You might also like
- CMOS Process FlowDocument35 pagesCMOS Process Flowag21937570No ratings yet
- CCD Detectors LectureDocument69 pagesCCD Detectors Lecturebozadeda100% (1)
- MIM Cap ModelDocument4 pagesMIM Cap ModelDuc DucNo ratings yet
- CMOS Design RulesDocument21 pagesCMOS Design Rulesrakheep123No ratings yet
- Question PDFDocument12 pagesQuestion PDFjushwanth100% (1)
- VLSI DesignDocument11 pagesVLSI DesignKennyNo ratings yet
- A Dynamic Analysis of The Dickson Charge Pump CircuitDocument10 pagesA Dynamic Analysis of The Dickson Charge Pump CircuitSoumik SarkarNo ratings yet
- Modeling and Simulation of Operational Amplifier Using Verilog - AmsDocument5 pagesModeling and Simulation of Operational Amplifier Using Verilog - Amsangelo_lopez1993No ratings yet
- Dual Gate BucketDocument8 pagesDual Gate BucketVigneswaran VigneshNo ratings yet
- Design and Implementation of High Gain, High Bandwidth CMOS Folded Cascode Operational Transconductance AmplifierDocument5 pagesDesign and Implementation of High Gain, High Bandwidth CMOS Folded Cascode Operational Transconductance AmplifierChristian Montano GalvezNo ratings yet
- Performance Analysis of A Low-Power High-Speed Hybrid 1-Bit Full Adder Circuit Using Cmos Technologies Using CadanceDocument8 pagesPerformance Analysis of A Low-Power High-Speed Hybrid 1-Bit Full Adder Circuit Using Cmos Technologies Using CadanceAnonymous kw8Yrp0R5r100% (1)
- Cmos Two Stage OpamppublishedDocument5 pagesCmos Two Stage Opamppublisheddeepak pandeyNo ratings yet
- Design of 12-Bit DAC Using CMOS TechnologyDocument5 pagesDesign of 12-Bit DAC Using CMOS TechnologysanthoshNo ratings yet
- Nuclear Science & Engineering: Presentation On Carbon Nanotube Field Effect Transistor - Prashant Ranjan 2k14/NSE/21Document17 pagesNuclear Science & Engineering: Presentation On Carbon Nanotube Field Effect Transistor - Prashant Ranjan 2k14/NSE/21ranjan_prashant52No ratings yet
- Two-Stage Operational Amplifier Design Using Gm/Id MethodDocument7 pagesTwo-Stage Operational Amplifier Design Using Gm/Id Methodabhinav kumarNo ratings yet
- Design of Two-Stage Operational Amplifier: Shahin Shah (12116053), Abhinav Singhal (12116001)Document2 pagesDesign of Two-Stage Operational Amplifier: Shahin Shah (12116053), Abhinav Singhal (12116001)Shahin ShahNo ratings yet
- Yuan - 2010 - Lecture 11 CMOS Imaging SensorDocument44 pagesYuan - 2010 - Lecture 11 CMOS Imaging SensorAmaniDarwishNo ratings yet
- Voltage Scaling for Dynamic Power ReductionDocument94 pagesVoltage Scaling for Dynamic Power Reductionvbharathi072100% (1)
- VLSI I - V CharacteristicsDocument46 pagesVLSI I - V CharacteristicsMALATHI .LNo ratings yet
- Assembly Language and Computer Organization ExplainedDocument68 pagesAssembly Language and Computer Organization ExplainedNicolas AmezquitaNo ratings yet
- Mod1VLSI TECHNOLOGY1Document65 pagesMod1VLSI TECHNOLOGY1Jomon VargheseNo ratings yet
- Amplifier Project GradDocument5 pagesAmplifier Project Gradمحمد قاسم نفل سميرNo ratings yet
- Simulation, Analysis and Comparison of SET and CMOS Hybrid CircuitsDocument6 pagesSimulation, Analysis and Comparison of SET and CMOS Hybrid CircuitsColin ValentineNo ratings yet
- CCD Toshiba TCD1304d - DatasheetDocument15 pagesCCD Toshiba TCD1304d - DatasheetdiasyuriNo ratings yet
- Design, Fabrication and Testing of Analog IC AmplifiersDocument17 pagesDesign, Fabrication and Testing of Analog IC AmplifiersNurul Hanim HashimNo ratings yet
- VLSI DESIGN Bit PaperDocument2 pagesVLSI DESIGN Bit Papervenkiscribd444No ratings yet
- Toshiba TCD1304AP CCD Array PDFDocument15 pagesToshiba TCD1304AP CCD Array PDFLazScibdNo ratings yet
