Professional Documents
Culture Documents
Manual Del Curso Diseño Tanque
Uploaded by
PercyAlexanderOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manual Del Curso Diseño Tanque
Uploaded by
PercyAlexanderCopyright:
Available Formats
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 1 de 123
1.1.- GENERALIDADES
ACTIVIDADES DE HIDROCARBUROS QUE UTILIZAN TANQUES
CAPACIDAD TANCAJE EN PERU
1.2.- ALMACENAMIENTO DE HIDROCARBUROS
1.2.1 CLASIFICACION DE ALMACENAMIENTOS
1.2.2 CLASIFICACION DE HIDROCARBUROS
1.3.- RIESGOS DE ALMACENAMIENTOS DE HIDROCARBUROS
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 2 de 123
1.1.- GENERALIDADES
Desde la aparicin del petrleo hasta nuestros das, siempre ha existido la necesidad
de almacenar de una manera segura, econmica y confiable este bien y sus
derivados. Hoy en da son aun ms exigentes los requisitos del almacenamiento por
el impacto que significa la proteccin del medio ambiente.
ACTIVIDADES DE HIDROCARBUROS QUE UTILIZAN TANQUES
i. Explotacin (Bateras de produccin)
ii. Transporte por ductos (Estaciones de Bombeo)
iii. Refinacin y Procesos ndustriales (Patio de tanques. Ver Foto N 1).
iv. Comercializacin
1. Plantas de Abastecimiento
2. Estaciones de Servicio
3. Plantas Envasadoras de GLP
4. Consumidores directos
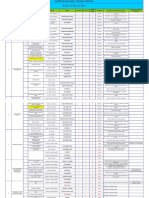
CAPACIDAD DE TANCAJE* PER (referencia: oficina de estadstica de la Direccin
General de Hidrocarburos del Per)
N Capacidad MB
Refineras 379 10716
Plantas de Gas 58 68
Plantas Lubricantes 78 225
Estaciones-ONP 27 1437
Terminales 167 3454
TOTAL 7! 1"!
*No incluye Bateras de Produccin, Estaciones de Servicio, Consumidores
directos, Envasadoras de gas, Plantas de Almacenamiento de GLP.
WALTER GOYCOCHEA B.
FOTO N 1: REFINACIN Y
PROCESOS INDUSTRIALES
REFINERIA TALARA
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 3 de 123
1.2.- ALMACENAMIENTO DE HIDROCARBUROS
1.2.1 CLASIFICACION DE ALMACENAMIENTO DE HIDROCARBUROS
i. Sistemas convencionales
1. Tanques superficiales
a. Atmosfricos (atm 1 psig)
b. A presin
Baja presin (1 psig - 15 psig)
Alta presin (> 15 psig)
c. Refrigerados
d. Trmicos
2. Tanques enterrados
ii. Sistemas no convencionales
Poza abierta, flotantes, cavernas, tanques de concreto pretensado,
plataformas marinas.
1.2.2 CLASIFICACION DE HIDROCARBUROS LIQUIDOS
La Base del sistema de Clasificacin de hidrocarburos lquidos es el Punto
de nflamacin (Flash Point).
D#$%&%'%(&
Punto de nflamacin es la ms baja temperatura a la cual un
combustible produce vapor suficiente para formar una mezcla que arda,
bajo las condiciones de prueba.
M#')&%*+, -# I&$.)+)'%(&
- Formacin de mezclas vapor-aire.
- Concentracin de vapor dentro del rango de inflamabilidad.
- ntervencin de una fuente de ignicin.
C.)*%$%')'%(&
Desde que son los vapores de los lquidos los que se inflaman, la
generacin de vapores es el factor principal para determinar el riesgo de
incendio.
Un lquido almacenado a una temperatura ligeramente mayor a su punto
flash producir una mezcla que puede arder con violencia explosiva.
El Nacional FRE Protection Association NFPA, ha elaborado el Cdigo
para Lquidos nflamables y Combustibles aplicable al almacenaje,
manipulacin y uso de lquidos combustibles o inflamables, para reducir
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 4 de 123
los riesgos hasta un grado consistente con la razonable seguridad
pblica.
T)/.) -# C.)*%$%')'%(& -# H%-0,')0/10,* L231%-,* 4 NFPA 3
Para referirnos a la clasificacin de Hidrocarburos, necesariamente debemos
mencionar las normas NFPA 30, que clasifica los Hidrocarburos lquidos en funcin
a su inflamabilidad, estos se clasifican en lquido inflamable y lquido combustible.
L5QUIDO INFLAMABLE: Son los que tienen un punto de inflamacin < 37.8C
(ASTM D-56 copa cerrada). Se subdivide en:
CLASE IA: P.Flash <22.8C y P. Ebullicin < 37.8C (Los ms inflamables).
CLASE IB: P.Flash <22.8C y P. Ebullicin 37.8C.
CLASE IC: P.Flash 22.8C y P. Ebullicin <37.8C.
(Crudo, gasolina, solvente, nafta, RC-250)
La palabra lquido excluye cualquier material que tiene una presin de vapor mayor
de 40 psia a 37.8C y limita a materiales que tienen una fluidez mayor de 300 de
penetracin (ASTM D 5).
LIQUIDO COMBUSTIBLE6 Son los que tienen punto de inflamacin > de 37.8C
CLASE II: P.Flash 37.8C <60 C (Kerosene, turbo, diesel).
CLASE IIIA: P.Flash 60 C <93 C (Residual 5).
CLASE IIIB: P.Flash 93 C (Residual 6, residual 500, CA).
1.3.- RIESGOS EN ALMACENAMIENTO DE HIDROCARBUROS
BLEVE (Ver Figuras Nros: 1 y 2 / Foto N 2).
Explosin de nube de vapor.
ncendio (Ver Foto N3).
Accidente (Ver Fotos Nros 4 y 5).
Contaminacin ambiental (Ver Foto N 6).
WALTER GOYCOCHEA B.
FOTO NO.2
BLEVE DE TANQUE
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 5 de 123
WALTER GOYCOCHEA B.
FIGURA N 1 :
REA DE DAO DEL BLEVE
FOTO NO. 3
INCENDI O DE TANQUE
FOTO No. 4
CONDICION INSEGURA
FIGURA N 2 : REA DE DAO DEL BLEVE
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 6 de 123
C)1*)* -# BLEVE
ncendio exterior.
mpacto mecnico.
Corrosin.
Excesiva presin interna.
Falla metalrgica.
M#-%,* -# .%+%7)0 8,*%/%.%-)- -# BLEVE
WALTER GOYCOCHEA B.
FOTO No.
ACTO INSEGURO
FOTO No. !
SUELO CONTA"INADO
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 7 de 123
Reducir capacidad de almacenaje.
Modificar Layout.
nstalar controles remotos.
ncrementar resistencia de los tanques.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 8 de 123
1.
2.1 OR!A" TEC#CA" A CO"#$ERAR
2.2 CR#TER#O" $E $#"E%O A CO"#$ERAR E RELAC#O A LA PROTECC#O
$EL !E$#O A!B#ETE
2.3 $ETALLE" $E $#"E%O Y $E #"TALAC#&
2.4 'ACTORE" PR#C#PALE" $#(ER"O" $E $#"E%O
2.1.- NORMAS TECNICAS A CONSIDERAR
) API 650 Welded Steel Tanks for Oil Storage.
Cubre requerimientos de materiales, diseo, fabricacin, ereccin y pruebas de
tanques de almacenamiento, cilndricos, verticales, superficiales, construidos
de acero, soldados, abiertos o techados.
) API 620 Design and Constrution of !arge Welded" !o# Pressure
Storage Tank
Cubre diseo y construccin de tanques soldados, ensamblados en campo,
usados en petrleo y derivados que operan a presin mxima de 15 psig.
) API 65$ Tank Ins%etion" &e%air" Alteration and &eonstrution
Cubre inspeccin, reparacin, modificacin, reubicacin y reconstruccin de
tanques de almacenamiento superficiales, construidos bajo el AP 650.
) API '2( (olted Tanks for Storage of Produtions !i)uids
WALTER GOYCOCHEA B.
BASE DISEO
EXPLOTACION EXPLOTACION
TRANSPORTE TRANSPORTE
REFINACION REFINACION
SEGURIDAD PARA EL SEGURIDAD PARA EL
ALMACENAMIENTO DE ALMACENAMIENTO DE
HIDROCARBUROS HIDROCARBUROS
PROTECCION AMBIENTAL PROTECCION AMBIENTAL
EN LAS ACTIVIDADES DE EN LAS ACTIVIDADES DE
HIDROCARBUROS HIDROCARBUROS
COMERCIALIZACIN COMERCIALIZACIN
LQUIDOS LQUIDOS
COMERCIALIZACIN COMERCIALIZACIN
GASES GASES
D.S. 05-!" E M
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina * de 123
Cubre requerimientos de materiales, diseo y construccin de tanques
cilndricos, verticales, superficiales, de acero, empernados, con capacidades
nominales de 100 Bls a 10000 Bls.
) API '2D *ield Welded Tanks for Storage of Prodution !i)uids
Cubre requerimientos de materiales, diseo y construccin para tanques
cilndricos verticales, superficiales, soldados, con capacidades nominales de
500 Bls a 10000 Bls.
) API '2* S+o% Welded Tanks for Storage of Prodution !i)uids
Cubre los requerimientos de materiales, diseo y construccin de tanques
cilndricos verticales, superficiales, soldados en fbrica, con capacidades
nominales de 90 Bls a 500 Bls.
) API 2000 ,enting At-os%+eri and !o# Pressure Storage Tanks.
/onrefrigerated and &efrigerated
Cubre los requerimientos de venteos de vapor, normales y de emergencia,
para tanques superficiales, de almacenamiento de petrleo y productos del
petrleo y tanques de almacenamiento refrigerado, superficiales y enterrados,
diseados para operar a presin desde vaco.
) API 25'0 Design and Constrution of !P0 Installations
Cubre el diseo, construccin y locacin de instalaciones de Gas Licuado de
Petrleo en Terminales, Plantas de Proceso de Gas Natural, Refineras,
Plantas Petroqumicas y Patios de Tanques.
) API 25'0A *ire Protetion Considerations for t+e Design and O%eration
of !i)uified Petroleu- 0as 1!P02 Storage *ailities
Cubre el diseo, operacin y mantenimiento de facilidades de almacenaje de
LPG desde el punto de vista de prevencin y control de fugas, diseo y
proteccin contraincendio y medidas de control de incendios.
) AS34 (oiler and Pressure ,essel Code Setion ,III
Cubre requerimientos de construccin mnimos para el diseo, fabricacin,
inspeccin y certificacin de recipientes a presin.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 1+ de 123
2.2.- CRITERIOS DE DISE9O DE UN TANQUE A DETERMINAR EN RELACION A LA
PROTECCI:N DEL MEDIO AMBIENTE
Objetivo: Evitar riesgos de:
Explosin/incendio por exposicin al calor y fuego (Layout, Sistema C,
Sistema de enfriamiento, techo flotante, etc.)
Derrames/contaminacin ambiental por impacto a cuerpo receptor
(ndicador de nivel, cubetos, impermeabilizacin, cimentacin, cunetas,
etc.)
Accidentes por condicin insegura (luminacin, barandas, escaleras, etc.).
Factores principales considerados en normas:
Caractersticas del producto (Naturaleza: gas, lquido, gas comprimido, gas
licuado, estabilidad).
Condiciones de operacin (Presin, temperatura).
Localizacin de tanques: Refineras, anexo a refineras, terminales, zonas
aisladas (consumidores directos), etc.
Mejoras tecnolgicas (Control de nivel, sistemas automticos, doble fondo).
Experiencia (Estadstica de emergencias).
2.3.- DETALLES DE DISE9O ; DE INSTALACI:N
Memoria descriptiva.
Normas y reglamentos aplicables al diseo.
Clasificacin de reas de riesgo.
Estudios de suelos.
Cimentacin.
Especificaciones de diseo de tanques.
Especificaciones generales de materiales, equipos e instalaciones:
Tanques, tuberas, bombas, rea estanca, sistema de drenaje,
accesorios, etc.
Especificaciones de sistemas contraincendio y de enfriamiento.
Especificaciones de control de corrosin.
Planos topogrficos.
Planos de situacin y ubicacin: Layout.
Planos de distribucin.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 11 de 123
Planos de obras civiles.
Planos elevacin.
Planos generales de sistemas contraincendio y de enfriamiento.
Plan de contingencia para la construccin.
Estudio de mpacto Ambiental.
Estudio de Riesgos
Manual de Construccin.
Especificaciones tcnicas mecnicas, elctricas, instrumentacin.
Especificaciones de construccin (obras civiles: Excavacin, cimentacin,
etc., obras mecnicas: Soldadura, montaje, etc.).
Planos de estructuras.
Planos de accesorios.
Planos de tuberas e instrumentos.
Planos de instalaciones elctricas.
Planos de detalle de sistema contra incendio y de enfriamiento.
Planos de construccin.
Cdigos y estndares de construccin.
Control de calidad de materiales y equipos.
nspecciones y pruebas.
Plan de contingencia para el uso y funcionamiento.
Tablas de Cubicacin.
2.<.- FACTORES PRINCIPALES DIVERSOS DE DISE9O
a. LAYOUT (Relacionado con la instalacin=
i. DISPOSICI5/
Es la posicin relativa de equipos o unidades dentro de una locacin
dada.
ii. 4SPACIA3I4/TO
Son las distancias mnimas entre unidades o equipos. La experiencia
ha demostrado que el fuego y las explosiones en reas
WALTER GOYCOCHEA B.
FOTO N # : ESPACIA"IENTO
INADECUADO
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 12 de 123
congestionadas de Plantas de Procesos han resultado en grandes
prdidas humanas y materiales.
Donde hay riesgo de fuego o explosin se debe considerar y una
adecuada disposicin y espaciamiento de unidades y equipos (Ver
Fotos N 7 y 8).
En las Tablas 1, 2 y 3, se muestran las distancias requeridas entre
unidades y equipos de Refineras y Plantas de Procesamiento.
WALTER GOYCOCHEA B.
FOTO N $: TANQUE SIN "URO
DE CONTENCIN NI V%A DE
ACCESO ADYACENTE
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 13 de 123
WALTER GOYCOCHEA B.
TABLA N 1 : DISTANCIAS ENTRE UNIDADES & IRI
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 14 de 123
WALTER GOYCOCHEA B.
TABLA N 2 : DISTANCIAS ENTRE EQUIPOS
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 15 de 123
WALTER GOYCOCHEA B.
TABLA N 3 : DISTANCIA ENTRE TANQUES & IRI
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 16 de 123
iii. *ACTO&4S D4 &I4S0O
Operaciones de alto riesgo.
Operaciones agrupadas.
Operaciones crticas.
Concentracin de propiedades.
Tiempo de reemplazo e instalacin de equipos.
nterdependencia de facilidades.
Exposicin de incendio y explosin.
Accesibilidad de mantenimiento y emergencia.
Drenaje y pendiente.
Riesgos naturales y clima.
Expansiones futuras.
Exposiciones externas.
/. TIPOS DE TECHO
T#'>, F.,7)&7# Elimina el espacio para los vapores.
- Cubierta simple con pontones.
- Cubierta doble con pontones.
- Techos flotantes internos (Ver Figura N 3).
6sos 1!7)uidos de Clase I2.
- Lquidos con PVR > 4 psia.
- Lquidos almacenados a temp. cercanas a su pto. Flash.
- Tanques con dimetro > 45 m. para lquidos con bajo p. Flash. (Rate de
bombeo de espuma a superficie de lquido no es suficientemente rpido
para ser efectivo en tanques > 45 m de dimetro).
- Lquidos con alto PVR sensitivos a degradacin por oxgeno.
T#'>, F%?, - Opera con un espacio para los vapores, el cual cambia cuando
vara el nivel de los lquidos.
6sos : Lquidos de Clase II y III.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 17 de 123
WALTER GOYCOCHEA B.
FIGURA N 3 : TEC'O CON
SABANA FLOTANTE
FIGURA No.4 TEC'O
FLOTANTE
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 18 de 123
'. SISTEMAS DE VENTILACI:N
Regula las presiones y sub presiones internas evitando variacin de presin
que distorsiona el techo o el casco
V#&7#, &,0+).
Todo tanque requiere un sistema de ventilacin:
Ventilaciones libres o vlvulas de presin y vaco de acuerdo al AP
2000.
- En campos de produccin de petrleo tanques menores de 3000 Bls,
con ventilacin libre.
- Tanques Clase 1A con vlvulas presin vaco (Ver Foto N 9).
- Tanques Clase 1B y 1C con matachispa.
V#&7#, -# #+#0@#&'%)
Todo tanque deber tener algn elemento constructivo o accesorio que alivie
la excesiva presin interna debido a aumentos de temperatura por exposicin
al fuego:
En tanques verticales, techo o sbana flotante o unin dbil entre techo
y cilindro.
Capacidad de venteo segn NFPA 30.
(Falla en sistema de ventilacin de emergencia puede causar la
explosin violenta del tanque o su desplazamiento a gran distancia).
WALTER GOYCOCHEA B.
FOTO N ( : VLVULA DE
PRESIN& VAC%O
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 1* de 123
-. PREVENCI:N DE DERRAMES
Dispositivos de medicin del tanque.
Procedimientos de control de nivel.
Dispositivos de deteccin de alto nivel. (Alarma)
Dispositivos de deteccin con accin de cierre de vlvulas.
#. CONTROL DE DERRAMES
Muros de contencin o sistemas de encauzamiento.
Capacidad de rea estanca mayor del 110%.
Muro y suelo de rea estanca impermeable.
Pie de dique a lindero no menor de 5 mts.
Altura de dique entre 0.60 y 1.8 mts.
Distancia entre pared del tanque y borde del muro, como mnimo la
altura del tanque.
rea estanca provista de cunetas y sumideros interiores.
En la Foto N 9 se muestra un tanque sin sistema de proteccin contra
derrames, el cual tuvo que ser reubicado.
IMPERMEABILIZACI:N DE AREAS ESTANCAS
%. M#-%,* -# %+8#0+#)/%.%B)'%(&
Geosintticos
Concreto
Arcillas
%%. C)0)'7#02*7%')* +2&%+)* -# )0'%..)*6
Permeabilidad 10
-7
cm/seg.
Profundidad mnima: 50 cms
Otras medidas necesarias:
Seleccin adecuada del material vs. Plan de Contingencia.
Mantenimiento del liner.
$. SISTEMAS DE TUBERIAS ; BOMBAS
T1/#02)*
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 2+ de 123
- Los sistemas de tuberas son susceptibles de fugas o derrames de
hidrocarburos. Estos sistemas deben ser capaces de soportar el calor
de un incendio durante un tiempo razonable mientras se activan los
procedimientos y sistemas de control.
