You might also like
- Jet Manual HJ292 089292 R1A36 (BW) PDFDocument264 pagesJet Manual HJ292 089292 R1A36 (BW) PDFLuis Martinez94% (16)
- Datacard I50i Card Personalization System Maintenance ManualDocument326 pagesDatacard I50i Card Personalization System Maintenance Manualivanzarate100% (4)
- GenAdvisor ManualDocument66 pagesGenAdvisor ManualCristian VillalbaNo ratings yet
- Wellhead and Producton Systems T3 Energy ServicesDocument49 pagesWellhead and Producton Systems T3 Energy Servicesramonaco100% (3)
- Katalog Koncar Grebenaste PDFDocument48 pagesKatalog Koncar Grebenaste PDFjelovinaNo ratings yet
- Manual de Máquina de Soldar Clavos Soyer PDFDocument58 pagesManual de Máquina de Soldar Clavos Soyer PDFSergio LorenzoNo ratings yet
- Operating Instructions: For The Device SeriesDocument64 pagesOperating Instructions: For The Device SeriesCoil98No ratings yet
- GE Dash Responder - Service ManualDocument100 pagesGE Dash Responder - Service ManualРинат ЖахинNo ratings yet
- Standard Field Report Standard Specification - MCE EG020 CDocument11 pagesStandard Field Report Standard Specification - MCE EG020 CSenol LimanNo ratings yet
- Renderin Machine v2 User ManualDocument89 pagesRenderin Machine v2 User ManualAndreea MacsimNo ratings yet
- Technical Manual Profibus ACURO en PDFDocument75 pagesTechnical Manual Profibus ACURO en PDFprotesto06No ratings yet
- TD8600005733 03e PDFDocument93 pagesTD8600005733 03e PDFshahnamNo ratings yet
- SMD20000 Rev D - PC4000 Service ManualDocument85 pagesSMD20000 Rev D - PC4000 Service ManualJosé FalcãoNo ratings yet
- W2000 Pompa Johnson-KgeDocument40 pagesW2000 Pompa Johnson-KgekstrNo ratings yet
- Eurovent REC 6-18 - Quality Criteria For Air Handling Units - 2022 - ENDocument39 pagesEurovent REC 6-18 - Quality Criteria For Air Handling Units - 2022 - ENmarco antonio quispe machucaNo ratings yet
- 036-00196-003 (CC3x5 - Ing) - RV02 - OUT2019 - OTM PDFDocument23 pages036-00196-003 (CC3x5 - Ing) - RV02 - OUT2019 - OTM PDFMuhamedomar Jojo JojoNo ratings yet
- Manual Electronic Speed Controller: For Voltage Adjustable Fan Motors (Microprocessor Controlled)Document37 pagesManual Electronic Speed Controller: For Voltage Adjustable Fan Motors (Microprocessor Controlled)Abdallah AbdelrehimNo ratings yet
- 2.1.6 NG1005 Welding and TestingDocument154 pages2.1.6 NG1005 Welding and TestingjovicatrpcevicNo ratings yet
- Anexo 4 IDO-L.18.001-1212-EBD-3000 Rev.0 - Mechanical-Piping Design CriteriaDocument64 pagesAnexo 4 IDO-L.18.001-1212-EBD-3000 Rev.0 - Mechanical-Piping Design CriteriaRusNo ratings yet
- Hamilton InstructionsDocument198 pagesHamilton InstructionsPatrick100% (1)
- StrataSys 900mc User Guide PDFDocument119 pagesStrataSys 900mc User Guide PDFjohny2000No ratings yet
- Gse 250Document76 pagesGse 250Esmeralda MariscalNo ratings yet
- Hm122 Portable Sawmill: Operator'S ManualDocument116 pagesHm122 Portable Sawmill: Operator'S Manualdavid moledoNo ratings yet
- Fortus 900mc User GuideDocument148 pagesFortus 900mc User Guideuniauto6987No ratings yet
- Press Fitting Systems Technical Handbook: OVERSIZE Ø 139,7 - 168,3 MMDocument36 pagesPress Fitting Systems Technical Handbook: OVERSIZE Ø 139,7 - 168,3 MMlieu taiNo ratings yet