- Verilog HDL: A Guide To Digital Design DS TH I and SynthesisDocument62 pagesVerilog HDL: A Guide To Digital Design DS TH I and SynthesisSharan ChaitanyaNo ratings yet
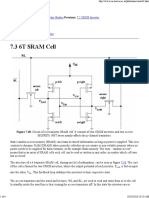
- 7.3 6T SRAM Cell: 7.4 Ring Oscillator 7. Case Studies 7.2 CMOS InverterDocument4 pages7.3 6T SRAM Cell: 7.4 Ring Oscillator 7. Case Studies 7.2 CMOS InverterGowtham SpNo ratings yet
- Semiconductor Devices-Module-1 PDFDocument60 pagesSemiconductor Devices-Module-1 PDFShivam KumarNo ratings yet
- Layout of CMOS Analog CircuitsDocument0 pagesLayout of CMOS Analog CircuitsarammartNo ratings yet
- Photoelectric Effect in CCD (Charge Coupled Devices)Document20 pagesPhotoelectric Effect in CCD (Charge Coupled Devices)MohsensorNo ratings yet
- CMOS Translinear CellsDocument4 pagesCMOS Translinear CellsSumitChoudharyNo ratings yet
- CMFB DesignDocument4 pagesCMFB Designaminkhan83No ratings yet
- Preventing Latch Up - NationalDocument2 pagesPreventing Latch Up - Nationalkvpk_vlsiNo ratings yet
- Understanding About CMOS Fabrication TechnologyDocument4 pagesUnderstanding About CMOS Fabrication TechnologyJayesh RaghuwanshiNo ratings yet
- L18 Matching LayoutDocument41 pagesL18 Matching LayouttejanossamNo ratings yet
- Application-Specific Integrated Circuits (ASICs)Document5 pagesApplication-Specific Integrated Circuits (ASICs)ijeteeditor100% (1)
- Ir DropDocument7 pagesIr DropAamir ShaikNo ratings yet
- Microelectronics For Students PDFDocument27 pagesMicroelectronics For Students PDFJONNA ACABONo ratings yet
- Modeling of A CMOS Active Pixel Image Sensor: Towards Sensor Integration With Microfluidic DevicesDocument63 pagesModeling of A CMOS Active Pixel Image Sensor: Towards Sensor Integration With Microfluidic DevicesMatVPNo ratings yet
- Kimoto SiC Overview PDFDocument28 pagesKimoto SiC Overview PDFAlberto CastellazziNo ratings yet
- Brunda V (1PE15EC039) Jigyasa N. Maheshwari (1PE15EC060) : Project Report Phase 1Document43 pagesBrunda V (1PE15EC039) Jigyasa N. Maheshwari (1PE15EC060) : Project Report Phase 1Nikhil NikiNo ratings yet
- CXD1265 - CCD Camera Timing GeneratorDocument24 pagesCXD1265 - CCD Camera Timing Generator40818248No ratings yet
- CMOS BasicsDocument41 pagesCMOS BasicsYeshoda MallikarjunaNo ratings yet
- Cmos Electronic PDFDocument356 pagesCmos Electronic PDFJustin WilliamsNo ratings yet
- Stick Diagram BasicsDocument26 pagesStick Diagram Basicssanju012100% (1)
- Fundamentals of Rapid Prototyping TechnologiesDocument65 pagesFundamentals of Rapid Prototyping TechnologiesNurhuda Hayati0% (1)
- Fabrication of MOSFETDocument48 pagesFabrication of MOSFETYogesh TiwariNo ratings yet
- Density of States and Fermi Energy ConceptsDocument25 pagesDensity of States and Fermi Energy ConceptssptbalaNo ratings yet
- Noise Tutorial: Low-Frequency CMOS Analog Design: Rafael J. Betancourt-ZamoraDocument30 pagesNoise Tutorial: Low-Frequency CMOS Analog Design: Rafael J. Betancourt-ZamoraPaul ShineNo ratings yet
- Unit 2 - CMOS Logic, Fabrication and LayoutDocument34 pagesUnit 2 - CMOS Logic, Fabrication and LayoutphillipNo ratings yet
- Lecture - Slides - 2.8 The Three-Terminal MOS Structure - Part 1Document6 pagesLecture - Slides - 2.8 The Three-Terminal MOS Structure - Part 1Cesar Santiago Bolaño SalazarNo ratings yet
- Super Source FollowerDocument27 pagesSuper Source Followerkhlsakfn100% (2)
- Cmos Analog Ic Design Course Plan NewDocument9 pagesCmos Analog Ic Design Course Plan Newjim2001No ratings yet
- CMOS Compatible Bulk Micromachining: John Ojur Dennis, Farooq Ahmad and M. Haris KhirDocument20 pagesCMOS Compatible Bulk Micromachining: John Ojur Dennis, Farooq Ahmad and M. Haris KhirAlexandra MunteanuNo ratings yet
- Introducere in Sisteme Micro-Electro-Mecanice (MEMS)Document27 pagesIntroducere in Sisteme Micro-Electro-Mecanice (MEMS)razvanjuvNo ratings yet
