You might also like
- Painting Systems Eng PDFDocument15 pagesPainting Systems Eng PDFAnggoro BernardiNo ratings yet
- 8-AluminiumSheet Coil PlateandTreadplateDocument9 pages8-AluminiumSheet Coil PlateandTreadplatejerimiah_manzonNo ratings yet
- Production: Aluminium Hydroxide Minerals Are The Main Component of Bauxite, The Principal Ore of Aluminium. A MixtureDocument1 pageProduction: Aluminium Hydroxide Minerals Are The Main Component of Bauxite, The Principal Ore of Aluminium. A MixtureClemo 2No ratings yet
- Rotary CoatingDocument5 pagesRotary Coatinggalati12345No ratings yet
- 3.injection Molding ProcessDocument49 pages3.injection Molding ProcesssouravNo ratings yet
- Aluminium RollingDocument5 pagesAluminium RollingChetna BarochiyakalolaNo ratings yet
- Rane Elastomer Processors CatalogueDocument12 pagesRane Elastomer Processors CatalogueRane Elastomer100% (1)
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- Glass Reinforced PlasticsFrom EverandGlass Reinforced PlasticsBrian ParkynRating: 5 out of 5 stars5/5 (1)
- Basics of Aluminum ManufacturingDocument9 pagesBasics of Aluminum ManufacturingprashantjtNo ratings yet
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- Aluminum RollingDocument24 pagesAluminum Rollinglamia97No ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Almine - Aluminium JapanDocument10 pagesAlmine - Aluminium JapanKawinpop KITICHOTEKUL100% (1)
- Plastic Moulding ProcessDocument28 pagesPlastic Moulding ProcessQUAZI ADYAN AHMAD 160419736049No ratings yet
- Metallurgical Coatings and Thin Films 1992From EverandMetallurgical Coatings and Thin Films 1992G.E. McGuireNo ratings yet
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningDocument10 pagesJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaNo ratings yet
- Surface & Coatings Technology: Papers Presented at the Third International Conference on Plasma Surface Engineering, Garmisch-Partenkirchen, Germany, October 26–29, 1992From EverandSurface & Coatings Technology: Papers Presented at the Third International Conference on Plasma Surface Engineering, Garmisch-Partenkirchen, Germany, October 26–29, 1992No ratings yet
- Plastics: Surface and FinishFrom EverandPlastics: Surface and FinishS. H. PinnerNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- Chromium PlatingDocument66 pagesChromium PlatingManikandan SudharsanNo ratings yet
- Alumina (Al2O3) Electrical Insulators - Properties and Applications by Precision CeramicsDocument3 pagesAlumina (Al2O3) Electrical Insulators - Properties and Applications by Precision CeramicsRing MasterNo ratings yet
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- FoundryDocument10 pagesFoundryAnjana_EdathadanNo ratings yet
- Treatment of A Liquid AluminumDocument55 pagesTreatment of A Liquid AluminumLilian Jefferson Malavazi100% (1)
- Wire DrawingDocument2 pagesWire DrawingSupachai Sottibumpen100% (1)
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 pagesCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNo ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- Cold Box Overview enDocument18 pagesCold Box Overview enSasa DjordjevicNo ratings yet
- Sensors For Process Monitoring - Casting and Powder MetallurgDocument29 pagesSensors For Process Monitoring - Casting and Powder MetallurgJorge BandaNo ratings yet
- Chromate Free CoatingsDocument16 pagesChromate Free CoatingsbaanaadiNo ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- Silicon NitrideDocument2 pagesSilicon NitrideNishanth ShannmugamNo ratings yet
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- China's Bayi Steel Pickling Line and Tandem Cold MillDocument12 pagesChina's Bayi Steel Pickling Line and Tandem Cold MillJJNo ratings yet
- Decorative Chromium Plating BasicsDocument8 pagesDecorative Chromium Plating Basicsm daneshpour100% (1)
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 pagesUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNo ratings yet
- Aluminium CastingDocument5 pagesAluminium CastingBalaji RajaNo ratings yet
- NetShape MIM Design GuideDocument13 pagesNetShape MIM Design Guidegnk68No ratings yet
- Casting TolerancesDocument1 pageCasting TolerancesKumaraswamy ViswanathanNo ratings yet
- A Study On Jindal Aluminium LTDDocument20 pagesA Study On Jindal Aluminium LTDNAVYA PNo ratings yet
- Metal Casting Process - 3Document11 pagesMetal Casting Process - 3kiran_wakchaureNo ratings yet
- Aluminum A380 MSDS SheetDocument3 pagesAluminum A380 MSDS SheetAndy KrolNo ratings yet
- 111th Metalcasting Congress NadcaDocument12 pages111th Metalcasting Congress NadcaMehwishYasmenNo ratings yet
- Metal Finishing Processes Best PracticesDocument44 pagesMetal Finishing Processes Best PracticesHoang TanNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- Surface TreatmentDocument24 pagesSurface TreatmentLingarajan RamasamyNo ratings yet
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDocument39 pagesPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelNo ratings yet
- Updates (VW Diesel Information)Document12 pagesUpdates (VW Diesel Information)CarmineCatalanoNo ratings yet
