You might also like
- Colada Centrífuga Con Eje HorizontalDocument7 pagesColada Centrífuga Con Eje HorizontalAuvemar RodriguezNo ratings yet
- Fundición Centrífuga TerminadoDocument77 pagesFundición Centrífuga TerminadoMalasquez Leon XavierNo ratings yet
- Perfil de Proyecto de GradoDocument3 pagesPerfil de Proyecto de GradoWilzon Suyo EspirituNo ratings yet
- Especificaciones de pistones y bielas en manual de tallerDocument16 pagesEspecificaciones de pistones y bielas en manual de tallerAnGel AmayaNo ratings yet
- Sist Encendido HKZDocument10 pagesSist Encendido HKZhenryfabricio2401No ratings yet
- TRUCAJE DE MOTORES CabezoteDocument8 pagesTRUCAJE DE MOTORES CabezoteTefa DiegoNo ratings yet
- Fundicion Centrifuga TerminadoDocument77 pagesFundicion Centrifuga TerminadojoselynortizleyvaNo ratings yet
- Preparaçao g16b Artigo TopDocument161 pagesPreparaçao g16b Artigo TopDiego Fontenele MunizNo ratings yet
- Buggy AntecedenteDocument6 pagesBuggy AntecedenteJose MendezNo ratings yet
- Sellos de Gran Diametro - EsDocument116 pagesSellos de Gran Diametro - EsAlfonso VásquezNo ratings yet
- Bujias ChampionDocument113 pagesBujias ChampionJesus Cuevas100% (2)
- FRACODocument154 pagesFRACOSer AlBer100% (1)
- Clase 4. CulataDocument37 pagesClase 4. CulataJair Saavedra GuarderasNo ratings yet
- Máquina descascaradora de maní Colombia 80-100kg/hDocument2 pagesMáquina descascaradora de maní Colombia 80-100kg/hFernandez Alderete ZulemaNo ratings yet
- CUADRO ABP - Como Mejorar Los Acabados de Superficie Al Fresar y Al EsmerilarDocument14 pagesCUADRO ABP - Como Mejorar Los Acabados de Superficie Al Fresar y Al EsmerilarCarlos RiosNo ratings yet
- Descascaradora Manual de ManíDocument3 pagesDescascaradora Manual de ManíGenovith Venturo Minauro100% (1)
- Stock Minimo Volvo Tad1642geDocument2 pagesStock Minimo Volvo Tad1642geAbel muñoz100% (1)
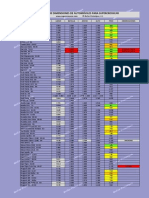
- Tabla de Dimensiones de Automoviles para SupercrosscarDocument2 pagesTabla de Dimensiones de Automoviles para SupercrosscarvlatodinyNo ratings yet
- Prensas industriales para trabajos de mecanizadoDocument4 pagesPrensas industriales para trabajos de mecanizadofabian castroNo ratings yet
- Clasificación de los motores alternativos según el ciclo y aplicacionesDocument17 pagesClasificación de los motores alternativos según el ciclo y aplicacionesnestor159357No ratings yet
- 02 Guía Prácticas de Lab de Motores 1ra Práctica de Laboratorio de MdCIDocument8 pages02 Guía Prácticas de Lab de Motores 1ra Práctica de Laboratorio de MdCIWalter IzaNo ratings yet
- Jaulas Antivuelco, EntendiendolasDocument5 pagesJaulas Antivuelco, EntendiendolasAle AriasNo ratings yet
- Cat Juntas SaboDocument59 pagesCat Juntas SaboAmelia Silvia LedesmaNo ratings yet
- Informe 9 BalancinesDocument10 pagesInforme 9 BalancinesChristian Kevin MonterrosoNo ratings yet
- Planteamiento Del ProblemaDocument7 pagesPlanteamiento Del ProblemarogeNo ratings yet
- Citas BibliograficasDocument2 pagesCitas BibliograficasfernandoNo ratings yet
- Motor Toyota E4Document19 pagesMotor Toyota E4Boris MamaniNo ratings yet
- Despiece de La Culata Nissan Sentra MotorDocument15 pagesDespiece de La Culata Nissan Sentra MotorMarcoAlexanderProañoCampos0% (2)
- Manual de Reparacion de Cortadora k3000 PDFDocument34 pagesManual de Reparacion de Cortadora k3000 PDFEdwin Rivas RomeroNo ratings yet
