You might also like
- IFT Welded Hottap ProcedureDocument1 pageIFT Welded Hottap ProceduredndudcNo ratings yet
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- Few Salient Points For Hot TappingDocument3 pagesFew Salient Points For Hot Tappingiancu_jianu_6No ratings yet
- So If: Recommendations For The Installation, Fabrication, Testing and Cleaning of Air, Gas or Steam PipingDocument1 pageSo If: Recommendations For The Installation, Fabrication, Testing and Cleaning of Air, Gas or Steam PipingKarim MohamedNo ratings yet
- Domestic Gas Installation TestingDocument2 pagesDomestic Gas Installation TestingKosala KamburadeniyaNo ratings yet
- Method Statement For Valve InstallationDocument11 pagesMethod Statement For Valve InstallationKhang Hồ Lê100% (1)
- Installation of Ductile-Iron Water Mains and Their AppurtenancesDocument6 pagesInstallation of Ductile-Iron Water Mains and Their Appurtenancesmailmaverick0% (1)
- Hot TappingDocument2 pagesHot TappingParag ChandankhedeNo ratings yet
- Hydrostatic Pressure Testing of Plastic Piping SystemsDocument12 pagesHydrostatic Pressure Testing of Plastic Piping SystemsezzataNo ratings yet
- Jointing Instructions Dec 20123Document2 pagesJointing Instructions Dec 20123Gabi CristacheNo ratings yet
- Presentation Hot TappingDocument59 pagesPresentation Hot TappingSagar Naduvinamani83% (6)
- Shell & Tube Installation, Operation & Maintenance ManualDocument14 pagesShell & Tube Installation, Operation & Maintenance Manualnidhul07No ratings yet
- Piping Tie-Ins The BasicsDocument4 pagesPiping Tie-Ins The BasicsashokNo ratings yet
- JFD Installation Manual Online HEAT EXCHANGERDocument9 pagesJFD Installation Manual Online HEAT EXCHANGERJOÃO CARLOS SILVANo ratings yet
- Start Up Procedure of Heat ExchangerDocument3 pagesStart Up Procedure of Heat ExchangerDylanAdams50% (2)
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocument4 pagesMethod Statement For Refrigerant Piping Installation and Pressure TestingRyan WongNo ratings yet
- Installation Guide For PVC PipeDocument43 pagesInstallation Guide For PVC Pipeb1gm3nNo ratings yet
- Installation / Operation / Maintenance Instructions Magnetic Level GaugeDocument6 pagesInstallation / Operation / Maintenance Instructions Magnetic Level GaugeHumayun NawazNo ratings yet
- Bronze and Brass Ball Valve I OmDocument1 pageBronze and Brass Ball Valve I Omprihartono_diasNo ratings yet
- Corrosion Coupon Installation ProcedureDocument31 pagesCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Method of Statement For Fire Fighting Inside BuildingDocument4 pagesMethod of Statement For Fire Fighting Inside BuildingYe YintNo ratings yet
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocument3 pagesMethod Statement For Refrigerant Piping Installation and Pressure TestingDong Vanra100% (1)
- 125 LayingDocument5 pages125 LayingmondelNo ratings yet
- Method of Statement For Installation of Domestic Hot & Cold Water Supply Cop PDFDocument4 pagesMethod of Statement For Installation of Domestic Hot & Cold Water Supply Cop PDFCool SharyNo ratings yet
- Procedure - Hot TappingDocument6 pagesProcedure - Hot Tappingmanimaran_ratnam100% (4)
- Hot Tapping On Operating LinesDocument20 pagesHot Tapping On Operating LinesCelestine Ozokechi100% (1)
- Guideline On Installation of ThermowellDocument7 pagesGuideline On Installation of Thermowell이가람No ratings yet
- What Shall Be Done Before Performing Hot TappingDocument3 pagesWhat Shall Be Done Before Performing Hot TappingHein Htet MaungNo ratings yet
- Mechanical PlugsDocument6 pagesMechanical Plugskategord0% (1)
- N-583 Foot ValveDocument1 pageN-583 Foot ValveSầu ĐờiNo ratings yet
- Pipeline Hot Tap Definition and ProcedureDocument6 pagesPipeline Hot Tap Definition and ProcedureDolores Fuertes de cabezaNo ratings yet
- Thermowell InstallationDocument8 pagesThermowell Installationprasoon_eilNo ratings yet
- Pressure Testing in Main PipelineDocument7 pagesPressure Testing in Main PipelineChintamani KuralkarNo ratings yet
- Trepanning Positioning Welding ManualDocument14 pagesTrepanning Positioning Welding ManualGovindan PerumalNo ratings yet