- Metal Injection MouldingDocument1 pageMetal Injection Mouldingkranthi1992No ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Electron DiffractionDocument45 pagesElectron DiffractionCORE Materials100% (1)
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- Equations in Materials ScienceDocument25 pagesEquations in Materials ScienceCORE Materials86% (7)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- Durability of MaterialsDocument72 pagesDurability of MaterialsCORE Materials100% (2)
- The Transmission Electron MicroscopeDocument73 pagesThe Transmission Electron MicroscopeCORE MaterialsNo ratings yet
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocument20 pagesTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNo ratings yet
- TALAT Lecture 5203: Anodizing of AluminiumDocument27 pagesTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocument9 pagesTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNo ratings yet
- TALAT Lecture 4500: Resistance WeldingDocument23 pagesTALAT Lecture 4500: Resistance WeldingCORE MaterialsNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- 4102Document14 pages4102henrychtNo ratings yet
- TALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumDocument11 pagesTALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumCORE MaterialsNo ratings yet
- TALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsDocument19 pagesTALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsCORE MaterialsNo ratings yet
- Holowchak - Stoics - A Guide For The PerplexedDocument249 pagesHolowchak - Stoics - A Guide For The Perplexedthiago_a1979No ratings yet
- PhonicsMonsterBook2 PDFDocument61 pagesPhonicsMonsterBook2 PDFPaulo Barros80% (5)
- Beauty Idioms Synonyms and Collocations PDFDocument5 pagesBeauty Idioms Synonyms and Collocations PDFMinaEmadNo ratings yet
- The Improvement Era - Vol. X. No. 6 (April 1907) - TestDocument90 pagesThe Improvement Era - Vol. X. No. 6 (April 1907) - TestTaylorNo ratings yet
- Hamund's Harvesting Handbook: A Guide To Harvesting & Crafting in Dungeons and Dragons 5th EditionDocument149 pagesHamund's Harvesting Handbook: A Guide To Harvesting & Crafting in Dungeons and Dragons 5th EditionRoney AlvesNo ratings yet
- Romeo Juliet PPT 1Document8 pagesRomeo Juliet PPT 1NermineNo ratings yet
- Yoga Therapy & Integrative Medicine: Where Ancient Science Meets Modern MedicineDocument11 pagesYoga Therapy & Integrative Medicine: Where Ancient Science Meets Modern MedicineAshu ToshNo ratings yet
- Banknotes Banknote Collecting: The Ibns Introduction To The Ibns IntroducDocument36 pagesBanknotes Banknote Collecting: The Ibns Introduction To The Ibns IntroducRaveendra Babu CherukuriNo ratings yet
- Selected Poems by Saigyo PDFDocument16 pagesSelected Poems by Saigyo PDFVladimir NabokovNo ratings yet
- We Wish You A Merry Christmas Harp PDFDocument4 pagesWe Wish You A Merry Christmas Harp PDFCleiton XavierNo ratings yet
- Architectural Photography Presentation - Brett Ryan StudiosDocument113 pagesArchitectural Photography Presentation - Brett Ryan StudiosBrett Ryan Studios100% (2)
- Imperial Tiger Kung FuDocument3 pagesImperial Tiger Kung FuEule100No ratings yet
- What Is Christian Politics PDFDocument23 pagesWhat Is Christian Politics PDFValentino TurotNo ratings yet
- 1586 5555 1 PBDocument17 pages1586 5555 1 PBAligmat GonzalesNo ratings yet
- Penman - Black Secret Tricknology (On Tricky and Dub) PDFDocument5 pagesPenman - Black Secret Tricknology (On Tricky and Dub) PDFChristoph CoxNo ratings yet
- Romeo and Juliet QuizDocument2 pagesRomeo and Juliet QuizJade Ann A. JaroNo ratings yet
- Interacting With HMDocument8 pagesInteracting With HMsrinivas murthyNo ratings yet
- The Hunter 2012 Unlock All Animals PDFDocument3 pagesThe Hunter 2012 Unlock All Animals PDFCorneliusNo ratings yet
- The Use of Bamboo in Architecture Case Study Old Caldas ColombiaDocument149 pagesThe Use of Bamboo in Architecture Case Study Old Caldas ColombiaJoyce Nucum0% (1)
- Jens BjørneboeDocument5 pagesJens BjørneboeAlexandra Maria NeaguNo ratings yet
- Holy Child High School Kinoguitan, Misamis Oriental 9010, PhilippinesDocument4 pagesHoly Child High School Kinoguitan, Misamis Oriental 9010, PhilippinesCecille IdjaoNo ratings yet
- Ramazani's A Transnational PoeticsDocument3 pagesRamazani's A Transnational PoeticsPatrícia AnziniNo ratings yet
- Fax 8360 PDocument26 pagesFax 8360 PtpsniNo ratings yet
- The Generation of Postmemeory - Marianne HirschDocument26 pagesThe Generation of Postmemeory - Marianne Hirschmtustunn100% (2)
- Bushing QD SpecDocument11 pagesBushing QD Speceng_moh04No ratings yet
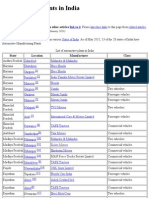
- List of Vehicle Plants in India - Wikipedia, The Free EncyclopediaDocument3 pagesList of Vehicle Plants in India - Wikipedia, The Free EncyclopediaAjay Marya50% (2)
- Final Written Exam Course: Intermediate One (I01) Book: World Link 3 / 3 Edition (Units 1Document3 pagesFinal Written Exam Course: Intermediate One (I01) Book: World Link 3 / 3 Edition (Units 1b100% (1)
- 16IdiomsAnimals (CAE&CPE)Document9 pages16IdiomsAnimals (CAE&CPE)Denise MartinsNo ratings yet
- AHD Cameras & DVR (2015) Joney Technology PDFDocument8 pagesAHD Cameras & DVR (2015) Joney Technology PDFNicolae SlapciuNo ratings yet