- Falla de tuberas, vlvulas y conexiones durante un incendio
pueden convertir un riesgo moderado en una emergencia grave.
'. ,erifiaiones i-%ortantes
Presin de trabajo.
Tensin estructural.
Materiales.
Uniones.
Vlvulas.
Soportes.
Proteccin contra corrosin.
Pruebas.
dentificacin.
B,+/)*
Los principales riesgos en equipos de bombeo de hidrocarburos se
originan en la propia bomba cuya cantidad de lquidos inflamables o
combustibles no es grande. Por consiguiente, los principales medios
de control de riesgos son sistemas de bloqueo y deteccin de fugas o
incendio. En estaciones remotas los sistemas de deteccin son
importantes por la ausencia de personal operativo.
@. SISTEMAS CONTRAINCENDIO
Sistemas generales de prevencin y extincin de incendios en las
nstalaciones para Almacenamiento de Hidrocarburos, podrn ser fijos,
mviles, porttiles o en combinacin de acuerdo al Estudio de Riesgos.
S%*7#+) -# E*81+) C,&70)%&'#&-%,.
- Consiste de equipos fijos o semifijos, que incluye un adecuado suministro
de concentracin de espuma para proteger todas las reas donde se
almacena y manipula lquidos inflamables o combustibles.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 21 de 123
- El concentrado de espuma debe ser compatible con el lquido a ser
protegido (polar o no polar).
- El equipo de aplicacin y la cantidad almacenada de concentrado de
espuma debe estar adecuada para extinguir un incendio que involucre el
tanque de mayor capacidad.
- El diseo del sistema debe estar de acuerdo al NFPA-11
S%*7#+) -# E&$0%)+%#&7,
- Consiste en la instalacin de sistemas fijos water spray en todos los
tanques de almacenaje a presin, horizontal o vertical.
- Sistemas water spray o sistemas deluge deben instalarse en todas las
esferas (Ver Foto N 10).
- Los tanques expuestos por emergencias en otros tanques deben contar
con sistemas water spray para proteger las reas expuestas.
- Tanques de petrleo de gran capacidad debe contar con sistema de
enfriamiento water spray.
WALTER GOYCOCHEA B.
FOTO N 1) : SISTE"A
*ATER SPRAY
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 22 de 123
>. Prueba Hidrosttica
Todos los tanques, sean fabricados en taller o en campo, debern ser
probados antes de que sean puestos en servicio, segn las partes
aplicables de la norma con la que fueron fabricados:
Todos los tanques, atmosfricos, tanques refrigerados o de baja presin, a
la terminacin del fondo, se har una prueba de fugas por medio de una
caja de vaco u otro medio.
Terminada la construccin, se har el alivio de esfuerzos, exmenes
radiogrficos y otras operaciones similares.
Todos los tanques se sometern a pruebas neumticas e hidrostticas
para comprobar la estanqueidad y seguridad del cilindro. Se comprobar
tambin la estanqueidad de las soldaduras y de todos los accesorios del
techo.
Se verificar que las vlvulas de presin y vaco operen a las presiones
deseadas.
En los tanques y recipientes a presin, despus de las inspecciones, los
equipos sern probados hidrostticamente en su posicin de operacin,
segn las normas del ASME.
BIBLIOGRAF5A
1. GUDELNES FOR EVALUATON OF CHARACTERSTCS OF VALOR
CLOUD EXPLOSONS, FLASH AND BLEVE ACHE.
2. LEY ORGNCA DE HDROCARBUROS Y REGLAMENTOS-LEY N 26221
MNSTEO DE ENERGA Y MNAS.
LMA, PER 1995.
3. NFPA 30-1996, FLAMMABLE AND COMBUSTBLE LQUDS COLE,
NATONAL FRE PROTECCN ASSOCATON.
QUNCY, MA 1994.
4. HSB NDUSTRAL RSK NSURERS
NFORMATON VOLUMEN , GUDELNES FOR LOSS PREVENTON AND
CONTROL.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 23 de 123
3.1 INTRODUCCION
3.2 PROCESO DE CONSTRUCCI:N DE TANQUES
3.2.1 OBRAS CIVILES
3.2.2 METAL MECANICA PRELIMINARES
3.2.3 METAL MECANICA MONTAJE EN OBRA
3.2.< CONSTRUCCI:N DEL TECHO
3.2." SOPORTES DE TECHO
3.2.C TRABAJOS DE ARENADO ; PINTADO INTERIOR ; EDTERIOR
3.2.7 INSTALACI:N DE SELLO TECHO
3.2.8 IMPERMEABILIZACION DE PESTAA DEL FONDO ; TANQUE
3.3 PRUEBAS E INSPECCI:N
3.< CUBICACION DE TANQUE
3." PLANOS AS BUILT
3.C MEMORIA DESCRIPTIVA DE LA OBRAE INFORME FINAL
3.7 CALIDAD
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 24 de 123
3.1 INTRODUCCION
El presente capitulo se centrar en el proceso de construccin de tanques cilndricos verticales
con techo flotante, como una aplicacin de mayor exigencia en la construccin de tanques
atmosfricos, tiene objeto tambin exponer los requisitos y procedimientos de calidad para la
Construccin, Montaje y pruebas de Tanques Verticales de aceros soldados, con el objeto de
uniformizar criterios sobre las principales actividades que se desarrollan durante su proceso,
daremos las pautas principales para el montaje y soldadura de tanques instalados sobre tierra, a
una presin interna igual o similar a la atmosfrica e instalacin de todos sus accesorios
conforme al AP Standard 650.
Tambin se mencionaran los procedimientos de nspeccin como son pruebas e inspeccin dada
la alta responsabilidad que consiste en el seguimiento del proceso de las diferentes etapas del
proyecto en la cual deben aplicarse las Normas de construccin y especificaciones tcnicas del
Proyecto en cuanto a materiales, equipos y mano de obra Todo este trabajo es un resumen
basado en aspectos prcticos obtenidos en mas de los 20 anos de experiencia en este rubro y
cuya finalidad es que sirva de gua para eventos similares.
3.2 PROCESO DE CONSTRUCCI:N DE TANQUES
3.2.1 OBRAS CIVILES
Los trabajos consisten bsicamente en trabajos de movimiento de tierras, una base
impermeable para las reas del cubeto, obras de concreto simple y concreto armado
(elementos que conforman el anillo de concreto).
M#?,0)+%#&7, -# .) C)8)'%-)- P,07)&7# -#. S1#.,6
Para la cimentacin del tanque, el suelo del fondo de la excavacin se mejora mediante
un material seleccionado y compactado.
C,&*701''%(& -# .) C%+#&7)'%(& -#. T)&31#6
La cimentacin es superficial conformada por dos elementos bien definidos. En el fondo
es cimiento corrido de concreto ciclpeo de un f'c= 140 Kg/cm2.
Un anillo de concreto armado, este anillo tiene como finalidad confinar el relleno de
material seleccionado (sub-base) y la base, las cuales reciben las cargas trasmitidas por
el tanque lleno.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 25 de 123
I+8#0+#)/%.%B)'%(& -#. S1#., S1/F)'#&7# ). T)&31#6
Las reas estancas de seguridad se conforman de 02 capas de geotextil y una de
geomembrana, conformando suelos impermeables a la filtracin de aguas pluviales y
derrames de producto.
3.2.2 METAL MECANICA PRELIMINARES
R#G%*%(&E C1)-0)-, B%*#.)-, -# P.)&'>)* M#7H.%')* -#. C%.%&-0,E F,&-, F
T#'>,6
Se efecta la revisin del Proyecto a ejecutar considerando especificaciones tcnicas,
normas a aplicar y planos de fabricacin.
Con los planos de distribucin de planchas del cilindro, fondo y techo se traza y se
procede a cortar. Para espesores de hasta 9.5 mm. (3/8) se efecta con cizalla y para
mayores espesores el corte se realiza con oxicorte. Cuando se corten con oxicorte, la
superficie resultante ser uniforme y lisa, y se limpiaran las escorias con esmeriles.
Una vez efectuado el corte se procede a marcar los lados de la plancha donde se
biselarn de acuerdo al tipo de junta a soldar. Usualmente el bisel se efecta a 30.
3.2.3 METAL MECANICA MONTAJE EN OBRA
A0+)-, F A81&7).)-, -# P.)&'>)* -#. F,&-,6
Las planchas del fondo se instalarn sobre el anillo de cimentacin. Las planchas del
fondo, despus de distribuidas se arman y apuntalan para luego ser soldadas en el orden
sealados en el plano, de manera de producir hasta donde sea posible una superficie
plana, con la menor distorsin por la contraccin de las soldaduras.
Se sueldan las planchas del fondo que queden bajo el primer anillo del cilindro, en una
extensin de 30 cm. como mximo. Estas costuras se probaran al vaco. Una vez
confirmada su calidad, se proceder al montaje del cilindro.
A0+)-, -# C,.1+&)* F P1&7).#* #& #. P#02+#70, -#. T)&31#6
Se efecta el trazo del dimetro interior y se procede a colocar columnas niveladas y
sujetas con puntales separados a una distancia de 3.00 mts entre columnas.Luego se
procede a la instalacin de los soportes o calzas de las planchas del cilindro para el
proceso de montaje. Una vez concluido el montaje de todos los anillos del cilindro se
procede al retiro de las columnas y soportes del cilindro.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 26 de 123
M,&7)?# -#. P0%+#0 A&%..,E S,.-)-10) -# C,0-,&#* V#07%').#*6
Se inicia el montaje de las planchas del primer anillo colocando espaciadores adecuados
con punzones en ambos lados para mantener la separacin especificada en los planos y
las platinas "puentes por la cara interior de las planchas del cilindro, dejando intactos los
bordes de las planchas del tanque. Las platinas se colocan aproximadamente a 0.30 m
de separacin.
Para la costura de cierre se verifica el permetro del cilindro y se efecta el corte de
plancha para proceder al armado y soldadura de la junta vertical.
IB)?# -#. P0%+#0 A&%.., M#-%)&7# #. S%*7#+) -# G)7#,6
Una vez concluido la soldadura de todas las costuras verticales del primer anillo, se inicia
el izaje de este cilindro mediante gatas ubicadas en cada una de las columnas instaladas
inicialmente. El izaje se efecta coordinadamente manteniendo uniformidad durante el
proceso.
M,&7)?# -#. S#@1&-, A&%..,E S,.-)-10) -# C,0-,&#* V#07%').#* F S,.-)-10)
-#. P0%+#0 C,0-(& H,0%B,&7).6
Contina el montaje del segundo anillo del cilindro colocando espaciadores adecuados
con punzones en ambos lados para mantener la separacin especificada en las juntas
verticales y horizontales y platinas por la cara interior de las planchas del cilindro. Se
efecta la soldadura de las costuras verticales antes de iniciar el armado entre el primer y
segundo anillo (costura horizontal).
No se efecta ninguna soldadura horizontal entre 2 anillos, antes de haber terminado de
ejecutar todas las costuras verticales de esos anillos.
IB)?# -#. S#@1&-, A&%.., M#-%)&7# #. S%*7#+) -# G)7#,6
Una vez concluido la soldadura de todas las costuras verticales del primer anillo y costura
horizontal entre el primer anillo y segundo anillo, se inicia el izaje de este cilindro
mediante gatas ubicadas en cada una de las columnas instaladas inicialmente. El izaje se
efecta coordinadamente manteniendo uniformidad durante el proceso.Sucesivamente se
continua con el mismo procedimiento hasta el ltimo anillo.
M,&7)?# -#. .7%+, A&%..,6
Para el montaje del ltimo anillo previamente se efecta el izaje del cilindro hasta una
altura similar a la de la plancha a instalar, retirando las calzas en forma continua
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 27 de 123
conforme se van montando las planchas de este anillo. Se efecta el armado y soldadura
de la costura vertical, luego el armado y soldadura entre el penltimo y ltimo anillo
(costura horizontal), quedando la costura cilindro fondo para el proceso de soldadura de
las planchas del fondo.
S,.-)-10) -#. F,&-,6
Las planchas del fondo, despus distribuidas y apuntaladas, se soldaran en el orden
sealado en el plano, de manera de producir hasta donde sea posible una superficie
plana, con la menor distorsin por la contraccin de la soldadura.
La soldadura del rea de cuchillas (permite la libre contraccin) del fondo (cerca al
permetro del ltimo anillo del cilindro) dada la configuracin y disposicin de estas juntas
hay que aplicarles una secuencia de soldadura sealado en el plano que se efectuar
despus de soldar la costura cilindro fondo del tanque.
S,.-)-10) -#. F,&-, ',& P#02+#70, I&7#0%,0 -#. C%.%&-0, -#. T)&31#6
Una vez concluida la soldadura del fondo excepto las reas de las cuchillas, se procede a
soldar el permetro interior del cilindro - fondo segn lo indicado en el plano.
P01#/) -# I+8#0+#)/%.%-)- ',& P#70(.#, C).%#&7#6
Una vez concluida la soldadura del permetro interior cilindro fondo, se procede a rociar
petrleo caliente en toda esta costura, limpiando previamente la costura exterior, donde
se observar posibles fallas de soldadura.
S,.-)-10) -# F,&-, ',& P#02+#70, EI7#0%,0 -#. C%.%&-0, -#. T)&31#6
Una vez concluida la prueba de impermeabilidad y verificado que no hay fallas de
soldadura se procede a soldar el permetro exterior.
Terminado la soldadura cilindro fondo del tanque, se soldaran las uniones del fondo que
se hayan dejado de soldar para permitir la libre contraccin.
3.2.< CONSTRUCCI:N DEL TECHO
Para la construccin del techo flotante se requiere:
O/0) F).*)6
Construccin de una obra falsa en el interior del tanque. La obra falsa permitir colocar
las planchas del techo en una posicin perfectamente horizontal en la zona de la cubierta
(zona central) En la zona de los pontones las planchas sern colocadas con una cierta
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 28 de 123
pendiente en sentido radial, tal como se indica en los planos de ensamble del techo
flotante, para lo cual la obra falsa estar diseada siguiendo esa geometra.
M,&7)?# -# P.)&'>)* -# T#'>,6
Previamente para el manipuleo y transporte de los materiales al interior del tanque se ha
dejado una ventana de 1500 x 6000 mm. En el primer anillo del cilindro del tanque para
facilitar dicha actividad.
Se procede al armado y apuntalado segn el plano de distribucin de planchas de techo y
Especificaciones Tcnicas (armado de uniones traslapadas entre las planchas del techo)
Es fundamental que al armar las planchas queden perfectamente AJUSTADAS, y sujetas
con puntos de soldadura bien fusionados, de solo de longitud, de modo que, con solo
una ligera limpieza con esmeril, queden las juntas aptas y sin estorbos para la soldadura.
La mnima distancia entre puntos es de 2# (espesor de la plancha) y la mxima de 2"#E
significando en este caso: 4 a 5 (100 mm a 125 mm) debe respetarse esta regla para
obtener un perfecto "cocido de la estructura. Aplicar esta recomendacin para la zona de
la cubierta.
A0+)-, -# P,&7,&#*6
)= A&%.., I&7#0%,0E EI7#0%,0E A&%.., R%@%-%B)-,0 C#&70). F T)/%31# R)-%).6
Primero se soldar las planchas de la cubierta del techo que queden bajo los anillos
interior y exterior de los pontones en una extensin de 30 cm como mximo. Estas
costuras sern probadas al vaco. Una vez comprobada su calidad, se proceder al
armado y apuntalado de los elementos indicados segn plano de ensamble general.
Dejar la unin apuntalada, libre de salpicaduras, abultamiento de puntos mal
fundidos, xido de las planchas, etc.
/= S,.-)-10) -# C1/%#07)6
Las planchas del techo, despus distribuidas y apuntaladas, se soldaran en el orden
sealado en el plano, de manera de producir hasta donde sea posible una superficie
plana, con la menor distorsin por la contraccin de la soldadura.
El rea de cuchillas del techo (cerca al permetro del anillo interior del pontn) dada la
configuracin y disposicin de estas juntas hay que aplicarles una secuencia de
soldadura especial, que se efectuar despus de soldar las planchas del anillo
interior del pontn con las planchas de la cubierta.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 2* de 123
'= S,.-)-10) #&70# A&%.., I&7#0%,0 -# P,&7(& F P.)&'>) -# .) C1/%#07)6
Consolidar el apuntalado, luego soldar la junta interior (lado de la cubierta) marcando
tramos de 5 pies y soldar con un electrodo en cada final de tramo, en todas las
intersecciones como 1era. etapa y las siguientes con 2, 3 y 4 electrodos. Luego
soldar la parte externa (zona de pontones) con soldadura continua por cuadrantes.
-= S,.-)-10) #&70# A&%.., I&7#0%,0 F EI7#0%,0 -# .,* P,&7,&#*6
Marcar las juntas a soldar en tramos de 12 y numerarlas en orden y alternados tipo
zig zag. Soldar segn numeracin de cordones en el sentido de avance parcial, con
dos (2) electrodos por tramo. Aplicar mtodo de dispersin de calor al total de juntas
a soldar entre ambos anillos. Cuidar de fundir bien los inicios de cada cordn. Luego
soldar en forma intermitente 50 250 el anillo rigidizador central y con soldadura
completa el tabique radial en ambos lados para evitar fugas entre pontones.
#= P,*7# I&7#0%,0E R%@%-%B)-,0 R)-%). F A&%.., R%@%-%B)-,0 I&7#0%,06
Proceder al armado, apuntalado y posterior soldado de los elementos indicados
segn plano de ensamble general.
3.2." SOPORTES DE TECHO
Los soportes del Techo Flotante estn diseados para que la altura operativa del Techo
sea de 1040 mm. sobre el nivel del fondo, medido en la pared del tanque y para que la
altura de mantenimiento sea 2100 mm.
Los traslapes entre las planchas de cubierta que queden ubicados a menos de 900 mm.
de los soportes o cualquier otro elemento rigidizador sern soldados en forma continua
en la parte superior e intermitente 50 - 250 en la parte inferior. Las piezas tubulares (3"
y 4" ) de los soportes de techo sern galvanizadas en caliente.
)= S,8,07#* -# T#'>, - P,&7,&#*6
La ubicacin e instalacin de los 18 soportes de techo se efecta segn Ensamble
General del Techo Flotante.
Para los soportes del pontn la altura del pasador se mide entre el eje del pin y la
superficie superior de las planchas de la tapa de los pontones. Las costuras a tope
verticales sern de penetracin completa y fusin total.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 3+ de 123
/= S,8,07#* -# T#'>, - C1/%#07)6
La ubicacin e instalacin de los 21 soportes de techo se efecta segn Ensamble
General del Techo Flotante.
Para los soportes de la cubierta la altura del pasador se mide entre el eje del pin y la
superficie superior de las planchas de la cubierta. Las costuras a tope verticales
sern de penetracin completa y fusin total.
