You might also like
- Recetario de Panaderia Jade MDocument33 pagesRecetario de Panaderia Jade MFernando AFNo ratings yet
- CualificaciónDocument6 pagesCualificaciónFernando AFNo ratings yet
- Cualificación GOOD LIFEDocument5 pagesCualificación GOOD LIFEFernando AFNo ratings yet
- Template para Registro de Riesgos - ProyectosDocument13 pagesTemplate para Registro de Riesgos - ProyectosFernando AFNo ratings yet
- comparativo-metodologias-proyecto-tradicional-vs-asap-focus-baseline-menos-40Document1 pagecomparativo-metodologias-proyecto-tradicional-vs-asap-focus-baseline-menos-40mvlsbsNo ratings yet
- Tabla de Planeacion de CapacidadDocument49 pagesTabla de Planeacion de Capacidadfrancisco_zacariasNo ratings yet
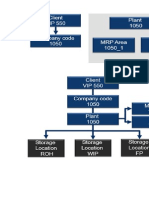
- Diagrama Datos Basicos SAP PPDocument1 pageDiagrama Datos Basicos SAP PPFernando AFNo ratings yet
- Cualificación SHUDDocument3 pagesCualificación SHUDFernando AFNo ratings yet
- Cualificación GOOD LIFEDocument5 pagesCualificación GOOD LIFEFernando AFNo ratings yet
- Transacciones Gestion ODM - ForoSAPDocument2 pagesTransacciones Gestion ODM - ForoSAProgelioramrNo ratings yet
- AUTOGESTIONDocument2 pagesAUTOGESTIONFernando AFNo ratings yet
- Planificación de La Producción SAPDocument11 pagesPlanificación de La Producción SAPFernando AFNo ratings yet
- Transacciones Gestion ODM - ForoSAPDocument2 pagesTransacciones Gestion ODM - ForoSAProgelioramrNo ratings yet
- Sap - Análisis ABCDocument2 pagesSap - Análisis ABCFernando AFNo ratings yet
- Transacciones Gestion ODM - ForoSAPDocument2 pagesTransacciones Gestion ODM - ForoSAProgelioramrNo ratings yet
- Estructura Organizacional SAPDocument16 pagesEstructura Organizacional SAPFernando AFNo ratings yet
- Como Generar AtracciónDocument3 pagesComo Generar AtracciónFernando AF0% (1)
- Planificación de Necesidades (MRP)Document19 pagesPlanificación de Necesidades (MRP)Fernando AFNo ratings yet
- SAP Leccion BD Datos MaestrosDocument23 pagesSAP Leccion BD Datos MaestrosFernando AFNo ratings yet
- Toques de Seduccion PUADocument4 pagesToques de Seduccion PUAFernando AFNo ratings yet
- 68 Formas de Hacer Reir A Una Mujer Durante Una ConversacionDocument8 pages68 Formas de Hacer Reir A Una Mujer Durante Una Conversacionferdiaz253033% (3)
- Seduccion Elite (Alvaro Reyes) PDFDocument20 pagesSeduccion Elite (Alvaro Reyes) PDFnelvin87% (38)
- Desplazar Periodos MM SAPDocument2 pagesDesplazar Periodos MM SAPFernando AFNo ratings yet
- Como Transportar Una Tabla en SAPDocument2 pagesComo Transportar Una Tabla en SAPFernando AFNo ratings yet
- PM IntroduccinDocument14 pagesPM IntroduccinCarlos IvanNo ratings yet
- Desplazar Periodos MM SAPDocument2 pagesDesplazar Periodos MM SAPFernando AFNo ratings yet
- Plan Maestro de Producción MPSDocument4 pagesPlan Maestro de Producción MPSFernando AFNo ratings yet
- Diagrama Datos Basicos SAP PPDocument1 pageDiagrama Datos Basicos SAP PPFernando AFNo ratings yet
- PM IntroduccinDocument14 pagesPM IntroduccinCarlos IvanNo ratings yet
- Movimiento SemiparabólicoDocument5 pagesMovimiento SemiparabólicoJAVACRASHERNo ratings yet
- Solucionario de Prueba Diagnóstica - Conectores LógicosDocument3 pagesSolucionario de Prueba Diagnóstica - Conectores LógicosClaudine RBNo ratings yet
