You might also like
- 2008 TP 08 DestilacionDocument12 pages2008 TP 08 DestilacionInge QuimNo ratings yet
- BibliografiaDocument1 pageBibliografiaDes77ruc77orNo ratings yet
- Examen de FisicaDocument2 pagesExamen de FisicaDes77ruc77orNo ratings yet
- Inicio 21341Document1 pageInicio 21341Des77ruc77orNo ratings yet
- Taller Analisis de VarianzaDocument3 pagesTaller Analisis de VarianzaDes77ruc77orNo ratings yet
- DegradacionDocument6 pagesDegradacionDes77ruc77orNo ratings yet
- Compuertas LogicasDocument7 pagesCompuertas LogicasDes77ruc77orNo ratings yet
- Fuentes de Energía Eléctrica Renovables PDFDocument2 pagesFuentes de Energía Eléctrica Renovables PDFDes77ruc77orNo ratings yet
- Obtencion de AluminioDocument3 pagesObtencion de AluminioDes77ruc77orNo ratings yet
- 2 Ejercicios Ley de Ohm PDFDocument3 pages2 Ejercicios Ley de Ohm PDFLuis Carlos ZuñigaNo ratings yet
- Electrostatic ADocument8 pagesElectrostatic ADes77ruc77orNo ratings yet
- Confiabilidad SoldadurasDocument4 pagesConfiabilidad Soldadurasjoaquinsanabria1614100% (1)
- Control de Mantenimiento Preventivo 8Document1 pageControl de Mantenimiento Preventivo 8Des77ruc77orNo ratings yet
- Taller Resuelto PDFDocument19 pagesTaller Resuelto PDFDes77ruc77or80% (5)
- 2 PDFDocument1 page2 PDFDes77ruc77orNo ratings yet
- Unidad 1 EnergiaDocument29 pagesUnidad 1 EnergiaLuis QuinteroNo ratings yet
- Caracterización de Las Propiedades Mecánicas Del Aluminio 7075-T651 PDFDocument15 pagesCaracterización de Las Propiedades Mecánicas Del Aluminio 7075-T651 PDFCesar Fabian Bolívar GuerreroNo ratings yet
- Ley 134024072009Document12 pagesLey 134024072009Camilo RodriguezNo ratings yet
- Actividad Unidad 1 PDFDocument6 pagesActividad Unidad 1 PDFDes77ruc77orNo ratings yet
- C-871-02 Ley 715Document26 pagesC-871-02 Ley 715Des77ruc77orNo ratings yet
- Ejercicios VectoresDocument3 pagesEjercicios VectoresDes77ruc77orNo ratings yet
- 03 Poleas Con Correa PDFDocument2 pages03 Poleas Con Correa PDFkiller889No ratings yet
- Electrostatic ADocument8 pagesElectrostatic ADes77ruc77orNo ratings yet
- 2 Ejercicios Ley de Ohm PDFDocument3 pages2 Ejercicios Ley de Ohm PDFLuis Carlos ZuñigaNo ratings yet
- Esfuerzo Normal y Cortante (Modo de Compatibilidad)Document17 pagesEsfuerzo Normal y Cortante (Modo de Compatibilidad)Des77ruc77orNo ratings yet
- FuFI05 Guion8Document4 pagesFuFI05 Guion8Des77ruc77orNo ratings yet
- OpppppDocument16 pagesOpppppOje CristianNo ratings yet
- 06-12-2018 11-04solucionesejerciciostema1Document4 pages06-12-2018 11-04solucionesejerciciostema1anaNo ratings yet
- Capitulo 8.materiales No PlasticosDocument5 pagesCapitulo 8.materiales No PlasticosBlancaNo ratings yet
- Informe BencenoDocument6 pagesInforme BencenoMarcelo David GH50% (6)
- Demanda de OxígenoDocument4 pagesDemanda de OxígenoLu UrdialesNo ratings yet
- Marco TeóricoDocument6 pagesMarco TeóricoKaro MárquezNo ratings yet
- Formato Plan de TrabajoDocument6 pagesFormato Plan de TrabajoCristian RenéNo ratings yet
- Decreto Supremo #24782Document6 pagesDecreto Supremo #24782Helmer MayconNo ratings yet
- Astm E8Document2 pagesAstm E8Sebastian CopeteNo ratings yet
- Quimica Grado Noveno Arturo PizarroDocument10 pagesQuimica Grado Noveno Arturo PizarroEnery MLNo ratings yet
- AerogeneradorDocument28 pagesAerogeneradorNachoBonaNo ratings yet
- Varillas, Losas, Viguetas, Bovedillas, Etc.Document18 pagesVarillas, Losas, Viguetas, Bovedillas, Etc.Gabriel Noh LopezNo ratings yet
- Informe 3 (Estequiometria Obtención de Carbonato de Calcio: Química General (Universidad Surcolombiana)Document7 pagesInforme 3 (Estequiometria Obtención de Carbonato de Calcio: Química General (Universidad Surcolombiana)JUAN SEBASTIAN TORRES SILVANo ratings yet
- Varillas de Fibra PDFDocument12 pagesVarillas de Fibra PDFLuis Perez0% (1)
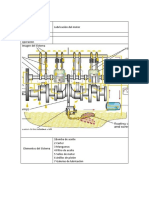
- Sistema de Lubricación Del MotorDocument8 pagesSistema de Lubricación Del MotorJorge Neyra MacedoNo ratings yet
- Curvas de TitulacionDocument10 pagesCurvas de TitulacionArturo Adrian Duran QuispeNo ratings yet
- Napko 3221Document2 pagesNapko 3221alexisNo ratings yet
- Predimensionamiento y Diseño de Zapatas, Columnas y VigasDocument41 pagesPredimensionamiento y Diseño de Zapatas, Columnas y VigasJaishion Portilla AmayaNo ratings yet
- El Carnaval de Los ElementosDocument2 pagesEl Carnaval de Los ElementosNicolasNo ratings yet
- Proyecto Capitulo 1Document7 pagesProyecto Capitulo 1hanamaria089No ratings yet
- S11MRMDocument26 pagesS11MRMMilan Alessandro Lavado JaraNo ratings yet
- PDF 20221111 145852 0000Document26 pagesPDF 20221111 145852 0000Maria Fernanda Duran MogollonNo ratings yet
- Informe Sobre Metalografía de Aceros 1045Document21 pagesInforme Sobre Metalografía de Aceros 1045José Antonio G'r0% (3)
- Plan de Manejo de RRSSDocument14 pagesPlan de Manejo de RRSSPer Human100% (2)
- 2022Document333 pages2022Dayana Maritza Rodriguez MurciaNo ratings yet
- Formulacion Mezcla Elaboracion Bloques Utilizando Material Reciclable PetDocument88 pagesFormulacion Mezcla Elaboracion Bloques Utilizando Material Reciclable PetOra Ajc50% (2)
- Proceso de Inoculacion y PostinoculacionDocument18 pagesProceso de Inoculacion y PostinoculacioncarlosvargassanchezNo ratings yet
- La Receta para Su Éxito EmpresarialDocument32 pagesLa Receta para Su Éxito EmpresarialforrestNo ratings yet
- Curso API 571 (Español)Document40 pagesCurso API 571 (Español)Chava Zamora95% (20)
- Ventilacion 04 - Flujo en Galerias PDFDocument28 pagesVentilacion 04 - Flujo en Galerias PDFFabian Alejandro TroncosoNo ratings yet