'= C1/%#07) -# P,&7(& F E&70)-) -# H,+/0# - P,&7,&#*6
Una vez terminadas las soldaduras de los pontones, se probar todas las costuras
con tintes penetrantes y se proceder al armado, apuntalado y posterior solado de la
cubierta (tapas) de los pontones segn plano de ensamble general.
Posteriormente se proceder al trazado, corte, armado, apuntalado y posterior
soldado de las 18 entradas de hombre - pontones.
-= B)00#0) -# ',&7#&'%(& -#. *%*7#+)6
Una vez terminado la soldadura de los pontones, se proceder al armado, apuntalado
y posterior soldado de barrera de contencin del sistema segn plano de ensamble
general.
#= M,&7)?# -# )''#*,0%,* -#. 7)&31# #& '%.%&-0,E $,&-,E 7#'>,6
Este rubro abarca la fabricacin y el montaje de todos los accesorios del Tanque, los
mismos que estn detallados en diferentes planos de distribucin de accesorios,
Manholes, escalera exterior, escalera interior, indicador de nivel, tubo antigiratorio y
sumideros de fondo y techo.
La ubicacin y orientacin de los accesorios se respetan rigurosamente para evitar
interferencias entre las planchas de refuerzo y las costuras horizontales o verticales
del tanque.
Se inicia el montaje de la escalera exterior conjuntamente con el izaje del cilindro,
culminando despus de terminado el montaje de todos los anillos del cilindro del
tanque.
$= C,&*701''%(& -#. *%*7#+) ',&70) %&'#&-%,6
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 31 de 123
De acuerdo a los planos del sistema contra incendio, se procede a la fabricacin de
todos los soportes que irn soldados al tanque para la instalacin de la montante y
toroide del sistema de espuma contra incendio. Se efecta el ranurado Victaulic
donde corresponda en la montante y soldadura de bridas en los extremos del tubo de
2 (toroide).
Se distribuyen uniformemente las cmaras de espuma para su instalacin.
3.2.C TRABAJOS DE ARENADO ; PINTADO INTERIOR ; EDTERIOR
El xito de un trabajo de pintura no solo depende de una adecuada aplicacin,
sino, en mayor medida, de la preparacin o trabajos previos que se realicen en la
superficie antes de pintarla. Por preparacin de superficie se entiende la limpieza que se
efecta, antes de aplicar la pintura, con el objeto de eliminar todo agente contaminante,
partculas sueltas o mal adheridas, que sean ajenas o no a la superficie, dejndola apta
para recibir la pintura.
Los trabajos de arenado se ejecutan segn Norma SSPC-SP 5. Los trabajos se
efectan tomando en cuenta que la temperatura del ambiente sea de 3 C mayor que el
punto de roco.
La arena utilizada esta libre de sales y cumple con la norma SSPC.
Los trabajos de pintura se hacen de acuerdo a las Especificaciones Tcnicas del
fabricante de las pinturas. Las pinturas ricas en zinc deben estar en contacto directo e
intimo con el acero para proporcionarle una proteccin catdica Adecuada.
Las marcas de pintura son las aprobadas y estandarizadas por el propietario,
para el interior suelen usarse las familias epoxicas y fenlicas, para el exterior son mas
econmicas las alquidicas, pero de menor duracin que las epoxicas y las fenlicas.
3.2.7 INSTALACI:N DE SELLOS DE TECHOS FLOTANTES
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 32 de 123
El sello se selecciona considerando el tipo que mejor se adapte a las posibles
deformaciones que tenga el tanque.
El sello Primario de Zapata Metlica es tipo tijeras. El diseo de las tijeras
permiten que tenga la capacidad de operar y sellar en espacios anulares y garantiza que
la zapata siempre tienda a sellar, prcticamente sin importar las deformaciones que
presente la pared del tanque. Este mecanismo permite que la zapata mantenga siempre
un ajuste apretado, constantemente.
3.2.J IMPERMEABILIZACION DE PESTA9A DEL FONDO DEL TANQUE
Se refiere al uso de un producto plstico, para sellar todo ingreso de humedad
debajo del fondo del tanque.
Se usa productos impermeabilizantes de alta calidad, tal como la marca SKA, P
o similar.
Se efecta limpieza mecnica o se arenar la superficie en la cual se aplicar el
recubrimiento protector.
Se aplica la masilla plstica bituminosa tipo "gas K negro.
Se protege la masilla con mortero (base de concreto aplicada hacia arriba).
3.3 PRUEBAS E INSPECCION
P01#/)* -# V)'2, #& *,.-)-10)* -# F,&-, -# 7)&31#*6
Una vez terminadas las soldaduras del fondo, se les somete a prueba, aplicando vaco a todas
las uniones, usando solucin jabonosa para descubrir filtraciones. El vaco en un vacumetro,
debe alcanzar un valor no menor de 0.141 Kg/cm2 (2 lbs./pulg2).
La prueba se hace recorriendo la totalidad de las juntas soldadas y marcando los puntos donde
se detecten fallas. Una vez terminada la prueba se lavara con agua dulce las planchas donde se
halla aplicado el agua jabonosa.
P01#/)* -# *,.-)-10) ',& 7%&7# 8#F)&7# #& #. '%.%&-0, -#. 7)&31#6
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 33 de 123
Se efecta la soldadura de penetracin, relleno y acabado por la parte externa, luego por la parte
interna se esmerila toda la costura observando buena limpieza, inmediatamente se procede a la
prueba de tinte en toda la costura aplicando tintes penetrantes de acuerdo a norma ASTM E165.
I&*8#''%(& -# R)-%,@0)$2) -# *,.-)-10) -# 7)&31#*6
La inspeccin radiogrfica de soldaduras se har conforme a especificaciones, los planos
pertinentes y el standard AP-650.
Todas las radiografas debern estar libre de defectos por causas mecnicas, qumicas, etc. Que
puedan dificultar la correcta interpretacin de la placa.
Se colocan marcas de identificacin de la placa por tomarse en un lugar adyacente al cordn de
soldadura y su ubicacin se marcar precisamente en el tanque de tal forma que cualquier
defecto que pudiera revelar la placa, sea fcilmente ubicado en el tanque.
P01#/) -# .) 8.)&'>) -# 0#$1#0B,6
Todas las planchas de refuerzo de boquillas o de entrada de hombre llevaran un hueco de 6.4
mm (1/4) de dimetro, roscado para conexin de aire. Esta prueba se efecta antes de la
prueba del cilindro.
Las costuras debern ser hermticas. Si se detectan fallas, stas se repararn. Terminada la
prueba el hueco se dejar abierto a la atmsfera, protegido con grasa.
P01#/) -# C1/%#07) -#. 7#'>,6
Una vez terminada las soldaduras del fondo y cubierta del techo se probarn las juntas soldadas
aplicando vaco usando solucin jabonosa, aceite de linaza u otro material adecuado para
descubrir filtraciones.
El vaco se puede hacer por medio de una caja (metlica o de madera) de 15 cm de ancho por
76 cm de largo, cerrada la cara superior con un vidrio y abierta la cara inferior, cuyos bordes
llevarn empaquetadura de esponja de jebe. La caja debe tener conexiones, vlvulas y
vacumetro.
El vaco en la caja se har por cualquier mtodo conveniente tal como conectndolo al mltiple
de un motor de explosin, una bomba de vaco o un eyector de aire. El vaco, medido en un
vacumetro, debe alcanzar un valor no menor de 0.24 Kg/cm2 (2 lbs/pulg2).
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 34 de 123
La prueba se har recorriendo todas las juntas soldadas y marcando los puntos donde se
detecten fallas, para su posterior reparacin.
Una vez terminada la prueba se lavar con agua dulce las planchas donde se haya aplicado
agua jabonosa.
En aquellos cordones de soladura donde no se pueda probar por este procedimiento como por
ejemplo en las aberturas de la plancha por donde pasan los accesorios como los soportes, pozos
de nivel, ventilacin, etc. se usar el procedimiento de tintes penetrantes.
P01#/) -# .,* 8,&7,&#*6
Una vez terminadas las soldaduras de los pontones y de preferencia antes de colocar todas las
tapas de los pontones para contar con mejor iluminacin, se probarn todas las costuras de los
pontones con tintes penetrantes.
P01#/) -# .) '1/%#07) K 7)8)= -# .,* 8,&7,&#*6
Las costuras de las planchas de la tapa de los pontones sern inspeccionadas visualmente para
detectar perforaciones y defectos de soldadura.
P01#/) H%-0,*7H7%') F C,&70,. -# )*#&7)+%#&7, -# .) /)*#6
Antes de iniciar la prueba del cilindro, se marcarn en la base de concreto o en la pestaa de la
plancha del fondo que sobresale del cilindro, puntos equidistantes de registro de asentamiento
de la cimentacin en la cantidad que corresponda.
Se llevar el registro del asentamiento en los puntos indicados, tanto en el llenado como en el
vaciado.
Es obligatorio la prueba hidrosttica del tanque. Simultneamente, se prueba la flotabilidad del
techo. Se observar y registrar la altura a la cual el techo empieza a flotar. Se registrar
minuciosamente la velocidad de llenado, la velocidad de desplazamiento y los asentamientos.
Paralelamente, se observar el funcionamiento de la escalera interior sea del tipo pivotante o del
tipo telescpico.
3.< CUBICACION DE TANQUE
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 35 de 123
Para este procedimiento se emplearn cintas de medicin calibradas y accesorios diversos. Se
evaluarn la informacin de campo considerando las recomendaciones de las normas AP. Toda
la informacin levantada en el campo se ingresara a los programas de computacin (Cubicacin
de tanques verticales) para obtener las Tablas de Cubicacin del Tanque. Las tablas sern
verificadas y aprobadas por los organismos correspondientes.
3." PLANOS AS BUILT
Se efecta los planos de fabricacin y montaje del tanque tal como se ejecutaron durante el
proceso de la Obra. Una vez concluido todo el proceso de montaje se elaborn los planos
llamados As-Build donde se muestra las variaciones o cambios efectuados durante el proceso de
montaje.
3.C MEMORIA DESCRIPTIVA DE LA OBRAE INFORME FINAL
Se elabora este documento donde se indican todos los procesos de trabajo efectuados durante la
ejecucin y montaje del Tanque. Se debe mencionar las Normas aplicadas, especificaciones
tcnicas y recomendaciones del propietario.
3.7 CALIDAD
Cada Proyecto se ejecuta siguiendo los lineamientos establecidos por nuestro Sistema de
Aseguramiento de Calidad. Basado en el modelo del SO-9001:2000. Esta ventaja competitiva
asegura al cliente la conformidad del Servicio o Producto.
Para lograrlo es necesario establecer patrones de control de calidad, el cual se realiza siguiendo
el diagrama de flujo adjunto
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 36 de 123
El P.)& -# C).%-)- -#. P0,F#'7, especifica la manera en que ADEMNSAC lleva a cabo el control de
sus procesos de fabricacin, es acorde y se basa en el modelo del Manual de Sistema de Gestin de
Calidad de la Empresa y del API SPEC Q1.
WALTER GOYCOCHEA B.
CONTROL DE CALIDAD
P!A/ D4 CA!IDAD
D4! P&O84CTO
FABRICACIN DE TANQUES
COMPLETOS EN TALLER
FABRICACIN DE PARTES,
TANQUES A SER MONTADOS EN
OBRA
P!A/ D4
P6/TOS D4
I/SP4CCIO/
3A/6A! D4! SIST43A
D4 04STI5/ D4
CA!IDAD AD43I/SAC.
PROYECTO
CONSTRUCCIN TANQUE
DOSSIER DE
FABRICACIN
MONTAJE?
CONTROL DE LOS
PROCESOS DE
FABRICACIN
ENTREGA
/O
CONTROL DE LOS
PROCESOS DE MONTAJE Y
PRUEBA DE TANQUES
MONTAJE DE TANQUES EN
OBRA
DOSSIER DE
MONTAJE
SI
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 37 de 123
El P.)& -# P1&7,* -# I&*8#''%(& (o lista de revisin) detalla cada uno de los controles y
operaciones a ser efectuadas en el Control de Calidad, ste documento constituye un elemento
fundamental para la trazabilidad de nuestros procesos operativos, es una gua elaborada a partir de
documentos contractuales, tales como:
1) Contrato de Obra
2) Especificaciones Tcnicas y Requerimientos del Cliente
3) Normas nternacionales:
a) AP SPEC. 12F
b) AP SPEC. 12D
c) AP 620
d) AP 650
e) AP 653
f) ASME SECCN X
g) AWS D1.1
h) ASTM SECTON 1
i) ANS B16.5
j) SSPC
El Plan de Puntos de nspeccin especifica los controles a efectuar los cuales, por ejemplo pueden
ser:
Registro de Control de Documentos de ngeniera
Registro de Calificacin de Procedimiento de Soldadura (PQR), Especificacin de
Procedimiento de Soldadura (WPS), Calificacin de Soldadores (WQTR)
Registro de Control de Recepcin de Materiales y Equipos
Registro de Control Dimensional
Registro de nspeccin Visual de Soldadura
Registro de nspeccin de Soldadura por Tintes Penetrantes
Registro de nspeccin de Soldadura por Radiografa
Registro de Prueba Hidrosttica a los Tanques
Registro de Prueba Neumtica de los Refuerzos de Manholes en tanques
Registro de Preparacin de Superficies Metlicas
Registro de Proteccin Superficial (Pintado)
Registro de Entrega y Liberacin
Otros que puedan necesitarse
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 38 de 123
La trazabilidad incluye al personal que efecta los controles, nos referimos a personal debidamente
calificado, y para los nstrumentos de Medicin, los cuales deben estar debidamente calibrados.
Finalmente se entrega al Cliente el respectivo Dossier de Calidad del Proyecto, el cual es evidencia
objetiva de la Calidad del Producto o Servicio.
BIBLIOGRAFIA UTILIZADA
AP 650 Welded Steel tanks for oil storage specification
ASTM SECTON 1 ron and Steel Products
ANS B16.5 Pipe flanges and flanged fittings
AP 620 Design and Construction of Large, Welded, Low-Presure
AWS D1.1 Structural Code
AP 653
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 3* de 123
4.1 ALCANCE Y ANTECEDENTES
4.2 OBJETVOS
4.3 CONTENDO
A. PROCEDMENTO DE SOLDADURA
A.1 LA ESPECFCACON DEL PROCEDMENTO (WPS)
A.2 SOLDADURA Y ENSAYOS
A.3 HOMOLOGACON DE SOLDADOR
B. PROTOCOLOS DE ENSAYO SEGN AP 650
B.1 NSPECCN
B.2 NSPECCN A SOLDADURA DE FONDO DE TANQUE
B.3 NSPECCN A SOLDADURA DE PLANCHA REFUERZO
B.4 PRUEBAS DEL CASCO
B.5 PRUEBAS DE TECHO
B.6 TOLERANCAS DMENSONALES
B.7 CMENTACONES
B.8 DMENSONAMENTO
C. PROTOCOLOS DE ENSAYO SEGN AP 620
C.1 NSPECCN DE MATERALES
C.2 ESTAMPADO SOBRE PLANCHAS
C.3 MEDCON DE ESPESORES
C.4 NSPECCN SUPERFCAL
C.5 NSPECCN PARTES COMPONENTES
C.6 CHEQUEO DMENSONAL
C.7 CHEQUEO DE DATOS DE LAS PROPEDADES QUMCAS Y FSCAS
C.8 CHEQUEO DE ALVO DE TENSONES
C.9 DATOS DE TANQUES TERMNADOS
C.10 EXAMENES A SOLDADURA
4.4 ANEXOS
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 4+ de 123
<.1 ALCANCE ; ANTECEDENTES
El alcance de este capitulo esta referido a los trabajos de soldadura que se efecten en el
proceso de construccin de tanques atmosfricos y a presin. En funcin a estos trabajos y en
concordancia con los cambios tcnicos producidos en los ltimos aos y con el fin de poder
disponer con informacin fidedigna de un proceso de fabricacin de cualquier equipo no solo
para asegurar la calidad de fabricacin, sino adems para realizar el seguimiento
correspondiente; es importante desarrollar un plan de aseguramiento de calidad, en el cual se
tomen en cuenta todos los puntos mnimos que las Normas para la fabricacin de tanques a
presin atmosfrica, baja presin y tanques a presin (AP 650, AP 620 y ASME Secc. V)
especifican.
Con el afn de brindar orientacin en cuanto a las exigencias que hoy en da proponen las
Normas y/o Cdigos mencionados, y adems de ello, permita la elaboracin del plan
mencionado se ha desarrollado el presente tema teniendo en cuenta lo especificado por AP
650/2000 y AP 620/2000; Welded Steel Tanks for Oil Storage y Design and Construction of
Large, Welded, Low-Pressure Storage Tanks respectivamente.
<.2 OBJETIVOS
a) Conocer la finalidad de las Calificaciones de Procedimientos de Soldadura y de
Soldadores / Operadores de Soldar.
b) Evaluar, basado en los requisitos de las normas tcnicas, los resultados de ensayos.
c) dentificar los equipos ms adecuados para realizar mediciones.
d) Preparar documentos tcnicos basados en las exigencias de las normas en estudio, o sea
elaborar los Protocolos de Prueba.
<.3 CONTENIDO
A. PROCEDIMIENTO DE SOLDADURA
Al iniciar la fabricacin de una construccin soldada es preciso disponer de las suficientes
garantas respecto a que s soldando con el procedimiento y la tcnica seleccionados se va
a lograr la continuidad metlica de la unin en el sentido indicado en el trmino soldabilidad.
"Un acero se considera soldable, por un procedimiento determinado y para una aplicacin
especfica, cuando mediante una tcnica adecuada se pueda conseguir la continuidad
metlica de la unin, de tal manera que sta cumpla con las exigencias prescritas con
respecto a sus propiedades locales y a su influencia en la construccin de la que forma
parte integrante.
Con el objeto de avalar estas garantas, es necesario realizar previamente laCalificacin del
Procedimiento que se va a emplear, as como la Homologacin de la mano de obra que va
a ejecutar el mismo.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 41 de 123
LA CALFCACN
Consta de las siguientes fases:
- Preparacin de la E*8#'%$%')'%(& -#. P0,'#-%+%#&7, (WPS, Welding procedure
specification).
- Soldar una probeta, siguiendo fielmente la Especificacin.
- Someter la probeta a los ensayos requeridos por el cdigo de diseo de la construccin
soldada y a los adicionales que puedan imponer las condiciones de servicio.
A.1 LA ESPECIFICACI:N DEL PROCEDIMIENTO KLPS=
En la especificacin debern indicarse claramente todas las variables o parmetros
de soldeo.
a. PROCESO DE SOLDEO: SMAW, SAW, GMAW, etc / tipo
b. UNONES: (QW-402)
- Tipo: V, X, U, J, K, etc.
- Dimensiones: ngulo, taln, separacin.
- Sistema de preparacin de bordes.
- Uso de backing.
c. METAL BASE (QW-403)
- Calidad.