- CondicionesVentaDAYCODocument68 pagesCondicionesVentaDAYCONahum CastañedaNo ratings yet
- Proyecto Maquina Aplanadora de Masa. RevisadaDocument13 pagesProyecto Maquina Aplanadora de Masa. RevisadaMARIANA ALVARADONo ratings yet
- Diagnóstico y Reparación de Motores - LIBROS NÁUTICOS - Mantenimiento y Reparacion de MotoresDocument6 pagesDiagnóstico y Reparación de Motores - LIBROS NÁUTICOS - Mantenimiento y Reparacion de MotoresJose Sagastegui Guevara0% (2)
- Atv's Cuatrimotos PDFDocument12 pagesAtv's Cuatrimotos PDFJonathan AguirreNo ratings yet
- Termodinámica II PDFDocument21 pagesTermodinámica II PDFCecii OronaNo ratings yet
- Anodos Magnesio Propulsora S.A.Document2 pagesAnodos Magnesio Propulsora S.A.Luz Alexandra ManriqueNo ratings yet
- NTC2643Document16 pagesNTC2643jeigocNo ratings yet
- Anillos de PistonDocument4 pagesAnillos de PistonMarianitaLeyte100% (1)
- Guía # 2 Motores Basicos - 0814Document8 pagesGuía # 2 Motores Basicos - 0814dgarciaislerNo ratings yet
- Asociaciones Internacionales para El Proceso de TroqueladoDocument3 pagesAsociaciones Internacionales para El Proceso de TroqueladoalexNo ratings yet
- PDF S.C.V.Document2 pagesPDF S.C.V.Marcos PomaNo ratings yet
- Medidas de MotorDocument5 pagesMedidas de MotordavidNo ratings yet
- Informe Culata 2014 Taller Nº3Document11 pagesInforme Culata 2014 Taller Nº3Alexander Soto Barreda100% (1)
- Tesis Salazar Quispe, AyendruDocument81 pagesTesis Salazar Quispe, AyendruPercy Farfan EncisoNo ratings yet
- Proyecto ParariDocument16 pagesProyecto ParariJorge Alberto0% (1)
- CulataDocument17 pagesCulataEdgar Adan LucasNo ratings yet
- Culata Del MotorDocument14 pagesCulata Del MotorMelMelNo ratings yet
- Selección de Material de Partida para El Pistón ForjaDocument2 pagesSelección de Material de Partida para El Pistón ForjaFernando Jimenez GandarillasNo ratings yet
- Guia de Culata 003Document17 pagesGuia de Culata 003Yeison AlzateNo ratings yet
- Ryamd 2018Document98 pagesRyamd 2018AdrianValdezNo ratings yet
- Características de La Inyección DirectaDocument2 pagesCaracterísticas de La Inyección DirectaBeto RojasNo ratings yet
- Mantenimiento bomba inyectora Stanadyne DB2435Document46 pagesMantenimiento bomba inyectora Stanadyne DB2435AlainNo ratings yet
- Evaluacion TransmisionDocument3 pagesEvaluacion TransmisionP. Saulo TarquiNo ratings yet
- DmaxDocument2 pagesDmaxAbraham VegaNo ratings yet
- Rectificación de Motores de Combustión InternaDocument42 pagesRectificación de Motores de Combustión InternaJuan CArlos80% (10)
- NTC4983Document31 pagesNTC4983camargohernandoNo ratings yet
- 19 NTC1501 Numero VIN Mundial PDFDocument9 pages19 NTC1501 Numero VIN Mundial PDFhernandoNo ratings yet
- Norma Tecnica Colombiana 5385Document28 pagesNorma Tecnica Colombiana 5385Carlos CalderonNo ratings yet
- 6 NTC1275 Llantas Neumaticas Tipo IDocument42 pages6 NTC1275 Llantas Neumaticas Tipo IHernando Camargo100% (1)
- NTC1392-FRENOS-GRISDocument13 pagesNTC1392-FRENOS-GRISjeffkeroNo ratings yet
- Igualación y preparación de superficies. TMVL0509From EverandIgualación y preparación de superficies. TMVL0509Rating: 3.5 out of 5 stars3.5/5 (3)
- COMPONENTESnFRENO 235ee941c412684 PDFDocument4 pagesCOMPONENTESnFRENO 235ee941c412684 PDFFelipe CastilloNo ratings yet
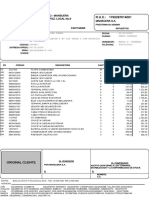
