You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 2006 Navistar DT466 Engine Torque ValuesDocument5 pages2006 Navistar DT466 Engine Torque ValuesMeadows TruckNo ratings yet
- Quality ControlDocument91 pagesQuality ControlVinod67% (6)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ValvesDocument46 pagesValvesashirNo ratings yet
- Mulberry CatalogDocument168 pagesMulberry Catalogblue100% (1)
- Design of LeversDocument21 pagesDesign of Leverssbkulk90% (10)
- Design of Power ScrewsDocument45 pagesDesign of Power Screwssbkulk100% (1)
- Bearing IntroductionDocument62 pagesBearing IntroductionsbkulkNo ratings yet
- Experiment No. 2 Hydraulic Power PackDocument52 pagesExperiment No. 2 Hydraulic Power PacksbkulkNo ratings yet
- Experiment No. 2 Hydraulic Power PackDocument52 pagesExperiment No. 2 Hydraulic Power PacksbkulkNo ratings yet
- ASTM STP 1104 Field Vane Shear TestDocument370 pagesASTM STP 1104 Field Vane Shear TestAndrew GarfieldNo ratings yet
- Itp For STR Steel WorksDocument9 pagesItp For STR Steel WorksGauravSinghNo ratings yet
- Design Ofscrew JackDocument10 pagesDesign Ofscrew JacksbkulkNo ratings yet
- Work Instruction Page 1 of 2 Contiguous Bored Piles InstallationDocument7 pagesWork Instruction Page 1 of 2 Contiguous Bored Piles InstallationMuhammad Syahmi Adli SamNo ratings yet
- Introduction To Matlab: Sudin KulkarniDocument39 pagesIntroduction To Matlab: Sudin KulkarnisbkulkNo ratings yet
- SCHEME - G Third SemesterDocument40 pagesSCHEME - G Third SemestersbkulkNo ratings yet
- Introduction To Fluid PowerDocument11 pagesIntroduction To Fluid PowersbkulkNo ratings yet
- 32 Screw Threads and Gear Manufacturing MethodsDocument21 pages32 Screw Threads and Gear Manufacturing MethodsquockhanhspktNo ratings yet
- Admin TQMDocument28 pagesAdmin TQMManuel Sanchez QuispeNo ratings yet
- Design of A Sequential Control CircuitDocument5 pagesDesign of A Sequential Control CircuitsbkulkNo ratings yet
- Chapter 1 Project Management-IntroductionDocument25 pagesChapter 1 Project Management-IntroductionsbkulkNo ratings yet
- Chapter 3 Project Life CycleDocument26 pagesChapter 3 Project Life CyclesbkulkNo ratings yet
- Experiment No. 4 FRL UnitDocument10 pagesExperiment No. 4 FRL UnitsbkulkNo ratings yet
- 30 To My FriendsDocument17 pages30 To My FriendssbkulkNo ratings yet
- 30 To My FriendsDocument17 pages30 To My FriendssbkulkNo ratings yet
- 30 To My FriendsDocument17 pages30 To My FriendssbkulkNo ratings yet
- 30 To My FriendsDocument17 pages30 To My FriendssbkulkNo ratings yet
- Objective:: To Analyse The Fatigue Crack Growth Rate by Conducting Test On Stainless Steel and Aluminium AlloysDocument12 pagesObjective:: To Analyse The Fatigue Crack Growth Rate by Conducting Test On Stainless Steel and Aluminium Alloysrishitha reddyNo ratings yet
- Commentary On Standard Practice For The Design and Construction of Reinforced Concrete Chimneys (ACI 307-95)Document14 pagesCommentary On Standard Practice For The Design and Construction of Reinforced Concrete Chimneys (ACI 307-95)DIDIER ANGEL LOPEZ RINCONNo ratings yet
- Slab With ReportsDocument36 pagesSlab With ReportsER Manish MakhijaNo ratings yet
- 02 Bituseal e enDocument2 pages02 Bituseal e enYoussef ElgendyNo ratings yet
- Delta Waterproofing - Method StatementDocument2 pagesDelta Waterproofing - Method Statementbilly wuNo ratings yet
- Canal Regulation Works PDFDocument56 pagesCanal Regulation Works PDFSanjeev KumarNo ratings yet
- RCC Question BankDocument3 pagesRCC Question BankPurab PatelNo ratings yet
- Chemistry ProjectDocument18 pagesChemistry Projectnidhurshek2005No ratings yet
- Lincoln Weld Directory C2.10Document32 pagesLincoln Weld Directory C2.10edgarpato100% (1)
- Selection and Application of Piping System Materials: Standard Practice ForDocument23 pagesSelection and Application of Piping System Materials: Standard Practice ForRoberto Omar Morante VillarrealNo ratings yet
- Washing Machine Manual Kenmore HE5tDocument76 pagesWashing Machine Manual Kenmore HE5tmachnerdNo ratings yet
- IGBC NB QuestionnareDocument16 pagesIGBC NB Questionnaremadhav0303No ratings yet
- Guven Grab SpecDocument1 pageGuven Grab Specalex bencyNo ratings yet
- Stress Assessment of Skew Composite Steel I-Girder Bridge: Kapil Kumar Gupta, Shashivendra DulawatDocument9 pagesStress Assessment of Skew Composite Steel I-Girder Bridge: Kapil Kumar Gupta, Shashivendra DulawatkapilshwetaNo ratings yet
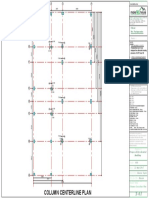
- 1 Column Centerline PlanDocument1 page1 Column Centerline PlanRhishikesh IngoleNo ratings yet
- Rate Analysis Multi - Drift 30-05-2022 - R2Document8 pagesRate Analysis Multi - Drift 30-05-2022 - R2Rajat SharmaNo ratings yet
- Tutorial 09Document2 pagesTutorial 09秦瑋駿No ratings yet
- Underground Fire Lines and FDCsDocument2 pagesUnderground Fire Lines and FDCsmichaelmangaaNo ratings yet
- Table 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesDocument1 pageTable 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesamevaluacionesNo ratings yet
- Curriculum Vitae: Personal Information Sallam Q. ShurrabDocument3 pagesCurriculum Vitae: Personal Information Sallam Q. ShurrabSallam Q. ShurrabNo ratings yet
- "Practice Examination": Version 07-0Document11 pages"Practice Examination": Version 07-0Elizabeth SantiagoNo ratings yet
- 5 Asme Viii A 24 Clamp ConnectionDocument6 pages5 Asme Viii A 24 Clamp ConnectionIrvansyah RazadinNo ratings yet
- Zinc-Coated Steel Strand For Messenger Support of Figure 8 CableDocument3 pagesZinc-Coated Steel Strand For Messenger Support of Figure 8 CableDarwin DarmawanNo ratings yet
- DIN Low Pressure Fittings and AccessoriesDocument184 pagesDIN Low Pressure Fittings and AccessoriesImtiaz NusratNo ratings yet