- Chapter IIIDocument43 pagesChapter IIIJerry boyNo ratings yet
- DEC50143 CHAPTER 2 - PART C - EditDocument49 pagesDEC50143 CHAPTER 2 - PART C - Edity meNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Bank Locker Security Using GSMDocument4 pagesBank Locker Security Using GSMxpeprisheyNo ratings yet
- TI CAN Bus TutorialDocument15 pagesTI CAN Bus TutorialMohamedHassanNo ratings yet
- Tutorial SimcouplerDocument10 pagesTutorial SimcouplerJosé Luis Camargo OlivaresNo ratings yet
- Usb ProtocolDocument27 pagesUsb Protocolxpeprishey100% (2)
- Robust Audio Steganography Using Direct-Sequence Spread Spectrum TechnologyDocument6 pagesRobust Audio Steganography Using Direct-Sequence Spread Spectrum TechnologyPrakhar ShuklaNo ratings yet
- Analyzing The Effect of Gain Time On Soft-Task Scheduling Policies in Real-Time SystemsDocument14 pagesAnalyzing The Effect of Gain Time On Soft-Task Scheduling Policies in Real-Time SystemsxpeprisheyNo ratings yet
- RTS Nptel MaterialDocument30 pagesRTS Nptel MaterialBavya MohanNo ratings yet
- Ethernet (Ieee 802Document22 pagesEthernet (Ieee 802xpeprishey100% (2)
- 27 MulticoreDocument67 pages27 MulticoreKush ChaudharyNo ratings yet
- Development of Smart Blind StickDocument7 pagesDevelopment of Smart Blind StickxpeprisheyNo ratings yet
- Embedded InternetDocument31 pagesEmbedded InternetxpeprisheyNo ratings yet
- Ultrasonic Car ParkingDocument7 pagesUltrasonic Car Parkingxpeprishey100% (3)
- Iris RecognitionDocument5 pagesIris RecognitionxpeprisheyNo ratings yet
- Spread Spectrum Audio Watermarking Scheme Based On Psychoacoustic ModelDocument5 pagesSpread Spectrum Audio Watermarking Scheme Based On Psychoacoustic ModelxpeprisheyNo ratings yet
- Trial PMR Pahang 2010 English (p1)Document9 pagesTrial PMR Pahang 2010 English (p1)abdfattah50% (2)
- F-1audio Watermarking in The FFT Domain Using Perceptual MaskingDocument5 pagesF-1audio Watermarking in The FFT Domain Using Perceptual MaskingxpeprisheyNo ratings yet
- DFF and register Verilog codeDocument39 pagesDFF and register Verilog codeAswinCvrnNo ratings yet
- Reversible Resampling of Integer SignalsDocument10 pagesReversible Resampling of Integer SignalsxpeprisheyNo ratings yet
- Real-Time CommunicationDocument21 pagesReal-Time Communicationxpeprishey100% (1)
- Reversible Resampling of Integer SignalsDocument10 pagesReversible Resampling of Integer SignalsxpeprisheyNo ratings yet
- Signature Identification MATLAB SynopsisDocument21 pagesSignature Identification MATLAB SynopsisAditya Mehar67% (3)
- Principles of Audio WatermarkingDocument3 pagesPrinciples of Audio WatermarkingxpeprisheyNo ratings yet
- Signature Identification MATLAB SynopsisDocument21 pagesSignature Identification MATLAB SynopsisAditya Mehar67% (3)
- F-1audio Watermarking in The FFT Domain Using Perceptual MaskingDocument5 pagesF-1audio Watermarking in The FFT Domain Using Perceptual MaskingxpeprisheyNo ratings yet
- Real-Time CommunicationDocument21 pagesReal-Time Communicationxpeprishey100% (1)
- 89s51 DatasheetDocument27 pages89s51 DatasheetazizboysNo ratings yet
- CAN ProtocolDocument9 pagesCAN ProtocolMalu Mohan100% (1)
- Brand HaloDocument3 pagesBrand HaloxpeprisheyNo ratings yet
- Need and Benefits of TrainingDocument22 pagesNeed and Benefits of TrainingxpeprisheyNo ratings yet
- Lifecycle of An Entrepreneurial VentureDocument20 pagesLifecycle of An Entrepreneurial Venturexpeprishey100% (3)
- EC302Document27 pagesEC302api-3853441No ratings yet
- Stick DiagramDocument24 pagesStick DiagramHasan SadatNo ratings yet
- Module 4 Exam 19 Electronic Fundamentals AnswersDocument3 pagesModule 4 Exam 19 Electronic Fundamentals AnswersHshsjNo ratings yet
