You might also like
- Project Report On Solid BricksDocument3 pagesProject Report On Solid BricksVidhyadhar SudaNo ratings yet
- Module 5 - Special Concretes and Concreting Techniques PDFDocument26 pagesModule 5 - Special Concretes and Concreting Techniques PDFabinash choudharyNo ratings yet
- Topic 6 - Concrete With Particular Properties PDFDocument79 pagesTopic 6 - Concrete With Particular Properties PDFWayne ChongNo ratings yet
- Project ReportDocument53 pagesProject ReportEditing WorldNo ratings yet
- Concrete Technology Assignment 1Document18 pagesConcrete Technology Assignment 1Boiki RabewuNo ratings yet
- Self Compacting Concrete - An Indian ScenarioDocument9 pagesSelf Compacting Concrete - An Indian ScenariorajamaneeckemNo ratings yet
- Project Profile for Lightweight CLC and Sand Lime BricksDocument11 pagesProject Profile for Lightweight CLC and Sand Lime BricksJohn StewartNo ratings yet
- Grades of Concrete and Their UsesDocument4 pagesGrades of Concrete and Their UsesRandyNo ratings yet
- Chapter 1 Fundamentals Concrete TechnologyDocument50 pagesChapter 1 Fundamentals Concrete Technologyaman sudiNo ratings yet
- LIGHT WEIGHT CONCRETE MIXDocument14 pagesLIGHT WEIGHT CONCRETE MIXkaran9027100% (1)
- CONCRETE REPAIR MATERIALS AND TECHNIQUESDocument72 pagesCONCRETE REPAIR MATERIALS AND TECHNIQUESNiranjan Shuttler CrazeNo ratings yet
- Tech Zone Engineering and Business College: Semester Project Paper For The Course Concrete TechnologyDocument25 pagesTech Zone Engineering and Business College: Semester Project Paper For The Course Concrete Technologydawud abateNo ratings yet
- Introduction To RCDDocument41 pagesIntroduction To RCDChristian James Ingco100% (1)
- Conc - Tech Lec-3 (Copy)Document35 pagesConc - Tech Lec-3 (Copy)kassawNo ratings yet
- Capslon ProjectDocument8 pagesCapslon ProjectAnkush LilhareNo ratings yet
- Profile of Sri Sai Kanth Flyash BricksDocument16 pagesProfile of Sri Sai Kanth Flyash BricksRAJANo ratings yet
- Unit 4 Repair & Retro. TechniquesDocument16 pagesUnit 4 Repair & Retro. TechniquesAnkita Baban Gavade100% (1)
- RHPC & RMCDocument2 pagesRHPC & RMC3deepNo ratings yet
- Concrete WorksDocument82 pagesConcrete WorksarnoldalejadoNo ratings yet
- CONCRETEDocument14 pagesCONCRETEabubakar mukhtarNo ratings yet
- Self Compacting ConcreteDocument18 pagesSelf Compacting ConcreteKannan KandappanNo ratings yet
- Admixtures: Classification of ConcreteDocument13 pagesAdmixtures: Classification of ConcreteDrGanesh Kame100% (1)
- Common Admixtures in ConcrerteDocument15 pagesCommon Admixtures in ConcrerteDEDAN KIMATHINo ratings yet
- LEC01 - Reinforced Concrete Design Introduction V02Document51 pagesLEC01 - Reinforced Concrete Design Introduction V02Migs David100% (1)
- B-2. Experimental Investigation of Self Compaction ConcreteDocument51 pagesB-2. Experimental Investigation of Self Compaction Concretekitswcivilhod2No ratings yet
- ConcreteDocument64 pagesConcreteAvis pittNo ratings yet
- Mix Design Hints For Fly-Ash Concrete PDFDocument4 pagesMix Design Hints For Fly-Ash Concrete PDFKristine HarveyNo ratings yet
- CONSTRUCTION ADMIXTURESDocument16 pagesCONSTRUCTION ADMIXTURESNikita ThosarNo ratings yet