- Grupo PN y GN.
- Espesor.
d. MATERAL DE APORTE (QW-404)
- Tipo de electrodo: Clasificacin AWS.
- Tamao de electrodo/alambre.
- Rango de deposicin.
- Flux.
- Tipo de nserto.
- Composicin (A N).
- Grupo de Electrodo (F N).
e. POSCN DE SOLDADURA (QW-405).
- 1G, 2G 1F, 2F (Ver Fig. 4).
- Sentido de avance o progresin.
f. PRECALENTAMENTO (QW-406)
- Temperatura de inicio, de interpase.
- Fuente de Calor.
g. TRATAMENTO TERMCO POST SOLDEO (QW-407).
- Temperatura a alcanzar.
- Velocidad de calentamiento y enfriamiento.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 42 de 123
- Tiempo de mantenimiento.
h. GASES
- Tipo de Gas.
- Composicin.
- Flujo, etc.
i. CARACTERSTCAS ELECTRCAS (QW-409)
- Corriente, polaridad.
- Amperaje.
- Voltaje.
- Tipo de deposicin (automtica).
j. TCNCA (QW-410)
- Velocidad de Soldeo.
- Forma de deposicin.
- Mtodo de Limpieza entre pasadas.
- Procedimiento de escamado de raz.
- Nmero de pases.
- Nmero de electrodos / alambres.
k. Todo tipo de nota que ayude a la buena prctica de la soldadura.
l. Ver Protocolo de Especificacin de Procedimiento (Anexo 1).
A.2 SOLDADURA ; ENSA;OS KPQR=
Esta fase consiste en soldar una probeta respetando lo indicado en la especificacin
del procedimiento, realizando los controles de temperatura necesarios, si se
necesitar de precalentamiento y post-calentamiento.
Finalizado el proceso anterior, se realizan los ensayos requeridos. Como mnimo
abarcarn: un ensayo de traccin, dos ensayos de doblado y un barrido de durezas
en la seccin transversal de la junta, aunque los cdigos no lo soliciten.
Por exigencias del servicio que van a prestar las soldaduras se pueden llevar a cabo
diferentes pruebas como: ensayo de impacto, ensayo de corrosin, etc.
Los resultados de ensayo se plasman en un documento escrito considerado como
PQR. Ver P0,7,',., -# C).%$%')'%(& -#. P0,'#-%+%#&7, -# S,.-)-10) KA&#I, 2=.
A.3 HOMOLOGACI:N DEL SOLDADOR
Por ltimo, para reunir las garantas antes mencionadas, debemos asegurarnos que
la mano de obra tiene la habilidad y formacin necesarias.
Es importante, por ello la Calificacin del Soldador y de los operadores de mquinas
automticas de soldadura, por medio de pruebas y ensayos correspondientes, segn
el Cdigo de aplicacin.
Ver P0,7,',., -# H,+,.,@)'%(& -#. S,.-)-,0 KA&#I,* 3 F <=.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 43 de 123
B. PROTOCOLOS DE ENSA;O SEGN API C" M 2.
En el Articulo 5.3 nspecciones, Pruebas y Reparaciones, se dan las exigencias de control
que debe satisfacer todo Contratista para dar la aceptacin, y que el trabajo est concluido
a satisfaccin del Comprador, de forma tal que este sea hermtico y libre de fugas.
Para ello dispone lo siguiente en lo relativo a las pruebas de nspeccin:
B.1 INSPECCION DE SOLDADURAS
Soldadura a tope:
Requisito: Fusin completa y total penetracin.
nspeccin:
o Visual (6.5) ver Fig. 7,8 y 9
o Radiogrfica (6.1)
Soldadura de filete:
nspeccin: Solo inspeccin visual (6.5)-Ver Fig. 10, 11 y 12.
B.2 INSPECCION A SOLDADURA DE FONDO DE TANQUE
Aire a presin o Vaco (- 3 llbs/pulg
2
).
Bombeo de agua por debajo del fondo (6 liquido) usada como represa temporal
para retener esa altura alrededor del borde del fondo.- Ver Fig. 2 y 3.
B.3 INSPECCION DE SOLDADURA DE REFUERZO 4 PLANCHA
Presin neumtica (+ 15 lbs/pulg
2
) Ver Fig. 1.
B.< PRUEBAS DEL CASCO
Radiografa - Ver Anexo 6.
Prueba hidrosttica - Ver Anexo 8.
Aceite de alta penetracin y examinacin por lado posterior.
B." PRUEBAS DE TECHO
Prueba de presin de aire; a una presin que no exceda el peso de la plancha.
Prueba de Vaco.
Si no se requiere hermeticidad, solo es necesario inspeccin visual.
B.C TOLERANCIAS DIMENSIONALES
Plomada (Verticalidad) de parte superior al fondo:
2++
Ht
Planitud y ondulamiento de planchas de anillos : ASTM A6 / A20 / A 480 -
Ver Anexo 7
Redondez:
Medicin de radio a una altura del cordn fondo-primer anillo de 0.30m (1 pie).
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 44 de 123
Se debe cumplir lo estipulado en 5.5.3 de la Norma.
Desviaciones locales: Cordn vertical :
Usar gauge con una longitud de barrido de 900 mm (36) con el radio nominal del
tanque. - Ver Fig. 6.
Cordn horizontal :
Usar gauge de borde recto de 900mm (36) de longitud.- Ver Fig. 5.
B.7 CIMENTACIONES
Para plano horizontal:
Con anillo de concreto: 3mm en los 9m
(30') de circunferencia y 6mm en la circunferencia total; medida desde
la elevacin promedio.
Sin anillo de Concreto : 3 en los
3m (10') de la circunferencia y 13mm en la circunferencia total, medida
desde la elevacin promedio.
Donde una plancha de cimentacin es provista:
A partir de los primeros 0.3m (1') de la cimentacin ( ancho del anillo anular)
medir radialmente desde el exterior al centro.
Debe cumplir los requerimientos del anillo de concreto . El remanente debe
estar dentro de 13mm del diseo.
B.J DIMENSIONAMIENTO
Se tomarn las dimensiones antes de la ejecucin de la prueba hidrosttica.- Ver
Anexo 7.
C. PROTOCOLOS DE ENSA;O SEGN API C2M1!!!
Los tanques que son construidos segn las reglas de esta norma debern ser inspeccionados
y aprobados de acuerdo a las exigencias de sta. Se deber seguir cuidadosamente la
fabricacin y prueba de cada tanque y se asegurar de que cumplan con todos los requisitos
de diseo, fabricacin y pruebas especificadas:
C.1 INSPECCION DE MATERIALES
L)* 8.)&'>)* F ,70,* 31# #*7)0H& *,+#7%-,* ) ')0@) -# 80#*%(&E *#0H&
%&*8#''%,&)-)* )&7#* -# *#0 %&',08,0)-,* ). 7)&31#.
Se deber prestar particular atencin a los bordes cortados para asegurar que el
material est libre de laminaciones serias y otros defectos.
C.2 ESTAMPADO SOBRE PLANCHAS
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 45 de 123
Las planchas sern marcadas y dejadas de manera que al trmino de la obra se
puedan identificar plenamente.
En plancha < de espesor se buscar alguna otra forma de marcado diferente a
la estampacin.
C.3 MEDICION DE ESPESORES
Todo material deber ser calibrado o medido para determinar si los espesores
cumplen con los requisitos. Ver Anexo 7.
C.< INSPECCION SUPERFICIAL
Los bordes de planchas, aberturas y montajes expuestos durante la fabricacin
debern ser examinados cuidadosamente
Los defectos menores pueden ser reparados despus de aprobar el mtodo.
Los que tengan algo ms que defectos menores y que no pueden ser reparados
satisfactoriamente debern ser rechazados.
C." INSPECCION DE PARTES ; COMPONENTES
Todas las planchas o secciones laterales y planchas de fondo y techo debern ser
inspeccionadas para verificar: espesores, defectos perjudiciales y la solidez de
cualquiera de las uniones soldadas.- Ver Anexo 7.
C.C CHEQUEO DIMENSIONAL
Las planchas conformadas y secciones curvadas deben ser chequeadas para dar
conformidad a las dimensiones planeadas y a la seccin transversal. Ver Anexo 7.
C.7 CHEQUEO DE DATOS DE LAS PROPIEDADES QU5MICAS ; FISICAS
Se chequear: nmero de horneada, anlisis qumico , propiedades segn los
reportes de laminacin y se adjuntarn los reportes al informe del fabricante.
C.J CHEQUEO DEL RELEVO DE TENSIONES
Se verificar cualquier funcionamiento de tensin relevo trmico, se registrarn
las temperaturas y que se cumpla con el procedimiento conforme a lo establecido.
C.! DATOS DE TANQUES TERMINADOS
El fabricante proporcionar copias de planos mostrando la ubicacin de planchas
de acuerdo al marcado previo.
C.1 EDAMENES A SOLDADURA
Radiografa ndustrial. Ver Anexo 6.
Partculas Magnticas (sustituye a radiografa en zonas de difcil acceso). Ver
Anexo 5.
Todas las soldaduras sern inspeccionadas visualmente.
Examen ultrasnico (slo si es especificado).
Lquidos Penetrantes (slo si es especificado). Ver Anexo 5.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 46 de 123
CONCLUSIONES ; RECOMENDACIONES
e. Es necesario la elaboracin de un plan de calidad de fabricacin. El cual ser el
punto de partida para su posterior seguimiento.
f. Es sumamente importante exigir a los fabricantes, los Protocolos de Calificacin de
Procedimiento de Soldadura, sin el cual no es posible dar continuidad a la
Homologacin de Soldadores y por tanto continuidad a la Obra.
g. Es sumamente importante actualizar las Normas y Cdigos a la fecha.
h. Es importante exigir de cualquier fabricante el Dossier de Fabricacin que incluye
adems Certificacin de los materiales involucrados en la Obra y los planos
definitivos al trmino del montaje.
ANEDOS
e. Se anexan grficos contenidos en las Fig. 1 a Fig. 12.
f. Se adjuntan Formatos de Protocolos indicados en Anexo 1 al Anexo 8.
BIBLIOGRAFIA
e. AP 650 / 2000 : Welded Steel Tanks for Oil Storage.
f. AP 620 / 1999 : Design and Construction of Large , Welded, Low Pressure
Storage Tanks.
g. FBTS Fundaco Brasileira de Tecnologia de Soldagem.-nspector de Soldagem
Vol1 Fasc. 2.
h. Soldadura de los Aceros Aplicaciones - Manuel Reyna Gmez.
i. ASME Secc- X Qualification Standard for Welding and Brazing Procedures,
Welders, Brazers , and Welding and Brazing Operators.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 47 de 123
Fig 1 PRUEBA DE ESTANQUEDAD EN PLANCHA DE REFUERZO
Fig 2.- EQUPO DE VACO
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 48 de 123
Fig 3.- Prueba de soldadura en ngulo de unin fondo-primer anillo de tanques de almacenamiento
'ig 4.- Posicin de soldadura, de acuerdo a norma ASME Seccin X
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 4* de 123
Fig 5.- Gage para verificacin de alineamiento
'ig 6.- Gage para verificacin de curvaturas
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 5+ de 123
Fig 8.-Verificacion de apertura de raiz
Fig 7.- Verificador de refuerzo de soldadura
Fig 9.- Verificador de chafln
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 51 de 123
'ig 11.- Medidor de soldadura en ngulo
Fig 10.- Medidor de soldadura en ngulo y de refuerzo de soldadura
'ig 12.- Medidor con finalidades mltiples
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 52 de 123
PROTOCOLO DE PROCEDMENTO DE
SOLDADURA
01
AE,O 1
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 53 de 123
WALTER GOYCOCHEA B.
Ane-. 2
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 54 de 123
".1 INTRODUCCION
".2 OBJETIVO
".3 PRINCIPIOS DE LA TECNICA DE PRUEBAS ELECTROMAGNETICAS DE BAJA
FRECUENCIA
".< FACTORES QUE AFECTAN LA RESPUESTA DE LA CORRIENTE DE EDD;
"." DESCRIPCION DE LAS TNCNICAS CONVENCIONALES DE INSPECCI:N VS. LA
TECNICA DE CORRIENTE DE EDD;
".C CONCLUSIONES ; RECOMENDACIONES
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 55 de 123
5.1 INTRODUCCI:N
Luego de construido el tanque y puesto en servicio con las exigencias del control de calidad,
explicados en el capitulo anterior, el equipo es sometido a inspecciones peridicas que
permitirn realizar las acciones correspondientes de Mantenimiento y garanticen la puesta en
marcha por un largo periodo. La modernizacin de las empresas, los conceptos de calidad total
y las continuas exigencias por proteger el ambiente, obligan a stas a buscar tcnicas de
inspeccin rpidas, altamente confiables y de costo competitivo.
Los tanques estn sujetos a diversas formas de ataque corrosivo, internamente por los agentes
corrosivos y agresividad que pueda tener el producto almacenado y en forma externa por el
ambiente circundante al tanque.
El caso crtico en la inspeccin, lo representa el fondo del tanque, para acceder a ste el tanque
debe estar limpio y exento de gases inflamables o txicos segn sea el caso. Cuando se
ingresa al tanque slo se observa el lado en contacto con el producto, quedando sin
observacin el lado en contacto con el suelo que generalmente es el ms crtico.
Para poder determinar el estado del fondo en contacto con el suelo, en la tcnica convencional
se recurre a pruebas de martillo, mediciones con ultrasonido y por ltimo a cortar muestras
"representativas para inferir los defectos. Esto conlleva a mantener el tanque fuera de servicio
por un buen tiempo y el nivel de incertidumbre de la inspeccin es alto.
En este panorama, para determinar el estado del fondo del tanque por el lado en contacto con
el suelo se han desarrollado nuevas tcnicas, dentro de las ms connotadas est la inspeccin
de fondos con tcnicas electromagnticas.
La inspeccin de fondos de tanques usando la tcnica de Low Frecuency Electromagnetic
Testing (LFET) se desarroll para reducir el nivel de incertidumbre que se obtiene con las
tcnicas convencionales, mediante una aplicacin nueva a la Tecnologa ya conocida y
ampliamente usada en la inspeccin de materiales conductores de la electricidad de
caractersticas no magnticas denominada "Corrientes de Eddy.
El gran reto consisti en aplicar esta tecnologa a usos en materiales menos sofisticados y de
uso ms abundante en la industria como es el acero y dentro de los aceros aplicarlo a
estructuras de gran magnitud como son los fondos de tanques e inspeccin de tuberas.
".2 OBJETIVO
El objetivo de este capitulo es presentar los resultados y nuestra experiencia de una nueva
tcnica de inspeccin de fondos de tanques que nos permite:
Lograr un alto grado de confiabilidad en la inspeccin de fondos de tanques.
Disminucin de costos al reducir sustancialmente los tiempos de inspeccin.
WALTER GOYCOCHEA B.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 56 de 123
Precisin en la deteccin y cuantificacin de las zonas falladas.
".3 PRINCIPIOS DE LA TNCNICA DE PRUEBAS ELECTROMAGNNTICAS DE BAJA
BRECUENCIA - LFET
Las corrientes de Eddy estn basadas en el principio de induccin electromagntica, cuando
una corriente alterna fluye en una bobina y est cerca de una superficie conductora el campo
magntico de la bobina inducir corrientes circulares en esa superficie (Corrientes de Eddy).
La magnitud y fase de las corrientes de Eddy afectar la carga de la bobina y por lo tanto su
impedancia.
En la figura 1 se ilustra en forma simplificada el efecto de las corrientes de Eddy en una
superficie con defectos y otra superficie sin defectos.
F%@10) 1
WALTER GOYCOCHEA B.
F+,. 2
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO DE
TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pgina 57 de 123
".< F)'7,0#* 31# )$#'7)& .) 0#*81#*7) -# .)* ',00%#&7#* -# E--F
C,&-1'7%G%-)- -#. +)7#0%).: La conductividad del material tiene un efecto directo en las
corrientes de Eddy, si la conductividad es alta, las corrientes inducidas en la superficie del
material son altas.
P#0+#)/%.%-)-: Es la capacidad de un material para ser magnetizado. La permeabilidad para
materiales no ferrosos tales como cobre, bronce, aluminio, acero inoxidable, etc. La
permeabilidad es la misma que para el espacio libre, es decir la permeabilidad relativa es 1.
F0#'1#&'%): Las respuestas de las corrientes de Eddy son afectadas grandemente por la
frecuencia de prueba elegida, afortunadamente es una variable que podemos controlar.
G#,+#702): Las caractersticas geomtricas tales como, curvaturas, bordes, etc. Siempre
existentes afectarn las respuestas de las corrientes de Eddy. La habilidad del operador
consiste en saber discriminar este tipo de indicaciones con las indicaciones relacionadas
con los defectos.
L%$7 4 ,$$: Es el efecto de la proximidad de la bobina a la superficie de prueba, la seal es
inversamente proporcional a la distancia.
P0,$1&-%-)- -# 8#F)'%(&: La densidad de la corriente de Eddy y por consiguiente la
fuerza de respuesta es mucho mayor en la superficie del metal que esta siendo evaluado y
disminuye con la profundidad.
Figura 3
WALTER GOYCOCHEA B.
E31%8, 1*)-, 8)0) %&*8#''%(& -# $,&-,* -# 7)&31#* 1*)&-, .) 7O'&%') -# LFET
01 Scanner 32 canales
01 Scanner 16 canales
01 nterfase
01 Computadora Lap Top
E?#+8., -# 1&) ',00%-) -# S')&
P#0$,0)'%,&#*
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
"." DESCRIPCION DE LAS TNCNICAS CONVENCIONALES DE INSPECCI:N VS. LA
TECNICA DE CORRIENTE DE EDD;
Los tanques estn sujetos a diversas formas de ataque corrosivo, internamente por los
agentes corrosivos y agresividad que pueda tener el producto almacenado y
externamente por efecto del ambiente y del suelo sobre el cual descansa el fondo del
tanque.
El caso ms crtico lo representa el fondo del tanque, para acceder a ste, el tanque
tiene que estar fuera de servicio, limpio y desgasificado, para lo cual se requiere de
tiempo y recursos. Cuando se ingresa al tanque slo se observa el lado en contacto
con el producto y no el lado en contacto con el suelo que generalmente es el ms
crtico.
La inspeccin visual permite al inspector experimentado efectuar una buena apreciacin
del estado de las planchas por el lado interno. La disyuntiva surge cuando hay que
discernir acerca del estado del fondo del tanque por el lado exterior del fondo, es decir
por el lado que no vemos. Ante esta situacin tenemos que optar por el mtodo
convencional, por el mtodo de barrido electromagntico u otra tcnica.
TO'&%')* -# %&*8#''%(& ',&G#&'%,&).#*
nspeccin visual del 100% de la parte interna del fondo (lado del producto).