- VRCA Relief ValveDocument8 pagesVRCA Relief Valvenenad135No ratings yet
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 pagesACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002No ratings yet
- Dr6116 VJ LD Aquagrip FiDocument8 pagesDr6116 VJ LD Aquagrip FiAbdul BasithNo ratings yet
- ATB 021 Flowtite Pipe Tapping PDFDocument10 pagesATB 021 Flowtite Pipe Tapping PDFRajadurai SinghNo ratings yet
- Operations Maintenance Manual Style 129 Reliant Fire Hydrant 3fd60382Document14 pagesOperations Maintenance Manual Style 129 Reliant Fire Hydrant 3fd60382Abdul KarimNo ratings yet
- Troubleshooting Defects Hot Runner SystemDocument4 pagesTroubleshooting Defects Hot Runner SystemJorge MartinezNo ratings yet
- 23 21 13 Hydronic Piping Systems QA QCDocument5 pages23 21 13 Hydronic Piping Systems QA QCAsmara KanthiNo ratings yet
- Cad Welding 4Document7 pagesCad Welding 4adeoye_okunoyeNo ratings yet
- HDPE Welding ProcedureDocument7 pagesHDPE Welding ProcedureRaden Armanadi100% (4)
- Piping System: Amj Engineering Consultants Co.,Ltd. บริษัท เอเอ็มเจเอนจิเนียริ่งคอนซัลแท้นท์ จ ำกัดDocument78 pagesPiping System: Amj Engineering Consultants Co.,Ltd. บริษัท เอเอ็มเจเอนจิเนียริ่งคอนซัลแท้นท์ จ ำกัดravirawat15No ratings yet
- Furn Svb10a enDocument9 pagesFurn Svb10a enapi-279886039No ratings yet
- 03-Procedure For WeldingDocument8 pages03-Procedure For WeldingAyush AgarwalNo ratings yet
- Inspection of The SystemsDocument12 pagesInspection of The SystemsTulen CabuldinNo ratings yet
- Installation Guidelines For C&I Laying of Impulse PipeDocument9 pagesInstallation Guidelines For C&I Laying of Impulse PipeCharu ChhabraNo ratings yet
- Canusa Heat Shrink Sleeve PDFDocument2 pagesCanusa Heat Shrink Sleeve PDFvaradarajck893No ratings yet
- Ongc &: Oil Well Production TestingDocument35 pagesOngc &: Oil Well Production TestingDayanand Singh100% (1)
- R500 E153C Prismatic and Flat Glass Water Gage GlassesDocument16 pagesR500 E153C Prismatic and Flat Glass Water Gage Glassesehab8320014413No ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Check List - Air Compressor InspectionDocument1 pageCheck List - Air Compressor Inspectiondndudc100% (4)
- Critical Path Method (CPM) in Project ManagementDocument11 pagesCritical Path Method (CPM) in Project ManagementdndudcNo ratings yet
- Anchor Handling Tug Pre-Mob InspectionDocument8 pagesAnchor Handling Tug Pre-Mob Inspectiondndudc100% (1)
- Rigging Safety in Cranes PDFDocument170 pagesRigging Safety in Cranes PDFLuis AcuaNo ratings yet
- Cathodic Protection 2007Document141 pagesCathodic Protection 2007arsssyNo ratings yet
- Plant Commissioning Start Up ProcedureDocument100 pagesPlant Commissioning Start Up Proceduremsaad292% (124)
- Offshore Book 2010Document117 pagesOffshore Book 2010Mos Woraphon100% (1)
- Quay Construction With Concrete Caisson PDFDocument5 pagesQuay Construction With Concrete Caisson PDFdndudcNo ratings yet
- Construction Quality ManualDocument42 pagesConstruction Quality ManualBob Madlener100% (7)
- Offshore Pipelaying Dynamic PDFDocument150 pagesOffshore Pipelaying Dynamic PDFdndudcNo ratings yet
- Primavera (P6)Document316 pagesPrimavera (P6)Abde Ali83% (6)
- 5 - Technical Specifications For Sand & Murrum Filling Works - Pile Foundation For Tanks - ParadeepDocument21 pages5 - Technical Specifications For Sand & Murrum Filling Works - Pile Foundation For Tanks - ParadeepArup NathNo ratings yet
- Functional Specification Export Gas Compressor PDFDocument7 pagesFunctional Specification Export Gas Compressor PDFdndudcNo ratings yet
- Metode Konstruksi Reklamasi PantaiDocument55 pagesMetode Konstruksi Reklamasi PantaiHosea Luahambowo100% (1)
- Construction Presentation - Container Terminal PDFDocument60 pagesConstruction Presentation - Container Terminal PDFdndudc100% (1)
- Study of Breakwaters Constructed With One Layer of Armor Stone PDFDocument58 pagesStudy of Breakwaters Constructed With One Layer of Armor Stone PDFdndudcNo ratings yet
- Quay Wall Construction PDFDocument8 pagesQuay Wall Construction PDFdndudcNo ratings yet