- Group3 CE4101 SummaryDocument10 pagesGroup3 CE4101 SummaryJin KookNo ratings yet
- Addis Ababa University: Faculty of Technology (South)Document51 pagesAddis Ababa University: Faculty of Technology (South)bereketNo ratings yet
- Purvi Enterprises: Detailed Project ReportDocument19 pagesPurvi Enterprises: Detailed Project Report8897477809No ratings yet
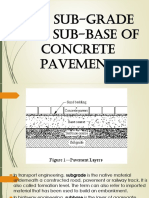
- Subgrade, Subbase and Concrete Pavement MaterialsDocument16 pagesSubgrade, Subbase and Concrete Pavement MaterialsPatrick TaylorNo ratings yet
- BtechhDocument7 pagesBtechhcorbitecoNo ratings yet
- Concrete Q W MopDocument3 pagesConcrete Q W Mopspacesponge92No ratings yet
- AdmixtureDocument6 pagesAdmixtureDunvillNo ratings yet
- 21 AdmixtureDocument21 pages21 AdmixtureKrutaganasinh KathiyaNo ratings yet
- Final BodyDocument63 pagesFinal BodyAbubakar MusaNo ratings yet
- MODULE 3 - CmatsDocument9 pagesMODULE 3 - CmatsreesespufffNo ratings yet
- Special Concrete TypesDocument43 pagesSpecial Concrete TypesrakeshNo ratings yet
- FWDSFDDocument8 pagesFWDSFDDamien Miguel MahumotNo ratings yet
- Group 2 - Quality ControlDocument94 pagesGroup 2 - Quality ControlZairah Ann Borja100% (1)
- Concrete AdmixturesDocument7 pagesConcrete AdmixturesGage Floyd BitayoNo ratings yet
- Reinforced Concrete Design :introductionDocument52 pagesReinforced Concrete Design :introductionRandy PolicarpioNo ratings yet
- Cec 313 Lect NoteDocument10 pagesCec 313 Lect NoteSamson Mide FolorunshoNo ratings yet
- Analysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniDocument5 pagesAnalysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniveereshNo ratings yet
- Types of Concrete - WikipediaDocument11 pagesTypes of Concrete - WikipediaAndi SilalahiNo ratings yet
- Question & Answer - 2 MarksDocument9 pagesQuestion & Answer - 2 MarksIswaryaNo ratings yet
- Concrete: Basic Ingredients of ConcreteDocument11 pagesConcrete: Basic Ingredients of Concretecass0608No ratings yet
- IntroductionDocument38 pagesIntroductionInba NilaNo ratings yet
- Unit 8 Special ConcretesDocument4 pagesUnit 8 Special ConcretesHemanth SaiNo ratings yet
- Concrete AssignmentDocument24 pagesConcrete AssignmentPushpesh RanjanNo ratings yet
- Hollow and Cement Concrete BricksDocument16 pagesHollow and Cement Concrete BricksShowkatul IslamNo ratings yet
- Concrete Admixtures: Set-RetardingDocument4 pagesConcrete Admixtures: Set-RetardingJaime SobredoNo ratings yet
- GRC ManufacturerDocument8 pagesGRC ManufacturerIqbal F AwaluddinNo ratings yet
- Technical DetailsDocument33 pagesTechnical DetailsT NAVEEN KUMARNo ratings yet
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- DURA Brochure 4th EditionDocument54 pagesDURA Brochure 4th EditionBatu GajahNo ratings yet
- Slab DesignDocument20 pagesSlab DesignAnkush JainNo ratings yet
- Calculation Sample: Using Program of HK Wind Load Cal' Based On Code of Practice On Wind Effects in Hong Kong 2019'Document34 pagesCalculation Sample: Using Program of HK Wind Load Cal' Based On Code of Practice On Wind Effects in Hong Kong 2019'Ankush JainNo ratings yet
- Prof. Yen Lei VooDocument128 pagesProf. Yen Lei VooLucasPessoaNo ratings yet