- III B.Tech Power Electronics Lecture NotesDocument197 pagesIII B.Tech Power Electronics Lecture NotesArunkuma81No ratings yet
- 4.1 INTRODUCTION TO ELECTRONICS SyllabusDocument22 pages4.1 INTRODUCTION TO ELECTRONICS SyllabusTynoh MusukuNo ratings yet
- 半导体物理与器件第四版课后习题答案5Document13 pages半导体物理与器件第四版课后习题答案5DavidNo ratings yet
- SILICA NXP Discretes Selection GuideDocument86 pagesSILICA NXP Discretes Selection Guidebuggy buggerNo ratings yet
- Sources of Local Variation and Device Mismatch ModelingDocument4 pagesSources of Local Variation and Device Mismatch ModelingnadeemjuttNo ratings yet
- LED in PhysicsDocument10 pagesLED in PhysicsArian SalemNo ratings yet
- VLSI Circuit Design Processes: Stick Diagrams and ScalingDocument21 pagesVLSI Circuit Design Processes: Stick Diagrams and Scaling121910401008 PRATIK ADHIKARYNo ratings yet
- BC337-16/25/40 BC338-16/25/40 NPN Transistor Preliminary Small Signal DiodeDocument3 pagesBC337-16/25/40 BC338-16/25/40 NPN Transistor Preliminary Small Signal DiodeRajesh PrabhuNo ratings yet
- Talukdar2019 Article ANovelExtendedSourceTFETWithΔpDocument9 pagesTalukdar2019 Article ANovelExtendedSourceTFETWithΔpkavicharan MummaneniNo ratings yet
- Semiconductor Devices Physics PN Junction Diode CharacteristicsDocument17 pagesSemiconductor Devices Physics PN Junction Diode Characteristicsg_groupNo ratings yet
- Four Types: GAS Laser Semiconductor Laser Doped Insulator Dye Laser in Semiconductor Laser, The Action Is The Result of Three Key ProcessesDocument13 pagesFour Types: GAS Laser Semiconductor Laser Doped Insulator Dye Laser in Semiconductor Laser, The Action Is The Result of Three Key ProcessesMd Jahirul IslamNo ratings yet
- Semiconductor PhysicsDocument37 pagesSemiconductor Physicsgirishkumardarisi254No ratings yet
- Study Guide Solid State Electronics Teacher EditableDocument8 pagesStudy Guide Solid State Electronics Teacher EditablethamerNo ratings yet
- Fet Canal N 5amp 500V TK5A50DDocument5 pagesFet Canal N 5amp 500V TK5A50DAntonio ChavezNo ratings yet
- J 6812Document5 pagesJ 6812mauito27No ratings yet
- BD130 NPN Silicon Transistor Power Linerar and Switching ApplicationsDocument3 pagesBD130 NPN Silicon Transistor Power Linerar and Switching ApplicationsDabro FabioNo ratings yet
- SZ.818.015C100 Last Mutation: 201202211410SSTADocument7 pagesSZ.818.015C100 Last Mutation: 201202211410SSTAQuang Huy HàNo ratings yet
- Solar Cells: History, Working Principle and Fabrication Process, Ultimate UsesDocument8 pagesSolar Cells: History, Working Principle and Fabrication Process, Ultimate UsesPRATYAKSHA SHEKHARNo ratings yet
- ECE 027 - Simulation Activity 3.1 THE BIPOLAR JUNCTION TRANSISTOR FAMILIARIZATION AND CHARACTERISTICSDocument10 pagesECE 027 - Simulation Activity 3.1 THE BIPOLAR JUNCTION TRANSISTOR FAMILIARIZATION AND CHARACTERISTICSEmerson EspelaNo ratings yet
- Elect Dev Cir Capitulo 5 Part1Document63 pagesElect Dev Cir Capitulo 5 Part1Jaime VargasNo ratings yet
- Accurately Modeling GaAs MESFETs for Circuit SimulationDocument9 pagesAccurately Modeling GaAs MESFETs for Circuit SimulationManuel GaytanNo ratings yet
- 04 Inverter 6up PDFDocument11 pages04 Inverter 6up PDFutpalNo ratings yet
- 24V 1A Flyback Fairchild WWW - Iranswitching.irDocument1 page24V 1A Flyback Fairchild WWW - Iranswitching.irSaeid MirNo ratings yet
- MOSFET Current Mirror PDFDocument27 pagesMOSFET Current Mirror PDFaliNo ratings yet
- D1402Document3 pagesD1402ban4444No ratings yet
- Micro Project On Transistor As A SwitchDocument15 pagesMicro Project On Transistor As A SwitchAyushi Rahane50% (4)
- Lecture-7,8 Special Purpose DiodesDocument131 pagesLecture-7,8 Special Purpose DiodesDhananjayLekshmiNarayanNo ratings yet