizar un manmetro tipo bourdon y otro de tipo peso muerto (donde aplique) para la certificacin del procedimiento de medicin. Fig 2. MANMETRO
8.7.3
El equipo de prueba debe ser inspeccionado a fin de verificar sus condiciones de seguridad e integridad. El sistema de vlvulas, manmetros, conexiones, tubera, mangueras, entre otros, deber ajustarse a los requerimientos de presin del sistema y no presentar daos tales como: golpes, abolladuras, corrosin y reparaciones. Para sistemas con mangueras, es indispensable que stas estn identificadas correctamente y no presenten deformaciones permanentes, desgaste u otro tipo de defecto. Las mangueras debern contar con su respectivo dispositivo de seguridad o elemento de sujecin. La Contratista / El Ejecutor suministrar e instalar todos los tubos de cabezal de prueba, vlvulas, accesorios, instrumentos de prueba, agua, tamices y filtros, bombas de llenado y presin, medidores, compresores de aire, herramientas de purga y llenado con discos o copas de poliuretano y toda la tubera necesaria para el llenado, seccionamiento, transferencia y disposicin del agua. La Contratista / El Ejecutor suministrar tambin los materiales adecuados para tapar ambos extremos de las secciones donde se haya completado la prueba. La Contratista / El Ejecutor suministrar un refugio temporal cerrado a prueba de intemperie, debidamente iluminado y de tamao suficiente para contener los registradores de presin, equipo de calibracin y personal encargado de la prueba en el sitio de recoleccin de datos de cada seccin de prueba durante las operaciones. La Contratista / El Ejecutor tambin suministrar suficiente iluminacin en las reas del compresor, bomba y cabezal de prueba durante los perodos de oscuridad cuando las operaciones de prueba estn en progreso. El equipo suministrado por La Contratista / El Ejecutor llenar los siguientes requerimientos:
8.7.4
8.7.5
8.7.6
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 16
Indice norma
a.
Conjunto de filtros con capacidad de remover el 99% de todas las partculas de 92 micrones de dimetro o de mayor tamao. Los filtros estarn provistos de un medio de limpieza de cada lado sin desconectar la tubera o interrumpir el flujo de los lquidos de prueba. El sistema de bombeo usado ser capaz de llenar la seccin de prueba del tubo en un lapso de tiempo razonable y suministrar suficiente presin para empujar las herramientas de llenado a todo lo largo de la seccin en prueba. El sistema de bombeo usado para presurizacin de las secciones ser capaz de alcanzar la presin de prueba requerida a una tasa lenta y estable de aumento de presin. Cuando la presin en el segmento de prueba sea 70% de la presin de prueba especificada, la tasa de bombeo ser reducida de modo que la presin no aumente a una tasa mayor de 1,05 kg/cm2 (15 psig) por minuto. Todos los cabezales (mltiples) de prueba requeridos sern suministrados por La Contratista / El Ejecutor de acuerdo con los planos y especificaciones de la tubera, siendo de igual o mayor dimetro que la tubera a probar. Todas las soldaduras de fabricacin y soldaduras circunferenciales en cada mltiple de prueba sern sometidas a radiografa y/o tinte penetrante y cumplirn con las normas de aceptabilidad para los requerimientos de prueba no destructiva segn la norma API 1104. Todos los cabezales (mltiples) usados para la prueba, sern probados en forma independiente de la tubera a un mnimo de 105% SMYS, respecto al sistema de tubera a probar por un perodo mnimo de 4 horas. La Contratista / El Ejecutor supervisar todas las pruebas en los cabezales de prueba y usar un registrador de presin configurable a 24 horas para mantener un registro de presin continua de cada prueba. Los grficos de registro y la informacin del registro de la prueba requeridos sern presentados a PDVSA para sus registros permanentes y aprobacin. La Contratista / El Ejecutor reemplazar o reparar, segn lo indique el Inspector de PDVSA, todas las soldaduras que se encuentren defectuosas en los mltiples fabricados por el Constructor. El Inspector verificar que las vlvulas, bridas y dems conexiones utilizadas en los cabezales de prueba sean de clasificacin (rating) igual o mayor al correspondiente a la presin de prueba utilizada. Las conexiones entre dicho cabezal y el tramo a ensayar deben ser flexibles para evitar tensiones innecesarias en la tubera a ensayar. Deber tenerse especial cuidado de instalar cabezales que ofrezcan seguridad y facilidad para operacin de las herramientas de limpieza, calibrado, llenado y desage del sistema (cochinos, raspa tubos, herramienta instrumentada, Poli pig, entre otros).
b.
c.
d.
e.
f.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 17
Indice norma
g.
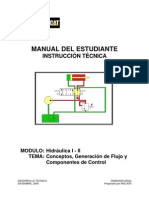
En cada punto de registro se deber instalar un registrador mecnico (ver Figura 3) tanto de presin como de temperatura con capacidad de configuracin para 24 horas que tenga un grfico de 305 mm (12 pulgadas) de dimetro mnimo, con precisin para las variables de 1 % o inferior, y un sistema electrnico registrador de presin y temperatura, con capacidad para toma de registro (periodo de registro) de 15 minutos o inferior, capaz de medir variaciones de 1 psig o inferiores, con precisin de 0,5 % o inferior, y provisto de sus elementos sensores (estos sern instalados en conexiones independientes del resto de los instrumentos de la prueba). Estos equipos sern certificados por el organismo competente en la materia y sern suministrados e instalados por El Ejecutor. Adicionalmente estos equipos deben contar con su respectivo precinto de seguridad al inicio de la prueba. Las conexiones de los registradores deben estar separadas de todas las dems conexiones. El intervalo de funcionamiento de los mismos deber estar comprendido entre 50% y 75% del valor mximo de su escala. Asimismo, se revisar en el caso de los registradores mecnicos las plumillas para verificar que estn en perfectas condiciones y sean de trazo fino. Los equipos registradores se deben colocar en el extremo del sistema (cabezal de prueba) con la cota ms baja mientras sea posible, teniendo en cuenta que la presin en el punto ms alto y bajo del tramo a probar se encuentre dentro del rango de presin de prueba; con la salvedad de las pruebas a tramos cuyo tendido sea subacutico. La caja de los equipos registradores debe tener una placa fija con los seriales del resorte y del equipo troquelados. Los registradores y manmetros deben tener una certificacin de calibracin con no ms de 4 meses de emitida. Los equipos tendrn capacidad suficiente para registrar la prueba completa. Si el sistema de tubera a probar tiene una longitud igual o mayor a 1500 metros y de conformidad con lo indicado en la hoja tcnica PDVSA CPVM H00601, se instalarn dos puntos de registro en cada extremo de la seccin compuestos cada uno por los registradores descritos anteriormente.
h.
i.
j.
k.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 18
Indice norma
Fig 3. REGISTRADORES
Registrador de Presin
Registrador de Temperatura
l.
Los registradores mecnicos arrojarn como resultado el comportamiento de las variables presin contra temperatura. En tal sentido, uno de los criterios de aceptacin ser que los incrementos o disminuciones de presin debern corresponderse con los respectivos incrementos o disminuciones de temperatura (a manera de referencia se presenta un modelo de clculo en el Anexo G). La Contratista / El Ejecutor suministrar e instalar un medidor de volumen en con una exactitud de 1,0%, de tamao apropiado para medir el agua inyectada en las secciones de prueba (ver Anexo H). La Contratista / El Ejecutor suministrar un compresor de aire capaz de generar un mnimo de 1,4 m3/min (50 pie3/min) para impulsar herramientas, instrumentos a travs de tubos de tamao menor de 152 mm (6 pulgadas) de dimetro. La Contratista / El Ejecutor suministrar un compresor de aire capaz de generar un mnimo de 11,3 m3/min (400 pie3/min) para impulsar herramientas, instrumentos a travs de tubos de tamaos de 152 mm (6 pulgadas) de dimetro y mayores. Todos los materiales, accesorios, conexiones y equipos, estarn sujetos a la aprobacin del Representante de PDVSA tomando como base las certificaciones y especificaciones de los fabricantes, as como las normativas aplicables para cada caso.
m.
n.
o.
p.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 19
Indice norma
8.7.7
Se deben evitar sobrecargas en las estructuras, soportes de equipos o tubera originadas por el peso de agua. En el caso de juntas de expansin se deben tener en cuenta sujeciones temporales, en caso de que aplique. Se realizar el anlisis de flexibilidad para condiciones particulares de ejecucin de la prueba. En toda tubera de gas o vapor, en caso de que sea necesario, se deben instalar soportes adicionales temporales, para resistir confiablemente el peso del lquido durante la prueba. El equipo multidisciplinario de la operadora evaluar mediante anlisis de riesgo (ver normas PDVSA IRS02 y PDVSA IRS17) si la prueba hidrosttica requiere ser ejecutada de manera presencial durante el perodo de la misma. En caso de ser presencial, se debe contar con la participacin de la contratista, operaciones e ingeniera (proyectos/mantenimiento). El personal del rgano Rector en materia de hidrocarburos deber presenciar la prueba al inicio y al cierre de la misma. Todos los cabezales (mltiples) de prueba requeridos sern suministrados por La Contratista / El Ejecutor de acuerdo con los planos y especificaciones de la tubera. Todas las soldaduras circunferenciales en cada mltiple de prueba sern sometidas a radiografa y/o tinte penetrante. Dichas soldaduras cumplirn con las normas de aceptabilidad para los requerimientos de prueba no destructiva de la Norma API 1104 (para el caso de instalaciones a campo traviesa) y con los requerimientos de la Norma ASME B 31.3 (en el caso de estaciones y plantas de proceso).
8.7.8
8.7.9
8.7.10
8.8
8.8.1
Purga de Aire y Llenado de la Tubera
Antes de la prueba hidrosttica, toda tubera y equipos deben ser revisados, asegurndose de que el sistema pueda ser completamente drenado despus de la misma. Los venteos, puntos altos, y cualquier otra conexin que pueda servir como venteo, deben abrirse para eliminar el aire/gas de las tuberas durante el llenado. La tubera debe ser completamente purgada de aire/gas antes de la presurizacin. Preferiblemente la entrada del fluido de prueba debe estar ubicada en la parte inferior de la lnea o sistema a probar. La tubera deber limpiarse y calibrarse antes del inicio de la prueba, dicha operacin se realizar como se detalla en la norma PDVSA PI070501. Posterior a la limpieza y calibracin de la lnea y antes de iniciar la prueba, se correr una herramienta de llenado como mnimo para purgar de aire la lnea. La herramienta de llenado a emplear ser aquella que permita la mayor hermeticidad o que logre un sello hermtico con las paredes de la tubera.
8.8.2 8.8.3
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 20
Indice norma
8.8.4
Cada herramienta de llenado que se corra ir impulsada por el agua de la prueba hidrosttica. Ninguna herramienta ser corrida hasta que el inspector no est totalmente seguro de que las vlvulas de los cabezales de prueba estn abiertas al 100%, de igual forma deber verificar el cumplimiento de todos los aspectos operativos y de seguridad previamente establecidos en el procedimiento de trabajo correspondiente. Sern usadas una (01) o varias herramientas para la operacin de llenado con el objetivo de garantizar que la lnea quede libre de aire. En todo caso, no se permitir un volumen de aire superior al 2% del volumen total. Se considerara como volumen inicial del sistema para presurizacin, el volumen utilizado para desplazar la ltima herramienta de limpieza. La rata de bombeo de agua ser la suficiente, como para que la herramienta de llenado tenga una velocidad de recorrido uniforme, pero en ningn caso ser superior a 3 km/h. El volumen neto de agua a contabilizar para la operacin de llenado del sistema ser el empleado para impulsar la ltima herramienta de llenado. Los filtros deben instalarse en algn lugar de la tubera de suministro de fluido de prueba, a fin de controlar la contaminacin de dicho fluido con sedimentos o cualquier otra materia extraa. El agua deber estar limpia y libre de materiales extraos. Para ello ser utilizado un filtro de calidad que debe remover el 99% de todas las partculas de 92 micrones de dimetro o de mayor tamao (Este tipo de filtro debe tener malla equivalente a mesh 140 x 140). Los filtros deben ser de retroflujo o tipo cartucho, y debern ser provistos dos filtros de manera que no sea interrumpido el flujo al ser removidos. PDVSA tendr derecho a examinar el filtro cada vez que lo considere necesario. Se usar un medidor de suficiente tamao y precisin para medir la cantidad de agua bombeada en cualquier perodo. Cuando lo indique PDVSA, el agua de prueba ser nuevamente filtrada cuando pase de una seccin de prueba a otra. Una vez purgada la tubera se proceder a cerrar parcialmente todas las vlvulas y a ventear los cuerpos de las mismas hasta que todo el aire sea retirado. Una vez terminado el proceso de llenado, se esperar hasta que se estabilice la temperatura del agua indicada en los instrumentos registradores para comenzar la presurizacin de la tubera. Despus de la operacin de llenado, se instalarn tapones y bridas ciegas en todas las conexiones de purga para evitar cualquier tipo de fuga.
8.8.5
8.8.6
8.8.7
8.8.8
8.8.9 8.8.10
8.8.11
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 21
Indice norma
8.8.12
No sern aceptables las fluctuaciones de presin, salvo las atribuibles a los cambios de temperatura, en tal sentido uno de los criterios de aceptacin ser que los incrementos o disminuciones de presin debern corresponderse con los respectivos incrementos o disminuciones de temperatura. Se recomienda realizar una evaluacin analtica de los resultados obtenidos de acuerdo al Anexo G. Se debe disponer de una bomba de flujo de agua para el llenado de la tubera. El sistema se llena desde la parte inferior para facilitar la ventilacin de todo el aire en el sistema de tuberas bajo prueba. Para los sistemas de tuberas inclinadas, el llenado debe hacerse en contra de la pendiente. Los venteos deben estar ubicados en todos los puntos altos de la tubera y deben estar abiertos durante la etapa de llenado. Una vez que se determina que el sistema est completamente lleno de lquido, los venteos deben ser cerrados e instalar una bomba con el fin de presurizar el sistema. La bomba de presurizacin debe tener una capacidad mayor que las fugas o prdidas de presin admisible del sistema. No es deseable encender/apagar la bomba de presurizacin para mantener la presin cerca del nivel requerido, para ello es recomendable realizar una compresin mayor que la que normalmente se utiliza durante la operacin normal del sistema. Es necesario ajustar las bridas, conexiones roscadas, y otras uniones mecnicas para eliminar fugas (ver norma ASME B31.1). Vlvulas calibradas de alivio deben instalarse lo ms cerca posible a la conexin de llenado y el punto ms bajo del sistema, para evitar una sobrepresin accidental durante la presurizacin. Para lograr esto se debe tener capacidad suficiente de alivio para pasar el flujo completo de la bomba de presurizacin. La vlvula de alivio debe ser ajustada para impedir que la presin del sistema exceda la presin mxima admisible del componente con menor clasificacin en el sistema. Los medidores de presin deben ser continuamente monitoreados. La informacin relativa a los indicadores de prueba debe ser registrada en la hoja de datos de prueba. La calibracin de los medidores/registradores de prueba debe ser verificada antes del inicio de la prueba en contra de un medidor prensa hidrulica (peso muerto), cuya propia calibracin debe ser certificada por medio del Ente Competente en materia de Normalizacin, Calidad, Metrologa y Reglamentos Tcnicos. Se debe llevar registro de dicha verificacin y en caso de desviacin se debe solicitar nueva calibracin del instrumento frente al rgano competente o reemplazo del mismo.
8.8.13
8.8.14 8.8.15
8.8.16
8.8.17 8.8.18
8.8.19
8.8.20
8.8.21
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 22
Indice norma
8.8.22
Si el indicador empleado es un dispositivo analgico, la presin de prueba idealmente debe ocurrir a escala media, pero nunca por debajo de 25% de la escala completa. Un 1% de presicin del total de la escala del dispositivo es aceptable en general. Si el indicador es digital puede ser utilizado en cualquier lugar dentro de la gama que la precisin se especifica, esto es debido a que la precisin de un instrumento digital es generalmente un porcentaje fijo de la lectura en lugar de lectura a escala completa. Antes del inicio de la prueba, la lectura de cero del registrador de presin debe ser verificada. Si el instrumento no indica la lectura de cero, la lectura de la prueba no es confiable. Se debe llevar registro de dicha verificacin y en caso de desviacin se debe solicitar nueva calibracin del instrumento frente al organo competente o reemplazo del mismo. Las pequeas secciones de sistemas de tubera que requieran ser retiradas para la instalacin de discos ciegos deben ser probadas separadamente cumpliendo los lineamientos establecidos en la presente norma. Si la presin de prueba para un sistema de tubera conectada a un equipo es igual o menor que la presin de prueba del equipo, entonces ambos podrn ser probados en conjunto a la presin de prueba del sistema de tubera. Si la presin de prueba del sistema de tubera es mayor que la del equipo conectado, la tubera debe ser aislada y probada separadamente. Sin embargo, se pueden probar en conjunto siempre y cuando la presin de prueba del equipo no sea menor del 77% de la presin de prueba de la tubera (ver norma ASME B 31.3). La presin de prueba en cualquier seccin de una tubera no deber exceder la mxima presin admisible en cualquier componente instalado en lnea e incluido en la seccin bajo prueba. Cuando el sistema de tubera a ensayar incluya pases de carreteras principales o secundarias, lagunas, corrientes de agua o pantanos, deber realizarse la prueba hidrosttica sobre dicho tramo avalado por el Inspector de PDVSA, independientemente de la prueba general avalada por el rgano Rector con competencia en la materia. El tramo se probar con presin hidrosttica hasta el lmite indicado en cada proyecto en particular, durante un perodo establecido a criterio del Inspector PDVSA. Para efectuar una prueba hidrosttica, es obligatorio que la tubera o sistema a probar est liberado de soldaduras y ensayos no destructivos.
8.8.23
8.8.24
8.9
8.10
8.11
8.12
8.13
8.14
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 23
Indice norma
8.15
Se debe efectuar inspeccin visual a todas las juntas y uniones bridadas, estas ltimas deben estar colocadas y ajustadas adecuadamente segn la norma ASME B16.5.