- Operation and Maintenance Manual: Belt DiverterDocument38 pagesOperation and Maintenance Manual: Belt DiverterTinTunNaingNo ratings yet
- Appendix 00 AK - ACP - Install - ENGDocument132 pagesAppendix 00 AK - ACP - Install - ENGfayssal salvadorNo ratings yet
- Service Manual FN 1700 1900 Ver6Document64 pagesService Manual FN 1700 1900 Ver6Andy DoankNo ratings yet
- Ace Sl7000 Meter User Guide: September 2007Document204 pagesAce Sl7000 Meter User Guide: September 2007paulius juostasNo ratings yet
- TD S-10390 EngDocument45 pagesTD S-10390 EngHomer Edy Armas CalixtoNo ratings yet
- TM ACP Install ENGDocument124 pagesTM ACP Install ENGNikxon BLNo ratings yet
- Ba Transmitterm 300cond2channele521213180507Document64 pagesBa Transmitterm 300cond2channele521213180507Leo PastinNo ratings yet
- Landis+Gyr HIGH PRECISION METERING ZMQ202 User ManualDocument88 pagesLandis+Gyr HIGH PRECISION METERING ZMQ202 User ManualBilal WNo ratings yet
- 1ZSC000857-ABH En. Intelligent Monitoring System, Type TEC Installation and Commissioning GuideDocument36 pages1ZSC000857-ABH En. Intelligent Monitoring System, Type TEC Installation and Commissioning GuideJose Rafael CastroNo ratings yet
- Copiar en Equipos, Motores Parker PARKER Serie EX PVD3665 - GB - EX - SeriesDocument133 pagesCopiar en Equipos, Motores Parker PARKER Serie EX PVD3665 - GB - EX - SeriessmithbpmNo ratings yet
- Control SystemDocument21 pagesControl SystemphilipyapNo ratings yet
- Manual Tehnic ADI-CD - 2013Document79 pagesManual Tehnic ADI-CD - 2013Vlad BalanNo ratings yet
- O7 08572-TRHT-AE-GN-00-OO-205 - Rev 0Document27 pagesO7 08572-TRHT-AE-GN-00-OO-205 - Rev 0kerkar mohammedNo ratings yet
- Operation Manual Multi-Parameter Transmitter M400 PADocument140 pagesOperation Manual Multi-Parameter Transmitter M400 PAFilipe AlemãoNo ratings yet
- Device Server User Guide: Part Number 900-448 Revision J February 2020Document92 pagesDevice Server User Guide: Part Number 900-448 Revision J February 2020ranggaNo ratings yet
- Ajuste TacometroDocument273 pagesAjuste Tacometropacohert2011No ratings yet
- Guentner GDRD Manual Version4.2 enDocument47 pagesGuentner GDRD Manual Version4.2 enehsan haleem100% (1)
- 1ZSC000857-AAB en Rev 3 (Technical Guide)Document60 pages1ZSC000857-AAB en Rev 3 (Technical Guide)herry100% (2)
- DBA Service Manual Rev3Document97 pagesDBA Service Manual Rev3manNo ratings yet
- VolvoPenta 4.3gi User ManualDocument96 pagesVolvoPenta 4.3gi User ManualDilbert007100% (1)
- Vsi LPGDocument77 pagesVsi LPGMark AardenburgNo ratings yet
- Dewpro Mmy245 - Analizador Portable de Humedad Instalacion y Operacion PDFDocument31 pagesDewpro Mmy245 - Analizador Portable de Humedad Instalacion y Operacion PDFLenin MarinNo ratings yet
- Axiom Megagen Z150 Generator Operators ManualDocument75 pagesAxiom Megagen Z150 Generator Operators ManualSteve CopelandNo ratings yet
- Annexure B - IECo - Smart - Meter - Project - Specification - 210316 Final - GOODDocument281 pagesAnnexure B - IECo - Smart - Meter - Project - Specification - 210316 Final - GOODAnirban BhattacharjeeNo ratings yet
- ST 166 en V1R1 Installation ManualDocument64 pagesST 166 en V1R1 Installation Manualhaythem mbarekNo ratings yet
- Teco-Westinghouse Motores y DrivesDocument119 pagesTeco-Westinghouse Motores y DrivesGustavo AgueroNo ratings yet