- Study of Reflection of New Low-Reflectivity Quay Wall Caisson PDFDocument11 pagesStudy of Reflection of New Low-Reflectivity Quay Wall Caisson PDFdndudcNo ratings yet
- Behaviour of Reinforced Earth Behind Quay Walls PDFDocument9 pagesBehaviour of Reinforced Earth Behind Quay Walls PDFdndudcNo ratings yet
- Quality Procedure Technical Queries PDFDocument7 pagesQuality Procedure Technical Queries PDFdndudc100% (2)
- Functional Specification Diesel Fuel System PDFDocument5 pagesFunctional Specification Diesel Fuel System PDFdndudcNo ratings yet
- Cartridge Valves Technical Information Directional Valves DCV 03Document12 pagesCartridge Valves Technical Information Directional Valves DCV 03francis_15inNo ratings yet
- Unit Injector Test PDFDocument2 pagesUnit Injector Test PDFsxturboNo ratings yet
- GS112 2 PDFDocument25 pagesGS112 2 PDFGabriel Patruno100% (1)
- Products For Fuelhandling2 PDFDocument142 pagesProducts For Fuelhandling2 PDFTomislav PanovNo ratings yet
- Airframe Fuel SystemsDocument67 pagesAirframe Fuel SystemsBrian100% (1)
- Turbine Control Software: ITS-Industrial Turbine Services GroupDocument19 pagesTurbine Control Software: ITS-Industrial Turbine Services GroupSyed Mohammed Hussain100% (1)
- Sentra N16 Lubrication and CoolingDocument48 pagesSentra N16 Lubrication and CoolingYong SiangNo ratings yet
- Proportion Air Flow Controller ManualDocument8 pagesProportion Air Flow Controller ManualRakesh RanjanNo ratings yet
- Norma 4413 AutoguardadoDocument29 pagesNorma 4413 AutoguardadoJose Alejandro RamirezNo ratings yet
- Pablo Zaragoza PFCDocument67 pagesPablo Zaragoza PFCsnowman1579No ratings yet
- RG - E305 Tier3 - ENDocument160 pagesRG - E305 Tier3 - ENWassiem SayounNo ratings yet
- Types of Pipe Fittings in Plumbing System For Different PurposesDocument10 pagesTypes of Pipe Fittings in Plumbing System For Different PurposesShehan WijesingheNo ratings yet
- Fast Man EngDocument83 pagesFast Man EngIon Aniel BarbuNo ratings yet
- Piping Engineering Note Nitrogen Purge SystemDocument20 pagesPiping Engineering Note Nitrogen Purge SystemchrysanthiiiiiiNo ratings yet
- Handbook of Reliability Prediction ProceDocument522 pagesHandbook of Reliability Prediction Procesameh mamdouhNo ratings yet
- SUNWARD MEDIUM EXCAVATOR Hydraulic SystemDocument146 pagesSUNWARD MEDIUM EXCAVATOR Hydraulic SystemAlbeiro Rodriguez100% (11)
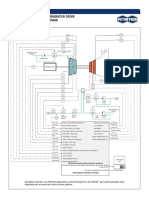
- GE LM6000 Gas Turbine Generator Drive Application Control PackageDocument3 pagesGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- Brakes A40FDocument27 pagesBrakes A40FMrAlbert200991% (11)
- Choosing An AC or DC Coil For A Solenoid Valve - Tameson PDFDocument4 pagesChoosing An AC or DC Coil For A Solenoid Valve - Tameson PDFeakonakosNo ratings yet
- Higgins 78ft Operating Manual PT71-94Document19 pagesHiggins 78ft Operating Manual PT71-94Sean CampbellNo ratings yet
- Lyq 型过滤器 Lyq Type Filter: 四川新海润泵业有限公司 Sichuan Newhrun Pump Co.,LtdDocument9 pagesLyq 型过滤器 Lyq Type Filter: 四川新海润泵业有限公司 Sichuan Newhrun Pump Co.,Ltdrahmat budi hartanto100% (1)
- Fuel System Pressure TestDocument6 pagesFuel System Pressure TestADIMITRA100% (2)
- Pre Arrival at Load-Disport Checklist (Tanker)Document2 pagesPre Arrival at Load-Disport Checklist (Tanker)Anonymous fpLGbRDl100% (1)
- Standards SpreadsheetDocument14 pagesStandards Spreadsheetyulianus_srNo ratings yet
- Guide To EEVDocument28 pagesGuide To EEVvlcekvNo ratings yet
- Showerloop Kit 2019 Manual Version 01: Published April 2019Document40 pagesShowerloop Kit 2019 Manual Version 01: Published April 2019Fernando OliveiraNo ratings yet
- 1229846-EN - Aquamatic - K52-Valve - SpecSheet - Rev D MA2016Document4 pages1229846-EN - Aquamatic - K52-Valve - SpecSheet - Rev D MA2016Singgih KurniawanNo ratings yet
- RMG 832 - 2000 - 09 - GB - BildschirmDocument8 pagesRMG 832 - 2000 - 09 - GB - BildschirmclauNo ratings yet
- DM-BSB60-SA Manual SB-60-SADocument16 pagesDM-BSB60-SA Manual SB-60-SAPedro MartinezNo ratings yet
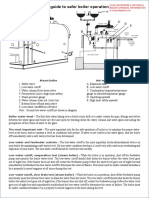
- Boiler Safety MNDocument2 pagesBoiler Safety MNRonald KahoraNo ratings yet