Medicin de espesores por ultrasonido tipo "Spot que pueden ser entre 12 a 50
puntos por plancha.
Corte de testigos para evaluar el estado de la plancha por el lado en contacto con el
suelo.
C,&$%)/%.%-)- -# .) %&*8#''%(& ',&G#&'%,&).
Calibrando un promedio de 50 puntos por plancha, lo cual es bastante razonable para
una plancha de 100 pies
2
(9.29 m
2
) el porcentaje del rea inspeccionada es de 0.06 %.
Cortando 6 segmentos de 1 pie
2
, en un tanque de 120 pies de dimetro (36,58 m), el
porcentaje del rea inspeccionada es del 0.05%.
La probabilidad de detectar zonas de corrosin localizadas por el lado inferior del
fondo es muy baja. Es importante anotar que todos los procesos corrosivos que se
producen por efecto del suelo son del tipo localizado, debido a que el suelo no es un
electrolito homogneo, tanto por su composicin, grado de compactacin, diferentes
grados de humectacin as como por la presencia localizada de contaminantes y
zonas de ingreso de humedad y sustancias higroscpicas.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
I+8)'7, -# 1&) /)?) ',&$%)/%.%-)-
Cuando tenemos baja confiabilidad en nuestros mtodos de inspeccin nos enfrentamos
ante dos disyuntivas que son o alto costo o alto riesgo, por ejemplo:
Decidir conservadoramente cambiar todo el fondo cuando haya evidencias de
corrosin inferior, o debido a que el fondo ya es antiguo: esto representa una solucin
de alto costo, un fondo de 120 pies de dimetro pude costar alrededor de 120,000
US$.
Mantener el fondo cambiando los sectores identificados en mal estado, esto
representa una solucin de alto riesgo de fuga de producto y contaminacin del
terreno, con las implicancias de tener que poner nuevamente fuera de servicio el
tanque lo cual redunda tambin en altos costos.
TO'&%')* -# %&*8#''%(& ',& *%*7#+) T)&P S')& 2 - LFET
Se inspecciona prcticamente el 100% de la superficie del fondo del tanque, la limitacin
son algunas zonas muy pequeas donde no se pueda acceder con los Scanner (para la
inspeccin se dispone de 02 equipos, un equipo de 32 canales y un equipo de 16
canales para acceder a zonas ms restringidas).
Se detectan problemas de corrosin localizadas y prdida de espesor gradual. Es
posible determinar con precisin el lado del defecto.
Una vez detectado el defecto es posible dimensionarlo con alto grado de precisin
valindose del ultrasonido como auxiliar del scan (los defectos localizados por el Tank
Scan son zonas de pequeas reas que se marcan in situ y se dimensiona su
profundidad con el mtodo de ultrasonido).
C,&$%)/%.%-)- -# .) %&*8#''%(& ',& T)&P S')& 2
En vista que el barrido del fondo del tanque es del 100% del rea del fondo, la
confiabilidad de una inspeccin mediante Tank Scan 2000, es alta y est en funcin de
una adecuada calibracin del equipo, seleccin de la frecuencia ms adecuada a cada
tipo de plancha y a la experiencia del inspector para discriminar el tipo de defectos que
se observan en la pantalla.
V#&7)?)* -# 1&) #.#G)-) ',&$%)/%.%-)- #& .) %&*8#''%(&
Puede determinarse con precisin la magnitud de la reparacin necesaria.
Considerando el tiempo reducido que se requiere para esta inspeccin y los menores
costos de mantenimiento al reparar estrictamente lo necesario, el costo de la
inspeccin con Tank Scan es menor que con la inspeccin convencional.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
La garanta de una operacin segura y sin problemas de fugas y por ende la
contaminacin es muy baja.
El perodo entre inspecciones se incrementa (en funcin de conocer el estado de
todas y cada una de las planchas que conforman el fondo del tanque).
".C CONCLUSIONES ; RECOMENDACIONES
En base de nuestra experiencia acumulada en la inspeccin de aproximadamente 100
tanques mediante la tcnica de Barrido Electromagntico de baja frecuencia estamos
convencidos de las bondades del mtodo para la inspeccin de fondos, que se
traducen en una excelente confiabilidad en la inspeccin debido a que se barre el
100% del fondo, los tiempos de inspeccin son relativamente cortos y los costos son
completamente competitivos al mercado local.
Recomendamos por lo tanto adoptar esta tcnica para la inspeccin de fondos de
tanques a fin de ahorrar costos, mejorar la calidad y confiabilidad de la inspeccin y
por ende mejorar la confiabilidad de la operacin.
COMPARACI:N DE EFICIENCIA DE TNCNICAS PARA DETECCI:N DE DEFECTOS
I&*8#''%(&
V%*1).
C,07# -#
S#@+#&7,*
U.70)*,&%-, T)&P S')&
2
Deteccin de
defectos por el
lado superior del
fondo
Muy bueno No aplicable Limitado a zonas
de bajo espesor
Muy bueno
Deteccin de
defectos por el
lado inferior del
fondo
No aplicable nsuficiente Deficiente Muy bueno
Medicin de
espesores
No aplicable No aplicable Muy bueno Bueno
Durante la inspeccin de fondos de tanques usando la tcnica del Tank Scan 2000, hacemos
una combinacin de los tres mtodos aprovechando las caractersticas de "Muy bueno de cada
uno de ellos
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
6.1 NTRODUCCON
6.2 CORROSON EN FONDO DE TANQUE
6.3 METODOS DE PROTECCON EN TANQUES EXSTENTES
6.4 METODOS DE PROTECONE EN CONSTRUCCONES NUEVAS
6.5 CONCLUSONES
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
C.1 INTRODUCCION
Luego de que un Tanque es puesto en servicio, sus componentes sern sometidos a
ataques naturales del medio, estos fenmenos son conocidos como corrosin.
Los problemas tpicos que logramos identificar son cuatros:
Corrosin atmosfrica, que se produce en el cilindro por ataque del medio ambiente
(humedad, polvo, etc.)
Corrosin interna producida por ataque del producto (sea lcali o producto con
contenido de azufre, cloro, etc.), puede ser el cilindro, techo fijo y techo flotante.
Corrosin por abrasin, en el caso de techos flotantes, por el desplazamiento vertical
de estos elementos. Estos casos son muy singulares; los mtodos de proteccin lo
veremos mas adelante.
Corrosin externa en el fondo, es el caso mas frecuente y mas difcil de controlar, ya
que no permite una visualizacin del avance del ataque corrosivo tanto del suelo y
agua, que representan fenmenos naturales de recipientes construidos de acero en
contacto con el suelo y agua es un fenmeno natural que debe ser contrarrestado para
proveer seguridad para el equipo y del medio ambiente. En este capitulo vamos a
describir los metodos de proteccin convencionales
C.2 CORROSION EN FONDO DE TANQUE
La proteccin catdica es un mtodo de control de corrosin aplicado como un sistema
enterrado, se trata de colocar estructuras parcialmente sumergidas y enterradas diseados
apropiadamente las cuales actan por la inyeccin de corriente impresa a travs del metal
base. La corriente es descargado directamente a la superficie del metal desde los
electrodos adyacentes o cercanos a la estructura a ser protegidas, de esta manera la
corrosin es contrarrestada cuando la corriente directa es de suficiente magnitud y es
apropiadamente distribuida sobre la superficie entera a ser protegida.
Existen dos tipos bsicos de sistema de proteccin catdica que pueden ser usados para
contrarrestar la corrosin:
El primer mtodo llamado sistema galvnico o nodo de sacrificio, sistema que esta
basado bajo la diferencia de potencial que existe entre la estructura que va ser protegida y
el electrodo auxiliar (nodo) que es instalado en el electrolito, como resultado de la
diferencia de potencial, un efecto de batera es creado y un flujo de corriente elctrica del
nodo a travs del electrolito a la estructura. Los materiales que comnmente son usados
para proteccin por nodos de sacrificio, son de Magnesio, Zinc y Aluminio.
El otro mtodo de proteccin catdica usado es aquel que acta conjuntamente con una
fuente de poder externa DC, este tipo de proteccin catdica es conocido como sistema de
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
corriente impresa. Los nodos son instalados en lechos de suelo o agua y son conectados
a los terminales positivos de una fuente de poder DC tal como un rectificador. La
estructura a ser protegida es conectado al terminal negativo de la fuente poder y una
corriente elctrica es forzado a fluir del terminal positivo a los nodos a travs del
electrolito a la estructura. Este tipo de sistema de proteccin catdica usan materiales de
nodos de larga vida tales como Acero fundido de alto cromo-silicio, Grafito, y Titanio
protegido con oxido de metales aleados.
Al respecto existen numerosas publicaciones que discuten los principios de corrosin y la
aplicacin de proteccin catdica para prevenir la corrosin del acero en contacto con
ambientes agresivos. Esta tecnica de proteccion no es nuevo, data desde el siglo XX.
6.3 METODOS DE PROTECCION EN TANQUES EDISTENTES
El mtodo de proteccin catdica como medio de control para fondos de tanques ha
venido siendo aplicado con mucho alcance y variedades grados de exitos. El uso de
anodos de sacrificio es limitado a aplicacaiones donde el tanque es de dimetro pequeo y
hay un aislamiento electrico de la estructura metalica enterrada. El sistema de corriente
impresa es comnmente usado donde mayor cantidad de corriente es usado y larga vida
es deseado
'#G/RA 1.- "i01e2a de An.d. $i013i45id.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
'#G/RA 2.- "i01e2a de n.d. 63.75nd.
Para la proteccin efectiva de los fondos de tanques, es necesario conocer los diferentes tipos
de arreglos de instalacin de nodos:
nodos distribuidos Horizontal y Verticalmente alrededor de la periferia del tanque (figura 1).
Sistema de nodo profundo en columnas largas verticales (figura 2).
Sistema de nodos taladrados en ngulos extendidos bajo el fondo del tanque (Figura 3)
Sistema de nodo taladrado horizontalmente debajo del fondo del Tanque. (Figura 4)
Los mtodos estndar para la determinacin de la efectividad de la proteccin catdica depende
de la medida de potencial entre el tanque y el suelo. Esta medida es encontrada usando un
voltmetro de alta impedancia y estable, el electrodo de referencia estar en contacto con el
suelo. El potencial natural entre una plancha de acero al carbono y el suelo es de -."< G,.7*.,
cuando es medido con respecto a un electrodo de sulfato de cobre (CSE). Si los valores son
ms positivos, es tpicamente indicativo que una corrosin de la plancha esta ocurriendo,
mientras que valores mas negativos indican que se trata de una estructura nueva revestida o
una estructura bajo la influencia de proteccin Catdica.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
FGURA 3 Sistema de Anodo taladrado en Angulo
FGURA 4.- Sistema de Angulo taladrado horizontalmente
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Un tanque se considera que es protegido efectivamente cuando una medida de potencial es
menos que -0.850 volts CSE (uno de los criterios mas aceptados). Para una representacin
verdadera de la medida del potencial elctrico, el electrodo de referencia es colocado en un
lugar cercano al lado inferior. Mucho de los ensayos en el pasado han demostrado lecturas que
han sido tomados en el permetro del tanque. Colocar los electrodos de referencia en el borde
del tanque podran producir lecturas errneas por que la gradiente de potencial creado en el
suelo es un resultado de la descarga de corriente del nodo, esto es particularmente verdadero
cuando se usa nodos distribuidos a lo largo de la periferia del tanque.
En ciertos casos, se ha determinado que la medida del potencial en el permetro satisface uno
de los muchos criterios, pero como la celda de referencia es desplazado hasta el centro del
tanque, los potenciales sern mas positivos al punto donde es poco (si algn potencial levanta)
es medido, esto indica una prdida efectiva de proteccin en el centro. Para 120 pies de
dimetro protegido por sistemas de nodos distribuidos o profundos, es inusual encontrar que
el potencial en el centro del tanque sea del orden de 300 milivoltios ms negativo que el borde
del tanque. Sin embargo para tcnicas de aplicacin de nodos taladrados en Angulo u
horizontal solucionan este problema.
La experiencia con varias tcnicas de aplicacin para proteccin catdica de fondos de tanques
existentes ha establecido que:
La medida de potencial Tanque suelo
obtenida en el permetro del tanque no indica niveles de proteccin catdica en el centro,
particularmente en los tanques con dimetros inmensos.
La medida del potencial en el centro
del Tanque y en las otras reas debajo del Tanque son necesarias tenerlas como referencia
si el nivel de la proteccin catdica en el fondo esta siendo evaluado con precisin. Esto
puede cumplirse perforando un tubo debajo del tanque como acceso de una celda de
referencia (figura 5).
Cuando se evala el potencial, el
nivel del lquido debe ser lo suficientemente alto para crear un ntimo contacto entre el fondo
del tanque y el lecho del nodo. Usualmente tanques vacos producen resultados errneos.
Diseos muy efectivos de proteccin
catdica podran no ser eficaces en proveer adecuada proteccin catdica en reas seguras
del fondo del tanque, debiso a que no es un campo uniforme.
Un diseo mejorado para tanques
existentes, usan tcnicas de taladro horizontal para localizar nodos debajo del fondo del
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
tanque. La distribucin de la corriente al centro y superar la tendencia de la distribucin de la
corriente para anodos profundos en el flujo del permetro del tanque.
'#G/RA 5.- "i01e2a de 2.ni1.3e. 6a3a Tan85e e-i01en1e
6.4 METODOS DE PROTECCION EN CONSTRUCCIONES NUEVAS
Para construcciones nuevas sin contenido secundario, los nodos de proteccin
convencional (figura 6) o sistema de nodo de Titanio (Fig. 7) puede ser instalado para
optimizar la distribucin de la corriente de proteccin catdica.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
FGURA 6.- nodos Convencionales debajo del Tanque
En el mismo momento, las celdas de referencia debera ser colocadas en el centro del
tanque (figura 6) o en el tubo perforado (figura 5) debera ser instalado para referencia de
la celda de acceso
FGURA 7.- Sistema de monitoreo para tanque nuevo
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
FGURA 8.- Rejilla de nodo de Titanio
Un crecimiento del nmero de tanques nuevos estn ahora construido tpicamente con capas de
Polipropileno (HDPE) de alta densidad de espesores de 60 mils, instalados seis o doce pulgadas
debajo del Tanque, desde que HDPE tiene un alta resistencia dielctrica, la capa e HDPE
prevendra una corriente de proteccin extendindose hasta el fondo del Tanque usando una
configuraciones de nodos de proteccin Catdica convencional.
Anteriormente se ha estado usando cintas o rodillos de Zinc Magnesio comos sistemas
principales de proteccin catdica para nuevos tanques o cuando ha habido reemplazos de
fondos de tanques. Estos eran colocados entre la capa y el fondo del tanque pero generalmente
sufran de un tiempo limitado de vida, razn por la cual se han descartado.
Fue deseable desarrollar una tcnica moderna de proteccin catdica por corriente impresa, que
tendra la capacidad de corriente para fondos de tanques de dimetros grandes y seria
diseado para tiempos de operacin ms all de los 50 anos. Un diseo econmico fue por eso
desarrollado usando una mezcla de una capa de titanio y pintura. La capa es linealmente
extendida en cintas encima de la segunda capa (pintura). Las barras conductoras de Titanio son
soldadas perpendicularmente a la capa formando una rejilla del nodo (figura 8). La rejilla
igualmente distribuye la corriente al fondo del Tanque a travs de una fuente poder mltiple.
Puede ser colocado tan cerca como cuatro pulgadas hacia el fondo del Tanque y mantener aun
sus niveles apropiados de proteccin, an con la capa extendida hasta seis pies del centro
(figura 9), por que de la distribucin de la corriente proveda por el diseo, los requerimientos de
corriente para la proteccin catdica del fondo del tanque son reducidas, dando un cambio a una
reduccin de costos sobre el tiempo de vida el sistema.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Las pruebas de los sistemas de rejillas de nodos en un nmero de tanques han sido
establecidas claramente que:
La proteccin Catdica es requerida para proteger los fondos del os Tanques con capas
secundarias de proteccin.. Aun si la capa es perfectamente sellada en la pared del anillo,
se forma condensacin en el fondo del tanque debido a diferencias de temperatura. que
resulta en un ambiente corrosivo.
Los sistemas de nodos enrejados provee excelentes niveles de proteccin contra la
corrosin reduciendo costos.
Con solamente colocar las conexiones elctricas selladas debajo del Tanque, la probabilidad
de una mal funcin del sistema debido a una falla de la conexin es nula.
Los diseos de estos sistema pueden garantizar una duracin de hasta cincuenta anos.
FGURA 9.- Seccin Cruzada de la rejilla de nodos
6.5 CONCLUSIONES
La aplicacin de la proteccin catdica es un mtodo efectivo y econmico de control de
corrosin de fondo de tanque.. El xito de los sistemas de proteccin catdica depende del
apropiado diseo, tipo de seleccin de la instalacin y un monitoreo efectivo.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Para tanques existente sin capas secundarias, los sistemas de nodos de corriente
impresa perforados horizontalmente son los de mejores resultados.
Referencias:
1 Romanoff, M. "Underground Corrosion National Bureau of Standards Circular 579,
April, 1957.
2. Uhlig, H.H. Corrosion and Corrosion Control, John Wiley & Sons, nc., 1963.
3. Environmental Protection Agency, Title 40, Code of Federal Regulations, Parts 280
and 281, September 23, 1998
4. Department of Transportation, Title 49, Code of Federal Regulations, Parts 192 and
195, as amended June 30, 1971.
5 National Association of Corrosion Engineers, Recommended Practice RP-01-69,
"Control of External Corrosion on Underground or Submerged Metallic Piping
Systems, revised 1983.
.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
7.1 GENERALDADES
7.2 OBJETVOS
7.3 TRABAJOS PRELMNARES DE NSPECCON
7.3.1 Durante proceso de Aplicacin
7.3.2 Monitoreo de Condiciones ambientales
7.4 PREPARACON DE LA SUPERFCE
7.4.1 PRE nspeccin
7.4.2 nspeccin de Equipos y Herramientas
7.4.3 Perfil de rugosidad
7.5 NSPECCON DE APLCACON DE PNTURA
7.5.1 nspeccin equipos de aplicacin
7.5.2 nspeccin de preparacin de pinturas
7.5.3 nspeccin de aplicacin de pinturas
7.6 NSPECCON FNAL
7.7 CAUSAS DE FALLAS DE RECUBRMENTOS ORGANCOS
7.7.1 Falla de seleccin de pintura
7.7.2 Falla de preparacin de superficie
7.7.3 Falla tpica por procedimiento incorrecto de aplicacin Mano de Obra no
calificado
7.7.4 Falla de formulacin de producto
7.7.5 Falla de diseo y/o fabricacin.
7.8 CONCLUSONES
7.9 RECOMENDACONES
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
7.1 GENERALIDADES
Uno de Los factores que generan la corrosin ambiental, ya sea por presencia de oxigeno
o contaminantes es que la superficie de las planchas de los cilindros no cuentan con un
adecuado sistema de proteccin (capa barrera), rol que cumple la pintura, este elemento
debe ser lo mas resistentes a los cambios trmicos, slida adherencia a las paredes y
adecuada pigmentacin para garantizar la perdida de energa por transferencia de calor y
garantizar una alta durabilidad, para ahorrar los altos gastos de mantenimiento. En este
capitulo vamos a detallar las aplicaciones de pintura, los factores que afectan a su eficacia
de aplicacin y durabilidad y las tcnicas de inspeccin para calificar un trabajo de pintura
Analizando las razones del porque las aplicaciones de los diferentes sistemas de pinturas
fallan en forma prematura, se ha determinado que se deben a dos factores fundamentales:
1. la inadecuada preparacin de superficie y 2. la deficiente aplicacin de la pintura.