8.16
8.16.1
Drenaje
Una vez aprobada la prueba hidrosttica por el rgano Rector, se proceder al desalojo del agua. Se despresurizar lentamente y de manera controlada la lnea o sistema, abrindose primero los venteos y posteriormente los drenajes. Para bajar la presin de la tubera se abrirn las vlvulas de purga en los cabezales de prueba. Una vez que la presin del sistema de tuberas iguale a la atmosfrica, se proceder a abrir todas las vlvulas de lnea al 100%. Luego, se correr una herramienta de desalojo, la cual ser impulsada por aire comprimido. La velocidad de avance de las herramientas no ser mayor a 3 km/h. Despus de correr la primera herramienta, se abrirn todas las vlvulas de venteo de los cuerpos de vlvulas y de la lnea, para luego correr dos herramientas de desalojo, posterior a lo cual se cerrarn todas las vlvulas de lnea al 50%, desalojando as el agua remanente en los cuerpos de las vlvulas. En todos los casos, deber repetirse el procedimiento descrito anteriormente hasta garantizar el desalojo de la totalidad del agua del sistema de tuberas a juicio del Ingeniero Inspector de PDVSA. Los cabezales de prueba sern los nicos utilizados para vaciar el agua. No se permitir agregar venteos a la lnea de gas con este propsito. El agua ser desalojada de forma que no produzca inconvenientes al entorno ni ocasione impactos negativos al ecosistema, por tanto, se tomarn todas las medidas necesarias para evitar afectaciones ambientales segn las instrucciones del rgano Rector en materia de ambiente y recursos naturales renovables (ver decreto 883). Si el agua se va a utilizar en otra seccin a probar, entonces se podr dejar almacenada en la tubera hasta el momento de realizar la prueba en la siguiente seccin (el agua debe tener productos antixido y antimicticos dosificados en el momento que vaya a bombearse). Para almacenar el agua, ser necesario bajar la presin hasta que iguale a la atmosfrica en el punto ms alto del tramo. En el momento de pasar el agua de un tramo a otro, se realizar con conexiones flexibles adecuadas. La tubera se debe drenar y posteriormente secar con aire seco. Alternativamente, puede dejarse llena de agua para prevenir la formacin de xido hasta que el sistema se ponga en funcionamiento, para ello se debe agregar inhibidores de corrosin, previa aprobacin del Departamento de Ingeniera de Corrosin del proyecto.
8.16.2
8.16.3
8.16.4
8.16.5
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 24
Indice norma
8.16.6
La eliminacin de los lquidos de prueba que contienen inhibidores de corrosin u otros aditivos deben cumplir con las normativas ambientales (ver decreto 883). Si el sistema se deja lleno despus de la prueba deben colocarse etiquetas de advertencia para informar que el sistema se encuentra presurizado. Una vez que un tramo haya sido vaciado de agua, se proceder a instalar toda la instrumentacin. Tambin se realizarn los trabajos de lubricacin y mantenimiento de las vlvulas y del equipo probados. Para los sistemas de lneas que transportan fluidos cuya composicin contenga dixido de carbono, se deber desplazar la humedad presente en el interior de la tubera, en aras de evitar reacciones qumicas que propicien el fenmeno de corrosin. En los sistemas de tuberas para servicios de baja temperatura es importante que las lneas, vlvulas y accesorios sean drenados completamente de agua para evitar cualquier dao debido a la congelacin despus de completada la prueba hidrosttica. Asimismo, se deber evaluar el uso de agentes qumicos (anticongelantes) que eviten la formacin de hidratos. Todas las operaciones para realizar pruebas hidrostticas y neumticas, deben contar con los procedimientos de trabajo (PT) escritos, en los cuales se contemplen los riesgos y las medidas preventivas propias de este tipo de actividad. Los casos no contemplados en el presente documento o en las normas respectivas, debern ser evaluados en conjunto por los departamentos de Ingeniera, Inspeccin de Equipos y el Custodio de la instalacin. A medida que la construccin de un sistema de tuberas est llegando a su fin, una lista de verificacin (check list) debe hacerse antes del inicio de la prueba hidrosttica o neumtica. Esta lista debe ser realizada por la persona (s) responsable de ejecutar la prueba hasta que la completacin mecnica del sistema finalice. Una comparacin de los dibujos P y ID y los isomtricos de tuberas se debe hacer para determinar si hay alguna discrepancia. Comprobar todos los componentes en lnea para verificar que puede soportar la presin de prueba requerida. Despus de la verificacin cruzada se debe realizar una inspeccin fsica completa del sistema de tuberas.
8.16.7
8.16.8
8.16.9
8.17
8.18
8.19
8.20
8.20.1 8.20.2
Fallas
Si ocurre una cada de presin que no se pueda atribuir a efectos trmicos, LA Contratista / El Ejecutor deber localizar y reparar la falla. Una cada de presin pequea puede ser atribuida a la fuga en una empacadura, una vlvula o una fisura. Una cada de presin grande ser por causa de una rotura en la tubera. En todo caso, la falla debe ser localizada y reparada.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 25
Indice norma
8.20.3
Si la falla es en la soldadura de unin entre los tubos (considerar que una soldadura puede ser reparada un mximo de dos veces), entonces se cortar una seccin de tubera que contenga en su centro la soldadura y se soldar en su lugar un niple de las mismas dimensiones que la seccin cortada. La longitud mnima del tramo de tubera a cortar no ser menor de 3 metros para tubera de lnea o un dimetro o doce (12) veces el espesor de pared para el caso de estaciones. Cuando ocurra una falla en la tubera y no en las uniones soldadas entre tubos, el Inspector llenar una planilla de reporte de falla de tubera, tal como la que se indica en la hoja tcnica PDVSA CPVMH00605. Se remover el tubo completo donde se localiza la falla. Los extremos de la grieta no deben ser tocados durante la remocin, transporte o descarga del tubo. El tubo ser marcado para indicar la direccin del flujo. Si la parte daada cubre ms de un tubo, entonces podrn recortarse los extremos sanos del tubo hasta una distancia de 50 cm de los extremos de la grieta. Si an es muy largo el trozo daado, entonces se podr cortar la tubera perpendicularmente a la grieta. La falla debe ser fotografiada antes y despus de ser removida. En caso de detectarse fugas o filtraciones durante la realizacin de la prueba hidrosttica, se deber despresurizar el sistema de tubera hasta la presin atmosfrica y en caso de realizar reparacin que involucre soldadura, realizar el drenaje de lquido antes de proceder a corregirlas. Esta totalmente prohibido tratar de corregir fugas o filtraciones con el sistema presurizado. La mxima presin de prueba hidrosttica para discos ciegos de tubera de acero al carbono se encuentra tabulada en los Anexos B, C y D de este documento.
8.20.4
8.21
8.22
9
9.1
PROCEDIMIENTO GENERAL
Alcance y Regulaciones
Esta especificacin cubre los requerimientos generales para probar a presin los sistemas de tubera despus de la instalacin como lo especifica el cdigo para presin ASME B31.3 y ASME B31.4. Esta especificacin no cubre la prueba de recipientes a presin, intercambiadores, tubera en generadores de vapor por combustin, y otros equipos que son probados de acuerdo con los cdigos y especificaciones bajo los cuales han sido fabricados. Esta especificacin requiere el cumplimiento de todas las leyes, normas y regulaciones venezolanas que puedan ser aplicables. Los siguientes cdigos y prcticas, incluyendo los anexos aplicables, formarn parte de esta especificacin hasta el punto aqu especificado: 9.1.1
9.1.2
9.1.3 9.1.4
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 26
Indice norma
ASME B16.5 Bridas de Tubos de Acero y Conexiones Bridadas. ASME B31.2 Fuel Gas Piping. ASME B31.3 Chemical Plant and Petroleum Refinary Piping. ASME B31.4 Liquid Petroleum Transportation Piping Systems. ASME B31.8 Gas Transmition and Distribution Piping Systems. API RP 1110 Pressure Testing of Liquid Petroleum Pipelines.
9.2
9.2.1
Medios de Prueba
Normalmente las pruebas sern hechas hidrostticamente usando agua fresca, pero en aquellos casos donde esto no sea prctico o deseable debido a exceso en carga esttica, se especificarn soportes temporales adicionales para resistir confiablemente el peso del lquido. El agua de prueba para tubera de acero inoxidable austentico tendr un mximo de 50 ppm de cloruros, para evitar corrosin bajo esfuerzos. Puede permitirse el uso de agua salada para la prueba de tubera de acero inoxidable no austentico, siempre y cuando los procedimientos de prueba de la Contratista sean aprobados por el representante del rea operacional de PDVSA e incluirn: 1. 2. Mtodos para aislar tanto la tubera de acero inoxidable austentico como el equipo conectado a sta para evitar el contacto con el agua salada. Se tomarn las acciones necesarias para asegurar la remocin de toda el agua salada del sistema despus de la prueba.
a. b.
9.2.2
Como opcin del rea operacional de PDVSA, los sistemas para fluidos tipo D solamente, tales como aire, gas inerte u otros fluidos no inflamables, no txicos a presiones de diseo no mayores de 10 kg/cm2 (manomtricas) y temperaturas de diseo no mayores de 180_C, pueden ser verificados por posibles escapes examinando cada unin con el sistema en condiciones normales durante o antes de las operaciones iniciales. Cuando las pruebas neumticas sean autorizadas por el representante del rea operacional de PDVSA, se usar aire u otro gas no inflamable, preferiblemente nitrgeno. Los sistemas de aire de instrumentos sern probados con aire seco o nitrgeno. No se usar ningn otro medio sin previa aprobacin del rea operacional de PDVSA.
9.2.3
9.2.4
9.3
9.3.1
Limitaciones de Presin
Excepto por lo indicado en la norma ASME B31.3, la presin de la prueba hidrosttica no deber ser menor de 1,5 veces la presin de diseo del sistema, corregida por temperatura y carga hidrosttica.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 27
Indice norma
9.3.2
Si esta presin de prueba produce una tensin que exceda el mnimo de la resistencia a la cedencia a la temperatura de prueba, la presin de prueba puede ser reducida a la mxima presin permisible que no exceda el mnimo de resistencia o punto de cedencia previa aprobacin de PDVSA. Los ajustes al lmite mnimo del esfuerzo de fluencia (SMYS) del material de la tubera por temperatura sern hechos de acuerdo a lo indicado en la norma ANSI B31.3. Si la presin de prueba de la tubera conectada al equipo es igual a la del equipo, la tubera puede ser probada con el equipo a su presin de prueba, previa aprobacin del rea operacional de PDVSA. La tubera ser aislada y probada separadamente si: La tubera puede estar sometida a condiciones operacionales ms altas y requerir una presin de prueba ms alta que el equipo conectado. La tubera est diseada para condiciones de operacin menores que el equipo conectado y podra estar sometida a sobrepresin por una prueba del sistema. Toda la tubera que haya de operar en servicio al vaco ser probada a un mnimo de 1 kg/cm2 (manomtrica) o la presin interna mxima permisible si es menor de 1 kg/cm2 (manomtrica). La presin de prueba neumtica para tubera de acero, cuando sea autorizada, ser 110% de la presin de diseo y adicionalemente: Se har un chequeo preliminar a no ms de 1,75 kg/cm2 (manomtrica) a los sistemas que estn siendo probados neumticamente. La presin ser aumentada gradualmente, a intervalos que proveern de suficiente tiempo para chequear fugas, y permitirn a la tubera equilibrar los esfuerzos durante la prueba. Las lneas al mechurrio con descarga a la atmsfera sern probadas entre el separador y la descarga de llama. El rea operacional de PDVSA aprobar los medios, procedimientos y condiciones de la prueba. Todas las uniones sern inspeccionadas visualmente para su debida instalacin segn los diagramas de tubera e instrumentacin aprobados para construccin. La tubera de desage subterrnea, diseada para operar a presin atmosfrica, ser probada completamente llena de agua con cabezal esttico solamente y las juntas sern inspeccionadas para detectar fugas. La tubera subterrnea diseada para presiones por encima de la atmosfrica para servicio de agua, y que emplee junta circular no soldada (tales como campana y espiga), ser probada hidrostticamente a 1,5 veces la presin de diseo del sistema. La prueba ser mantenida por 2 horas y las juntas inspeccionadas en caso de que haya fugas.
9.3.3
9.3.4
9.3.5
9.3.6
9.3.7 9.3.8
9.3.9
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 28
Indice norma
9.4
9.4.1 9.4.2
Preparacin para la Prueba
La basura y escombros de la construccin sern removidos de los sistemas de tubera usando aire o agua, segn se especifique. Todos los sistemas de tubera, que han de ser probados hidrostticamente, sern venteados en los puntos altos mientras se llenan, y los sistemas sern purgados de aire antes de aplicar la presin de prueba. La tubera soportada por contrapeso o resorte, sin barrera descendente de retencin, ser soportada temporalmente mientras es llenada con el fluido de prueba. Un soporte de resorte con barrera descendente de retencin tendr el tope (calzas o bloque) insertado antes de llenar con lquido el sistema de tubera para la prueba. El tope en el resorte ser removido despus que el fluido de prueba haya sido drenado del sistema. En caso de cualquier duda, especialmente en lneas elevadas de dimetro grande, se har un chequeo del diseo para determinar que todos los soportes de la tubera tengan suficiente fuerza como para soportar el peso del fluido de prueba. Se instalarn bridas ciegas, llaves ciegas, tapas o tapones para aislar los sistemas de tubera y equipo especial. No se harn pruebas contra vlvulas cerradas sin previa aprobacin del rea operacional de PDVSA. Los instrumentos sern manejados como se describe en el punto 8.7 de este documento. Las juntas bridadas sern preparadas para ensayos neumticos con jabn, cubrindolas con cinta adhesiva y perforando un agujero de 3 mm de dimetro en la cinta. Las inspecciones de la prueba hidrosttica deber realizarse en horas diurnas y con el tiempo seco. Slo en caso de emergencias y teniendo los recursos adecuados para la inspeccin (por ejemplo reflectores, luminarias, etc.), se har la correspondiente excepcin. Si el Inspector de PDVSA considera que las condiciones climticas no son aceptables y/o que el sistema de tubera no est en condiciones de ser probado, tiene la potestad de paralizar las actividades hasta tanto se cumplan las condiciones exigidas; en caso de que no se reinicien las actividades de la prueba hidrosttica en los tiempos contemplados, se debe adicionar inhibidores y secuestrantes de oxigeno y mantener el sistema de tubera presionado (ver decreto 883 para disposicin final).
9.4.3
a.
b. c.
9.4.4
9.4.5 9.4.6
9.4.7
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 29
Indice norma
9.4.8
Los niples y conexiones roscadas del sistema de llenado para la prueba hidrosttica sern roscados de manera completa y segura a fin de evitar rotura de los mismos y/o daos en las roscas, que pudieran provocar la falla de la junta. La cantidad de hilos que deben roscarse se indican en la Tabla 1. (ver norma ASME B1.20.1): TABLA 1. CANTIDAD DE HILOS POR DIMETRO DE TUBERA
DIAMETRO DE LA TUBERIA (pulg) LONGITUD ROSCADA 3/4 7,64 1 7,85 11/4 8,13 11/2 8,32 2 8,70 0,5337 0,5457 0,6828 0,7068 0,7235 0,7565 7,47
CANTIDAD DE HILOS ROSCADA
En caso de ser necesario el uso de mangueras entre la bomba y el sistema de tubera, estas mangueras deben estar diseadas para soportar la mxima presin a la cual puede trabajar la bomba con la cual se presurizar el sistema de tuberas. 9.4.9 Se debe verificar la instalacin de los manmetros y equipos registradores de presin y temperatura de las pruebas (ver punto 8.7). De igual forma se debe verificar que los discos registradores cumplan con las especificaciones dadas en la seccin 12.
9.5
9.5.1 a. b.
Ejecucin de las Pruebas
Sistemas de Tubera Todas las juntas (incluyendo las soldaduras), en lneas con aislamiento, sern probadas antes de instalar el aislamiento y de que se pinten dichas juntas. La presin de prueba hidrosttica ser aplicada por medio de una bomba de prueba apropiada u otra fuente de presin, la cual estar aislada del sistema hasta que est listo para la prueba. Se proveer de un manmetro en la descarga de la bomba que servir de gua al aplicarle presin al sistema. La bomba ser atendida constantemente, por una persona autorizada, durante la prueba. La bomba u otra fuente de presin ser aislada del sistema siempre que la bomba vaya a quedar desatendida. La bomba o fuente de presin ser aislada del sistema en cuanto se obtenga la presin final de la prueba. Se instalar un cedazo en la lnea del agua usada para la prueba, a fin de minimizar la posibilidad de que se depositen en el sistema materias extraas durante la prueba de presin hidrosttica.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 30
Indice norma
c.
La presin de prueba ser verificada con un manmetro que tenga un rango de por lo menos 1,5 veces la mxima presin de prueba calculada. La calibracin de los medidores/registradores de prueba debe ser verificada antes del inicio de la prueba en contra de un medidor prensa hidrulica (peso muerto). En caso de desviacin se debe solicitar el reemplazo del mismo. Para medir la presin de prueba se recomienda colocar el manmetro en la parte inferior del sistema.
d.
La presin de prueba deber mantenerse durante 10 minutos por lo menos antes de comenzar la inspeccin, y durante suficiente tiempo para permitir la inspeccin completa del sistema que se est probando, pero el perodo de inspeccin no ser en ningn caso menor de 30 minutos. Durante la prueba deber evacuarse el rea donde se vaya a probar la tubera, solamente se permitir entrar al rea de prueba al personal autorizado. Despus de la prueba, la presin debe ser reducida lentamente, y debe hacerse una inspeccin para buscar posibles fugas o deformaciones en la tubera.
e.
Cuando los sistemas de tubera a ser probados estn directamente conectados en los lmites de batera a una tubera no pertenecen a la tubera de prueba, la tubera a ser probada ser aislada de tal tubera, colocando un disco ciego. Cuando un sistema ha de ser aislado en un par de bridas de acoplamiento, se insertar un ciego entre las bridas. Adicionalmente: Los espesores mnimos de los discos ciegos de acero al carbono se muestran en el Anexo E. Los extremos abiertos de los sistemas de tubera donde no puedan usarse discos ciegos, tales como bombas, compresores, turbinas o donde quiera que hayan sido removidos o desconectados equipos o carretes de tubera antes de la prueba hidrosttica, sern tapados usando bridas ciegas normales de la misma clasificacin que el sistema de tubera que se est probando.
f.
g.