- Maguire WSB 4088 STD 1212 4 Software 08 11 2020 FileDocument124 pagesMaguire WSB 4088 STD 1212 4 Software 08 11 2020 FileAbraham HernandezNo ratings yet
- EM010641 - Repair Welding 6015-6090Document104 pagesEM010641 - Repair Welding 6015-6090juan carlos usuriaga felixNo ratings yet
- 210519.PG - ART SPC MEP 001-Specs For MEP Works - R1Document298 pages210519.PG - ART SPC MEP 001-Specs For MEP Works - R1TrandongNo ratings yet
- Sensor para Fuerza y PresionDocument32 pagesSensor para Fuerza y PresionJosé ÁlvarezNo ratings yet
- Landis+Gyr AMI Solution: Advanced Metering InfrastructureDocument83 pagesLandis+Gyr AMI Solution: Advanced Metering InfrastructureBilal WirkNo ratings yet
- Quality-Requirements-for-Suppliers REV1 Nov2022 v6 Stellantis HarmonizedDocument34 pagesQuality-Requirements-for-Suppliers REV1 Nov2022 v6 Stellantis HarmonizedRoberto S. Inagaki100% (2)
- 1 OXE InstallationManual - Rev ODM1003-180322Document68 pages1 OXE InstallationManual - Rev ODM1003-180322VNo ratings yet
- I210 InstallationDocument34 pagesI210 InstallationJesse Doul DiazNo ratings yet
- AC Series Lift Control System: User ManualDocument62 pagesAC Series Lift Control System: User ManualCosmo MovieNo ratings yet
- Alati Za Ciscenje Virusa Po AdecediDocument33 pagesAlati Za Ciscenje Virusa Po AdecediZoran Tesla BorojevicNo ratings yet
- SMD-PHILIPS Marking Codes Small Signal Transistors and DiodesDocument131 pagesSMD-PHILIPS Marking Codes Small Signal Transistors and Diodesmeng79865190% (10)
- Diana 3 DDocument1 pageDiana 3 Dzoranbt80_324037655No ratings yet
- PP IvanaDocument3 pagesPP Ivanazoranbt80_324037655No ratings yet
- Traction ChecklistDocument5 pagesTraction Checklistzoranbt80_324037655100% (1)
- DLTL29Document1 pageDLTL29zoranbt80_324037655No ratings yet
- FineLIFT OutputSampleDocument43 pagesFineLIFT OutputSampleparagbholeNo ratings yet
- FRM 1213 01 FillableDocument2 pagesFRM 1213 01 Fillablezoranbt80_324037655No ratings yet
- Ele CK FRMDocument2 pagesEle CK FRMzoranbt80_324037655No ratings yet
- Electric Elevator Data Sheet Checklist Frm-1214-03Document2 pagesElectric Elevator Data Sheet Checklist Frm-1214-03zoranbt80_324037655No ratings yet
- Periodic Tests of Electric Elevators - Report Form: Test Performed: Category 1Document1 pagePeriodic Tests of Electric Elevators - Report Form: Test Performed: Category 1zoranbt80_324037655No ratings yet
- Periodic Tests of Hydraulic Elevators - Report FormDocument1 pagePeriodic Tests of Hydraulic Elevators - Report Formzoranbt80_324037655No ratings yet
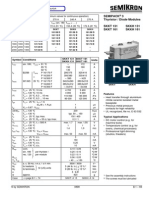
- Semipack 3 Thyristor / Diode Modules SKKT 131 SKKH 131 SKKT 161 SKKH 161Document6 pagesSemipack 3 Thyristor / Diode Modules SKKT 131 SKKH 131 SKKT 161 SKKH 161zoranbt80_324037655No ratings yet
- E-Addendum For 20 - 03Document7 pagesE-Addendum For 20 - 03zoranbt80_324037655No ratings yet
- D Addendum V17Document13 pagesD Addendum V17zoranbt80_324037655No ratings yet
- Behavioral Pattern - FinalDocument6 pagesBehavioral Pattern - FinalSaileneGuemoDellosaNo ratings yet
- Global University Rankings and Their ImpactDocument85 pagesGlobal University Rankings and Their ImpactКино ФильмNo ratings yet
