You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Build Your Own Solar Water HeaterDocument3 pagesBuild Your Own Solar Water HeaterRossen Ivanov100% (1)
- EMJ42003 2122S1 - Assignment 1 (Q)Document3 pagesEMJ42003 2122S1 - Assignment 1 (Q)Ishak HashimNo ratings yet
- GM Part List - D79 D69 Autres - D3908 DR PDFDocument14 pagesGM Part List - D79 D69 Autres - D3908 DR PDFAbderrahmane AbdoNo ratings yet
- WIND ENERGY: HARNESSING THE POWER OF NATUREDocument47 pagesWIND ENERGY: HARNESSING THE POWER OF NATUREHimanshu KhannaNo ratings yet
- QC Engr CV PDFDocument5 pagesQC Engr CV PDFMuthazhagan SaravananNo ratings yet
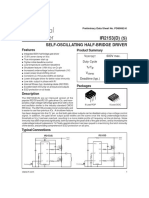
- Self-Oscillating Half-Bridge Driver Preliminary Data SheetDocument9 pagesSelf-Oscillating Half-Bridge Driver Preliminary Data Sheetamijoski6051No ratings yet
- Nano Based CoatingsDocument22 pagesNano Based CoatingspincoNo ratings yet
- 4 SolidControlDocument27 pages4 SolidControlJorge VidaurreNo ratings yet
- Dismantling of BoilerDocument2 pagesDismantling of BoilerElie ShNo ratings yet
- Flammable & Combustable LiquidsDocument3 pagesFlammable & Combustable LiquidssizweNo ratings yet
- Thermal Energy Storage in Office BuildingsDocument42 pagesThermal Energy Storage in Office BuildingsnorshadiaNo ratings yet
- Zehnder - CSY - ComfoValve Luna - TES - SI - enDocument2 pagesZehnder - CSY - ComfoValve Luna - TES - SI - enDanielCNo ratings yet
- EM Field DetectorDocument3 pagesEM Field DetectorAnonymous zUO8ZEmNo ratings yet
- Optimization of Piping Layout With Respect To Pressure and Temperature Using Caeser-IiDocument6 pagesOptimization of Piping Layout With Respect To Pressure and Temperature Using Caeser-IichabibNo ratings yet
- Robot Dynamics & Inverse KinematicsDocument88 pagesRobot Dynamics & Inverse KinematicsasprillaNo ratings yet
- Fast Moving Filter and VbeltDocument72 pagesFast Moving Filter and Vbeltgreicel marianjas sihombingNo ratings yet
- 05Document17 pages05Andreas StathatosNo ratings yet
- Engineering Mechanics SyllabusDocument2 pagesEngineering Mechanics SyllabusShaukat Ali KhanNo ratings yet
- Escudero, Tosh Harold Francis S.-CWTS101-BM7-PP01Document4 pagesEscudero, Tosh Harold Francis S.-CWTS101-BM7-PP01Tosh EscuderoNo ratings yet
- Gas Heat Pump Technical SpecsDocument139 pagesGas Heat Pump Technical SpecsalexandreNo ratings yet
- Head Loss Lab ReportDocument15 pagesHead Loss Lab ReportMajak MarialNo ratings yet
- 6 ThermodynamicsDocument48 pages6 Thermodynamicsrajlakshmiyadav91No ratings yet
- 2009 PI Piezo Actuators Components Nano Positioning CatalogDocument48 pages2009 PI Piezo Actuators Components Nano Positioning CatalogburakbalciNo ratings yet
- Cursor Tier 3 Series: C13 TurbocompoundDocument6 pagesCursor Tier 3 Series: C13 Turbocompoundali ahmedNo ratings yet
- Wood Design Manual 2010Document9 pagesWood Design Manual 2010Simona Ionut0% (1)
- Installation Instructions: MFP RangeDocument12 pagesInstallation Instructions: MFP RangeSoheil GhasemiNo ratings yet
- TANTRANSCO Cost Data 2020-2021Document27 pagesTANTRANSCO Cost Data 2020-2021Lingaraj Suresh LingaianNo ratings yet
- AuraDocument12 pagesAuraArie PrabowoNo ratings yet
- Data SheetDocument5 pagesData SheetLucas QuarchioniNo ratings yet