Las lneas que contengan vlvulas de retencin tendrn la fuente de presin colocada en la tubera corriente arriba de la vlvula de retencin, de forma que la presin sea aplicada debajo del asiento y en caso que no sea posible, la lengeta de la vlvula de retencin ser removida o abierta. Estas vlvulas sern rotuladas al efecto de asegurar que sean devueltas a su condicin anterior a la prueba. La tubera de instrumentos ser probada junto con el sistema de tubera hasta la vlvula de bloque ms cercana al instrumento. Cuando exista una unin universal aguas abajo de la vlvula de bloque, ser desacoplada durante la prueba para prevenir que se introduzcan inadvertidamente tierra o materias extraas en el instrumento.
h. i.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 31
Indice norma
j. k. l.
La repeticin de la prueba de las lneas despus de reparadas las fugas se har a las presiones originalmente especificadas para la prueba. Se aplicar una solucin jabonosa a todas las juntas roscadas, soldadas y bridadas sometidas a prueba de presin neumtica. En la prueba neumtica debe tenerse cuidado de evitar reducir la temperatura a un nivel que pueda fragilizar la tubera que se est probando, pudiendo causar falla del metal y/o materiales termoplsticos. Se dar inicio a la prueba hidrosttica al momento de instalar los discos a los equipos registradores de presin y temperatura, comenzando por el disco de presin a 0 psi, para inmediatamente presurizarlos hasta el rango de presin de prueba hidrosttica. Instrumentos Todos los instrumentos en el sistema a ser probado sern excluidos de la prueba por medio de aislamiento o remocin, a menos que sea revisado y aprobado por PDVSA. Las vlvulas de alivio y discos de ruptura, sern removidos o separados del equipo o sistema de tubera con discos ciegos antes de la prueba hidrosttica. El uso de mordazas de prueba en la vlvula de alivio son aceptables en lugar de discos ciegos. La mordaza de prueba es un dispositivo que bloquea fsica y externamente la vlvula de alivio y evita que se abra durante la prueba de la tubera. Las placas de orificio, boquillas de flujo u otras restricciones similares no sern instaladas en el sistema de tubera hasta haber completado la limpieza y prueba. Los manmetros indicadores montados localmente sern bloqueados o removidos y sus conexiones taponadas si la presin de prueba excede los lmites de la escala. Estos manmetros tambin sern bloqueados durante la limpieza. Los flotadores de los instrumentos de nivel, colocados dentro de los recipientes, o jaulas de flotacin, sern removidos antes de la prueba hidrosttica si la presin externa permisible sobre el flotador es desconocida o es menor que la presin de la prueba hidrosttica.
m.
9.5.2 a.
b. c.
d. e.
f.
9.6
Terminacin de la Prueba
La terminacin de la prueba se realizar con la presencia de los entes/rganos participantes. Para ello, se debe realizar el retiro y anlisis de los discos registradores tanto de presin como de temperatura. Si la prueba es aprobada se proceder al drenaje.
9.6.1 a.
Drenaje Despus de terminada la prueba hidrosttica, la presin ser reducida a fin de no poner en peligro al personal o daar el equipo.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 32
Indice norma
b. c. d. e. f.
Todos los venteos estarn abiertos antes de drenar el sistema y permanecern abiertos durante el drenaje para evitar formar un vaco en el sistema. Todas las lneas y sistemas sern drenados completamente. El tope en los soportes de resortes sern removidos despus de haberse drenado el fluido de prueba del sistema. Los soportes de resorte sern luego fijados a las cargas y posiciones recomendadas. Despus que cada lnea haya sido probada, inspeccionada y aprobada, el contratista/ejecutor responsable por la prueba devolver el sistema a su condicin previa a la prueba. Todos los artculos removidos, desconectados o desarmados, sern reinstalados, reensamblados y puestos en capacidad operacional. Cualquier sistema de tubera que contenga acero de alta aleacin, ser drenado inmediatamente despus de la prueba, lavado y secado soplndolo con aire o gas inerte.
g.
10 PROCEDIMIENTOS Y ESPECIFICACIONES DE PRUEBAS HIDROSTTICAS Y NEUMTICAS
10.1 10.2
El cdigo aplicable para ejecutar la prueba hidrosttica o neumtica, ser el mismo utilizado en el diseo de instalacin de los sistemas de tubera. En el Anexo A se indican los sistemas de tubera dentro del alcance de las normas ANSI/ASME B31.1, ANSI/ASME B31.2, ANSI/ASME B31.3, ANSI/ASME B31.4 y ANSI/ASME B31.8. Para visualizar los lmites de aplicacin de las normas indicadas ver Figura 4.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 33
Indice norma
Fig 4. LMITES DE APLICACIN DE LAS NORMAS ASME B31.1, ASME B31.2, ASME B31.3, ASME B31.4 Y ASME B31.8 STORAGE OR PRODUCING FIELD
GATHERING SYSTEM (FIELD PIPELINES) USAS B31.8 TREATMENT PLANT USAS B31.3 COMPRESSOR STATION USAS B31.8
POWER PLANT ASA 831.1 M
TRASMISSION LINE USAS B31.8
METERING OR REGULATING STATION USAS B31.8
ANY NON INDUSTRIAL ESTABLISHMENT HAVING PRESSURE PIPING SYSTEM (1/2 PSIG OR LESS) USAS Z 21.30
DISTRIBUTION SYSTEM USAS B31.8 ALL INDUSTRIAL ESTABLISHMENTS AND ANY OTHER ESTABLISHMENT HIGH HAVING PRESSURE PIPING SYSTEM (ABOVE 1/2 PSIG) GAS MANUFACTURING PLANT
ATOMIC INSTALLATION ASA 831.1
PRPERTY LIMITS METERING OR REGULATING BLDG.
PRIVATE GAS SOURCE
ALL INDUSTRIAL ESTABLISHMENTS AND ANY OTHER ESTABLISHMENT HAVING HIGH PRESSURE PIPING SYSTEM (ABOVE 1/2 PSIG)
X X
X X
X X
X X
X X
X X
PIPING SYSTEM ON FENCED RIGHT OF WAY OR EASEMENT
LPG IN LIQUID USAS b31.4 PHASE
PIPING SYSTEM ON UNFENCED RIGHT OF WAY EASEMENT OR IN PROPERTY UNDER CONTROL OF OTHER USAS B31.8
PORTON OF NONINDUSTRIAL ESTABLISHMENT HAVING HIGH PRESSURE PIPING SYSTEM (ABOVE 1/2 PSIG)
ALL INDUSTRIAL ESTABLISHMENTS AND ANY OTHER ESTABLISHMENT HAVING HIGH PRESSURE PIPING SYSTEM (ABOVE 1/2 PSIG)
VAPORIZER PRPERTY LIMITS
PRPERTY LIMITS
LEYEND:
PIPING SYSTEM WITHIN SCOPE OF USAS B31.2 PIPING SYSTEM OUSTSIDE SCOPE OF USAS B31.2
LPG TANKS USAS Z106.1
FENCE
REGULATOR
PIPELINE OR UTLITY METER
ESTABLISHMENT OUTSIDE SCOPE OF USAS B31.2
ESTABLISHMENT WITHIN SCOPE OF USAS B31.2
CONSUMEROWNED METER
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 34
Indice norma
10.3
Procedimiento segn ANSI/ASME B31.1: Sistemas de Tubera para el Transporte de Vapor, Agua, Aceite, Aire, Gas (sin Limitarse a Estos Fluidos) y los Sistemas de Tubera Externos de las Calderas (Plantas de Vapor)
Prueba Hidrosttica a. b. Todas las juntas de empalme a inspeccionar deben estar desprovistas de aislamiento durante la prueba. En el caso de pruebas hidrostticas, los sistemas de tubera para gas o vapor sern provistos con soportes temporales adicionales (si es necesario), para resistir confiablemente el peso del lquido. Los sistemas de tubera se deben limpiar internamente con agua a presin, vapor, productos qumicos o aceite caliente proveniente de los sistemas de circulacin de acuerdo con la condicin que se presente, con el objeto de eliminar xidos, escorias de soldadura y cualquier otra materia extraa. Cuando se requiera que la presin de prueba sea mantenida por un perodo, durante el cual el fluido de prueba est sujeto a expansiones trmicas, se deben tomar previsiones a fin de evitar exceso de presin. Se recomienda instalar una vlvula de alivio calibrada a 1 1/3 (133,33%) veces la presin de prueba hidrosttica, sin embargo, el punto de ajuste de la vlvula de alivio deber garantizar la integridad mecnica y condiciones de seguridad del sistema. En caso de activarse la vlvula de alivio la prueba deber ser reiniciada. Cualquier variacin de presin deber estar asociada a variaciones de temperatura (ver modelo referencial en el Anexo G). Se deben tomar las precauciones necesarias, a fin de proteger al personal e instalaciones ubicadas cerca de la tubera en caso de ruptura de la misma. La presin de prueba no se aplicar hasta que no exista un equilibrio trmico entre el fluido de prueba y la tubera. La presin de prueba no debe ser menor de 1,5 veces la presin de diseo y no debe exceder la presin de prueba mxima permitida de cualquier componente que no haya sido aislado. Asimismo, en ningn momento el sistema de tubera debe estar sujeto a una presin que genere un esfuerzo mayor del 90% del esfuerzo mnimo de fluencia. La presin de prueba se debe mantener continuamente por un tiempo mnimo de 1 hora (ver Anexo F). Las inspecciones visuales de las fugas se deben hacer durante el proceso de presurizacin. Al examinar el sistema para detectar fugas, cualquier condensacin se debe eliminar del sistema para proporcionar una visin clara e inequvoca de las fugas.
10.3.1
c.
d.
e. f. g.
h. i.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 35
Indice norma
10.3.2
Prueba Neumtica a. La presin de prueba neumtica debe ser 1,3 veces la presin de operacin. Sin embargo la presin de prueba deber garantizar la integridad mecnica y condiciones de seguridad del sistema. La presin se incrementar gradualmente hasta aproximadamente la mitad de la presin de prueba y luego en intervalos de 1/10 hasta llegar a la presin de prueba. La presin de prueba se debe mantener continuamente durante un tiempo mnimo de 10 minutos y luego se debe reducir hasta la presin de diseo o 0,689 MPa (100 lbs/pulg2), se debe utilizar la menor. A partir de ese momento se iniciar la inspeccin y se realizar durante el tiempo que sea necesario para ello. La inspeccin se realizar utilizando agua jabonosa o un mtodo equivalente, en todas las juntas y conexiones.
b.
c.
d.
10.4
Procedimiento segn ANSI/ASME B 31.2: Sistemas de Tubera para el Transporte de Gas Natural, Mezcla de G.L.P. y Aire, G.L.P. en forma Gaseosa y Mezcla de todos estos Gases
Dado que el alcance de esta norma aplica a redes de gas que estn aguas abajo de las estaciones de entrega de los clientes (redes de distribucin/baja presin) PDVSA slo aplica pruebas neumticas a estas lneas. Prueba Neumtica a. La presin de prueba neumtica debe ser 1,5 veces la presin de operacin. Sin embargo, la presin de prueba deber garantizar la integridad mecnica y condiciones de seguridad del sistema. La presin de prueba se debe mantener por el tiempo que sea necesario para determinar si hay fugas, pero no debe ser menor de media hora por cada 14,15 m3 (500 pie3) o fraccin de volumen. En caso de que la tubera tenga volumen menor de 0,283 m3 (10 pie3), el tiempo de duracin ser de 10 minutos. Para sistemas de tubera que tengan volumen mayor de 679,2 m3 (24.000 pie3), el tiempo de duracin no debe exceder de 24 horas. La inspeccin se realizar utilizando agua jabonosa o un mtodo equivalente, en todas las juntas y conexiones.
10.4.1
10.4.2
b.
c. d. e.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 36
Indice norma
10.5
Procedimiento segn ANSI/ASME B 31.3. Sistemas de Tubera para el Transporte de Gas, Vapor, Aire, Agua, Servicios de Fluidos Tipo D y Tipo M, Productos Qumicos, Aceite y Otros Productos Derivados del Petrleo
Prueba Hidrosttica La presin de prueba no debe ser menor de 1,5 veces la presin de diseo, y en caso de que la temperatura de diseo est por encima de la temperatura de prueba, la presin mnima de prueba se calcular en base a la siguiente ecuacin: Pt + 1, 5 P * Rr Donde: Pt = Presin mnima de prueba hidrosttica P = Presin interna de diseo Rr = relacin de St / S para la tubera o los componentes, sin establecer clasificaciones, pero no exceder de 6,5. St = Valor del esfuerzo admisible a la temperatura de prueba S = Valor del esfuerzo admisible a la temperatura de diseo, segn ANSI/ASME B 31.3. Notas: Si el valor St/S es mayor de 6,5, entonces siempre se utilizar 6,5. Si esta presin de prueba produce un esfuerzo circunferencial o longitudinal que exceda el mnimo de la resistencia a la cedencia a la temperatura de prueba, o mayor que 1,5 veces el rating de presin y temperatura de prueba de los componentes del sistema de tubera, la presin de prueba puede ser reducida a la mxima presin permisible que no exceda el mnimo de resistencia a la cedencia o 1,5 veces el rating de los componentes previa aprobacin de PDVSA. b. A criterio del Inspector y en funcin del sistema de tubera a probar, puede ser realizada una prueba preliminar utilizando aire a una presin no mayor de 100 psig antes de la prueba hidrosttica para localizar fugas (ver norma ASME 31.3). La presin de prueba debe ser mantenida continuamente durante un tiempo mnimo de 24 horas (tubera enterrada/ subternea) 2 horas (cabezales y lneas areas) (ver Anexo F). Debe considerarse la posibilidad de que ocurran fracturas en el material cuando se realicen pruebas a temperaturas que estn cerca de la temperatura de transicin dctilfrgil. a.
10.5.1
c.
d.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 37
Indice norma
e.
Si la presin de prueba del sistema de tubera es mayor que la del equipo conectado, la tubera debe ser aislada y probada separadamente, sin embargo, pueden probarse en conjunto siempre y cuando la presin de prueba del equipo no sea menor del 77% de la presin de prueba de la tubera. Se permitir incorporar al sistema elementos y secciones previamente probados hidrostticamente. Se deber tener especial atencin en la aplicacin de los correspondientes ensayos no destructivos. Los sistemas de tubera para gas o vapor sern provistos con soportes temporales adicionales (si es necesario), para resistir confiablemente el peso del lquido. Tuberas subterrneas de descarga, diseadas para operar a presin atmosfrica, sern probadas completamente llenas de agua con cabezal esttico solamente y las juntas sern inspeccionadas para detectar fugas. Tuberas subterrneas diseadas para presiones por encima de la atmosfrica para servicio de agua, y que empleen una junta circular no soldada (tales como campana y espiga), sern probadas hidrostticamente a 1,5 veces la presin de diseo. La prueba ser mantenida por 2 horas y las juntas inspeccionadas en caso de que haya fugas. Las lneas a mechurrio con descarga a la atmsfera sern probadas entre el separador y la descarga de llama por medio de ensayos no destructivos. El rea operacional de PDVSA aprobar los medios, procedimientos y condiciones de la prueba. Todas las uniones sern inspeccionadas visualmente para su debida instalacin segn los diagramas de tubera e instrumentacin aprobados para construccin. Prueba Neumtica En caso de utilizar aire o gas inerte se efectuar de la siguiente forma: La presin de prueba neumtica ser de 1,1 la presin de operacin. La presin debe ser gradualmente aumentada por etapas hasta alcanzar la presin de prueba. En cada etapa la presin se mantendr por un lapso de tiempo suficiente para igualar tensiones internas, y luego la presin ser reducida a la presin de diseo para efectuar la inspeccin, a partir de ese momento se iniciar la inspeccin y se realizar durante el tiempo que sea necesario para ello.
f.
g.
h.
i.
j.
k. 10.5.2 a.
b.
Un dispositivo de alivio de presin deber utilizarse para evitar que se alcance la presin de prueba ms presiones de 345 kPa (50 psi) o 10% de la presin de prueba (la menor opcin entre la dos). El fluido se debe tomar utilizado para pruebas neumticas debe ser preferiblemente aire o gases inertes.
c.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 38
Indice norma
d.
Debe considerarse la posibilidad de que ocurran fracturas en el material cuando se realicen pruebas a temperaturas que estn cerca de la temperatura de transicin dctilfrgil. La presin de prueba en cualquier seccin de una tubera no deber exceder la mxima presin permitida en cualquier componente instalado en lnea e incluido en la seccin bajo prueba. Para efectos de resguardar la integridad de las tuberas y accesorios, se recomienda hacer una evaluacin del sistema segn se indica en el Anexo G en funcin de los registros de temperatura obtenidos durante el periodo de estabilizacin. No se debern tener fluctuaciones de presin durante la prueba hidrosttica salvo las atribuidas a cambios de temperatura. Se recomienda realizar una evaluacin analtica de los resultados obtenidos de acuerdo al Anexo G.
e.
f.
10.6
Procedimiento Segn ANSI/ASME B 31.4. Sistemas de Tubera para Transporte de Crudos, Condensados, Productos G.L.P., Gasolina y Amonaco Anhdrido
Prueba Hidrosttica La presin de prueba en cualquier seccin de una tubera no deber exceder la mxima presin permitida en cualquier componente instalado en lnea e incluido en la seccin bajo prueba. Para efectos de brindar las condiciones mnimas de seguridad del personal, as como la integridad mecnica de las tuberas y accesorios, se recomienda hacer una evaluacin del sistema segn se indica en el Anexo G en funcin de los registros de temperatura obtenidos durante el periodo de estabilizacin (4 horas). Los sistemas de tubera que en algn punto van a operar a un esfuerzo circunferencial mayor del 20% de la resistencia a la fluencia mnima especificada, sern sometidos a una prueba hidrosttica de 1,25 veces la presin interna de diseo de la tubera en ese punto, considerando la presin externa de la columna de agua en ese punto (pie de agua/2,31 lbs/pul2). El tiempo mnimo de duracin ser de 4 horas. Deber tenerse especial cuidado de no sobrepasar la mxima presin de los accesorios del sistema. En ningn momento los esfuerzos que se induzcan durante la prueba hidrosttica podrn exceder el esfuerzo correspondiente al 90% del punto mnimo de fluencia del material. En caso de que esto ocurra, la presin de prueba se debe disminuir hasta la mxima presin a la cual el esfuerzo producido por la prueba hidrosttica no exceda el 90% del lmite de fluencia de la tubera a la temperatura de prueba. En secciones de los sistemas de tuberas que no sean inspeccionados visualmente mientras se realiza la prueba, la presin de la prueba ser reducida a una presin equivalente a no menos de 1,1 veces la presin de diseo interior. El tiempo de duracin ser de 4 h. a.