- Texto FarsaDocument2 pagesTexto FarsaPamela Castillo0% (1)
- Triptico 3Document3 pagesTriptico 3HAIJ TOUREMNo ratings yet
- Unidad de Aprendizaje 2Document5 pagesUnidad de Aprendizaje 2up closeNo ratings yet
- Cartografia Conceptual I.PDocument1 pageCartografia Conceptual I.PMerly QuispeNo ratings yet
- Ondina Vélez Ponencia ESPAÑOLDocument4 pagesOndina Vélez Ponencia ESPAÑOLJoaquín MestreNo ratings yet
- Semana de La Lectura y La EscrituraDocument3 pagesSemana de La Lectura y La EscrituraSilvina MolinaNo ratings yet
- Experimentacion Con AnimalesDocument5 pagesExperimentacion Con AnimalesEstrella TorresNo ratings yet
- Defensor de ConfianzaDocument17 pagesDefensor de Confianzafco flNo ratings yet
- Planificación anual de Plástica Visual 1° añoDocument4 pagesPlanificación anual de Plástica Visual 1° añopablogerman2No ratings yet
- Recursos verbales, no verbales y paraverbales en el aprendizajeDocument6 pagesRecursos verbales, no verbales y paraverbales en el aprendizajeJorge Luis Bobadilla Rivera100% (1)
- CoyoteDocument286 pagesCoyoteDaniela AguilarNo ratings yet
- Lactancia Materna BetyyyyDocument17 pagesLactancia Materna BetyyyyGladys Palomino ValenzuelaNo ratings yet
- PEI Escuela Manuel Bravo ReyesDocument32 pagesPEI Escuela Manuel Bravo ReyesDarinka Tamara Aguilera GaeteNo ratings yet
- Equivalente de Arena de Suelos y Agregado FinoDocument6 pagesEquivalente de Arena de Suelos y Agregado FinoMILTONPRGORYNo ratings yet
- FinalDocument23 pagesFinalFranklin N. NinaNo ratings yet
- Rúbrica de SustentaciónDocument3 pagesRúbrica de SustentaciónBlanca Wong FelixNo ratings yet
- Conducta VerbalDocument28 pagesConducta VerbalFabiana Mejia ZapataNo ratings yet
- D75KS Om 733776 SPDocument68 pagesD75KS Om 733776 SPernesto calderon aguirre100% (4)
- Fuentes Musicales Del Renacimiento en EspañaDocument8 pagesFuentes Musicales Del Renacimiento en EspañaConsuelo Prats RedondoNo ratings yet
- Guia - Aprendizaje - Level 9Document10 pagesGuia - Aprendizaje - Level 9Gloria Isabel Rodriguez RestrepoNo ratings yet
- Evaluación Final - Revisión Del IntentoDocument26 pagesEvaluación Final - Revisión Del IntentoDaniel TernozNo ratings yet
- La Pedagogia Tomista Hoy - Edgar RamirezDocument23 pagesLa Pedagogia Tomista Hoy - Edgar RamirezLoida SardinasNo ratings yet
- Proyecto de InvestigaciÓnDocument9 pagesProyecto de InvestigaciÓnPrincessasNo ratings yet
- Clase 2. TareaDocument3 pagesClase 2. TareaLeydi CastilloNo ratings yet
- TESIS de GRADO - Pensamiento CreativoDocument183 pagesTESIS de GRADO - Pensamiento Creativooscar0% (1)
- Resumen de Los Errores de La Trinidad de Trinitatis Erroribus de Miguel ServetDocument24 pagesResumen de Los Errores de La Trinidad de Trinitatis Erroribus de Miguel ServetJulio César Clavijo SierraNo ratings yet
- Dossier de Calidad - Mejoramiento de Almacen de Panetones - Gloria HuachipaDocument6 pagesDossier de Calidad - Mejoramiento de Almacen de Panetones - Gloria HuachipaRuben Bendezu PizarroNo ratings yet
- Balotario para La Evaluacion Final Del Curso de Direccion EstrategicaDocument2 pagesBalotario para La Evaluacion Final Del Curso de Direccion EstrategicaDina CordovaNo ratings yet