Aunque pueden existir potencialmente muchas otras razones, tales como: la inadecuada
seleccin y especificacin de sistemas de pinturas, de esquemas de pintado, variaciones
en las condiciones de servicio (ms severas que lo previsto), variacin de las condiciones
ambientales, etc.
En muchos casos, las fallas prematuras de los sistemas de pinturas, ocasionan perdidas
econmicas muy importantes, por costos de paralizacin, reparacin, mantenimiento etc
que se podran haber evitado si en el proyecto de aplicacin de la pintura se hubiera
especificado en forma clara los QE*7H&-)0#* -# I&@#&%#02)R con los procedimientos,
funciones y responsabilidades de cada uno de los involucrados en el proyecto tales como:
empresa (usuario), proveedor de pintura, contratista de aplicacin.
La inspeccin de la aplicacin de recubrimientos debe ser efectuado por empresas
consultoras especializados en el rea o por "tcnicos especialistas en inspeccin de
pinturas debidamente acreditados, a fin obtener Q0#*1.7)-,* 7O'&%',* ',&$%)/.#* #
%+8)0'%).#*.
No se debe confundir las funciones y responsabilidades que tienen los inspectores con el
trabajo que efectan los "supervisores de aplicacin de pinturas, que no tienen una
funcin fiscalizadora y dirimente debido a que generalmente pertenecen al departamento
tcnico de las empresas contratistas de aplicacin y/o proveedores de pintura.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
7.2 OBJETIVOS
Dar a conocer los procedimientos que se deben seguir para efectuar la inspeccin de
los recubrimientos orgnicos de proteccin en cada una de las etapas de la aplicacin.
Brindar informacin para detectar, identificar, analizar y corregir fallas de los
recubrimientos durante el proceso de aplicacin y en servicio.
Capacitar al personal tcnico de inspeccin para la utilizacin y el manejo correcto de
las especificaciones tcnicas y/o estndares de ingeniera.
7.3 INSPECCION
#.".1. I$%&'(()*$ +,-.$/' '0 P-1('%1 +' A&0)(.()*$
QE. I&*8#'7,0RE es la persona o grupo de personas asignadas para efectuar la inspeccin
durante el trabajo de aplicacin de la pintura, siguiendo las indicaciones de la
especificacin y/o los Estndares de ngeniera.
El inspector, tiene bajo su responsabilidad la observacin, verificacin y la evaluacin de
todo el proceso de pintado y de la respectiva documentacin del trabajo que se est
efectuando durante la: pintura
A. Preparacin de la superficie
B. Preparacin de la Pintura (mezcla y dilucin).
C. Aplicacin de pintura.
$. Evaluacin de la pintura aplicada.
A. P0#8)0)'%(& -# S18#0$%'%#
Durante la preparacin de superficie, el inspector debe:
Disponer de la documentacin con la especificacin del mtodo de preparacin de
superficie.
Certificar que la Pre-limpieza de la superficie, el grado de preparacin de la
superficie y el perfil de rugosidad obtenido cumple con la especificacin.
B. P0#8)0)'%(& -# P%&710)
Durante la operacin de mezclado y dilucin de la pintura, el inspector debe asegurarse
de:
Que la pintura sea mezclada y homogenizada en forma correcta, una proporcin
incorrecta de la mezcla puede afectar las caractersticas de la formacin de pelcula.
El uso de cantidad correcta de diluyente para diluir la pintura. La excesiva dilucin
de la pintura, puede reducir el contenido de slidos en volumen de la pintura a
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
porcentajes crticos, produciendo problemas de chorreado durante la aplicacin y
afectar el espesor de la pelcula.
Controlar el tiempo de repintado entre capa y capa. Los tiempos muy cortos de
repintado entre capa y capa pueden afectar la evaporacin de los solventes
(atrapamiento) y causar problemas de: ampollamiento, cohesin, arrugamiento, etc.
Demasiado tiempo de repintado puede afectar la pelcula de pintura por la
contaminacin del medio ambiente, afectar la adhesin entre capa y capa
producindose laminaciones por el exceso de tiempo de curado.
En la inspeccin de pinturas que curan por reaccin qumica el inspector debe
verificar que:
a) Los componentes de la pintura sean los especificados.
b) La proporcin de la mezcla sea la correcta.
c) Se respete el tiempo de induccin.
d) El pot life de la mezcla no se exceda.
7.3.2. M,&%7,0#, -# C,&-%'%,&#* A+/%#&7).#*
Durante el proceso de aplicacin, el inspector debe monitorear las variaciones de las
condiciones ambientales en cada una de las etapas del proceso: temperatura del medio
y de la superficie, % de humedad relativa, punto de roco, velocidad del viento, etc.
El monitoreo de las condiciones ambientales es muy importante; y la medicin se debe
efectuar durante todas las etapas de la operacin de aplicacin de la pintura.
). T#+8#0)710) -# *18#0$%'%#
El instrumento ms utilizado para medir la temperatura de la superficie, es el
termmetro de contacto. Ver figura N 1.
La medicin de la temperatura de la superficie es importante porque permite
determinar las variaciones de temperatura en diferentes zonas de la superficie.
FIGURA 1
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
/. C,&-%'%,&#* )+/%#&7).#*6
T#+8#0)710):
La temperatura ambiental puede afectar la velocidad de evaporacin de los
solventes y el curado de la pintura; cuando la temperatura es demasiado baja la
pintura no seca y/o no cura, y cuando la temperatura es demasiado alta las
pinturas pueden no tener buen contacto con la superficie y presentar problemas de
adhesin y formacin de pelcula.
H1+#-)- 0#.)7%G) F 81&7, -# 0,'2,
La humedad relativa es la concentracin del vapor de agua en el aire expresado en
porcentaje; la variacin de su concentracin puede afectar las operaciones de
pintado. Muchas especificaciones de pintado restringen la aplicacin, cuando la
humedad relativa tiende a ser alto. Los mximos permisibles son 85% a 90%. El
instrumento ms utilizado en el campo para medir la humedad relativa en el
Psychrometer del tipo honda que se muestra en la Figura N 2
F%@10) NS 2
El psychrometer es un instrumento que se compone de dos tubos idnticos
provistos con termmetros, uno de ellos cubierto con una mecha saturada en agua
potable; el termmetro cubierto con la mecha es llamado bulbo hmedo y el otro,
bulbo seco. El bulbo seco registra la temperatura del aire y el bulbo hmedo
registra la temperatura que resulta de la prdida de calor latente de la evaporacin
de agua, de la mecha humedecida. Despus que las temperaturas del bulbo seco y
del bulbo hmedo hayan sido medidas, con la ayuda de tablas psychrometricas se
determina el porcentaje de humedad relativa.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
P1&7, -# 0,'2, KD#T P,%&7=
El punto de roco, es la temperatura en la cual el vapor de agua contenido en el aire
se condensa en la superficie, su determinacin es importante en los procesos de
preparacin de superficie (arenado) y la aplicacin de pinturas.
Para ayudar a prevenir tales ocurrencias se ha establecido un factor de seguridad:
"temperatura de superficie / punto de roco; recomendndose que las operaciones
de arenado y aplicacin de pintura se debern efectuar cuando la temperatura de
la superficie, est a 3 C sobre la temperatura del punto de roco.
En la actualidad, existen en el mercado instrumentos digitales de ltima generacin
para medir la temperatura de la superficie, aire, humedad relativa y el punto de
roco; todos en un solo instrumento compacto KDEL POINT METER=. V#0 F%@10)
NS 3.
F%@10) NS 3
V#.,'%-)- -#. G%#&7,.
La velocidad del viento se mide con instrumentos llamados Wind Meter y Gage
Wind. Figura N 4, aunque no existe un valor representativo de velocidad mxima
permitida, por experiencia se considera velocidad mxima 1 nudo.
F%@10) NS <
El viento puede causar los siguientes efectos en el trabajo que se realiza:
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Contaminar la superficie con restos de abrasivos, polvos etc.
Causar problemas de over spray durante la aplicacin.
Acelerar la evaporacin de solvente
Afectar el spray durante la aplicacin etc.
'. C,&7)+%&)&7#* )+/%#&7).#*
C,&7)+%&)&7#* $2*%',*
nspeccin visual de contaminantes, tales como restos de polvo, aceite, grasas y
cualquier otro contaminante que pueda afectar los trabajos de preparacin de
superficie y aplicacin, causando problemas de adhesin y fallas de las pinturas.
C,&7)+%&)&7#* 312+%',*
nspeccin de la presencia de sales qumicas solubles (iones cloruro, iones
ferrosos e iones sulfatos) que pueden afectar la pintura por reaccin qumica con la
superficie de acero o por formacin de depsitos de sales en la superficie,
causando fallas de corrosin acelerada y adhesin entre capa y capa.
7.< PREPARACION DE SUPERFICIE
7.<.1 P0# 4 I&*8#''%(& -# P0#8)0)'%(& -# S18#0$%'%#
Antes de iniciar los trabajos de preparacin de superficie y/o cualquier actividad de
pintado, se debe inspeccionar lo siguiente:
A*8#'7, @#�). -# .) *18#0$%'%#
Se debe inspeccionar el estado de limpieza de la superficie, para determinar la
operacin de pre-limpieza, a fin de remover contaminantes como: depsitos de
grasa, tierra, suciedad, salpicaduras de cemento, etc. Generalmente la remocin
de estos contaminantes se efecta limpiando la superficie con solventes de
acuerdo a norma SSPC-SP-1 "Limpieza con solventes.
L)* ',&-%'%,&#* -# .) *18#0$%'%# -#. )'#0,
Se debe inspeccionar la condicin de la superficie y determinar si es nueva y no
ha sido pintada o que rea ha sido pintada y si est en servicio.
La inspeccin de la superficie sin pintar se efectuar de acuerdo a Normas:
SSPC-Vis 1 o SO 8501-1. En el caso de superficies que hayan sido pintadas e
involucren trabajos de mantenimiento, la inspeccin se efectuar con la norma
SSPC-Vis 2 "Standard Methods of Evaluating Degree of Rusting on Painted
Steel Surface.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
D#$#'7,* #& .) *18#0$%'%#
El inspector de pinturas deber examinar la superficie que se va preparar,
localizar y marcar todos los defectos de diseo y fabricacin, para que estos
sean corregidos.
Algunos defectos comunes de diseo son: reas inaccesibles, ribetes, ngulos,
reas tratadas, metales dismiles, etc.
Los defectos de fabricacin: cordones de soldadura sobresalientes, salpicadura
de soldadura, esquinas con punta, filos cortantes, canales, estras, etc.
7.<.2 . I&*8#''%(& -# E31%8,* F H#00)+%#&7)* -# P0#8)0)'%(& -# S18#0$%'%#
E31%8,* -# .%+8%#B) ',& #.#+#&7,* )/0)*%G,* KA0#&)-,=
C,+80#*,0 -# )%0#
El inspector de pinturas deber inspeccionar el compresor de aire que se est
utilizando y evaluar la capacidad y la presin de aire que suministra, filtros de aceite
y agua (humedad), secadores, manmetro, etc. El aire comprimido que se suministra
deber ser limpio y seco; y estar libre de contaminantes incluyendo aceite y agua.
B,7#..)* -# )0#&)
En estas botellas se mezclan los abrasivos con el aire a presin y se debern
inspeccionar los siguientes accesorios: vlvula de regulacin del flujo de abrasivo,
acoples, separadores de aceite y agua y vlvulas de control remoto (Deadman).
M)&@1#0)* 8)0) )%0# ',+80%+%-, F )/0)*%G,
Las mangueras son una parte importante del proceso de limpieza con abrasivos.
Evaluar el estado de las mangueras, dimetro y longitud, las puntas apretadas o con
vendas en la lnea deben ser eliminadas e inmediatamente remplazadas con otras
para evitar fricciones y cada de presin.
B,31%..) -# )0#&)-, F 80#*%(& -# )%0#
Existe gran variedad de boquillas de diferentes tipos, dimetros y longitudes de
salida; la cantidad de presin de aire en la boquilla es un factor determinante en el
grado de limpieza. La presin ptima en la boquilla es de 90 a 100 psi: por
consiguiente el inspector deber evaluar la presin de aire con la ayuda de un
medidor hipodrmico de presin de aire y recomendar los ajustes correspondientes.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
A/0)*%G,*
Existe una gran variedad de abrasivos aprobados para la limpieza de diferentes
tamaos, formas y dureza; los cuales tienen un efecto significativo en el perfil de
rugosidad de la superficie y la velocidad de limpieza. El inspector para determinar
las caractersticas del abrasivo que se est utilizando deber tomar muestras y
remitirlas a laboratorio para los respectivos anlisis fsicos y qumicos; con la
finalidad de comparar los resultados con las especificaciones.
7.<.3. P#0$%. -# R1@,*%-)-
El inspector deber inspeccionar peridicamente, el perfil de rugosidad de la superficie
que se est arenando, con la ayuda de un comparador de perfil de rugosidad o un
micrmetro (Ver figura N 6); porque de ello depender la adhesin de la pintura que
se est aplicando y el rendimiento de la pintura.
F%@10) NS C
#.5 APLICACIN PINTURA
La aplicacin de la pintura es una operacin tan importante como la preparacin de
superficie. La naturaleza de los materiales utilizados, as como las operaciones
involucradas durante la preparacin de la pintura y aplicacin de los mismos, hace que la
inspeccin durante la aplicacin sea ms exigente para garantizar la perfomance del
producto utilizado.
7.".1. I&*8#''%(& -# E31%8,* -# A8.%')'%(&
Las caractersticas de los equipos de aplicacin estn especificados en la hoja tcnica
de cada uno de los productos que el fabricante de pinturas hace entrega al usuario. El
inspector deber inspeccionar:
E31%8, A%*80)F
Estado general del equipo.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Pistola de aplicacin: boquilla y pico de fluido.
Patrn de esprayado (presin de atomizacin y flujo de pintura.
Taque de presin, agitadores, manmetros.
Capacidad del compresor, presin de trabajo, lneas de aire y de pintura, filtros.
E31%8, A%0.#**
Estado general del equipo.
Pistola de aplicacin, boquilla (Tip) de esprayado.
Patrn de esprayado ,presin hidrulica y flujo de pintura.
Capacidad del compresor, presin de trabajo, bomba de presurizacin, lneas de
aire, longitud y dimetro de las mangueras.
7.".2. I&*8#''%(& -# P0#8)0)'%(& -# P%&710)
La preparacin de la pintura es la operacin ms importante; ya que la mezcla y/o
dilucin inadecuada puede causar fallas durante la aplicacin, formacin de la pelcula
y su perfomance.
Dado el que la gran mayora de el recubrimiento de mantenimiento industrial y marino
que en la actualidad se emplean son de dos o tres componentes (epxicos,
poliuretanos, etc), la inspeccin debe orientarse al control de la relacin de mezcla,%
de dilucin, tiempo de induccin y pot life.
7.".3. I&*8#''%(& -# A8.%')'%(& -# P%&710)
Generalmente los esquemas de pintado, especifican la aplicacin de varias capas con el
objeto de obtener un espesor de pelcula determinado.
Durante el proceso de aplicacin el inspector deber controlar:
). Tiempo de aplicacin entre capas.
/. Espesor hmedo de la pelcula (EPH).
'. Rendimiento.
#.2 I$%&'(()*$ F)$.0
Concluido el proceso de aplicacin, el inspector proceder a inspeccionar el sistema de
pintura aplicado para emitir su aprobacin.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Se evaluar la apariencia general de la pelcula de pintura, se localizarn e identificarn
las fallas de aplicacin y/o del producto, que pudieran existir para su respectiva correccin.
El inspector deber evaluar las caractersticas de la pintura aplicada como: cubrimiento,
textura, nivelamiento, brillo, color, etc. que debern estar de acuerdo con la especificacin.
Al mismo tiempo localizar e identificar fallas o defectos de aplicacin tales como:
chorreamiento, piel de naranja, puntos de alfiler, ojos de pez, arrugamiento, ampollas, etc.
1. E*8#*,0 -# P#.2'1.) S#')
Existen dos mtodos para medir el espesor seco de pelcula de pintura: destructivo y
no destructivo, y diferentes tipos de instrumentos para efectuar la medicin.
Para medir el espesor seco de la pelcula de pintura aplicada sobre superficie de fierro
o acero, comnmente se utilizan medidores del tipo magntico y digitales. Ver Figura N
7.
F%@10) NS 7
La norma SSPC-PA-2 (Measurement of Dry Film Thickness whith Magnetic Gages)
describe el procedimiento que debe seguirse para medir el espesor de la pelcula en
reas grandes. Por cada 100 pies cuadrados de rea (aproximadamente), se debern
efectuar mediciones en cinco puntos y en cada punto se efectuaran tres lecturas. El
espesor final, estar dado por el promedio general de las lecturas. En el siguiente
cuadro se visualiza lo expuesto por la Norma.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
NORMA SSPC-PA-2
2. D#7#''%(& -# P%&>,.#* F H,..%-)F* KC,&7%&1%-)- -# P#.2'1.)=
Esta prueba es necesaria en aquellos casos donde la superficie pintada, va a estar
expuesta a condiciones de alta humedad, inmersin y atmsferas corrosivas.
La continuidad de la pelcula de pintura, se evala con instrumentos llamados
Holiday Detector ver figura N8.
3. EG).1)'%(& -#. G0)-, -# C10)-,
-# P#.2'1.)
La inspeccin deber efectuarse
despus que haya transcurrido el tiempo de curado estipulado en la especificacin del
producto. Las evaluaciones ms importantes que debe efectuar el inspector son:
FIGURA J
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
D10#B)6
Existen diferentes mtodos prcticos para evaluar la dureza de la pelcula, la ms
comn es mediante la utilizacin de los lpices de dureza (Faber Castell). La serie de
los lpices abarcan durezas desde 5B (el ms blando) hasta 5H (el ms duro).