- Contrato de Alquiler de Vehiculo Ddoña Ines Escuela de Cocina, S.R.LDocument2 pagesContrato de Alquiler de Vehiculo Ddoña Ines Escuela de Cocina, S.R.LMaribel AlmonteNo ratings yet
- Revisión técnica peruana certificado inspección vehicularDocument1 pageRevisión técnica peruana certificado inspección vehicularAbril RiveraNo ratings yet
- Volante de InercialDocument5 pagesVolante de InercialSaul GonzalezNo ratings yet
- HONDA CIVIC .TPDocument9 pagesHONDA CIVIC .TPandroidappclashNo ratings yet
- Hse-F-40 Inspeccion de Mezcladora (V0)Document1 pageHse-F-40 Inspeccion de Mezcladora (V0)Diana ParamoNo ratings yet
- Destilación Multicomponente TRABAJODocument8 pagesDestilación Multicomponente TRABAJOBriyadis AlvaradoNo ratings yet
- Sistema Hidraulico WB146Document9 pagesSistema Hidraulico WB146Brook Mercado100% (1)
- Pr-Gi-18 V1 Procedimiento Seguro Durante Desplazamiento TerrestreDocument6 pagesPr-Gi-18 V1 Procedimiento Seguro Durante Desplazamiento TerrestreJhan Carlos Barbosa Cepeda100% (1)
- Declaracion VahiculosDocument1 pageDeclaracion Vahiculosdinny blancoNo ratings yet
- FRM-GDR-SDJ-9014-02 (9) Plan de ViajeDocument1 pageFRM-GDR-SDJ-9014-02 (9) Plan de ViajeJuan BorgesNo ratings yet
- Checklist, Pala Hidráulica CAT 6060 FSDocument1 pageChecklist, Pala Hidráulica CAT 6060 FShectorNo ratings yet
- Ella Goode - Their Fierce LoveDocument109 pagesElla Goode - Their Fierce LoveJesús RamirezNo ratings yet
- D6M HistogramaDocument2 pagesD6M HistogramajimiNo ratings yet
- VALVULASDocument31 pagesVALVULASanon_24405929No ratings yet
- Manual de Funcionamiento Transporte AéreoDocument30 pagesManual de Funcionamiento Transporte AéreoHernan FulesNo ratings yet
- Análisis vibraciones rodamiento desfibradoraDocument4 pagesAnálisis vibraciones rodamiento desfibradoraKevin Fernando Ramos RivasNo ratings yet
- Manual de uso bombas domiciliarias HBODocument9 pagesManual de uso bombas domiciliarias HBOAngie MoralesNo ratings yet
- Mantenimiento de Equipos de Refrigeracion y Aire AcondicionadoDocument10 pagesMantenimiento de Equipos de Refrigeracion y Aire AcondicionadoMatteo Gonzalez Bolaños100% (1)
- Plazola Volumen 2, Central de Auto Buses, Agencia de Autos, Banco, Bodega, Biblioteca BomberosDocument635 pagesPlazola Volumen 2, Central de Auto Buses, Agencia de Autos, Banco, Bodega, Biblioteca Bomberosisumaeru93% (75)
- Codigos de Averia PDFDocument210 pagesCodigos de Averia PDFdani1laley100% (2)
- Instalacion de InyectorDocument3 pagesInstalacion de InyectorManuel CanazaNo ratings yet
- Trabajo de CogeneraciónDocument7 pagesTrabajo de CogeneraciónPantufl0No ratings yet
- Trabajo FinalDocument7 pagesTrabajo FinalJhordy GarciaNo ratings yet
- Manual Trituradora Giratoria TC-60Document32 pagesManual Trituradora Giratoria TC-60Laureano Pastor100% (1)
- ssp323 Es1Document25 pagesssp323 Es1Helden EvertonNo ratings yet
- Ford Escape Ficha Tecnica Los CochesDocument21 pagesFord Escape Ficha Tecnica Los CochesFelipe RegaladoNo ratings yet
- PTS Procedimiento Manejo de MalacateDocument6 pagesPTS Procedimiento Manejo de Malacatesebastian florez50% (2)
- FT 39 SST Inspección Pre Operacional Guadaña.Document1 pageFT 39 SST Inspección Pre Operacional Guadaña.yuri cardenasNo ratings yet
- Decodificando ToyotaDocument15 pagesDecodificando ToyotaDiana TrianaNo ratings yet