10.6.1
b.
c.
d.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 39
Indice norma
e.
La mxima presin a la cual el esfuerzo producido por la prueba hidrosttica no excede el 90% de lmite de fluencia del material de la tubera, se puede calcular con la siguiente ecuacin: Pm + Donde: Pm = Mxima presin de prueba Sy = Lmite de fluencia mnimo especificado t = Espesor de la tubera D = Dimetro exterior de la tubera Pe = Presin de la columna de agua (pie de agua/2,31 lbs/pulg2) 18 Sy x t ) Pe D
f.
Se puede aplicar una prueba hidrosttica o neumtica en sistemas de tubera que van a operar a un esfuerzo circunferencial del 20% o menor del lmite de fluencia mnimo especificado. La presin de prueba no ser menor de 1,25 veces la presin interna de diseo (considerando la presin externa por efectos de columna de agua). En caso de una prueba neumtica, sta ser de 0,689 MPa (100 lbs/pulg2) o aquella que produzca un esfuerzo circunferencial igual al 25% del lmite de fluencia mnimo especificado de la tubera, cualquiera que sea el menor. El tiempo de prueba mnimo ser de una (01) hora. En reas pobladas con secciones de tubera bajo prueba hidrosttica y cuyas edificaciones se encuentren dentro de los 300 pies (90 m) de la seccin de prueba, debe serdesocupada mientras se realiza la prueba hasta que la presin de prueba sea igual o menor a una presin que produzca un esfuerzo circunferencial del 50% del lmite de fluencia mnimo especificado de la tubera.
g.
10.7
Prueba Hidrosttica y Neumtica a Sistemas de Tuberas Desarrollados segn ANSI/ASME B 31.8 (Plantas de Compresin de Gas, Miniplantas, Lneas de Recoleccin, Distribucin e Inyeccin de Gas, Mltiples de Gas (no incluye Lneas Sublacustres), PIASs (Lneas de Gas), Estaciones de Flujos (Lneas de Gas) y Mltiples de Produccin (Lneas de Gas))
Los requerimientos de esta seccin apican para Plantas de Compresin de Gas, Miniplantas, Lneas de Recoleccin, Distribucin e Inyeccin de Gas, Mltiples de Gas (no incluye Lneas Sublacustres), PIAS (Lneas de Gas), Estaciones de Flujos (Lneas de Gas) y Mltiples de Produccin (Lneas de Gas).
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 40
Indice norma
10.7.1
Prueba Hidrosttica Esta seccin describe los procedimientos mnimos de inspeccin para efectuar la prueba hidrosttica a sistemas de tubera para transporte y distribucin de gas, as como los criterios de aceptacin de los resultados de la misma. Este procedimiento no aplica para redes domsticas, las cuales debern ser probadas mediante una prueba neumtica.
a.
Tramos de Tubera a Probar 1. 2. Las pruebas de tubera y estacin de vlvulas se deben realizar de forma separada. Para gasoductos y ramales la longitud mxima de los tramos a probar deber ser tal que dentro de cada uno de ellos no haya una diferencia de presiones mayor de un 12,2% de la presin de prueba, siempre y cuando no se exceda de la presin mxima (de prueba) dada para cada tubera. La divisin en tramos de la tubera obedecer a la disponibilidad de fuentes de agua apropiadas y a la diferencia de altura en los distintos tramos, ya que la presin de prueba no deber ser tal que someta a la tubera a un esfuerzo superior al 90% de su esfuerzo mnimo de fluencia en el punto ms bajo de la misma ni inferior al 79% en el punto ms alto. Por otra parte, aquellos tramos que por su ubicacin presenten serios inconvenientes o riesgos para ser reparados, tales como los cruces de ros, quebradas, carreteras o autopistas, o que presenten riesgos a personas ajenas a la construccin, debern ser probados hidrostticamente antes de ser colocados en su sitio, adicionalmente deber verificarse en informe detallado el cumplimiento de los aspectos referidos al diseo por esfuerzo combinado en la norma ASME B31.8. La Contratista / El Ejecutor deber entregar una propuesta al Inspector de PDVSA por escrito, de la divisin en tramos para probar la tubera cuando sea necesario, detallando las progresivas de los tramos, los clculos de variacin de presin hidrosttica de cada tramo, las fuentes de agua a usar, el orden de prueba y el momento de realizarla (hora de inicio) teniendo especial cuidado de resguardar la integridad de las tuberas y accesorios por las variaciones de presin producto de la influencia del medio ambiente (se recomienda realizar una evaluacin del sistema segn se indica en el Anexo G en funcin de los registros de temperatura obtenidos durante el periodo de estabilizacin de 24 horas descrito en el punto 10.7.1(c). Adicionalmente, el Inspector podr corroborar los clculos de variacin de presin hidrosttica debida a los cambios topogrficos utilizando la frmula indicada en el punto 10.7.1(c).
3.
4.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 41
Indice norma
5.
Siempre que se ensayen tramos de tubera, estos sern construidos de tal modo que exista un remanente de al menos 12 metros de tubera por tramo. Esta cifra puede verse incrementada durante el desarrollo del proyecto y deber ser justificada por el inspector de la obra. Una vez ensayados y aprobados los tramos, se proceder a cortar en fro a una distancia de doce (12) espesores o un dimetro (el mayor de estos) desde el centro de la junta. Solamente la junta final queda sin ensayar hidrostticamente. Esta junta debe ser radiografiada totalmente. La tubera sobrante ser utilizada para reparaciones en los tramos ensayados, por lo cual se debern estampar los trozos sobrantes. Todo instrumento de precisin perteneciente a la tubera de gas, ser removido de la lnea antes de la prueba y, en su lugar, se colocarn tapones y tapas roscadas o bridas ciegas en los lugares de conexin. Esto se hace con el objeto de evitar daos o prdidas de la calibracin en estos instrumentos durante la prueba. Las secciones para toma de datos debern ser protegidas de la influencia del medio ambiente a fin de evitar desviaciones en las lecturas de temperatura y presin, se recomienda emplear aislantes trmicos en todo el conjunto de prueba que estara expuesto para que las condiciones del sistema se mantengan constantes. Los registradores mecnicos arrojarn como resultado el comportamiento de las variables presin contra temperatura, en tal sentido uno de los criterios de aceptacin ser que los incrementos o disminuciones de presin debern corresponderse con los respectivos incrementos o disminuciones de temperatura. Adicionalmente se recomienda realizar una evaluacin analtica de los resultados obtenidos con el registro electrnico de acuerdo a lo indicado en el Anexo G. En todo caso y considerando la apreciacin de cada equipo registrador (mecnicos y electrnicos), el comportamiento de las variables presin contra temperatura debern guardar relacin entre todos los equipos. La Contratista / El Ejecutor proveer indicadores de presin (precisin ASME B 40.100 Grado 2A) con un cuadrante de 114 mm (41/2 pulgadas) y rangos de 0 350 kg/cm2 (0 5000 lb/pulg2) y 0 a 210 kg/cm2 (3000 lb/pulg2). En la construccin o reparacin de ramales y redes de distribucin domstica, la presin mnima de prueba depende de la clasificacin del rea donde est ubicada la tubera (usualmente clase 4) a ser probada y de la Mxima Presin de Operacin (MPO) segn norma COVENIN 3567.
6.
7.
b.
Materiales y Equipos 1.
2.
c.
Presurizado 1.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 42
Indice norma
2.
Para sistemas de transporte (gasoductos) el esfuerzo generado durante la prueba hidrosttica ser mantenido entre el 79% y el 90% del lmite mnimo especificado del esfuerzo de fluencia (SMYS) del material de la tubera, las presiones mximas y mnimas para pruebas hidrostticas de gasoductos se indican en las hojas tcnicas PDVSA CPVMH00607, PDVSA CPVMH00608 y PDVSA CPVMH00609. Adicionalmente deber verificarse en informe detallado el cumplimiento de los aspectos referidos al diseo por esfuerzo combinado del ASME B31.8. En todos los casos deber tenerse especial cuidado de no sobrepasar la mxima presin de los accesorios instalados en el sistema. Cuando la presin de prueba no se pueda mantener dentro de los valores mnimo y mximo requeridos, debido a los cambios de elevacin en el terreno, la tubera ser dividida en tramos. En caso de que la topografa no permita el acceso de los equipos de prueba o suponga una actividad de alto riesgo, se deber considerar la ejecucin de pruebas neumticas debidamente autorizadas por el rgano Rector en materia de hidrocarburos gaseosos. La frmula para obtener la mxima diferencia de elevacin entre dos puntos en un mismo tramo a ensayar es la siguiente: h + k (Pmx * Pmn) Donde: h = diferencia de elevacin (m) Pmx = presin mxima de prueba (psi) Pmn = presin mnima de prueba (psi) k = factor de conversin = 0,7038 (m/PSI)
3. 4.
5.
6.
Con el fin de determinar la hora de inicio de la prueba, la seccin a probar ser presurizada hasta el 60% de la presin final de prueba (pre prueba), se deber obtener un registro de temperatura y presin durante 24 horas. Adicionalmente se recomienda realizar un anlisis preliminar de las condiciones a las que estara siendo sometido el sistema de tubera durante la prueba final, tal como se indica en el Anexo G del presente documento, adicionalmente deber realizarse una inspeccin a efectos de localizar fugas y verificar el correcto funcionamiento de los equipos e instrumentos. Despus de transcurrido el perodo de pre prueba, se llevar la presin hasta el valor fijado como presin de prueba y se mantendrn estas condiciones sin realizar acciones externas que puedan alterar el sistema (inyeccin de fluido de prueba o apertura de vlvulas) durante un tiempo no inferior a una (01) hora, luego del cual se dar inicio a la toma de registros formal por un perodo de 24 horas.
7.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 43
Indice norma
8.
En aquellos casos donde se compruebe emergencia se podr disminuir el tiempo de la prueba hasta un mnimo de dos (02) horas, considerando que la misma sea presencial, incrementando los niveles de presin de prueba hasta aquellos que generen esfuerzos o tensiones de aro superiores al 90% del SMYS (previo clculo de ingeniera). Este procedimiento deber ser aprobado por la mxima autoridad de la operadora. No sern aceptables las fluctuaciones de presin, salvo las atribuibles a los cambios de temperatura, en tal sentido, uno de los criterios de aceptacin ser que los incrementos o disminuciones de presin debern corresponderse con los respectivos incrementos o disminuciones de temperatura, de igual forma como criterio de rechazo, se recomienda realizar una evaluacin analtica de los resultados obtenidos con el registro electrnico de acuerdo a lo indicado en el Anexo G. En todo caso y considerando la apreciacin de cada equipo registrador (mecnicos y electrnicos), el comportamiento de las variables presin contra temperatura debern guardar relacin entre todos los equipos. Si no se cumple lo anterior, entonces se ubicarn y corregirn las fallas presentes en el sistema (integridad mecnica de las tuberas o accesorios, descalibracin de instrumentos, entre otras) y se dar inicio a un nuevo perodo de prueba.
9.
10.7.2
Prueba Neumtica Esta seccin describe los procedimientos mnimos de inspeccin para efectuar la prueba neumtica a un sistema de tuberas para distribucin de gas, as como los criterios de aceptacin de los resultados de la misma.
a.
Tramos en Tubera a Probar La divisin en tramos de la tubera depender de la longitud total del ramal o red a construir, es factible realizar pruebas parciales a una infraestructura como mecanismo para descartar posibles fallas en superficies de fcil verificacin, sin embargo, para la certificacin de todo el sistema deber realizarse una prueba general.
b.
Materiales y Equipos 1. Deber emplearse un dispositivo provisional que permita realizar la conexin entre el sistema a probar, los instrumentos de registro y el compresor de aire (o fuente de presin). Los materiales provisionales a ser empleados en la construccin del cabezal de prueba debern cumplir con las siguientes especificaciones: Vlvula de bola roscada. Material del cuerpo: latn. Rgimen de presin: 300 psig. Material del vstago: latn cromado. Material de la bola: latn cromado. Material del sello: tefln. Material del asiento: tefln. Accionamiento: palanca. Dimetro nominal: pulg.
2.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 44
Indice norma
Tubera: acero segn norma API 5L, dimetro nominal 1 pulg, espesor de pared 0,133 pulg, grado B, PSL1, sin costura, extremos biselados (BE), piezas de 6 12 m de longitud. Niples: acero A106B, espesor STD, dimetros 1 pulg y pulg. Conexiones: acero forjado A105, clase 150. 3. 4. Los materiales adicionales para fabricar el cabezal, tales como cap, accesorios, niples, entre otros, sern suministrados por El Ejecutor. Para la ejecucin de la prueba, La Contratista / El Ejecutor debe disponer de los siguientes equipos y materiales: Estopa o esponjas. Agua jabonosa. Un registrador de presin de 24 horas que tenga un grfico de 305 mm (12 pulg) de dimetro mnimo, ser suministrado e instalado y tendr capacidad suficiente para registrar la prueba completa. Los registradores tendrn carta circular de 24 horas. Las conexiones de los registradores deben estar separadas de todas las dems conexiones. El inspector se asegurar de que todos los instrumentos hayan sido calibrados por un laboratorio aprobado por el Ente Competente en materia de Normalizacin, Calidad, Metrologa y Reglamentos Tcnicos y que el intervalo de funcionamiento de los mismos sea el adecuado. Esto significa que el valor de media escala de los instrumentos ser el de las condiciones de la prueba. Asimismo, revisar las plumillas de los registradores para verificar que estn en perfectas condiciones. Un registrador de temperatura, calibrado a 24 horas por reloj, con rango de 0C a 50C (32F a 122). El Inspector se asegurar de que todos los instrumentos hayan sido calibrados por un laboratorio aprobado por el Ente Competente en materia de Normalizacin, Calidad, Metrologa y Reglamentos Tcnicos. Los registradores sern instalados antes de llenar cada seccin de prueba y ayudarn a determinar cuando se haya llegado a estabilizar la temperatura La Contratista / El Ejecutorsuministrar un termmetro amarillo y negro con un rango de 0C 50C en incrementos de C (1/2 F), de 305 mm (12 pulg) de largo con un agujero para cuerda en la parte superior. La Contratista / El Ejecutor proveer medidores de presin (precisin ASME B 40.100 Grado 2A) con un cuadrante de 114 mm (41/2 pulg) y rangos de 0 14 Kg/cm2 (0 200 lb/pulg2). La Contratista / El Ejecutor suministrar un compresor de aire (o fuente de presin de nitrgeno o dixido de carbono) capaz de suplir los requerimientos del sistema bajo prueba.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 45
Indice norma
5. c.
Todos los materiales y equipos, especialmente instrumentos de prueba, estarn sujetos a la aprobacin del Representante de PDVSA.
Presurizado El tiempo mnimo de duracin de la prueba ser de dos (2) horas a partir del momento de autorizacin por parte del Ingeniero Inspector. La presin mxima de prueba ser de 1,5 veces la mxima presin de operacin de la tubera. En todos los casos se deber tener especial cuidado de cumplir los aspectos de seguridad para pruebas neumticas contemplados en el punto 11 del presente documento. Registros En los registros de presin y temperatura se deber indicar lo siguiente: 1. 2. 3. 4. 5. 6. 7. 8. Identificacin del proyecto. Sector probado, longitud exacta, dimetro externo, espesor de pared y tipo de instalacin (estacin superficial o lnea enterrada). El da y la hora de colocacin de la carta para registros. La localizacin del (los) instrumento (s). El nmero de la seccin de prueba (referenciados a las progresivas, coordenadas o ubicacin dentro de la instalacin). Identificacin de los equipos registradores (marca, modelo, serial, ao de fabricacin, rango de trabajo, precisin, certificados de calibracin). Fluido de prueba.
d.
Firmas de los representantes de La Contratista / Ejecutor, El rgano Rector y de la filial que presenciaron la prueba. El Inspector debe tener presente en todo momento que los registros deben estar en perfectas condiciones. Una carta enmendada, marcada o ilegible ser motivo para el rechazo de la prueba. Una vez que un tramo haya sido ensayado y aprobado, se marcar permanentemente en sus dos extremos indicando la identificacin del tramo, la presin de prueba y la identificacin API (o COVENIN en caso de tuberas PEAD) de la tubera. e. Fallas 1. Si ocurre una cada de presin que no se pueda atribuir a efectos trmicos, La Contratista / El Ejecutor deber localizar y reparar la falla. Para ello aplicar agua jabonosa en cada una de las uniones del sistema incluyendo las de acople al compresor hasta detectar las irregularidades, tomar las acciones correctivas, garantizar la estabilidad de la presin y reiniciar el perodo de prueba.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 46
Indice norma
2.
Si la falla es en la soldadura de unin entre los tubos metlicos (considerar que una soldadura en tubera metlica puede ser reparada un mximo de dos veces), entonces se cortar un trozo de tubera que contenga en su centro la soldadura y se soldar en su lugar un niple de las mismas dimensiones que el trozo cortado. La longitud mnima del trozo de tubera a cortar no ser menor de 3 metros. Si la falla ocurre en una conexin de tubera no metlica, ser removida y reemplazada el elemento de unin. Cuando ocurra una falla en la tubera y no en las uniones soldadas entre tubos, el inspector llenar una planilla de reporte de falla de tubera, tal como la que se indica en las Hoja Tcnica PDVSA CPVMH00605. Se remover el tubo completo donde se localiza la falla. Los extremos de la grieta no deben ser tocados durante la remocin, transporte o descarga del tubo. El tubo ser marcado para indicar la direccin del flujo. Si la parte daada cubre ms de un tubo, entonces podrn cortarse los extremos sanos del tubo hasta una distancia de 50 cm de los extremos de la grieta. Si an es muy largo el trozo daado, entonces se podr cortar la tubera perpendicularmente a la grieta. La falla debe ser fotografiada antes y despus de ser removida.