Escala: 5B- 4B - 3B-2B-B-HB-F-H-2H-3H-4H-5H
A->#*%(&6
Existen varios mtodos para evaluar la adhesin de las pelculas de pinturas y que
son descritas seguidamente:
). P01#/) -# .) '1'>%..) ASTM D33"! MO7,-, A
Es el mtodo ms simple de evaluacin de la adhesin y se realiza efectuando un
corte en forma de X en la pintura con una cuchilla filuda de aproximadamente 4 cm
de largo y ngulos de 30 y 45 .Esta es una prueba muy subjetiva.
/. P01#/) -# .) '%&7) )->#*%G) ASTM D33"! MO7,-, B
El mtodo de corte en rejilla es ms formal, pero en vez de levantar la pintura con
la cuchilla se utiliza una cinta adhesiva "Masking Tape. Este mtodo es limitado,
por que se puede evaluar la adhesin de pelculas hasta un mximo de 3 a 5 mils.
En la figura N 9, se muestran los instrumentos que ms se utilizan para evaluar la
adhesin.
'. P01#/) -# T0)''%(& KPULL-OFF=ASTM <"<1
El mtodo consiste en pegar a la superficie de la pintura un dispositivo comnmente
llamado "dolly que luego se aplica una fuerza de traccin ascendente hasta que la
pelcula de pintura se desprenda el pegamento falle.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
F%@10) NS !
IV. A-./+0+0 12 F3//30
La falla de un recubrimiento ocurre cuando este no cumple con las expectativas de
perfomance estimados. La falla prematura de un recubrimiento se puede definir como el
deterioro de un sistema de pintura la corrosin del substrato ms rpidamente que lo
previsto, para una condicin de servicio particular.
Los recubrimientos pueden fallar por uno de las siguientes razones:
nadecuada seleccin y especificacin de sistemas de pinturas.
Diseo y fabricacin de estructuras incorrecta.
Formulacin de pinturas.
Preparacin de superficie.
Mtodo de aplicacin y calidad del aplicador.
Problemas relacionados al substrato.
Problemas relacionados a la adhesin.
Falta de inspeccin y control de calidad.
Los mtodos de proteccin contra la corrosin son mltiples, por lo que el tcnico tendr
que seleccionar y utilizar cualquier mtodo las combinaciones de las siguientes
posibilidades de proteccin:
Modificacin del diseo.
Seleccin de materiales.
Polarizacin electroqumica (Proteccin catdica).
Recubrimientos protectores (Pinturas).
La deteccin y correccin de las fallas de la pelcula de pintura aplicada, frecuentemente
es la tarea ms difcil del especialista en pinturas; por que es casi imposible determinar
la causa del problema cuando la pintura ha concluido con su proceso de secado.
#.# CAUSAS DE FALLAS DE RECUBRIMIENTOS ORGANICOS
7.7.1. F)..) -# S#.#''%(& F E*8#'%$%')'%(& -# S%*7#+)* -# P%&710)
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Una seleccin inadecuada de los sistemas de pinturas, as como de la especificacin
de los Estndares de ngeniera (esquemas de pintado), pueden conducir a fallas de los
recubrimientos, con resultados muchas veces catastrficas.
Por consiguiente es importante, que el especificador de los sistemas de pintura, posea
un amplio conocimiento de los procedimientos para analizar los "$)'7,0#* 7O'&%',*
que intervienen en la seleccin y especificacin de sistemas de pinturas tales como:
Ubicacin de la obra.
Funcin bsica que debe cumplir el recubrimiento.
dentificacin del tipo de sustrato.
Condiciones ambientales y agresividad del medio ambiente.
Condiciones de operacin (facilidades para la ejecucin de los trabajos).
Condiciones de servicio o de trabajo a la que estar expuesta la obra.
Preparacin de superficie.
Mtodos de aplicacin.
Compatibilidad de la pintura con los sistemas existentes.
Conocimiento de los recubrimientos orgnicos, su composicin qumica,
propiedades fsicas, perfomance en condiciones similares, etc.
7.7.2. F)..) -# P0#8)0)'%(& -# S18#0$%'%#
Aproximadamente del 60% al 80% de las fallas de perfomance de las pinturas son
atribuidas a la inadecuada seleccin del mtodo de preparacin de la superficie. Por lo
que la seleccin del mtodo de preparacin de superficie, es uno de los factores
determinantes para la perfomance de cualquier sistema de pintura aplicado sobre
superficies de acero y concreto. Los principales factores que contribuyen para la falla
de los recubrimientos son:
I&)-#'1)-) 80#8)0)'%(& -# *18#0$%'%#
Deficiente preparacin de superficie, presencia de contaminantes tales como: polvo,
suciedad grasa, sales solubles (ClNa), restos de escamas de laminacin, xidos, etc.
que afectarn la perfomance del sistema aplicado.
P#0$%. -# 01@,*%-)- F )->#*%(&
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
La especificacin de los perfiles de rugosidad que se deben alcanzar durante la
preparacin de las superficies es muy importante, porque permiten optimizar el
anclaje y la adhesin del recubrimiento al substrato. La adhesin de los
recubrimientos en su gran mayora est directamente relacionados con el perfil de
rugosidad de la superficie y el espesor de total del sistema, hacindose ms crtico
cuando se aplican directamente recubrimientos de alto contenido de slidos en
volumen y altos espesores de pelcula como primera capa. Por lo que la
especificacin de la rugosidad de la superficie deber estar de acuerdo al sistema de
pintura seleccionado.
C,+8)7%/%.%-)- -# .) *18#0$%'%#
El especificador de sistemas de pinturas deber conocer las compatibilidades de los
productos que estarn directamente en contacto con el substrato; porque una
inadecuada seleccin podra causar problemas de delaminacin, de reaccin
qumica, etc.
7.7.3. F)..)* -# A8.%')'%(& -# P%&710)
Debe considerarse como falla de aplicacin al manejo incorrecto de los productos y los
equipos de aplicacin especificados. La mejor manera para evitar fallas de aplicacin;
es siguiendo estrictamente las recomendaciones que el fabricante de pintura indica en
la hoja tcnica del producto.
Otro factor que frecuentemente no se da la importancia debida, es la calificacin de las
empresas contratistas de aplicacin de pinturas; porque muchos de ellos no cuentan
con los equipos de aplicacin en ptimas condiciones y tampoco cuentan con personal
tcnico especializado. A continuacin se describen algunos de los factores que
contribuyen a las fallas de aplicacin:
F)..) -# #*8#'%$%')'%(&
Una seleccin inadecuada de productos puede causar fallas prematuras, desde
daos relacionados con la formacin de la pelcula de pintura hasta daos en la
resistencia del producto.
U*, %&',00#'7, -# #31%8,* -# )8.%')'%(& F +)&, -# ,/0) &,
#*8#'%).%B)-)
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Generalmente se presenta por desconocimiento de los equipos de aplicacin y no
seguir con las recomendaciones de los fabricantes; es tpico observar como en forma
frecuente se aplican los productos sobre superficies contaminadas y con equipos
inadecuados. En la mayora de los casos las fallas se evidencian en la falta de
continuidad de las pelculas, defectos de apariencia, fallas de perfomance,
desprendimientos, cuarteamientos, etc.
M)&#?, %&)-#'1)-, -# .,* 80,-1'7,*
Es el caso de los aplicadores de pinturas que hacen caso omiso a las indicaciones
de la hoja tcnica del producto con las indicaciones de aplicacin. ndicaciones
como: relacin de mezcla, tiempo de induccin, pot life, grado de dilucin, etc.
7.7.< F)..)* T28%')* 8,0 P0,'#-%+%#&7, I&',00#'7, -# A8.%')'%(& F M)&, -# O/0) &,
C).%$%')-)
D%*%+%.%71- -# #*8#*,0#*
Recubrimientos aplicados a bajos espesores que los especificados pueden ocasionar
corrosin muy rpida en el substrato (Flash Rusting, Pinpoit) y los recubrimientos
aplicados a altos espesores pueden ocasionar problemas de: corrimiento
(chorreado), secado, curado, crakeado, etc.
P0#*#&'%) -# 8%&>,.#*
Pinholing son pequeos agujeros o crteres casi imperceptibles a la vista, que se
forman durante la formacin de la pelcula. La presencia de estos agujeros en la
pelcula de la pintura facilita el contacto de la humedad del medio ambiente con el
substrato, generando puntos de corrosin.
S,/0# 0,'%)-, KOG#0 *80)F=
Formacin de polvillo de apariencia spera y sin consistencia que se deposita en la
superficie que se est pintando. Esta falla se produce debido a dos factores: en
primer lugar debido a la inadecuada seleccin y regulacin del equipo de aplicacin y
en segundo lugar debido a las caractersticas intrnsecas del producto (grado de
dilucin, balance de solventes en la formulacin, etc).
D%*',&7%&1%-)-#* -# P#.2'1.) , P).,+)* KH,.%-)F*=
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Son puntos o pequeas reas del substrato, que quedan al descubierto despus de
la aplicacin de la pintura. Esta falla generalmente es ms significativa por que
permite el rpido contacto de la superficie no cubierta con el medio ambiente.
O?,* -# 8#*')-, KF%*> #F#*=
Se localiza en reas pequeas y toman la forma de crter distribuidas al azar en
la superficie. Esta falla puede ser causada por contaminacin con grasa o aceite
de la superficie o por la presencia de aceite en el aire de atomizacin.
7.7.". F)..) -# F,0+1.)'%(& -# P0,-1'7,
Existen muchas fallas de recubrimientos sobre el cual el especificador no tiene control y
uno de esos es el inherente en la formulacin de los recubrimientos orgnicos. Un
recubrimiento formulado en forma inadecuada puede afectar la calidad de la aplicacin
y fallar rpidamente en el servicio.
Algunas de las fallas ms comunes debido a la formulacin son descritos a
continuacin:
T%B)-, 6
Es el polvillo fino que se forma en la parte superficial de la pelcula de pintura. Es un
fenmeno que se produce por efecto de la exposicin constante de la misma a los
rayos ultra violeta, humedad, contaminacin atmosfrica, etc los que reaccionan con
la resina causando su desintegracin. El tizado puede ser controlado pero no
eliminado, se corrige este problema con la adecuada seleccin de recubrimientos
orgnicos resistentes principalmente a los rayos UV.
E0,*%(& K-#*@)*7#=6
Definido como el desgaste de la pelcula de pintura causado por efectos fsicos y
qumicos del medio ambiente circundante.
Efectos tales como: la exposicin a los rayos UV, velocidad del aire, contaminacin,
tizados, abrasin por arena, etc. En este caso se recomienda consultar con el
fabricante de pintura para seleccionar el recubrimiento adecuado.
A@0%#7)+%#&7,6
Formacin de grietas de diferente profundidad y forma en la pelcula de pintura. Este
fenmeno es causado por la relacin inadecuada de resina / pigmento dentro de la
formulacin de pintura. En la prctica se visualizan dos formas de agrietamiento:
). G0%#7)* -#.@)-)* KC>#'P%&@=6
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Se identifican porque las grietas son filiformes y superficiales; y no llegan al
substrato.
/. G0%#7)* @01#*) KC0)'P%&@=6
Se identifican por que las grietas son pronunciadas y llegan hasta el substrato.
P%#. -# ',',-0%., KA..%@)7,0%&@=6
Definido como una imperfeccin de la pelcula y que presenta la apariencia de piel de
cocodrilo. Este fenmeno puede ser considerado como un macro agrietamiento, en
el cual la pelcula de la pintura endurece y se contrae ms rpidamente generando
esfuerzos fsicos.
A001@)+%#&7, KL0%&P.%&@=6
El problema de arrugamiento se genera cuando los recubrimientos son aplicados a
altos espesores y por otra parte durante la operacin de repintado, sobre
recubrimientos que aun no han concluido con su proceso de secado.
7.7.C. F)..) -# D%*#U, ( F)/0%')'%(&
El diseo y la fabricacin defectuosa de las estructuras pueden fcilmente complicar
los procedimientos para ejecutar la aplicacin de la pintura. El inspector y el aplicador
no son los responsables de estos problemas; porque, esto compete al rea de diseo,
de ingeniera y al fabricante. Sin embargo, el inspector estar en la capacidad para
realizar el servicio de evaluacin para ayudar a identificar las reas con problemas y
resolverlos.
Las fallas ms comunes de diseo y fabricacin estructural lo constituyen los
siguientes items:
D%*#U,6
reas inaccesibles, ribetes, ngulos, reas tratadas, metales dismiles, etc.
F)/0%')'%(&6
Cordones de soldadura, salpicaduras de soldadura, esquinas con punta, salientes,
filos cortantes, canales, estras, soportes, uniones, construcciones temporales de
ayuda, etc.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
7.J. C,&'.1*%,&#*
1. En la prctica se ha determinado que aproximadamente del 60% al 80% de las fallas
de perfomance de las pinturas son atribuidas a la inadecuada preparacin de la
superficie y aplicacin de la pintura.
2. Las fallas prematuras de la perfomance de las pinturas generalmente estn relacionados
con el incumplimiento de las Especificaciones Tcnicas y/o Estndares de ngeniera y al
inadecuado proceso de inspeccin.
3. La inspeccin de la aplicacin de las pinturas generalmente es efectuada por
supervisores tcnicos del fabricante de pinturas o de la empresa contratista, que en
casos de dirimencia generalmente se convierten en juez y parte del problema.
7.! R#',+#&-)'%,&#*
1. Todo proyecto y/o programa de aplicacin de pintura deber contar con la respectiva
Especificacin tcnica o Estndar de ngeniera debidamente documentados con los
procedimientos, funciones y responsabilidades de las partes involucradas: empresa
(usuario),contratista y proveedor de pintura.
2. La inspeccin del proceso de aplicacin debe ser ejecutada particularmente por
empresas consultoras especializadas en el rea o por tcnicos "especialistas en
inspeccin de pinturas debidamente acreditados para mantener la imparcialidad en los
resultados.
VI. B%/.%,@0)$2)
C.G.MUNGER Corrosion Prevention by Protective Coatings
SSPC Steel Structures Paintings Council
SSPC Applicator Training Bulletins (93-03)
SSPC Coatings and Lining nspection Manual # 91-12
ASTM American Society Testing Material
NACE nternational Coating nspector training and Certification Program
KTA TATOR Coatings Training Services
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
8.1 ntroduccin
8.2 Tipos de sellos
8.3 Perdida por Evaporacin en Tanques de Techo Flotante.
8.4 Tipos de Sellos Usados en la Refinera Talara.
8.5 Conclusiones
8.6 Recomendaciones
R#$#0#&'%)* B%/.%,@0H$%')*
1. AP Publication 2517, Second Edition February 1980.
2. Manual of Petroleum Measurement Standards AP- First Edition, April 1997.
3. AP, Evaporative Loss from Fixed Roof Tanks. Second Edition, October 1991.
4. Manuales Petroleum Seal System.
5. AP 650 Diseo y Construccin de Tanques de Almacenamiento de construccin soldada.
6. D.S. 052-93 EM, Energa y Minas
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
J.1 INTRODUCCION
Los tanques que almacenan hidrocarburos de bajo punto de inflamacin, generalmente originan
prdida de producto por evaporacin y por consiguiente contaminacin del medio ambiente. El
almacenamiento de estos productos en tanques de techo fijo origina gran prdida por alta
evaporacin, al estar el producto expuesto a una gran rea libre, tal como se muestra en la
figura No 1. Al respecto, para reducir el rea expuesta al ambiente, las industrias y entidades
gubernamentales han normado el uso de techos flotantes para evitar estos impactos, tal como
se puede ver en la figura No 2.
La s reglamentaciones vigentes de los paises que han experimentado los beneficios que
establece un buen sellado de techos de tanques y sobre todo que lo establecen desde el punto
de vista de seguridad, es decir que minimizan los riesgos por evaporacin de producto, en el aso
del Peru es El D.S. No 052-93-EM emitido por el Ministerio de Energa y Minas, en su Artculo
18, establece el uso de techos flotantes para tanques que almacenan lquidos con presin de
Vapor Reid mayor a 4 psia o cuando el lquido es almacenado a temperaturas cercanas en 8.3C
a su Punto de nflamacin o a temperaturas mayores.
Los productos que se encuentran dentro de los requerimientos del D.S. antes indicado, estn
algunos Crudos, las Gasolinas y algunos Turbos. Los tanques de la Refinera Talara que
almacenan estos productos cuentan con sus respectivos techos flotantes, tal como se indica en
el cuadro No 1.
La norma AP 650 de "Especificaciones para Diseo y Construccin de Tanques soldados para
almacenamiento de hidrocarburos, en su artculo C.3.13., define " El espacio entre la periferia
exterior del techo flotante y el casco del tanque deber ser sellado por un elemento flexible que
provea un razonable sellado con la pared del cilindro. Si se emplea zapatas para hacer el
E(APORAC#O
Te9:. 7;.1an1e
E<a6.3a9i=n E<a6.3a9i=n
'ig 1> Tan85e de 1e9:. 7i?. 'ig 2> Tan85e de 1e9:.
7;.1an1e
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
contacto con el casco, tal zapata deber ser confeccionado de acero galvanizado conforme a
ASTM A 924 con un mnimo espesor nominal de 1.5 mm (16 gauge) y un recubrimiento de G90.
Si se especifica una zapata sin recubrimiento, estos deben ser fabricados de planchas de acero
con el espesor y calidad especificado por el que genera el pedido. Una adecuada juntas de
expansin debe ser proveda. Alguna fabricacin o material no metlico usado como sello o
componente del sello debe ser durable en el ambiente y no debe descolorarse o contaminar el
producto almacenado.
Como se podr apreciar, las normas obligan el uso de un sello entre el techo flotante y el
cilindro, para evitar prdida por evaporacin y contaminacin del medio ambiente, en las figuras
No 3 y 4 se muestran las formas de sellado del techo flotante. Existe una variedad de tipos y
formas de sellos, los cuales deben ser seleccionados de acuerdo al tipo de tanque, si son de
juntas soldadas o remachadas, tipo de producto almacenado, capacidad de sellado, costo, etc.
Existen diferentes fabricantes los cuales pueden proveer del sello adecuado para cada tipo de
servicio
.J.2. TIPOS DE SELLOS
J.2.1. SISTEMA DE SELLADO DE TECHOS FLOTANTE
Todo tipo de techo flotante tiene un espacio anular entre el cilindro del tanque y la periferia
exterior del techo flotante que permite subir y bajar el techo. Para obtener un mximo beneficio
del techo flotante, como es el control de la prdida por evaporacin, el espacio anular debe tener
un adecuado sistema de sellado. Un sistema de sellado efectivo es hermetizar el espacio anular
y ayudar a mantener centrado el techo flotante. La redondez del tanque es importante, estos no
deben exceder la capacidad de diseo de los sellos. Un sistema de sellado puede consistir de
uno o dos sellos separados. El primer sello es denominado sello primario, y el segundo sello
instalado sobre el sello primario, es denominado sello secundario.