- Concrete Beam DesignDocument24 pagesConcrete Beam DesignAnkush JainNo ratings yet
- Lab Tables PDFDocument2 pagesLab Tables PDFAnkush JainNo ratings yet
- Developement LengthsDocument3 pagesDevelopement LengthsAnkush JainNo ratings yet
- DifferentialEquations 02 Strain Disp Eqns 2Document8 pagesDifferentialEquations 02 Strain Disp Eqns 2lipun12ka4No ratings yet
- Bolt Pocket Formers Plates v.5Document4 pagesBolt Pocket Formers Plates v.5Ankush JainNo ratings yet
- OpenSEES Time StepDocument54 pagesOpenSEES Time StepAnkush JainNo ratings yet
- Step Slab DesignDocument6 pagesStep Slab DesignAnkush JainNo ratings yet
- DifferentialEquations 02 Strain Disp Eqns 2Document8 pagesDifferentialEquations 02 Strain Disp Eqns 2lipun12ka4No ratings yet
- Output File S3 R5 Z3Document72 pagesOutput File S3 R5 Z3Ankush JainNo ratings yet
- Guidelines PDFDocument1 pageGuidelines PDFAnkush JainNo ratings yet
- Lec02 Plotting PDFDocument77 pagesLec02 Plotting PDFAnkush JainNo ratings yet
- Ground Acceleration and Response Spectrum PlotsDocument3 pagesGround Acceleration and Response Spectrum PlotsAnkush JainNo ratings yet
- Lec05 - File Management PDFDocument33 pagesLec05 - File Management PDFAnkush JainNo ratings yet
- Ground Acceleration and Response Spectrum PlotsDocument3 pagesGround Acceleration and Response Spectrum PlotsAnkush JainNo ratings yet
- Project 1Document3 pagesProject 1Ankush JainNo ratings yet
- Beam-Column Connection Design and PerformanceDocument42 pagesBeam-Column Connection Design and Performanceoschvalz007No ratings yet
- Output File S3 R5 Z4Document72 pagesOutput File S3 R5 Z4Ankush JainNo ratings yet
- Gri 2017 20648Document192 pagesGri 2017 20648Ankush JainNo ratings yet
- Is 875 2 1987 PDFDocument22 pagesIs 875 2 1987 PDFMD MoonNo ratings yet
- The Independent: A Case Study On Delivering The Architect's Vision With An Economical Concrete High-RiseDocument11 pagesThe Independent: A Case Study On Delivering The Architect's Vision With An Economical Concrete High-RiseAnkush JainNo ratings yet
- The Independent: A Case Study On Delivering The Architect's Vision With An Economical Concrete High-RiseDocument11 pagesThe Independent: A Case Study On Delivering The Architect's Vision With An Economical Concrete High-RiseAnkush JainNo ratings yet
- Is 875 2 1987 PDFDocument22 pagesIs 875 2 1987 PDFMD MoonNo ratings yet
- File Names and Functions Text File ListDocument2 pagesFile Names and Functions Text File ListAnkush Jain100% (1)
- Is 875-1-1987Document44 pagesIs 875-1-1987Anshal VyasNo ratings yet
- MEng - Huang - Utoronto - Fibre Section Modeling of RC Columns Subjected To Cyclic Loading - 2012Document75 pagesMEng - Huang - Utoronto - Fibre Section Modeling of RC Columns Subjected To Cyclic Loading - 2012Ankush JainNo ratings yet
- Assignment 6 For SubmissionDocument12 pagesAssignment 6 For SubmissionAnkush JainNo ratings yet
- MOD UK Railway Permanent Way Design and Maintenance - Issue 4Document189 pagesMOD UK Railway Permanent Way Design and Maintenance - Issue 4plaxisNo ratings yet
- Correlated Subqueries With AliasesDocument5 pagesCorrelated Subqueries With AliasesPretty BellaNo ratings yet
- Ariston Ecosf109 19509154400 - GB CZ SK GRDocument60 pagesAriston Ecosf109 19509154400 - GB CZ SK GRionNo ratings yet
