You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Fuel Pump HP CalculationsDocument8 pagesFuel Pump HP CalculationshuangjlNo ratings yet
- Vibration Analysis PDFDocument6 pagesVibration Analysis PDFBipin RohitNo ratings yet
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDocument7 pagesMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNo ratings yet
- Bolt Tension & Torque CalculationDocument1 pageBolt Tension & Torque CalculationhuangjlNo ratings yet
- 职场英语对话Document21 pages职场英语对话huangjlNo ratings yet
- Bolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21Document30 pagesBolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21huangjlNo ratings yet
- Load CalcDocument69 pagesLoad Calcmyusuf_engineerNo ratings yet
- Surge Tank Size and CostDocument1 pageSurge Tank Size and CosthuangjlNo ratings yet
- GB5782 外形尺寸及重量表 六角头 -C级 GB5780Document2 pagesGB5782 外形尺寸及重量表 六角头 -C级 GB5780huangjlNo ratings yet
- Volumes AndweightsDocument2 pagesVolumes AndweightsmohdnazirNo ratings yet
- Heat TransferDocument1 pageHeat TransferhuangjlNo ratings yet
- insulation cal (绝热厚度计算)Document4 pagesinsulation cal (绝热厚度计算)huangjlNo ratings yet
- Estimating TemplateDocument16 pagesEstimating TemplatehuangjlNo ratings yet
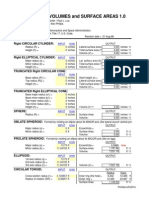
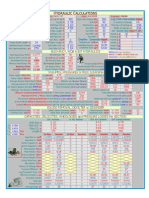
- Tank Volumes & Surf AreasDocument4 pagesTank Volumes & Surf AreashuangjlNo ratings yet
- 03 Heat ExchangerDocument17 pages03 Heat ExchangerhuangjlNo ratings yet
- Heat TransferDocument1 pageHeat TransferhuangjlNo ratings yet
- Tank 2bDocument1 pageTank 2bMukeshSharmaNo ratings yet
- Pump CalculationDocument4 pagesPump CalculationhuangjlNo ratings yet
- Ydraulic Alculations: B W B HDocument1 pageYdraulic Alculations: B W B HhuangjlNo ratings yet
- NPSH CalculationDocument1 pageNPSH CalculationhuangjlNo ratings yet
- Lifting Lug CalculatorDocument28 pagesLifting Lug Calculatorharikrishnanpd3327No ratings yet
- PipeData Rev ADocument5 pagesPipeData Rev AhuangjlNo ratings yet
- Spreadsheet For Cooling Tower PM Emissions Calculations (2012!03!09 Version)Document1 pageSpreadsheet For Cooling Tower PM Emissions Calculations (2012!03!09 Version)huangjlNo ratings yet
- Piping Design Maximun Flow Rate in Piping SystemDocument1 pagePiping Design Maximun Flow Rate in Piping SystemhuangjlNo ratings yet
- Fuel Pump HP CalculationsDocument8 pagesFuel Pump HP CalculationshuangjlNo ratings yet
- Storage Tank Data SheetDocument3 pagesStorage Tank Data SheethuangjlNo ratings yet
- RIG TableDocument258 pagesRIG TablehuangjlNo ratings yet
- Tanks Hell Min ThicknessDocument1 pageTanks Hell Min ThicknesshuangjlNo ratings yet
- Conical TankDocument2 pagesConical TankhuangjlNo ratings yet
- Tank VolDocument4 pagesTank VolgrabettyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)