- Saham LQ 20Document21 pagesSaham LQ 20ALDI.S. TUBENo ratings yet
- Jean Faber and Gilson A. Giraldi - Quantum Models For Artifcial Neural NetworkDocument8 pagesJean Faber and Gilson A. Giraldi - Quantum Models For Artifcial Neural Networkdcsi3No ratings yet
- Find and Replace in Ms WordDocument4 pagesFind and Replace in Ms WordMahroof YounasNo ratings yet
- Examples in C++Document39 pagesExamples in C++ZhvannNo ratings yet
- Journal of The Neurological Sciences: SciencedirectDocument12 pagesJournal of The Neurological Sciences: SciencedirectBotez MartaNo ratings yet
- Resilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire AdditivesDocument10 pagesResilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire Additivesdanang abdilahNo ratings yet
- 30 Feet: High Elf MediumDocument10 pages30 Feet: High Elf MediumAli Kaan (Uyau)No ratings yet
- Enterprise Security Script: Splunk Security Solutions Marketing October 2019Document26 pagesEnterprise Security Script: Splunk Security Solutions Marketing October 2019RainyNo ratings yet
- Literature ReviewDocument5 pagesLiterature ReviewRochelle CampbellNo ratings yet
- Do Large Language Models Need Sensory Grounding For Meaning and Understanding?Document38 pagesDo Large Language Models Need Sensory Grounding For Meaning and Understanding?Zakhar KoganNo ratings yet
- The Impact of Dementia On The ClinicalDocument8 pagesThe Impact of Dementia On The ClinicalihsansabridrNo ratings yet
- Prose: Jooprencess E. PonoDocument11 pagesProse: Jooprencess E. Ponoaye plazaNo ratings yet
- CHAPTER 1 Final OkDocument43 pagesCHAPTER 1 Final Okroneldayo62No ratings yet
- NCH 101 Course Plan - 2021Document4 pagesNCH 101 Course Plan - 2021RamishaNo ratings yet
- Pedagogue in The ArchiveDocument42 pagesPedagogue in The ArchivePaula LombardiNo ratings yet
- Wedding Salmo Ii PDFDocument2 pagesWedding Salmo Ii PDFJoel PotencianoNo ratings yet
- Thermal Conductivity and Heat Transfer in Coal SlagDocument17 pagesThermal Conductivity and Heat Transfer in Coal SlagBun YaminNo ratings yet
- Dde 23Document3 pagesDde 23omboyeNo ratings yet
- Rodriguez v. TorenoDocument2 pagesRodriguez v. TorenoJerry CaneNo ratings yet
- Section 3 Solutions PDFDocument5 pagesSection 3 Solutions PDFSam javaNo ratings yet
- Hitler. in Argentina. But No "Teutonic Conspiracy of 1000 Years". - E76Document328 pagesHitler. in Argentina. But No "Teutonic Conspiracy of 1000 Years". - E76Bruno Antonio BuikeNo ratings yet
- 3 Speed and AgilityDocument37 pages3 Speed and Agilitymartimparreira69No ratings yet
- Theri GathaDocument26 pagesTheri GathaLalit MishraNo ratings yet
- Web Applications Desktop IntegratorDocument5 pagesWeb Applications Desktop IntegratorSatendra BhatiNo ratings yet
- Dental MneumonicDocument30 pagesDental Mneumonictmle44% (9)
- Factors Influencing The PerceptionDocument1 pageFactors Influencing The PerceptionTinesh Kumar100% (1)
- 11.1. Complete The Sentences. Use One of These Verbs in The Past SimpleDocument4 pages11.1. Complete The Sentences. Use One of These Verbs in The Past SimpleSebastián Valencia Moreno0% (1)
- Analyses For Multi-Site Experiments Using Augmented Designs: Hij HijDocument2 pagesAnalyses For Multi-Site Experiments Using Augmented Designs: Hij HijMustakiMipa RegresiNo ratings yet