3.
f.
Despresurizacin Si el proceso de despresurizacin del sistema es realizado de manera brusca, es casi seguro que se produzcan fracturas frgiles por enfriamientos locales, por tanto, ser necesario llevar a cabo este procedimiento en el mayor tiempo posible (se recomienda hacer uso de una vlvula de dimetro mayor o igual a 1pulgada con la menor apertura posible a fin de obtener el menor flujo de fluido de prueba).
11 SEGURIDAD DURANTE LAS PRUEBAS
11.1
Se tomarn todas las precauciones necesarias durante el llenado de la lnea, prueba hidrosttica, drenado y secado de la tubera y todo otro trabajo relacionado, para proteger al personal y el medio ambiente. Las prcticas o condiciones que los representantes de PDVSA consideren inseguras, debern ser corregidas antes que comience o contine el trabajo. Todo sistema bajo prueba de presin hidrosttica ser cuidadosamente supervisado para asegurar que se tomarn las precauciones adecuadas, y que se estipularn los procedimientos para prevenir la presurizacin excesiva de las lneas y del equipo conectado a ellas, debido a la elevacin de la temperatura o prcticas incorrectas relacionadas con la operacin del equipo. Se deben tomar las precauciones apropiadas, a fin de proteger al personal durante las pruebas, especficamente durante los siguientes perodos:
11.2
11.3
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 47
Indice norma
11.3.1
Cuando el esfuerzo circunferencial se incrementa desde el 50% del lmite a la fluencia mnima especificada hasta el mximo esfuerzo circunferencial de prueba generado. Cuando la presin de prueba sea reducida a la presin mxima de operacin. La prueba neumtica es una operacin potencialmente mucho ms peligrosa que la prueba hidrosttica, cualquier falla que ocurra durante la prueba, probablemente sea de naturaleza altamente riesgosa. Esta prueba de verificacin de capacidad del sistema (prueba neumtica) para continuar operativo despus de una parada de Inspeccin y Mantenimiento, se llevar a cabo solamente si las siguientes condiciones se cumplen: Que la prueba hidrosttica sea restringida por razones operacionales (no puede ser realizada). Que exista un procedimiento escrito basado en las prcticas indicadas en el cdigo de diseo del equipo para cada prueba en particular y autorizado por el Gerente de Operaciones. Que se prepare un programa para todos aquellos ensayos o inspecciones nodestructivos que deben ser realizados antes de la prueba, las cuales incluirn todas las soldaduras. Que la prueba sea realizada en un rea remota y/o fuera del horario normal de labor, cuando el rea de prueba est despejada de todo personal no involucrado en la misma.
11.3.2
11.4
11.4.1
11.4.2
El medio de la prueba ser aire seco o gas inerte. Las precauciones generales que se tomarn para la prueba neumtica sern similares a los indicados en la prueba hidrosttica. Adicionalmente todo elemento o pieza de material nometlico, hierro fundido u otro material fundido deben ser excluidos de la prueba. Se deben suministrar medios de despresurizacin de emergencia del sistema, por ejemplo; una vlvula de bola 90_ abierta/cerrada actuada remotamente. Nota: Durante cualquier despresurizacin de emergencia, es casi seguro que se produzcan fracturas frgiles por enfriamientos locales bruscos y esto a presiones cercanas al 50% de la presin de prueba, es poco probable que se pueda impedir el proceso de fractura.
11.4.3
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 48
Indice norma
11.5
La prueba hidrosttica es uno de los mtodos de ensayo para sistemas de tuberas ms usados actualmente. La razn ms importante de esto es la relativa seguridad de la prueba hidrosttica en comparacin con la prueba neumtica. El agua es un medio fluido de ensayo mucho ms seguro que el aire porque es casi incompresible. Por lo tanto, la cantidad de trabajo requerido para comprimir el agua a una presin dada en un sistema de tuberas, es sustancialmente menor que el trabajo requerido para comprimir el aire, o cualquier otro gas a la misma presin. El trabajo de compresin se almacena en el fluido de trabajo como una energa potencial, que podra ser liberada sbitamente en el caso de una falla durante una prueba de presin. Un clculo de la energa potencial del aire comprimido a una presin de 1000 psig (6900 kPa) en comparacin con la energa potencial del mismo volumen final de agua a 1000 psig (6900 kPa) muestra una relacin de ms de 2500 a 1. Por lo tanto, el dao potencial a las personas, los equipos y el entorno como resultado de un error durante una prueba de presin es mucho ms grave cuando se utiliza un medio de prueba gaseoso. Esto no quiere decir que no hay peligro en absoluto de fugas en una prueba hidrosttica. Puede haber peligro sustancial en una prueba hidrosttica debido al aire atrapado en la tubera. Incluso si todo el aire es expulsado de la tubera antes de la presurizacin, los trabajadores deben tener presente las consecuencias que representa el aumento de presin en cualquier sistema.
12 REGISTROS DE PRUEBAS HIDROSTTICAS
12.1
Se deben obtener registros de cada prueba hidrosttica y/o neumtica realizada a un sistema de tubera. Estos registros deben incluir: Fecha de prueba. Identificacin del proyecto. Identificacin de la tubera probada. Sector probado, longitud exacta, dimetro externo, espesor de pared y tipo de instalacin (estacin superficial o lnea enterrada). Cuando el tiempo de la prueba sea mayor de una hora, se exigir un registro grfico automtico. Tiempo y presin de prueba. El da y la hora de colocacin de la carta para registros. La localizacin del (los) instrumento (s), indicando detalladamente la cota de ubicacin respecto a la mxima y mnima del sistema de tuberas. El nmero de la seccin de prueba (referenciados a las progresivas, coordenadas o ubicacin dentro de la instalacin). Identificacin de los equipos registradores (marca, modelo, serial, ao de fabricacin, rango de trabajo, precisin, certificados de calibracin).
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 49
Indice norma
Anlisis qumico del fluido de prueba. Certificacin dada por el Inspector, donde se indique que el sistema de tubera ha sido probado hidrostticamente y/o neumticamente acorde con el cdigo aplicable. Acta de inspeccin del rgano Rector competente y del custodio. Discos registradores lineales (0 a 100, ver Figura 5) debidamente firmados por los representantes de La Contratista/Ejecutor, El rgano Rector y la filial que presenciaron la prueba. Fig 5. DISCOS REGISTRADORES
12.2
El Inspector debe tener presente en todo momento que los registros deben estar en perfectas condiciones. Una carta enmendada, marcada o ilegible ser motivo para el rechazo de la prueba. El inspector deber soportar los registros obtenidos durante la ejecucin de la prueba tal como se indica en las normas PDVSA CPVMH00602, PDVSA CPVMH00603, PDVSA CPVMH00604 y PDVSA CPVMH00606.
12.3
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 50
Indice norma
12.4
El inspector deber graficar los registros obtenidos y descargados en el formato PDVSA CPVMH00604 como una herramienta para evaluar la cantidad de aire contenido en la seccin de prueba siguiendo las recomendaciones de la norma API RP 1110, adicionalmente, deber garantizar que la deformacin (incremento de volumen) sufrida por el sistema de tuberas sometidas a presin no supere los lmites elsticos determinados en las estimaciones tericas detalladas (ver modelo referencial indicado en el Anexo G). La informacin requerida por el formato PDVSA CPVMH00606 ser obtenida del registrador electrnico indicado en el punto 8.7 de este documento. El Inspector podr verificar las veces que considere necesario el comportamiento de los instrumentos registradores e indicadores de presin con el uso del manmetro de peso muerto, siempre tomando en cuenta la apreciacin de cada equipo. Una vez que un tramo haya sido ensayado y aprobado, se marcar permanentemente en sus dos extremos (empleando el marcador especial para metales) indicando la identificacin del tramo, la presin de prueba y la identificacin API de la tubera. Una vez aprobada y certificada la prueba por todos los entes involucrados, PDVSA, a travs del equipo multidisciplinario responsable de la prueba hidrosttica, debe obtener registro notariado de la misma (grficos, discos, registros, entre otros) en un lapso no mayor a 60 das luego de la puesta en servicio de la tubera.
12.5 12.6
12.7
12.8
13 BIBLIOGRAFA
PIPELINE AND GAS JOURNAL (How temperature affects pipeline hydrostatic testing, December 1.976). PIPELINE RULES OF THUMB HANDBOOK (E.W. McAllister, Editor). Ley Orgnica de Hidrocarburos. Ley Orgnica de Hidrocarburos Gaseosos. Ley Orgnica Del Ambiente. Ley Orgnica de Prevencin, Condiciones y Medio Ambiente de Trabajo. Reglamento de la Ley Orgnica de Hidrocarburos Gaseosos, bajo el Decreto Presidencial N 840 de fecha 31 de mayo de 2000, publicado en la Gaceta Oficial Extraordinaria N 5.471 extraordinario de fecha 05 de junio de 2000.
14 ANEXOS
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 51
Indice norma
ANEXO A SISTEMAS DE TUBERA DENTRO DEL ALCANCE DE LOS CDIGOS ANSI/ASME B31.1, B3 1.2, B3 1.3, B3 1.4 Y B3 1.8
SISTEMAS DE TUBERA
En plantas elctricas En plantas de vapor En plantas de agua En fuentes privadas de suministro de gas En establecimientos industriales En edificios y entre edificios que estn comprendidos entre la toma del medidor del usuario hasta la primera vlvula ubicada antes del equipo consumidor de gas En refineras En plantas petroqumicas En plantas qumicas En plantas de proceso En patios de tanques En terminales de carga Para el transporte de crudo, condensado, productos GLP, gasolina y otros productos derivados del petrleo petrleo, ubicados fuera de las facilidades de produccin En estaciones de flujo En recipientes construidos con secciones de tubos En patios de tanques Mltiples Para la distribucin y transmisin de gas En plantas compresoras de gas En plataformas de Lago (incluye verticales) En estaciones reguladoras y controladoras de gas Que estn comprendidos entre las estaciones arriba mencionadas y la conexin de toma para los usuarios
CDIGO DE DISEO
ANSI/ASME B31.1 Fluidos transportados: Incluye, aunque no est limitado a vapor, agua, aceite, gas y aire de servicio. ANSI/ASME B31.2 Fluidos transportados: Cualquier gas o mezcla de gases adecuados para su uso como combustible domstico o industrial Incluye productos G. G L. L P., P pero en forma gaseosa que estn o no mezclados con aire aire.
ANSI/ASME B31.3 q g p aire, Productos qumicos, gas, vapor, refrigerantes, fi t fluidos fl id tipo ti D y tipo ti M, M aceite it derivados. y otros productos derivados ANSI/ASME B31.4 Fluidos transportados: crudo, condensado, productos G.L.P., gasolina y otros productos derivados del petrleo.
ANSI/ASME B31.8 p q g Fluido transportado: Cualquier gas o mezcla d gases adecuados de d d para su uso como combustible domstico o industrial. Incluye productos GLP, pero en forma gaseosa que estn o no mezclados con aire.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 52
Indice norma
ANEXO B MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO)
Dimetro nominal de tubera mm (pulg)
Espesor
Disco mm 6,350 9,525 12,700 15,875 19,050 22,225 25,400 28,575 31,750 34,925 38,100 41,275 44,450 47,625 50,800 53,975 57,150 60,325 63,500 Ciego Pulg. 0,250 0,375 0,625 0,750 0,875 1,000 1,125 1,250 1,375 1,500 1,625 1,750 1,875 2,000 2,125 2,250 2,375 2,500
25,400 MPa 27,772 64,231
(1) lb/pulg2 4028 9316 16789
50,800
(2)
76,200
(3)
101,600
(4) 152,400
(6)
8,412 19,457 35,073 55,247
1220 2822 5087 8013
3,889 8,998 16,216 25,545 36,983 50,538 66,196
564 1305 2352 3705 5364 7330 9601
2,351 5,440 9,811 15,451 22,373 30,571 40,044 50,793 62,825
341 789 1423 2241 3245 4434 5808 7367 9112
1,089 2,517 4,530 7,143 10,335 14,127 18,505 23,470 29,027 35,177 41,913 49,242 57,157 65,665
158 365 657 1036 1499 2049 2684 3404 4210 5102 6079 7142 8290 9524
0,500 115,755
83,971 12179 103,848 15062 125,842 18252 149,946 21748 176,160 25550 204,483 29658 234,916 34072 267,466 38793 302,119 43819 338,888 49152 377,768 54791 418,756 60736
76,124 11041 90,707 13156 106,564 15456 123,698 17941 142,114 20612 161,798 23467 182,765 26508 205,007 29734 253,318 36741
74,766 10844 84,453 12249 94,726 13739 117,051 16977
228,525 33145 105,592 15315
NOTAS 1. Las presiones arriba tabuladas estn basadas en la ecuacin indicada en la norma ASME B31.1, usando: a. b. c. 2. Empacadura plana de asbesto, de acuerdo con la norma ANSI B16.21. Plancha de acero al carbono estructural, SAE 1010 con lmite de fluencia mnimo especificado de 172,4 MPa (25000 lbs/pul2 ). Tolerancia de fabricacin en el espesor de 0,254mm (0, 01 pulg).
Para planchas identificadas con lmite de fluencia mnimo menores, la mxima presin de prueba hidrosttica permisible debe reducirse de acuerdo con la frmula siguiente:
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 53
Indice norma
ANEXO B MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Pm + Yx Y
donde: Pm = Mxima presin de prueba permisible Y Yx 3. = Lmite de fluencia mnimo especificado, ASTM A36 (248,2 MPa) = Lmite de fluencia mnimo especificado para el material seleccionado
Las presiones de pruebas neumticas no deben exceder el 50 % de los valores indicados.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 54
Indice norma
ANEXO B MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Dimetro nominal de tubera mm (pulg) Espesor
Disco mm 6,350 9,525 12,700 15,875 19,050 22,225 25,400 28,575 31,750 34,925 38,100 41,275 44,450 47,625 50,800 53,975 57,150 60,325 63,500 Ciego Pulg. 0,250 0,375 0,500 0,625 0,750 0,875 203,2 MPa 0,641 1,482 2,675 4,213 6,095 8,329 (8) lb/pulg2 93 215 388 611 884 1208 1583 2008 0,414 0,951 1,717 2,710 3,923 5,357 7,019 8,901 60 138 249 393 569 777 1018 1291 1597 1935 2305 2708 3144 3612 4112 4645 5210 5808 6438 0,296 0,676 1,220 1,924 2,785 3,806 4,985 6,329 7,825 9,480 11,300 13,272 15,410 17,706 20,153 22,766 25,538 28,468 31,557 43 98 177 279 404 552 723 918 1135 1375 1639 1925 2235 2568 2923 3302 3704 4129 4577 0,241 0,565 1,014 1,600 2,310 3,158 4,137 5,247 6,488 7,867 9,370 11,011 12,783 14,686 16,720 18,885 21,181 23,607 26,172 35 82 147 232 335 458 600 761 941 1141 1359 1597 1854 0,186 0,427 0,779 1,220 1,772 2,420 3,165 4,020 4,971 6,019 7,177 8,432 9,784 27 62 113 177 257 351 459 583 721 873 1041 1223 1419 1630 0,145 0,338 0,614 0,695 1,400 1,910 2,503 3,172 3,923 4,757 5,667 6,660 7,729 8,880 21 49 89 140 203 277 363 460 569 690 822 966 1121 1288 1467 1657 1858 2072 2296 254,0 (10) 304,8 (12) 355,6 (14) 406,4 (16) 457,2 (18)
1,000 10,914 1,125 13,845 1,250 17,120 1,375 20,746 1,500 24,717 1,625 29,040 1,750 33,715 1,875 38,728 2,000 44,092 2,125 49,807 2,250 55,868 2,375 62,280 2,500 69,037
2483 11,011 3009 13,341 3585 15,892 4212 18,671 4890 21,677 5617 24,904 6395 28,351 7224 32,026 8103 35,921 9033 40,044 10013 44,388
2130 11,238 2425 12,797 2739 14,458 3072 16,216 3424 18,078 3796 20,036
1856 10,115 2097 11,425 2352 12,810 2622 14,286 2906 15,830
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 55
Indice norma
ANEXO B MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Dimetro nominal de tubera mm (pulg.) Espesor Disco mm Ciego Pulg. 0,117 0,276 0,496 0,779 1,131 1,544 2,027 2,572 3,178 3,854 4,592 5,392 6,260 7,191 8,191 9,253 10,377 11,569 12,824 17 40 72 113 164 224 294 373 461 559 666 782 908 1043 1188 1342 1505 1678 1860 0,083 0,193 0,345 0,545 0,785 1,076 1,407 1,786 2,206 2,675 3,192 3,744 4,351 4,999 5,688 6,426 7,205 8,032 8,908 12 28 50 79 114 156 204 259 320 388 463 543 631 725 825 932 1045 1165 1292 0,069 0,165 0,296 0,462 0,669 0,917 1,200 1,524 1,882 2,282 2,717 3,192 3,702 4,254 4,847 5,474 6,143 6,846 7,591 10 24 43 67 97 133 174 221 273 331 394 463 537 617 703 794 891 993 1101 0,062 0,138 0,255 0,400 0,579 0,793 1,034 1,310 1,620 1,965 2,344 2,751 3,192 3,668 4,178 4,723 5,295 5,902 6,543 9 20 37 58 84 115 150 190 235 285 340 399 463 532 606 685 768 856 949 0,055 0,124 0,221 0,345 0,503 0,689 0,903 1,145 1,413 1,710 2,041 2,399 2,785 3,199 3,640 4,109 4,613 5,143 5,702 8 18 32 50 73 100 131 166 205 248 296 348 404 464 528 596 669 746 827 508,0 (20) 609,6 (24) 660,4 (26) 711,2 (28) 762,0 (30)
6,350 0,250 9,525 0,375 12,700 0,500 15,875 0,625 19,050 0,750 22,225 0,875 25,400 1,000 28,575 1,125 31,750 1,250 34,925 1,375 38,100 1,500 41,275 1,625 44,450 1,750 47,625 1,875 50,800 2,000 53,975 2,125 57,150 2,250 60,325 2,375 63,500 2,500
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 56
Indice norma
ANEXO C MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO)
Dimetro nominal de tubera mm (pulg) (32) 863,600 812,800 Espesor Disco Ciego MPa lb/pulg2 mm Pulg. 6,350 0,250 9,525 0,375 12,700 0,500 15,875 0,625 19,050 0,750 22,225 0,875 25,400 1,000 28,575 1,125 31,750 1,250 34,925 1,375 38,100 1,500 41,275 1,625 44,450 1,750 47,625 1,875 50,800 2,000 53,975 2,125 57,150 2,250 60,325 2,375 63,500 2,500 0,048 0,110 0,113 0,303 0,441 0,607 0,793 1,007 1,241 1,503 1,793 2,110 2,448 2,813 3,199 3,613 4,054 4,516 5,012 7 16 28 44 64 88 115 146 180 218 260 306 355 408 464 524 588 655 727 0,041 0,097 0,172 0,269 0,393 0,538 0,703 0,889 1,103 1,331 1,586 1,868 2,165 2,489 2,834 3,199 3,592 4,006 4,440 (34) 914,400 (36) 965,200 (38) 1016,000 (40)
6 14 25 39 57 78 102 129 160 193 230 271 314 361 411 464 521 581 644
0,034 0,083 0,152 0,241 0,352 0,476 0,627 0,793 0,979 1,193 1,420 1,669 1,931 2,220 2,530 2,854 3,206 3,571 3,958
5 12 22 35 51 69 91 115 142 173 206 242 280 322 367 414 465 518 574
0,034 0,076 0,138 0,214 0,317 0,427 0,558 0,710 0,883 1,069 1,264 1,476 1,737 1,993 2,268 2,565 2,875 3,206 3,551
5 11 20 31 46 62 81 103 128 155 184 217 252 289 329 372 417 465 515
0,028 0,069 0,124 0,193 0,283 0,386 0,510 0,641 0,793 0,965 1,151 1,351 1,565 1,800 2,048 2,310 2,592 2,889 3,206
4 10 18 28 41 56 74 93 115 140 167 196 227 261 297 335 376 419 465
NOTAS: 1. Las presiones arriba tabuladas estn basadas en la ecuacin indicada en la norma ASMEI B31.3, usando: a. b. c. Empacadura plana de asbesto, de acuerdo con la norma ANSI B16.21. Plancha de acero al carbono estructural, SAE 1010 con lmite de fluencia mnimo especificado de 172,4 MPa (25000 lbs/pul2). Tolerancia de fabricacin en el espesor de 0,254 mm (0,01 pulg).
