You might also like
- OktoberfestDocument3 pagesOktoberfestJesus MorganNo ratings yet
- J Food Proce NG 2001Document17 pagesJ Food Proce NG 2001Jesus MorganNo ratings yet
- Libro Optimizacion InglesDocument6 pagesLibro Optimizacion InglesJesus MorganNo ratings yet
- Benzoato de Sodio y Benzoato de PotasioDocument7 pagesBenzoato de Sodio y Benzoato de PotasioJesus MorganNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Openway Centron Meter Spec Sheet PDFDocument4 pagesOpenway Centron Meter Spec Sheet PDFmikeNo ratings yet
- Key MFS 268Document18 pagesKey MFS 268PabloNo ratings yet
- Torques - Cursor 9 (F2C)Document3 pagesTorques - Cursor 9 (F2C)Financeiro Hyper IvecoNo ratings yet
- Hexagon PPM Caesar II Fundamentals Info Sheet 1Document2 pagesHexagon PPM Caesar II Fundamentals Info Sheet 1Muhammad Zahir ShahNo ratings yet
- Lite-On Technology Corporation: FeaturesDocument9 pagesLite-On Technology Corporation: FeaturesDaniel Jesus LozanoNo ratings yet
- Backward Scheduling For Projects: Jared CummingsDocument20 pagesBackward Scheduling For Projects: Jared CummingsWilfredo Alvarez100% (1)
- Lecture 12 - Intents and Its Types Part 2Document29 pagesLecture 12 - Intents and Its Types Part 2Namra Ashraf MalikNo ratings yet
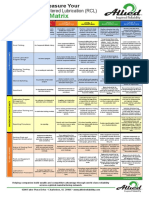
- Allied Maturity Matrix 14 Reliability Centered Lubrication PDFDocument2 pagesAllied Maturity Matrix 14 Reliability Centered Lubrication PDFHossein100% (1)
- Wic1 eDocument28 pagesWic1 edinakaran2020No ratings yet
- List of Vlsi BooksDocument15 pagesList of Vlsi BooksMahesh100% (2)
- Yokogawa UT351Document94 pagesYokogawa UT351Brayan Sthip LLauceNo ratings yet
- CA2 - UML Diagrams For ATM V3a PDFDocument4 pagesCA2 - UML Diagrams For ATM V3a PDFMick SousaNo ratings yet
- Manual Subwoofer Velodyne ImpactDocument17 pagesManual Subwoofer Velodyne Impactmgibson2000No ratings yet
- GSM KPI'sDocument38 pagesGSM KPI'sMorteza MoradiNo ratings yet
- User Manual-Sx Series IP CameraDocument52 pagesUser Manual-Sx Series IP CameraCarlos SaldanaNo ratings yet
- Bhilai Steel Plant: Power Systems DepartmentDocument28 pagesBhilai Steel Plant: Power Systems DepartmentVijay Kumar DeshmukhNo ratings yet
- SRS FormatDocument3 pagesSRS FormatMayank Saraswat50% (4)
- Chapter 5 - Part 1 PDFDocument68 pagesChapter 5 - Part 1 PDFLove StrikeNo ratings yet
- 1 History of UnixDocument2 pages1 History of Unixkiran kumarNo ratings yet
- Modernizing Bangladesh Railway Signaling System: H. M. Ahsan, S. A. Rafat, S. HossainDocument2 pagesModernizing Bangladesh Railway Signaling System: H. M. Ahsan, S. A. Rafat, S. HossainxcgvxdfgNo ratings yet
- Hcit End of Cluster Test Practical 1Document4 pagesHcit End of Cluster Test Practical 1api-247871582No ratings yet
- Academic Texts (Types, Structure, Strategies For Reading) : Miss RonaDocument21 pagesAcademic Texts (Types, Structure, Strategies For Reading) : Miss RonaRona Mae MagnoNo ratings yet
- EMIS Toolbox UserAdmin Guide PresentationDocument53 pagesEMIS Toolbox UserAdmin Guide PresentationJonas Reduta CabacunganNo ratings yet
- Hard Vs Soft Switching With CMOS - Bioroids - Stompbox ElectronicsDocument2 pagesHard Vs Soft Switching With CMOS - Bioroids - Stompbox Electronicsch gNo ratings yet
- Using Lightweight MLS With Oracle E-Business Suite Release 12.1.3 and Higher Document 1077709Document11 pagesUsing Lightweight MLS With Oracle E-Business Suite Release 12.1.3 and Higher Document 1077709Ravi BirhmanNo ratings yet
- HP Pavilion Gaming Latest AMD Ryzen 5 5600H Processor 15.6Document5 pagesHP Pavilion Gaming Latest AMD Ryzen 5 5600H Processor 15.6Mr Deshmukh Girish SahebraoNo ratings yet
- ppt-3 Fundnamental Technologies and ServicesDocument99 pagesppt-3 Fundnamental Technologies and ServicesshaliniNo ratings yet
- Contour InformationDocument9 pagesContour InformationmaciejNo ratings yet
- Manual de Usuario Ups Surta 1500XLDocument18 pagesManual de Usuario Ups Surta 1500XLGustavo HernandezNo ratings yet
- Network Protocols PDFDocument39 pagesNetwork Protocols PDFMohan PreethNo ratings yet