You might also like
- Effect of Active and Modified Atmosphere Packaging On Quality Retention of DarkDocument10 pagesEffect of Active and Modified Atmosphere Packaging On Quality Retention of DarkPatricio HerreraNo ratings yet
- Miggy 170 MC6918900020 35Document1 pageMiggy 170 MC6918900020 35Patricio HerreraNo ratings yet
- Active Packaging in Food Industry - A Review PDFDocument7 pagesActive Packaging in Food Industry - A Review PDFPatricio HerreraNo ratings yet
- Miggy 170 MC6918900020 38Document1 pageMiggy 170 MC6918900020 38Patricio HerreraNo ratings yet
- Miggy 170 MC6918900020 34Document1 pageMiggy 170 MC6918900020 34Patricio HerreraNo ratings yet
- Miggy 170 MC6918900020 36Document1 pageMiggy 170 MC6918900020 36Patricio HerreraNo ratings yet
- Miggy 170 MC6918900020 37Document1 pageMiggy 170 MC6918900020 37Patricio HerreraNo ratings yet
- Miggy 170 MC6918900020 33Document1 pageMiggy 170 MC6918900020 33Patricio HerreraNo ratings yet
- English: 1°) Composition GEN MIGGY 171 SALE CODE 601075000LDocument1 pageEnglish: 1°) Composition GEN MIGGY 171 SALE CODE 601075000LPatricio HerreraNo ratings yet
- Miggy 170 MC6918900020 28Document1 pageMiggy 170 MC6918900020 28Patricio HerreraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Natural Gas Dryers: Pipeline SeriesDocument2 pagesNatural Gas Dryers: Pipeline SeriesAnonymous 70lCzDJvNo ratings yet
- Need For Earthing and Double Insulation PDFDocument2 pagesNeed For Earthing and Double Insulation PDFMeNo ratings yet
- Air Compressor Presentation 1.1Document20 pagesAir Compressor Presentation 1.1ROBERTO FELIX RUEDASNo ratings yet
- Removable Francis Turbine SealsDocument4 pagesRemovable Francis Turbine SealsmachevelNo ratings yet
- DigitalDocument4 pagesDigitalideal assignment helper 2629No ratings yet
- Gates em Ingles 2010Document76 pagesGates em Ingles 2010felipeintegraNo ratings yet
- Photoassociation Spectroscopy of A Spin-1 Bose-Einstein CondensateDocument5 pagesPhotoassociation Spectroscopy of A Spin-1 Bose-Einstein Condensatee99930No ratings yet
- Electrical Machines EE-260 Lecture-04: Instructor: DR Mehmood AlamDocument12 pagesElectrical Machines EE-260 Lecture-04: Instructor: DR Mehmood AlamSaif Ur RehmanNo ratings yet
- Eastern Visayas State University-Ormoc City CampusDocument3 pagesEastern Visayas State University-Ormoc City Campuskhellian villameroNo ratings yet
- Electric Vehicle ChargingDocument60 pagesElectric Vehicle Chargingvinod 7100% (1)
- Accuspin 1 120V 230VDocument60 pagesAccuspin 1 120V 230VAndrew HolmesNo ratings yet
- Type FL Low Profile NTC Temperature Sensor: AmphenolDocument3 pagesType FL Low Profile NTC Temperature Sensor: Amphenolmauricio alfonsoNo ratings yet
- PIPENET VISION SPRAY MODULE TRAINING MANUALDocument48 pagesPIPENET VISION SPRAY MODULE TRAINING MANUALElton Situmeang50% (2)
- Pressue CompensatorDocument2 pagesPressue CompensatorMahmud MaherNo ratings yet
- Macroeconomic Modeling for SDGs in Least Developing EconomiesDocument25 pagesMacroeconomic Modeling for SDGs in Least Developing EconomiesAM operationNo ratings yet
- Pompe Perkins 3340f261t PDFDocument2 pagesPompe Perkins 3340f261t PDFKamel BelhibaNo ratings yet
- Lecture-3,4, 5-Weirs and BarragesDocument41 pagesLecture-3,4, 5-Weirs and BarragesMuhammad Sakib0% (1)
- MATE 280 Characterization of Powders and Porous MaterialsDocument65 pagesMATE 280 Characterization of Powders and Porous MaterialsAnissa Adiwena100% (1)
- ms300 SeriesqDocument516 pagesms300 SeriesqHerbert Quispe RjsNo ratings yet
- FertiOne Manual (30.11.15)Document36 pagesFertiOne Manual (30.11.15)YacineNo ratings yet
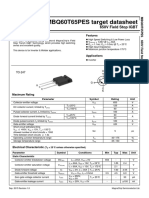
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTDocument1 pageMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrNo ratings yet
- A4 G970 - G990 Product Brochure enDocument17 pagesA4 G970 - G990 Product Brochure endalibor_bogdan100% (3)
- Switch and Types of Switch: What Is A Switch?Document5 pagesSwitch and Types of Switch: What Is A Switch?Swagat PradhanNo ratings yet
- Pneumatic Maneuvering SystemDocument65 pagesPneumatic Maneuvering Systemminhankyaw100% (3)
- Chemical ThermodynamicsDocument46 pagesChemical ThermodynamicsHardik0% (1)
- Anomaly Events GuideDocument33 pagesAnomaly Events GuideRichard LittlesNo ratings yet
- Cole Tarango - Research Paper 2018-2019Document5 pagesCole Tarango - Research Paper 2018-2019api-447838694No ratings yet
- OMS 605 User Manual ENUDocument86 pagesOMS 605 User Manual ENUlatifNo ratings yet
- Menard vertical drains consolidate soilsDocument3 pagesMenard vertical drains consolidate soilsSyed Shariq HassanNo ratings yet
- OCR Advanced GCE Physics A - 2826/01 - Unifying Concepts in Physics - January 2007Document12 pagesOCR Advanced GCE Physics A - 2826/01 - Unifying Concepts in Physics - January 2007Soham PatwardhanNo ratings yet