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 57
Indice norma
ANEXO C MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
2. Para planchas identificadas con lmite de fluencia mnimo, la mxima presin de prueba hidrosttica permisible, debe reducirse de acuerdo con la formula siguiente:
Pm + Yx Y
donde: Pm = Mxima presin de prueba permisible Y Yx 3. = Lmite de fluencia mnimo especificado, ASTM A36 (248,2 MPa) = Lmite de fluencia mnimo especificado para el material seleccionado
Las presiones de pruebas neumticas no deben exceder el 50 % de los valores indicados.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 58
Indice norma
ANEXO C MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Espesor Disco mm Ciego 1066,800 (42) Pulg. 1117,600 (44) 1168,400 (46) 1219,200 (48) 1270,000 (50)
6,350 0,250 9,525 0,375 12,700 0,500 15,875 0,625 19,050 0,750 22,225 0,875 25,400 1,000 28,575 1,125 31,750 1,250 34,925 1,375 38,100 1,500 41,275 1,625 44,450 1,750 47,625 1,875 50,800 2,000 53,975 2,125 57,150 2,250 60,325 2,375 63,500 2,500
0,028 0,062 0,110 0,179 0,255 0,352 0,462 0,586
4 9 16 26 37 51 67 85
0,028 0,055 0,103 0,119 0,234 0,317 0,421 0,531 0,655 0,793
4 8 15 23 34 46 61 77 95 115
0,021 0,055 0,097 0,145 0,214 0,290 0,386 0,490 0,600
3 8 14 21 31 42 56 71 87
0,021 0,048 0,090 0,138 0,200 0,269 0,352 0,448 0,552 0,669 0,800 0,938 1,089 1,248 1,420 1,606 1,800 2,006 2,227
3 7 13 20 29 39 51 65 80 97 116 136 158 181 206 233 261 291 323
0,021 0,041 0,083 0,124 0,179 0,248 0,324 0,414 0,510 0,614
3 6 12 18 26 36 47 60 74 89
0,724 105 0,876 127 1,041 151 1,220 177 1,420 206 1,634 237 1,855 269 2,096 304 2,351 341 2,620 380 2,910 422
0,731 106 0,869 126 1,020 148 1,186 172 1,358 197 1,551 225 1,751 254 1,965 285 2,186 317 2,427 352
0,951 138 1,117 162 1,296 188 1,489 216 1,689 245 1,910 277 2,144 311 2,392 347 2,648 384
0,738 107 0,862 125 1,000 145 1,151 167 1,310 190 1,482 215 1,662 241 1,848 268 2,055 298
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 59
Indice norma
ANEXO C MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Espesor Disco mm Ciego 1320,800 (52) 1371,600 (54) Pulg. 1422,400 (56) 1473,200 (58) 1524,000 (60)
6,350 0,250 9,525 0375 12,700 0,500 15,875 0,625 19,050 0,750 22,225 0,875 25,400 1,000 28,575 1.125 31,750 1,250 34,925 1,375 38,100 1,500 41,275 1,625 44,450 1,750 47,625 1,875 50,800 2,000 53,975 2,125 57,150 2,250 60,325 2,375 63,500 2,500
0,021 0,041 0,076 0,117 0,165 0,228 0,296 0,379 0,469 0,572 0,683 0,800
3 6 11 17 24 33 43 55 68 83 99 116
0,014 0,034 0,069 0,110 0,159 0,214 0,276 0,352 0,434 0,531 0,627
2 5 10 16 23 31 40 51 63 77 91
0,014 0,034 0,062 0,097 0,145 0,200 0,262 0,331 0,407 0,490 0,586
2 5 9 14 21 29 38 48 59 71 85
0,014 0,034 0,062 0,090 0,138 0,186 0,241 0,303 0,379 0,455 0,545 0,641 0,745 0,855 0,972 1,103 1,234 1,379 1,524
2 5 9 13 20 27 35 44 55 66 79 93 108 124 141 160 179 200 221
0,014 0,028 0,055 0,090 0,124 0,172 0,228 0,283 0,352 0,427 0,510 0,600 0,800
2 4 8 13 18 25 33 41 51 62 74 87 116
0,738 107 0,862 125 0,986 143 1,124 163 1,269 184 1,420 206 1,586 230 1,758 255
0,689 100 0,800 116 0,917 133 1,048 152 1,179 171 1,324 192 1,475 214 1,634 237
0,924 134 1,062 154 1,213 176 1,372 199 1,538 223 1,710 248 1,896 275
0,696 101 0,910 132 1,027 149 1,151 167 1,282 186 1,427 207
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 60
Indice norma
ANEXO D MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO)
Dimetro mm 12,70 19,05 25,40 31,75 38,10 50,80 63,50 76,20 88,90 101,60 127,00 152,40 203,20 254,00 304,80 355,60 406,40 457,20 508,00 558,80 609,60 660,40 711,20 762,00 812,80 863,60 914,40 1066,80 1219,20 pulg. MPa Designacin Normalizada (Schedule N ) 5S lb/pulg2 3108 27,358 3968 2486 21,891 3175 1985 22,952 3329 1573 18,181 2637 1374 15,885 2304 1099 12,707 1843 1159 11,556 1676 952 833 741 787 661 508 501 491 448 414 368 378 343 365 9,494 1377 8,308 1205 7,384 1071 6,667 5,598 4,750 4,247 3,909 3,716 3,254 2,889 3,020 2,744 2,882 967 812 689 616 567 539 472 419 438 398 418 4,943 4,330 3,847 3,461 3,144 2,882 3,323 3,089 2,310 335 2,882 418 2,882 2,703 2,544 2,399 717 628 558 502 456 418 482 448 418 392 369 348 8,025 6,440 5,433 6,171 5,399 4,799 5,192 4,723 4,330 5,323 4,943 4,613 4,330 4,075 3,847 1164 934 788 895 783 696 753 685 628 772 717 669 628 591 558 6,178 5,771 5,405 5,088 4,806 896 837 784 738 697 8,894 7,908 7,170 7,419 6,488 6,736 6,922 6,295 6,481 1290 1147 1040 1076 941 977 1004 913 940 10S 10 20 30
0,50 21,429 0,75 17,140 1,00 13,686 1,25 10,845 1,50 2,00 2,50 3,00 3,50 4,00 5,00 6,00 8,00 10,00 12,00 14,00 16,00 18,00 20,00 22,00 24,00 26,00 28,00 30,00 32,00 34,00 36,00 42,00 48,00 9,473 7,577 7,991 6,564 5,743 5,109 5,426 4,557 3,503 3,454 3,385 3,089 2,854 2,537 2,606 2,365 2,517
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 61
Indice norma
ANEXO D MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
NOTAS: 1. Las presiones antes tabuladas estn basadas en la ecuacin indicada en la norma ASME B31.1, usando: a. Tubera A53, A106, API5L, con costura tipo ERW (Electric Resistance Welding), con un lmite de fluencia mnimo especificado de 206,8 MPa (30000 lbs/pulg2) y un factor de calidad igual a 0,85. Tolerancia de fabricacin en el espesor de 12,5%.
b. 2.
Para tuberas identificadas con lmite de fluencia mnimo menor que 206,8 MPa, la mxima presin de prueba hidrosttica debe reducirse de acuerdo a la frmula siguiente:
Pm + Yx Y
donde: Pm= Mxima presin de prueba permisible Yx = Lmite de fluencia mnimo especificado para el material seleccionado. Y = Lmite de fluencia mnimo especificado, ASTM A53, ASTM A106, API5LA (206,8 MPa)
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 62
Indice norma
ANEXO D MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Dimetro mm 12,70 19,05 25,40 31,75 38,10 50,80 63,50 76,20 88,90 101,60 127,00 152,40 203,20 254,00 304,80 355,60 406,40 457,20 508,00 558,80 609,60 660,40 711,20 762,00 812,80 863,60 914,40 1066,80 1219,20 pulg. Estandard 40 0,50 35,935 0,75 29,799 1,00 28,006 1,25 23,352 1,50 21,132 2,00 17,954 2,50 19,553 3,00 17,092 3,50 15,644 4,00 14,582 5,00 12,845 6,00 10,335 8,00 10,00 12,00 14,00 16,00 18,00 20,00 22,00 24,00 26,00 28,00 30,00 32,00 34,00 36,00 42,00 48,00 8,143 6,488 5,192 4,330 3,709 3,247 2,882 2,165 4,330 3,992 3,709 3,461 3,247 3,054 2,882 2,475 2,165 Designacin Normalizada (Schedule N ) 60 ExtraFuerte 48,456 40,617 37,693 31,860 29,151 25,414 26,586 23,738 22,015 20,739 18,664 18,057 80 7028 5891 5467 4621 4228 3686 3856 3443 3193 3008 2707 2328 19,072 2219 18,519 2161 18,333 2152 18,554 2119 17,843 2093 17,781 2070 17,733 2054 17,306 2040 17,664 2766 2686 2659 2691 2588 2579 2572 2510 2562 100 5212 35,935 5212 4322 29,799 4322 4062 28,006 4062 3387 23,352 3387 3065 21,132 3065 2604 17,954 2604 2836 19,553 2836 2479 17,092 2479 2269 15,644 2269 2115 14,582 2115 1863 12,845 1863 1499 11,700 1697 941 753 628 538 471 418 314 628 579 538 502 471 443 418 359 314 5,950 5,605 5,771 863 813 837 7,936 1151 7028 48,456 5891 40,617 5467 37,693 4621 31,860 4228 29,151 3686 25,414 3856 26,586 3443 23,738 3193 22,015 3008 20,739 2707 18,664 2619 16,051 2328 15,299 1868 14,941 1575 14,837 1434 14,610 1255 14,431 1116 14,272 1004 14,162 913 14,065 837 772 717 669 628 591 558 478 418
1181 10,335 1499 13,038 1891 16,051 9,404 1364 12,879 1868 12,879 8,818 1279 12,204 1770 10,859 8,667 1257 8,653 1255 8,646 1254 8,225 1193 11,749 1704 11,356 1647 11,535 1673 11,245 1631 11,011 1597 11,183 1622 9,887 8,653 7,694 6,992 6,295 5,771 5,323 4,943 4,613 4,330 4,075 3,847 3,296 2,882
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 63
Indice norma
ANEXO D MXIMA PRESIN DE PRUEBA HIDROSTTICA PARA DISCOS CIEGOS (PANQUECAS) (BASADA EN UN 90% DEL LMITE DE FLUENCIA ESPECIFICADO) (CONT.)
Dimetro mm 12,70 19,05 25,40 31,75 38,10 50,80 63,50 76,20 88,90 101,60 127,00 152,40 203,20 254,00 304,80 355,60 406,40 457,20 508,00 558,80 609,60 660,40 711,20 762,00 812,80 863,60 914,40 1066,80 1219,20 pulg. 0,50 0,75 1,00 1,25 1,50 2,00 2,50 3,00 3,50 4,00 26,951 5,00 24,890 6,00 23,490 8,00 23,083 10,00 21,739 12,00 21,718 14,00 21,636 16,00 21,098 18,00 21,153 20,00 20,767 22,00 20,457 24,00 20,905 26,00 28,00 30,00 32,00 34,00 36,00 42,00 48,00 3909 3610 3407 32,674 4739 41,472 31,109 4512 37,335 30,054 4359 36,114 6015 5415 5238 4074 3736 3150 120 Designacin Normalizada (Schedule N ) 140 160 XXFUERTE 61,976 8989 96,919 14057 57,757 8377 81,226 11781 52,641 7635 75,387 10934 41,706 6049 63,721 40,955 5940 58,296 40,106 5817 50,835 36,121 5239 5,316 34,653 5026 47,470 9242 8455 7373 771 6885
3348 26,069 3781 29,089 4219 28,089 3153 25,759 3736 28,978 4203 25,759 3150 24,435 3544 28,496 4133 21,718 3138 24,724 3586 27,806 4033 3060 24,890 3610 27,586 4001 3068 24,028 3485 27,406 3974 3012 24,228 3514 27,262 3954 2967 23,601 3423 26,745 3879 3032 23,794 3458 27,048 3923
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 64
Indice norma
ANEXO E ESPESOR MNIMO DE LOS CIEGOS DE ACERO AL CARBONO EN mm
PRESIN DE PRUEBA kg/cm2 (manom) 7 14 21 28 35 42 49 56 63 70 77 84 91 98 105 112 119 126 133 140 175 210 TAMAO NOMINAL DE LA BRIDA (EN PULG.) 2
6 6 6 6 6 6 6 6 6 6 6 6 6 9 9 9 9 9 9 9 9 9
3
6 6 6 6 6 6 9 9 9 9 9 9 9 13 13 13 13 13 13 13 19 19
4
6 6 6 9 9 9 9 9 13 13 13 13 13 13 13 19 19 19 19 19 19 19
6
9 9 9 13 13 13 19 19 19 19 19 19 19 19 19 25 25 25 25 25 25 31
8
13 13 13 19 19 19 19 19 19 25 25 25 25 25 25 25 31 31 31 31 31 38
10
13 13 19 19 19 25 25 25 25 25 31 31 31 31 31 31 38 38 38 38
12
13 19 19 25 25 25 25 31 31 31 31 31 38 38 38 38
14
13 19 19 25 25 25 31 31 31 38 38 38 38
16
13 19 25 25 31 31 31 38 38 38
18
19 19 25 31 31 38 38 38
20
19 25 25 31 38 38
24
19 25 31 38
30
25 31 38
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 65
Indice norma
ANEXO F PRESIN DE PRUEBA HDROSTTICA
SERVICIO CDIGOS APLICABLES PARA LAS PRUEBAS PRESIN DE PRUEBA TIEMPO DE PRUEBA (MNIMO)
Lneas en Plantas de GLP/GLN, Plantas de Refrigeracin de GLP/GLN, Refineras, Plantas de Expansin de las Plantas de Compresin, Plantas Deshidratadoras de Gas, Plantas Endulzadoras de Gas, Terminal Lacustre de GLP/GLN, Plantas Elctricas (No incluye lneas de vapor), Gabarras (no incluye lneas de vapor), Patios de Tanques (en Refineras, Plantas GLP/GLN) y Plantas de Refrigeracin de GLP/GLN)
S Temperatura de diseo
temperatura de prueba, Pt= 1,5 x P temperatura de prueba,
S Temperatura de diseo > S 24 horas (tubera
enterrada/ subternea). 1, 5 x P x St Para St/S 6,5 S Pt= Presin de prueba. P= Presin de diseo. St= Esfuerzo permisible a la temperatura de prueba. S= Esfuerzo permisible a la temperatura de diseo. Si Pt < 100 psig, se debe usar 100 psig. Pt + MNIMA De acuerdo a los siguientes criterios: Ubicacin Presin mnima de prueba Clase 1 1,10 x m.p.o. Clase 2 1,25 x m.p.o. Clase 3 1,40 x m.p.o. Clase 4 1,40 x m.p.o. (*) m.p.o.: mxima presin de operacin (*): Incluye tuberas y verticales en plataformas en el lago y tuberas en plantas de compresin en tierra y lago. MXIMA 79%90% SMYS
ASME B 31.3
S 2 horas en prueba
hidrosttica de cabezales y lneas areas
Plantas de Compresin de Gas, Miniplantas, Lneas de Recoleccin, Distribucin e Inyeccin de Gas, Mltiples de Gas (no incluye Lneas Sublacustres), PIASs (Lneas de Gas), Estaciones de Flujos (Lneas de Gas) y Mltiples de Produccin (Lneas de Gas).