- Onion Model of CommunicationDocument4 pagesOnion Model of CommunicationpjspickNo ratings yet
- Teamwork and Team BuildingDocument25 pagesTeamwork and Team Buildingalizman100% (2)
- Informatica Bhaskar20161012Document90 pagesInformatica Bhaskar20161012Bhaskar ReddyNo ratings yet
- Thesis Paper Final Report PDFDocument3 pagesThesis Paper Final Report PDFFiraol NegasiNo ratings yet
- PSC&O Lab4Document3 pagesPSC&O Lab4Hafeez AliNo ratings yet
- ADANI POWER LIMITED: POWERING INDIA'S GROWTH WITH A 2030 OUTLOOKDocument26 pagesADANI POWER LIMITED: POWERING INDIA'S GROWTH WITH A 2030 OUTLOOKAnonymous V4jDKjUR6No ratings yet
- Material Didáctico Unidades 7 A 9Document122 pagesMaterial Didáctico Unidades 7 A 9Romina Soledad KondratiukNo ratings yet
- Air Compressor Trouble Shooting Guide - 4Document6 pagesAir Compressor Trouble Shooting Guide - 4Ashwin NarayanNo ratings yet
- Introduction To Business ResearchDocument39 pagesIntroduction To Business Researchpopat vishalNo ratings yet
- Building The Tatmadaw - Myanmar Armed Forces Since 1948 - Institute of Southeast Asian Studies (2009)Document269 pagesBuilding The Tatmadaw - Myanmar Armed Forces Since 1948 - Institute of Southeast Asian Studies (2009)Islam Islam100% (3)
- Roman LondonDocument10 pagesRoman LondonMathieu RBNo ratings yet
- Global Yogurt Drink MarketDocument13 pagesGlobal Yogurt Drink MarketjennifermeichangNo ratings yet
- Memory Memory Organization OrganizationDocument43 pagesMemory Memory Organization OrganizationAnonymous AFFiZnNo ratings yet
- Accc/Tw Helsinki (160) : Data SheetDocument1 pageAccc/Tw Helsinki (160) : Data SheetkmiqdNo ratings yet
- Standoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatDocument3 pagesStandoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatMee MeeNo ratings yet
- Action Paper g2 Final OutputDocument67 pagesAction Paper g2 Final Outputjay diazNo ratings yet
- EGRA Phil IRi ResultsDocument9 pagesEGRA Phil IRi Resultsjuvelyn abuganNo ratings yet
- Poetry Potion 09 Infinite WondersDocument86 pagesPoetry Potion 09 Infinite WondersBlack-Letter-MediaNo ratings yet
- A Right Unexercised Is A Right Lost?: Abolishing Antidumping in Regional Trade AgreementsDocument38 pagesA Right Unexercised Is A Right Lost?: Abolishing Antidumping in Regional Trade AgreementshappyjourneygatewayNo ratings yet
- The Philippine Tourism Master Plan 1991-2010Document7 pagesThe Philippine Tourism Master Plan 1991-2010Zcephra MalsiNo ratings yet
- E-Viva Werkplaatshandboek PDFDocument76 pagesE-Viva Werkplaatshandboek PDFAntónio PedrosaNo ratings yet
- Propp MorphologyDocument10 pagesPropp MorphologyFilippo CostanzoNo ratings yet
- Antipsychotic DrugsDocument2 pagesAntipsychotic DrugsDana Mae AfanNo ratings yet
- MFR Charts OnlyDocument86 pagesMFR Charts OnlyVicky Lioumpa100% (3)
- Context CluesDocument4 pagesContext CluesSherelyn BaidoNo ratings yet
- Alpha Arbutin As A Skin Lightening Agent: A Review: April 2021Document11 pagesAlpha Arbutin As A Skin Lightening Agent: A Review: April 2021Atika HapsatiNo ratings yet
- Janitza Datenblatt UMG 512 enDocument4 pagesJanitza Datenblatt UMG 512 enSekarNo ratings yet