ASME B 31.8
S 24 horas
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 66
Indice norma
ANEXO F PRESIN DE PRUEBA HDROSTTICA (CONT.)
CDIGOS APLICABLES PARA LAS PRUEBAS TIEMPO DE PRUEBA (MNIMO)
SERVICIO Lneas en Estaciones de Flujo, Mltiples de Produccin, Lneas de Crudo (No incluye Lneas Sublacustres), Otros Hidrocarburos Lquidos, Patio de Tanques de Crudo y PIAs (Lneas de Agua). No incluye Lneas de Gas.
PRESIN DE PRUEBA
ASME B 31.4 API RP1110
Pt = 1,25 x P Pt= Presin de Prueba P= Presin de diseo.
S 4 horas
S Tuberas
Lneas Sublacustres de Bombeo de Crudo, de Recoleccin, de Distribucin y de Inyeccin de Gas y de Agua y los Verticales de Crudo, Gas y Agua. Pt = 1,25 x P + Columna de Agua. ASME B 31.4 ASME B 31.8 API RP1111 Presin de
S 2 Horas
S Verticales
Pt = 1,4 x P Conjunto. Pt = 1.4 x P Pt= Presin de Prueba. P= Presin de diseo.
Gas: 2 Horas Crudo/Agua: 4 Hrs
S Tuberas y Verticales probados en S 8 Horas
Lneas de Vapor (Planta Elctrica, Planta de GLP, Gabarras, etc.)
ASME B 31.1 ASME Secc. I
Pt = 1,5 x P Pt= Presin de Prueba P= Presin de diseo.
S 1 Hora
A B C D E F G
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 67
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA
G.1 Procedimiento A continuacin se describe el procedimiento para el clculo de la tendencia de presin en funcin de la temperatura, con el fin de determinar la mejor hora de inicio de la prueba hidrosttica. Disee una hoja de clculo para analizar de la variacin de presin en funcin de la variacin de temperatura, segn las siguientes relaciones tericas: Tubera con restricciones o enterrada: DP +
D 1* E*t
DT * (b * 2 * a)
1 u 2 ) K
Tubera sin restricciones o superficial: DP +
D 1* E*t
DT * (b * 3 * a)
1 u 2 ) K
Ingrese las caractersticas de la tubera a probar, a saber (datos para tubera de acero API5L):
DATOS D (pulg) 4,5 t (pulg) 0,237 E (PSI) 2,95E+07 T 0,292 a (m/m_C1) 1,10E05
Descargue los datos de los registros de temperatura horaria obtenidos durante el periodo de estabilizacin (Preprueba). Ingrese la presin de prueba determinada para el sistema (460 psig para el ejemplo). Realice las iteraciones correspondientes para obtener los valores tericos de presin vs. Temperatura, ejemplo:
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 68
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
HORA 10:30 AM 11:30 AM 12:30 PM 1:30 PM 2:30 PM 3:30 PM 4:30 PM 5:30 PM 6:30 PM 7:30 PM 8:30 PM 9:30 PM 10:30 PM 11:30 PM 12:30 AM 1:30 AM 2:30 AM 3:30 AM 4:30 AM 5:30 AM 6:30 AM 7:30 AM 8:30 AM 9:30 AM 10:30 AM DATA PRE PRUEBA T (5F) T (5 C) P (PSIG) 72 22,2 460 73 22,8 490 75 23,9 554 78 25,6 657 79 26,1 693 80 26,7 729 80 26,7 729 78 25,6 660 75 23,9 564 74 23,3 533 73 22,8 503 72 22,2 474 71 21,7 445 70 21,1 418 69 20,6 391 68 20,0 366 67 19,4 341 67 19,4 341 66 18,9 317 66 18,9 317 67 19,4 342 67 19,4 342 69 20,6 395 70 21,1 422 72 22,2 481
Suponga el inicio de la prueba a una hora distinta a la de arranque de la pre prueba (mantenga la temperatura del sistema para la correspondiente hora del da) y nuevamente ejecute las iteraciones necesarias para obtener los valores tericos de presin vs. Temperatura (podr repetir este ejercicio las veces que considere necesario), ejemplo:
HORA 12:30 PM 1:30 PM 2:30 PM 3:30 PM 4:30 PM 5:30 PM 6:30 PM 7:30 PM INICIO 12:30 P.M. T (5F) T (5 C) P (PSIG) 75 23,9 460 78 25,6 563 79 26,1 599 80 26,7 635 80 26,7 635 78 25,6 566 75 23,9 470 74 23,3 439
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 69
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
HORA 8:30 PM 9:30 PM 10:30 PM 11:30 PM 12:30 AM 1:30 AM 2:30 AM 3:30 AM 4:30 AM 5:30 AM 6:30 AM 7:30 AM 8:30 AM 9:30 AM 10:30 AM 11:30 AM 12:30 PM INICIO 12:30 P.M. T (5F) T (5 C) P (PSIG) 73 22,8 409 72 22,2 380 71 21,7 351 70 21,1 324 69 20,6 297 68 20,0 272 67 19,4 247 67 19,4 247 66 18,9 223 66 18,9 223 67 19,4 248 67 19,4 248 69 20,6 301 70 21,1 328 72 22,2 387 73 22,8 417 75 23,9 481
Grafique los diversos escenarios y seleccione el ms conveniente (hora de inicio) a efectos de resguardar la integridad del sistema y garantizar el xito de la prueba, ejemplo:
TENDENCIA DE PRESIN EN FUNCIN DE LA TEMPERATURA HORARIA
900 800 700 600 500 400 300 200 100 0 12:00 AM PRESIN (PSIG)
4:48 AM
9:36 AM
2:24 PM
7:12 PM
12:00 AM
4:48 AM
9:36 AM
2:24 PM
7:12 PM
INICIO 8:30 A.M.
INICIO 10:30 A.M.
INICIO 12:30 P.M.
INICIO 2:30 P.M.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 70
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
NOMENCLATURA: P= Variacin de Presin (psig) D = Dimetro (pulg) = Mdulo de Poisson t = Espesor (pulg) K = Factor de Compresibilidad del agua (psi). (K = 13,727*T2 + 1432*T + 294134; T en C) E = Mdulo de elasticidad (29,5 E6 PSI para el acero con C 0.3%, Segn la norma ASME B31.3). = Coeficiente de dilatacin trmica del agua (C1) ( = [64,268 + 17,0105*T 0,20369*T2 + 0,0016048*T3]*106; T en C). T = Temperatura (C). T = Variacin de temperatura (C). = Coeficiente de dilatacin lineal del acero (11,034 X 106 m/mC1 @ 100 F, Segn la norma ASME B31.3). G.2 Procedimiento A continuacin se describe el procedimiento para el clculo de valores tericos de presin y temperatura de la prueba hidrosttica, con el fin de comparar dichos valores tericos con los datos reales para determinar el grado de desviacin entre ellos. Disee una hoja de clculo para analizar de la variacin de presin en funcin de la variacin de temperatura, segn las siguientes relaciones tericas: Tubera con restricciones o enterrada: DP +
D 1* E*t
DT * (b * 2 * a)
1 u 2 ) K
Tubera sin restricciones o superficial: DP +
D 1* E*t
DT * (b * 3 * a)
1 u 2 ) K
Ingrese las caractersticas de la tubera a probar, a saber (datos para tubera de acero API5L.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 71
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
DATOS D (pulg) t (pulg) E (PSI) T a (m/m_C1) 4,5 0,237 2,95E+07 0,292 1,10E05
Descargue los datos de los registros de presin y temperatura horaria obtenidos durante la prueba. Ingrese la presin de prueba determinada para el sistema para iniciar el modelo terico. Realice las iteraciones correspondientes para obtener los valores de presin tericos y reales, ejemplo:
HORA 10:30 AM 11:30 AM 12:30 PM 1:30 PM 2:30 PM 3:30 PM 4:30 PM 5:30 PM 6:30 PM 7:30 PM 8:30 PM 9:30 PM 10:30 PM 11:30 PM 12:30 AM 1:30 AM 2:30 AM 3:30 AM 4:30 AM 5:30 AM 6:30 AM 7:30 AM 8:30 AM 9:30 AM 10:30 AM DATA PRUEBA T (5F) T (5C) 72 22 73 23 75 24 78 26 79 26 80 27 80 27 78 26 75 24 74 23 73 23 72 22 71 22 70 21 69 21 68 20 67 19 67 19 66 19 66 19 67 19 67 19 69 21 70 21 72 22 P (PSIG) 460,0 500,0 620,0 740,0 820,0 820,0 800,0 720,0 650,0 600,0 560,0 520,0 480,0 440,0 420,0 380,0 360,0 320,0 300,0 270,0 260,0 260,0 300,0 380,0 560,0 MODELO P (PSIG) 460 490 554 657 693 729 729 660 564 533 503 474 445 418 391 366 341 341 317 317 342 342 395 422 481 VARIACIN % ABS (PSI) 0,00% 0,0 1,97% 9,8 10,65% 66,0 11,16% 82,6 15,52% 127,3 11,11% 91,1 8,89% 71,1 8,34% 60,1 13,20% 85,8 11,14% 66,9 10,18% 57,0 8,91% 46,3 7,23% 34,7 5,05% 22,2 6,86% 28,8 3,81% 14,5 5,35% 19,2 6,49% 20,8 5,64% 16,9 17,38% 46,9 31,42% 81,7 31,42% 81,7 31,62% 94,9 11,15% 42,4 14,12% 79,1
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 72
Indice norma
ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
Las desviaciones mostradas son producto de, entre otros aspectos, la falta de calibracin de los instrumentos de medicin. Grafique los escenarios terico vs. real y analice los resultados, ejemplo:
10:30 AM 10:30 AM 900 9:30 AM 800 700 8:30 AM 7:30 AM 6:30 AM 5:30 AM 4:30 AM 3:30 AM 2:30 AM 1:30 AM 12:30 AM 11:30 PM 600 500 400 300 200 100 0
11:30 AM 12:30 PM 1:30 PM 2:30 PM 3:30 PM 4:30 PM 5:30 PM 6:30 PM 7:30 PM 8:30 PM
9:30 PM 10:30 PM
MODELO I
REAL
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 73
Indice norma
ANEXO G ANEXO G CLCULO DE VARIACIONES DE PRESIN EN FUNCIN DE LA TEMPERATURA EN LA PRUEBA HIDROSTTICA (CONT.)
NOMENCLATURA: P= Variacin de Presin (psig) D = Dimetro (pulg) = Mdulo de Poisson t = Espesor (pulg) K = Factor de Compresibilidad del agua (psi). (K = 13,727*T2 + 1432*T + 294134; T en C) E = Mdulo de elasticidad (29,5 E6 PSI para el acero con C 0,3%, segn la norma ASME B31.3). = Coeficiente de dilatacin trmica del agua (C1) ( = [64,268 + 17,0105*T 0,20369*T2 + 0,0016048*T3]*106; T en C). T = Temperatura (C). T = Variacin de temperatura (C). = Coeficiente de dilatacin lineal del acero (11,034 X 106 m/mC1 @ 100 F, segn la norma ASME B31.3). H
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 74
Indice norma
ANEXO H CLCULO DE LA VARIACIN DE VOLUMEN RESPECTO A LA VARIACIN DE PRESIN
H.1 Procedimiento A continuacin se presenta expresiones tericas para la variacin de volumen respecto de la variacin de presin en sistemas de tuberas. Disee una hoja de clculo para analizar la variacin de volumen respecto de la variacin de presin, segn las siguientes relaciones tericas: Tubera con restricciones o enterrada: DV + V * DP * 1 E D* t 1 * u ) K
2
Tubera sin restricciones o superficial: DV + V * DP * Notas: 1. para un sistema de tuberas compuesto por tramos de diversos dimetros, sume las variaciones individuales de volumen respecto a la presin para cada dimetro (DV/DPi) para obtener la variacin total del sistema (DV/DP).
E D* t 5 * u ) 1 4 K
Ingrese las caractersticas de la tubera a probar y temperatura ambiente (para el clculo del factor de compresibilidad del agua), a saber (datos para tubera de acero API 5L.
DATOS D (pulg) 16 t (pulg) 0,375 E (PSI) 2,95E+07 0,3 V (m3) 1,178E+02 L (m) 1000 T H2O (C) 25 INSTALACIN SUPERFICIAL
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 75
Indice norma
ANEXO H CLCULO DE LA VARIACIN DE VOLUMEN RESPECTO A LA VARIACIN DE PRESIN (CONT.)
Calcule la variacin de volumen respecto de la presin.
DATA PRUEBA Vf (m3) DP (PSIG) 117,78 0 117,83 100 117,89 200 117,94 300 117,99 400 118,05 500 118,10 600 118,15 700 118,20 800 118,26 900 118,31 1.000 118,36 1.100 118,42 1.200 118,47 1.300 118,52 1.400 118,57 1.500 118,63 1.600 118,68 1.700 118,73 1.800 118,79 1.900 118,84 2.000
DV (m3) 0,00 0,05 0,11 0,16 0,21 0,26 0,32 0,37 0,42 0,48 0,53 0,58 0,63 0,69 0,74 0,79 0,85 0,90 0,95 1,00 1,06
Grafique los resultados reales y tericos obtenidos.
VOLUMEN Vs. INCREMENTO DE PRESIN 2.500 2.000 1.500 1.000 500 0 117,6 PRESIN (PSI) 117,8 118,0 118,2 118,4 118,6 118,8 119,0
VOLUMEN TOTAL (m3) TERICA REAL PROYECCIN
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 76
Indice norma
ANEXO H CLCULO DE LA VARIACIN DE VOLUMEN RESPECTO A LA VARIACIN DE PRESIN (CONT.)
Puede determinarse grficamente la cantidad de aire en la tubera proyectando la curva real hasta el corte con el eje, la diferencia de volumen respecto a la terica ser el volumen de aire contenido (en LA grafica anexa el volumen de aire contenido es de 0,2 m3). NOMENCLATURA: P= Variacin de Presin (psig) V= Variacin de volumen (m3) V= Volumen interno del sistema de tuberas (m3) D = Dimetro (pulg) = Mdulo de Poisson t = Espesor (pulg) E = Mdulo de elasticidad (29,5 E6 PSI para el acero con C 0,3%, segn la norma ASME B31.3). I
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 77
Indice norma
ANEXO I REQUISITOS DEL RGANO RECTOR
Para la realizacin de las pruebas hidrostticas a tuberas de sistemas de transporte de hidrocarburos lquidos y gaseosos, se tendrn en cuenta los siguientes aspectos. Se debe tomar en consideracin que el rgano Rector podr solicitar los procedimientos o documentos indicados a continuacin, sin limitarse a ellos: I.1 I.1.1 Aspectos Administrativos Solicitud de Prueba Hidrosttica y Entrega del Procedimiento de Trabajo Seguro (PTS) La Empresa Operadora debe emitir una comunicacin escrita dirigida al rgano Rector solicitando la presencia de funcionario(s) para la realizacin y validacin de prueba hidrosttica, que incluir como anexo el Procedimiento de Trabajo Seguro (PTS) para su revisin. Se debe entregar un original y una copia del PTS e igualmente en formato digital (CD). El funcionario designado no asistir a la prueba hidrosttica hasta que el PTS se encuentre conforme. I.1.2 Timbres Fiscales La comunicacin de solicitud debe contener timbres fiscales segn lo establecido en el artculo 31 de la Ley de Timbre Fiscal (0,02 Unidades Tributarias) I.1.3 Firma y Tiempo de Anticipacin para la Recepcin de la Comunicacin de Solicitud La Comunicacin de Solicitud debe estar firmada por un representante de la empresa o una persona facultada o apoderada para la firma del documento, preferiblemente el Gerente y/o Superintendentes Adscritos a la Gerencia de Gestiones Tcnicas con Terceros de PDVSA y se debe entregar en las oficinas del rgano Rector con un mnimo de 10 das hbiles de anticipacin a la realizacin de la prueba hidrosttica. I.2 a. b. Contenido del Procedimiento de Trabajo Seguro (PTS): Portada Copia del Oficio de Aprobacin del Proyecto emanado por el rgano Rector en caso de ser una construccin de nuevos proyectos o reubicacin de instalaciones existentes. Copia de la notificacin previa al rgano Rector para la ejecucin de trabajos en caso de que sea un mantenimiento (restauracin, reparacin o reemplazo) a instalaciones existentes. Revisin y aprobacin, personal firmante:
c.
d.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 78
Indice norma
ANEXO I REQUISITOS DEL RGANO RECTOR (CONT.)
Por la empresa contratista: Gerente de Construccin, Coordinador de Seguridad Industrial, Coordinador de Calidad y el Supervisor de Construccin. Por la empresa Operadora: Lder de Construccin e Inspector de Proyecto u Obra y en el caso que se ejecute la prueba hidrosttica en instalaciones operativas tambin firma del Custodio de Operaciones. e. f. g. h. i. j. k. Objetivo Alcance Lugar de trabajo Referencias (normas utilizadas) Glosario de Trminos Roles y Responsabilidades del Personal Involucrado Informacin de las tuberas y accesorios: Dimetros, espesor de pared (schedule), material, tipo de brida (Nmero ANSI), la presin de operacin, la mxima presin de operacin del sistema y la mxima presin de operacin admisible y dems especificaciones en general, todo en un cuadro explicativo. Isomtrico del montaje del sistema. Clculo de rango de presin de prueba. Longitud de tubera a probar. Clasificacin de rea. Topografa del tramo con el Croquis de diferentes elevaciones determinando el punto ms alto y bajo del sistema, con el clculo de la diferencia de presin entre los puntos (Curva Piezomtrica). Informe de Soldaduras (Master). Documento de liberacin de las soldaduras debidamente firmado por el Inspector del Proyecto u Obra. l. Procedimiento de trabajo Soplado y Limpieza. Paso de la Placa calibradora para deteccin de ovalidades (donde aplique). Llenado y presurizacin. Despresurizacin y desalojo del agua. Limpieza posterior al desalojo del agua. Procedimiento a realizar en caso que exista una falla en la prueba. Cronograma de Trabajo.
PROCEDIMIENTO DE INSPECCIN
PDVSA PI020801 REVISION FECHA
PDVSA
.Men Principal
PRUEBAS HIDROSTTICAS Y NEUMTICAS PARA SISTEMAS DE TUBERA
Indice manual Indice volumen
OCT.13
Pgina 79
Indice norma
ANEXO I REQUISITOS DEL RGANO RECTOR (CONT.)
Equipos, materiales y herramientas a utilizar. Procedimiento para el manejo adecuado de los desechos, efluentes y emisiones atmosfricas generadas. m. Consideraciones de Seguridad Matriz de riesgos debidamente aprobada por el personal de Seguridad Industrial de la empresa. Registro de soplado y limpieza de la lnea. n. Plan de Emergencia o. p. Procedimiento para la atencin de lesionados. Prevencin y control de incendios. Telfonos en caso de emergencia. Flujograma de notificacin del evento. Plan de desalojo. Croquis de ruta de evacuacin. Plan de contingencia.
Anlisis fsicoqumico del agua por la empresa de agua de la localidad. Copia de los certificados de calibracin de los manmetros y equipos registradores. La Calibracin de los manmetros o equipos registradores pueden ser avaladas por: SENCAMER. Un laboratorio acreditado por SENCAMER. En campo, los funcionarios del rgano Rector solicitarn los certificados de calibracin originales a objeto de verificar las copias entregadas en el PTS. La vigencia de los patrones de calibracin de equipos registradores y manmetros debe ser como mximo de 4 meses desde la fecha de su emisin.
You might also like
- Corte y Soldadura SubacuáticaDocument63 pagesCorte y Soldadura SubacuáticaKristian Patiño67% (3)
- PDVSA Manual de Inspección de SoldadurasDocument7 pagesPDVSA Manual de Inspección de Soldaduras20jose12luisNo ratings yet
- O 201 PDFDocument56 pagesO 201 PDFMiguelangel RomeroNo ratings yet
- Pi 01 01 05Document36 pagesPi 01 01 05widerman montillaNo ratings yet
- Instrumentación Básica de Medida y ControlDocument144 pagesInstrumentación Básica de Medida y Controltbautistadiego91% (11)
- Ceremonias y Caminos de ObataláDocument76 pagesCeremonias y Caminos de Obataláinspmtto100% (17)
- Acero ASTM A36Document1 pageAcero ASTM A36Pablo Hernández Castro.88% (42)
- Acero Al Carbono Estructural ASTM A36Document3 pagesAcero Al Carbono Estructural ASTM A36Edison Hernan Vaca Baldeon100% (1)
- Criterios de diseño de soportes para tuberías PDVSADocument18 pagesCriterios de diseño de soportes para tuberías PDVSAinspmtto100% (3)
- Pi 07 05 07Document37 pagesPi 07 05 07axsis10No ratings yet
- Pdvsa: Manual de Ingenieria de DiseñoDocument43 pagesPdvsa: Manual de Ingenieria de DiseñoejbiscardiNo ratings yet
- Copia de Especificaciones CRP de Pintura Año 2000Document90 pagesCopia de Especificaciones CRP de Pintura Año 2000sebastianloyoNo ratings yet
- Mid 90616.1.022 Sistema de AlivioDocument22 pagesMid 90616.1.022 Sistema de AlivioMARIO EDUARDO GURRIA GOMEZNo ratings yet
- Identificacion TuberiasDocument14 pagesIdentificacion TuberiasRikardo Alberto Leon Perez100% (2)
- Inedon. Especificacion Tecnica de Ensayos No DestructivosDocument21 pagesInedon. Especificacion Tecnica de Ensayos No DestructivosGermanNo ratings yet
- DVZ-AV-TMDB-F.63420-EPI-A-103 Rev. 0Document70 pagesDVZ-AV-TMDB-F.63420-EPI-A-103 Rev. 0Alcántara JorgeNo ratings yet
- Normas Pdvsa para DibujoDocument33 pagesNormas Pdvsa para DibujoalexissalazarNo ratings yet
- H-221 Septiembre 2017Document360 pagesH-221 Septiembre 2017franciscocarvajal156592100% (1)
- Pdvsa O-203 Febrero 2018Document27 pagesPdvsa O-203 Febrero 2018Jesus MartinezNo ratings yet
- 1 001 PDFDocument18 pages1 001 PDFJesusDiFabio100% (1)
- Tuberias Notas de Estudio MuestraDocument15 pagesTuberias Notas de Estudio MuestraAnonymous uX2HDVhSF6No ratings yet
- Modernización del proceso de tratamiento e inyección de agua en Balam-TDDocument17 pagesModernización del proceso de tratamiento e inyección de agua en Balam-TDJuan Almanza MosquedaNo ratings yet
- Scip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASDocument6 pagesScip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASAndres Eloy Castro Villalta100% (1)
- Pdvsa MDP 05 e 01Document117 pagesPdvsa MDP 05 e 01Carlos Vega100% (1)
- Capitulo 20Document47 pagesCapitulo 20Carlos Albán Salazar100% (2)
- Pasos para Limpieza y Pintura de TuberiaDocument4 pagesPasos para Limpieza y Pintura de TuberiaJohann Alexander Caballero BohorquezNo ratings yet
- Et-215-Pemex-2019 Analizadores de PH, Conductividad y Potencial Oxi-ReducciónDocument30 pagesEt-215-Pemex-2019 Analizadores de PH, Conductividad y Potencial Oxi-Reducciónabad cruzNo ratings yet
- Guia de Diseno para Los Sistemas de AlivDocument302 pagesGuia de Diseno para Los Sistemas de Alivjroberto_1223100% (1)
- L-TP 1 3Document36 pagesL-TP 1 3Erica HenryNo ratings yet
- Pi 10 01 01Document4 pagesPi 10 01 01Victor NietoNo ratings yet
- Especificaciones Valvulas de Bola y CompuertaDocument83 pagesEspecificaciones Valvulas de Bola y Compuertajhgjhgjhgj100% (1)
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsDocument72 pagesTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsBetoCostaNo ratings yet
- Pdvsa H-221 (2013)Document264 pagesPdvsa H-221 (2013)Alfredo Rafael AcostaNo ratings yet
- Selección de válvulas PDVSADocument38 pagesSelección de válvulas PDVSADaniel Cordova100% (1)
- DVZ Av TMDB F.63420 Epi S 008Document13 pagesDVZ Av TMDB F.63420 Epi S 008Alcántara JorgeNo ratings yet
- DG Gpasi It 03620Document13 pagesDG Gpasi It 03620Fernando Reyes EsproncedaNo ratings yet
- Memoria de Calculo Tanque de Almacenamiento MC TANQUES 2110Document20 pagesMemoria de Calculo Tanque de Almacenamiento MC TANQUES 2110Diego Q'eNo ratings yet
- Pinturas protectoras PDVSA especificacionesDocument57 pagesPinturas protectoras PDVSA especificacioneskaty parraNo ratings yet
- MDP 08-Sa-01 Principios BásicosDocument14 pagesMDP 08-Sa-01 Principios BásicosDanielaNo ratings yet
- O 201 Spec - Pintura Marzo 2015Document55 pagesO 201 Spec - Pintura Marzo 2015CosmoNo ratings yet
- DVZ Av TMDB F.63420 Epi S 001Document14 pagesDVZ Av TMDB F.63420 Epi S 001Alcántara JorgeNo ratings yet
- Especificaciones de plataforma marina Pl-Ayatsil-FDocument577 pagesEspecificaciones de plataforma marina Pl-Ayatsil-FFrank MartinNo ratings yet
- Separación Bifásica en El Puerto de PEMEX Dos Bocas PDFDocument95 pagesSeparación Bifásica en El Puerto de PEMEX Dos Bocas PDFlalito9sanchezNo ratings yet
- Guía de Métodos de Aislamiento Mecánico de ProcesosDocument5 pagesGuía de Métodos de Aislamiento Mecánico de ProcesosMatias LloretNo ratings yet
- Instalación de Quemador Y Separador de Desfogues para Servicio de La Cab TajínDocument9 pagesInstalación de Quemador Y Separador de Desfogues para Servicio de La Cab TajínRafael Gomez GonzalezNo ratings yet
- Tapping Machines - SPANISHDocument78 pagesTapping Machines - SPANISHRemmy Torres VegaNo ratings yet
- Especificacion de Tuberias Recubiertas Con Cemento - 903-P3060-T11-Esp-020 - 1994-Rev.0 PDFDocument19 pagesEspecificacion de Tuberias Recubiertas Con Cemento - 903-P3060-T11-Esp-020 - 1994-Rev.0 PDFYesibel SuarezNo ratings yet
- Pdvsa Manual de Procesos Compresores PDFDocument165 pagesPdvsa Manual de Procesos Compresores PDFNaman Roman Acosta100% (1)
- Pdvsa: Manual de Ingenieria de RiesgosDocument44 pagesPdvsa: Manual de Ingenieria de RiesgosErika AnguloNo ratings yet
- NRF 32Document239 pagesNRF 32Lopez BetoNo ratings yet
- Norma API 12JDocument2 pagesNorma API 12Janon_593771153No ratings yet
- Evaluación de la integridad mecánica de tuberías y equipos en instalaciones marinasDocument44 pagesEvaluación de la integridad mecánica de tuberías y equipos en instalaciones marinasAlonso Escobar100% (3)
- PDVSA Especificaciones para instalación de gasoductosDocument42 pagesPDVSA Especificaciones para instalación de gasoductosjesusmetNo ratings yet
- L-TP1.11 Listado de TuberiasDocument11 pagesL-TP1.11 Listado de TuberiasLisbeth FernandezNo ratings yet
- Filtro CoalescedorDocument2 pagesFiltro CoalescedorMiriam Torres Torres100% (1)
- Manual GNCDocument35 pagesManual GNCemarquez19No ratings yet
- Pdvsa - Pi-07-05-07 Inspeccion Instrumentada PDFDocument37 pagesPdvsa - Pi-07-05-07 Inspeccion Instrumentada PDFRaul Humberto Mora VillamizarNo ratings yet
- Prueba HidróstaticaDocument20 pagesPrueba HidróstaticaMiguel Angel Agreda Ortega100% (13)
- Em 18 00 05 (E)Document27 pagesEm 18 00 05 (E)Rafael GarciaNo ratings yet
- PI - 15 - 03 - 09 Nivel de InspDocument31 pagesPI - 15 - 03 - 09 Nivel de InspJesus CacharucoNo ratings yet
- N-202requisitos Eléctricos para Clasificación de ÁreasDocument52 pagesN-202requisitos Eléctricos para Clasificación de Áreasjuanchocazon78No ratings yet
- Liquidos Penetrantes para BabbitadoDocument15 pagesLiquidos Penetrantes para BabbitadoErick OlavarriaNo ratings yet
- PDVSA k-360 PDFDocument27 pagesPDVSA k-360 PDFproteccionesNo ratings yet
- Electricos Pi - 13 - 03 - 03Document51 pagesElectricos Pi - 13 - 03 - 03Anonymous APWpq4E50% (2)
- Analisis de Riesgos en Proyecto de IngenieriaDocument23 pagesAnalisis de Riesgos en Proyecto de IngenieriainspmttoNo ratings yet
- Soldadura Pdvsa ProcedimientoDocument76 pagesSoldadura Pdvsa ProcedimientoCarlos Luis Hernández TorresNo ratings yet
- Pi-07-05-01 GASODUCTOS FASE INSTALACIÓN.Document60 pagesPi-07-05-01 GASODUCTOS FASE INSTALACIÓN.inspmtto100% (1)
- Pi 06 01 03Document7 pagesPi 06 01 03inspmttoNo ratings yet
- P Bolzan - Colocacion Mezclas AsfalticasDocument94 pagesP Bolzan - Colocacion Mezclas AsfalticasEEMG_2806No ratings yet
- Ultrasonido Phase ArrayDocument3 pagesUltrasonido Phase ArrayyamidruzNo ratings yet
- Ensayos de Suelo Ccca-1973 PDFDocument102 pagesEnsayos de Suelo Ccca-1973 PDFangel_andaraNo ratings yet
- Los Odun de IFA Excelente Informacion para Aprender IFADocument399 pagesLos Odun de IFA Excelente Informacion para Aprender IFAIFAILE ODARA88% (81)
- Calificacion de SoldaduraDocument24 pagesCalificacion de SoldaduraRaul Fernando GalarzaNo ratings yet
- Manual de Ensayos para PavimentosDocument188 pagesManual de Ensayos para PavimentosMARIANO98% (117)
- 33 MP T&P p.09.25 (Excavaciones)Document13 pages33 MP T&P p.09.25 (Excavaciones)inspmttoNo ratings yet
- Ensayos de Laboratorios MTCDocument60 pagesEnsayos de Laboratorios MTCSacul UyoNo ratings yet
- Norma Din AceroDocument71 pagesNorma Din AceroJorge Ignacio Mora Silva71% (7)
- Catalogo Productos Sika 2011Document20 pagesCatalogo Productos Sika 2011Alexander De Freitas De FreitasNo ratings yet
- Api Ibr 581Document44 pagesApi Ibr 581inspmtto73% (11)
- ACERO ESTRUCTURAL: ESPECIFICACIONES Y USOSDocument2 pagesACERO ESTRUCTURAL: ESPECIFICACIONES Y USOSRuben Arcano100% (2)
- L e 4 - 7Document33 pagesL e 4 - 7inspmttoNo ratings yet
- Ha 201Document29 pagesHa 201inspmttoNo ratings yet
- Confiabilidad IBRDocument8 pagesConfiabilidad IBRinspmttoNo ratings yet
- L e 4 - 7Document33 pagesL e 4 - 7inspmttoNo ratings yet
- Distribucion Planta 1201038944387528 3Document51 pagesDistribucion Planta 1201038944387528 3Gabriel Ramos DlgNo ratings yet
- Sistema-Mantenimiento CrititcidaadDocument136 pagesSistema-Mantenimiento CrititcidaadcvegalopezNo ratings yet
- Estructura Analitica Del ProyectoDocument4 pagesEstructura Analitica Del ProyectoinspmttoNo ratings yet
- Analisis de La Ley de InquilinatoDocument25 pagesAnalisis de La Ley de Inquilinatoinspmtto100% (1)
- L4 Cohesion y Angulo Rozamiento InternoDocument8 pagesL4 Cohesion y Angulo Rozamiento Internohuascar75No ratings yet
- Memoria de Cálculo Proyecto IacaDocument26 pagesMemoria de Cálculo Proyecto IacaLorena MateosNo ratings yet
- Informe Laboratorio de Termodinamica (Presion)Document4 pagesInforme Laboratorio de Termodinamica (Presion)Edgar Santiago Gomez AguirreNo ratings yet
- Metrologia Sistema de FrenosDocument27 pagesMetrologia Sistema de FrenosJuan Carlos Pérez RamírezNo ratings yet
- Teoremas de conservación y energía mecánicaDocument34 pagesTeoremas de conservación y energía mecánicaMelisa TarazonaNo ratings yet
- GAAAAAAAAAAAAAADocument6 pagesGAAAAAAAAAAAAAAJordi PanduroNo ratings yet
- ACTIVIDAD 6 - Ejercicios en ExcelDocument42 pagesACTIVIDAD 6 - Ejercicios en ExcelAlicia García HernandezNo ratings yet
- Modulo 3Document43 pagesModulo 3Carlos Sanchez SotoNo ratings yet
- (Acv-S04) Test Virtual 1 - Ecv - Mecanica de Fluidos (16252)Document5 pages(Acv-S04) Test Virtual 1 - Ecv - Mecanica de Fluidos (16252)De la SoulNo ratings yet
- Fluidos TurbinaDocument8 pagesFluidos TurbinaAnonymous UAzXhepgAbNo ratings yet
- Preguntas FluidosDocument3 pagesPreguntas FluidosMaria Johana Uriana50% (2)
- Carburación a Gas L.P.: Sistemas y componentesDocument4 pagesCarburación a Gas L.P.: Sistemas y componentesChina PazNo ratings yet
- Guía para Facilitar La Comprensión Matemática de La EToDocument4 pagesGuía para Facilitar La Comprensión Matemática de La ETodianaNo ratings yet
- Tablas de ConversionDocument4 pagesTablas de ConversionDaniel TellezNo ratings yet
- Superficie Curva SumergidaDocument4 pagesSuperficie Curva SumergidaAugusto GarciaNo ratings yet
- Propiedades de las mezclasDocument27 pagesPropiedades de las mezclasElias Rodas PalominoNo ratings yet
- Materia y Energía 2Document152 pagesMateria y Energía 2DaleskaNo ratings yet
- Manual de Mantenimiento ScalerDocument188 pagesManual de Mantenimiento ScalerClemente Flores100% (5)
- 17.circuito DiferencialDocument3 pages17.circuito DiferencialoswaldoNo ratings yet
- Manual S&PDocument31 pagesManual S&PeloymaasturNo ratings yet
- Ope 1Document3 pagesOpe 1MayraAlvaradoNo ratings yet
- Punto de EscurrimientoDocument13 pagesPunto de EscurrimientoStrofz SNo ratings yet
- Cálculo de parámetros de una bomba centrífugaDocument32 pagesCálculo de parámetros de una bomba centrífugaFernando MoraNo ratings yet
- Catalogo Mangueras IndustrialesDocument14 pagesCatalogo Mangueras IndustrialesHolman OchoaNo ratings yet
- Compresion y ChispaDocument32 pagesCompresion y ChispaVictor AlejandroNo ratings yet
- Hidraulica I - II - IIIDocument329 pagesHidraulica I - II - IIIgersson141497% (62)
- Análisis de inestabilidad de pozo en Paleoceno Superior-Cretácico Superior Maloob-BDocument99 pagesAnálisis de inestabilidad de pozo en Paleoceno Superior-Cretácico Superior Maloob-BRaul Miranda LoayzaNo ratings yet
- Balance de Energia 2015Document3 pagesBalance de Energia 2015eddyNo ratings yet
- Aplicaciones de La ViscosidadDocument2 pagesAplicaciones de La ViscosidadMiguel Angel CarreroNo ratings yet