Te9:. 7;.1an1e $e1a;;e A-A
'ig. . 3> Tan85e 9.n 1e9:. 7;.1an1e
@ 0e;;.
P.n1=n de Te9:.
7;.1an1e
Cilindro Tanque
"e;;. de; 1e9:.
7;.1an1e
P3.d591. A;2a9enad.
'ig. . 4> "e;;. de; 1e9:. 7;.1an1e
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Existen tres tipos bsicos de sello primario. Los sellos primarios se clasifican en Zapata
Mecnica (metlica), de Bolsa (no metlico, resilient filled) y Alabe Flexible (flexible wiper).
Las configuraciones bsicas de los sellos secundarios son: nstalado en las zapatas o instalados
en el anillo perifrico del techo.
J.2.2. SELLO DE ZAPATA MECANICA KMETALICA=E SELLO PRIMARIO.
Este tipo de sello se viene usando por muchos aos. En la figura No 5, se indica un diagrama
simplificado de este tipo de sello sobre espacio vapor. Una caracterstica de este sello es el uso
de una plancha metlica liviana (B)8)7)) que est en contacto con la pared del cilindro del
tanque, Esta plancha es soportada por mecanismos de diferentes tipos, que vara de acuerdo a
cada fabricante. Las planchas juntas una tras otra forman un anillo, tienen una altura de 3 a 5
pies y proveen una gran rea de contacto con la pared del cilindro. Cuenta con juntas de
expansin adecuadas para permitir contraccin y dilatacin de las zapatas y permitir que tenga
un desplazamiento sin problemas en deformaciones del cilindro y cuando existen juntas
remachadas.Las zapatas cuentan con un sistema de empuje para mantener presin sobre las
paredes del cilindro, estos son efectuados por diferentes tipos de sistema de resorte, como son
contrapeso, flejes, resortes, etc.
El espacio anular entre la zapata y la periferia del techo flotante, es sellado por un elemento
flexible, por ejemplo neopreno, tefln, etc., este es llamado *#.., 80%+)0%,. El material y diseo
varia de acuerdo al fabricante y/o las condiciones de servicio. Existen sellos con reduccin del
Pontn de
Cilindro del
S#..,
Producto
Almacenado
435363
'ig. . 5> "e;;. de Aa6a1a 2e9ni9a
P.n1=n de Te9:. 7;.1an1e
Cilindro del tanque
S'001 &-)3.-)1
P3.d591.
A;2a9enad.
Z.&./.
'ig . 6> "e;;. 9.n 3ed599i=n de;
e06a9i. <a6.3
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
espacio vapor, tal como se muestra en la figura No 6, el sello es instalado cerca de la superficie
del lquido. Este tipo de sello, es usualmente diseado para trabajar en un espacio anular de 8,
con una tolerancia de trabajo de +/- 5.
J.2.3. SELLO TIPO BOLSA KNO METALICO=E SELLO PRIMARIO.
La caracterstica que lo identifica a este tipo de sello, es el uso de un material elastomrico
relleno con un lquido, espuma o gas, lo cual hace que este se infle y haga contacto con la pared
del cilindro del tanque. En la figura No 7 se muestra un diagrama de este tipo de sello. El sello
puede ser instalado en dejando un espacio de vapor (figura No 7, V)8,0 +,1&7#-) o haciendo
contacto con el lquido (Figura No 8, L%31%- +,1&7#-=
La mayor ventaja de este sello es su flexibilidad. La envoltura utilizada para su fabricacin es
mucho ms flexible que la del sello tipo zapata, por la capacidad de amoldarse mejor a la pared
del cilindro. Este tipo de sello normalmente puede acomodarse en el espacio anular +/- 4 de
variacin. Diseos especiales son requeridos en tanques con espacios anulares de mas de 8.
Estos sellos estn equipados normalmente con una cubierta para protegerlo del medio ambiente
(T#)7>#0 *>%#.-) o un sello secundario.
Considerando que los materiales del sello son menos abrasivos que los de zapata mecnica,
estos son usados generalmente para tanques pintados interiormente. Sin embargo, en tanques
con remaches o con cordones de soldadura irregulares pueden causar dao o desgaste,
reduciendo la vida de los mismo.
El tipo Vapor-mounted, contribuye a una mayor prdida por evaporacin, por otro lado este tipo
de sello no est sujeto al deterioro por el contacto con el liquido almacenado.
Wea1:e3 0:ie;d
P.n1=n de Te9:.
7;.1an1e
Cilindro del
S2//o
57+837+o
Producto
Almacenad
'ig. 7> "e;;. 1i6. 4.;0a. (a6.3 2.5n1ed
Wea1:e3 0:ie;d
Pontn de
Cilindro del
S'001 &-)3.-)1
P3.d591.
A;2a9enad.
'ig. 8> "e;;. 1i6. 4.;0a. Li85id 2.5n1ed
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
El tipo Liquid-mounted, que no tiene espacio vapor, reduce significativamente la prdida por
evaporacin, sin embargo, el tiempo de vida de ste puede acortarse, por estar en contacto con
el producto que pueda tener alto contenido de aromticos. Recientes avances en la fabricacin
de compuestos sintticos permiten la compatibilidad con los hidrocarburos. Los fabricantes de
sello pueden recomendar los materiales mas adecuados para cada aplicacin en particular.
J.2.< SELLO FLEDIBLE TIPO LIPER. SELLO PRIMARIO.
Este tipo de sello es de reciente diseo. La caracterstica principal que lo identifica es el uso de
una hoja (/.)-#) elastomrica que hace el contacto con la pared del cilindro del tanque, tal como
se muestra en la figura No 9. El elemento flexible del sello cubre el espacio anular entre el
cilindro y el techo, usa elementos mecnicos para mantener un buen contacto con la pared del
cilindro.
La ventaja de este tipo de sello, es su flexibilidad. El T%8#0 es generalmente ms flexible que el
tipo zapata. Puede tener mayor conformidad al casco del cilindro. Este sello es instalado
generalmente sobre el lquido evitando deterioro por contacto con el producto almacenado.
Diseos especiales se requieren para espacios anulares mayores de 8, pueden trabajar con
una tolerancia de +/- 4.
Este tipo de sello, por sus caractersticas, contribuye a mayor prdida por evaporacin, pues el
contacto con la pared del cilindro no es muy hermtico.
J.2.". SELLO SECUNDARIO
Pontn de
Ci;ind3. de; 1an85e
S#.., 80%+)0%,
P3.d591. A;2a9enad.
'ig *> "e;;. 1i6. Bi6e3
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Este tipo de sello est dividido en dos categoras: nstalado sobre la zapata ( S>,#-+,1&7#-) e
instalado sobre el anillo del techo flotante (R%+-+,1&7#-). En las figuras Nos 10 y 11 se
muestran estos tipos de sello.
El instalado sobre el anillo es mas efectivo en reducir la prdida que pueda permitir el sello
primario. El instalado sobre zapatas es efectivo solo en reducir la prdida entre la zapata y la
pared del cilindro, pero no evita prdida que se pueda originar en la cubierta del sello primario.
Los sellos son fabricados generalmente de materiales elastomricos, a veces reforzado con
material metlico o no metlicos.
J.3. PERDIDA POR EVAPORACION EN TANQUES DE TECHO FLOTANTE.
Los clculos para determinar la prdida total por evaporacin en tanques de techo flotante, estn
en funcin a diferentes parmetros, como son: Tipo de sello usado, caractersticas del fluido
almacenado, dimetro del tanque, velocidad del viento, tipo de juntas del tanque (soldado o
remachado), cantidad de accesorios en el techo y color de pintura del tanque.
1. I&'%-#&'%) -#. -%H+#70, -#. 7)&31#E 7%8, -# *#..,E 7%8, -# ?1&7) -#.
'%.%&-0, F G#.,'%-)- -#. G%#&7,.
A mayor dimetro del tanque, las prdidas son mayores, debido a que existir un rea mayor de
espacio anular. A mayor velocidad del viento las prdidas se incrementan, debido a que se
origina un fenmeno de sifn. El tipo de sello tambin influye en la cantidad de prdida por
evaporacin, pues cada tipo de sello hermetiza en mayor o menor grado, dependiendo del
P.n1=n de Te9:.
"e;;. 0e95nda3i.
2.n1ad. 0.43e Ca6a1a
"e;;. 63i2a3i.
Producto
Almacenado
Pontn de
"e;;. 0e95nda3i. 2.n1ad. 0.43e ani;;.
de; 6.n1.n de; 1e9:.
"e;;. 63i2a3i.
Producto
Almacenado
'ig. 1+> "e;;. 0e95nda3i. 2.n1ad.
".43e Ca6a1a
'ig 11> "e;;. 0e95nda3i. 2.n1ad. 0.43e
ani;;. de; 9i;ind3.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
diseo de los mismos. As mismo, el tipo de junta del tanque, ya sea soldado o remachado,
tambin influye en la prdida, las juntas remachadas permiten mayor prdida.
La incidencia de todos los elementos indicados anteriormente, est definida por un F)'7,0 -#
8O0-%-) KV0=, el cual est indicado en la Tabla No 1, esta interviene en la siguiente frmula de
prdida por evaporacin:
F0 W V0 . D
F06 Prdida por el espacio anular (Lb mol / ao).
V06 Factor de perdida por el espacio anular (Lb-mol / pie . ao ), de Tabla No 1
D6 Dimetro del tanque (pie).
Tabla No 1: Seleccin de Factor de Perdida (Kr).
Sello de ajuste Promedio
Factor de Prdida (Kr)
(Lb-molPie-a!o)
Sello de ajuste "#retado
Factor de Prdida (Kr)
(Lb-molPie-a!o)
T%8, -# S#.., $
(m#%)
&
(m#%)
1$
(m#%)
1&
(m#%)
$
(m#%)
&
(m#%)
1$
(m#%)
1&
(m#%)
Tk soldado Sello tipo Zapata
mecnica, solo sello primario
&.' 1& (( )( 1.& 1$ ** +$
Tk soldado Sello tipo Zapata
mecnica, con secundario en zapata.
1., &.& 1( -( 1.$ &.& 1( -(
Tk soldado Sello tipo Zapata
mecnica, con secundario en anillo de
techo.
$., -., (., ,., $.( -.( (.( ,.(
Tk soldado - Sello tipo bolsa, montado
en lado lquido solo sello primario
1., &.$ 11 1) 1.$ -.( ,.$ 11
Tk soldado - Sello tipo bolsa, montado
en lado lquido, con weather shield
$.+ -.' &.& '.( $.( -.$ (.( +.-
Tk soldado - Sello tipo bolsa, montado
en lado lquido, con secundario
montado en anillo.
$.* 1.* 1.& 1.+ $.- 1.$ 1.- 1.(
Tk soldado - Sello tipo bolsa, montado
en lado vapor solo sello primario
,.+ *- -1$ ,'$ &., 1& &, 1*)
Tk soldado Sello tipo bolsa, montado
en lado con weather shield.
*.* 1, 1$$ *($ -.' ,.) -* &(
Tk soldado - Sello tipo bolsa, montado
en lado vapor, con secundario
montado en anillo.
-.- &.- ,- *($ -.- *.& 1$ -&
Tk remachado - Sello tipo Zapata
mecnica, solo sello primario
11 -1 &1 1$$
Tk remachado - Sello tipo Zapata
mecnica, con secundario montado en
zapata.
).- 1( -& ((
Tk remachado - Sello tipo Zapata
mecnica, con secundario montado
sobre anillo del techo.
1.1 (.& 11 1)
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
2. I&'%-#&'%) -# .,* )''#*,0%,* -#. 7#'>, $.,7)&7#.
Considerando que el techo flotante cuenta con muchos accesorios, como son soportes, tubos de
medicin, vlvulas de venteo, etc.; estos contribuyen en la perdida por evaporacin,
dependiendo de la cantidad y grado de hermetizado de estos.
La siguiente frmula se usa para el clculo de prdida por los accesorios del techo:
F$ W KKN$1IV$1= X KN$2IV$2=X Y X KN$% IV$%==
V$% W V$)% X V$/% K VG I V = ( )
mi
KvxV
F$6 Prdida por accesorios del techo (Lb-mol/ao).
N$%6 Cantidad de accesorios.
V$%6 Factor de perdida por accesorios (Lb-mol/ao).
V$)%E V$/%E VG F +%6 Factores que dependen del tipo de accesorio, Tabla No 2.
Tabla No 2: Cuadro para seleccin de factores de accesorios.
D#7)..#* -# C,&*701''%(& V$) V$/ M A''#*,0%,
Con Tapa sin pernos y sin empaque 36.00 5.90 1.20 Man holes de acceso en cubierta
Con Tapa sin pernos y con empaque 31.00 5.20 1.30 Man holes de acceso en cubierta
Con Tapa con pernos y con empaque 1.60 0.00 0.00 Man holes de acceso en cubierta
Tuberas sin empaque 31.00 Columnas soportes de techo fijo
Tuberas con empaque 25.00 Columnas soportes de techo fijo
Tuberas con empaque flexible 10.00 Columnas soportes de techo fijo
Vigas sin empaque 47.00 Columnas soportes de techo fijo
Vigas con empaque flexible 33.00 Columnas soportes de techo fijo
Cubierta sin pernos y sin empaque 14.00 5.40 1.10 Medidor automtico flotante
Cubierta sin pernos y con empaque 4.30 17.00 0.38 Medidor automtico flotante
Cubierta con pernos y con empaque 2.80 0.00 0.00 Medidor automtico flotante
Actuacin mecnica contrapeso sin empaque 2.30 0.00 0.00 Medido de escotilla
Actuacin mecnica contrapeso con empaque 0.47 0.02 0.97 Medido de escotilla
Con sello en hendidura (10% de rea abierta) 12.00 D D Medido de escotilla
Actuacin mecnica sin empaque 7.80 0.01 4.00 Vlvula rompedora de vaco
Actuacin mecnica con empaque 6.20 1.20 0.94 Vlvula rompedora de vaco
3" de dimetro abierto 1.50 0.21 1.70 Drenajes de cubierta
3" de dimetro 10% abierto 1.80 0.14 1.10 Drenajes de cubierta
1" de dimetro 1.20 D D Drenajes de cubierta
Ajustable AP 650, Tipo H Techo Flot nterno 7.90 D D Patas de la cubierta
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Ajustable AP 650, Tipo C, sin empaque TFEx 0.82 0.53 0.14 Patas de la cubierta Doble
pontn
Ajustable AP 650, Tipo C, con empaque TFEx 0.53 0.11 0.13 Patas de la cubierta Doble
pontn
Ajustable AP 650, Tipo C, sin empaque con sock 0.49 0.16 0.14 Patas de la cubierta Doble
pontn
Ajustable AP 650, Tipo C, sin empaque TFEx 2.00 0.37 0.91 Patas de la cubierta Pontn
Ajustable AP 650, Tipo C, con empaque TFEx 1.30 0.08 0.65 Patas de la cubierta Pontn
Ajustable AP 650, Tipo C, sin empaque con sock 1.20 0.14 0.65 Patas de la cubierta Pontn
Patas fijas 0.00 0.00 0.00 Patas de la cubierta Fijas
Actuacin mecnica sin empaque 0.68 1.80 1.00 Ventero de sello anular
Actuacin mecnica con empaque 0.71 0.10 1.00 Ventero de sello anular
Sin empaque 76.00 D D Escalera
Con empaque 56.00 D D Escalera
Sin ranura, sin perforacin 31.00 150.00 1.40 Poste Gua
Con ranura (Perforado) 43.00 270.00 1.40 Poste Gua
3. I&'%-#&'%) -# .)* ')0)'7#02*7%')* -#. 80,-1'7, ).+)'#&)-,.
El clculo de la prdida est en funcin del factor F1&'%(& -# P0#*%(& -# V)8,0 KP*=, el cual se
determina de la Tabla No 3, el F)'7,0 -#. 80,-1'7, KV'= determinado de la Tabla No 4 y el
P#*, M,.#'1.)0 -#. P0,-1'7, KMG=.
Tabla No 3: Seleccin de Funcin de Presin de Vapor (P*).
F,$()*$ +' P-'%)*$ +' V.&1- 4P56 4.+)3'$%)1$.06
P 0 .1 .2 ." .. .5
1. +.+18 +.+1* +.+21 +.+23 +.+25 +.+27
2. +.+37 +.+3* +.+41 +.+43 +.+45 +.+47
". +.+57 +.+5* +.+61 +.+63 +.+66 +.+68
. +.+7* +.+82 +.+84 +.+86 +.+*1 +.+*1
5. +.1+4 +.1+6 +.1+* +.111 +.114 +.117
2. +.13+ +.133 +.136 +.13* +.142 +.145
#. +.16+ +.163 +.167 +.17+ +.173 +.177
7. +.1*4 +.1*8 +.2+1 +.2+5 +.2+* +.213
!. +.233 +.237 +.241 +.245 +.25+ +.254
10. +.27+ +.283 +.288 +.2*3 +.2*8 +.3+3
11. +.332 +.338 +.344 +.351 +.357 +.364
12. +.4++ +.4+8 +.416 +.424 +.433 +.442
P> P3e0i=n de <a6.3 DP0iaE.
Ta4;a . 4> "e;e99i=n de 7a91.3 F9
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
P-1+,(/1 F.(/1- 8(
P3.d591.0 3e7inad.0 1.+
C35d. +.4
C.265e01.0 0i26;e0 1.+
<. I&'%-#&'%) -#. ',.,0 -# .) 8%&710) -#. 7)&31# -# ).+)'#&)+%#&7,.
Para el clculo de la Funcin de Presin de Vapor se considera la presin de Vapor promedio
del tanque, la cual depende de la T#+8#0)710) P0,+#-%, )&1). -# A.+)'#&)+%#&7, KT*=, la
cual a su vez depende de la T#+8#0)710) A&1). -#. A+/%#&7# KT)=. EL color del que est
pintado el tanque incide en el clculo de la Temperatura Anal del Ambiente, tal como se indica
en la Tabla No 5, en la que se puede observar que cuando los colores son mas oscuros, la
prdida por evaporacin en mayor.
Tabla No 5: Clculo de temperatura de Almacenamiento de acuerdo al color de
tanque
C101- +' T.$9,' P-13'+)1 .$,.0 +' T'3&'-./,-.
+' A03.('$.3)'$/1 T% 4F:6
B;an9. Ta G +
A;52ini. Ta G 2.5
G3i0 Ta G 3.5
eg3. Ta G 5.+
". CH.'1., -# 8O0-%-) 7,7). 8,0 #G)8,0)'%(&.
El clculo de la perdida total es la suma de las prdidas parciales indicados anteriormente, de
acuerdo a la siguiente frmula.
L* KL/*M)U,= W KF0 X F$= I P* I MG I V'
Al respecto, se ha elaborado una hoja de clculo para determinar la prdida para diferentes
casos, tal como se indica en la Tabla No 6.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Tabla No 6: Clculo de prdida total por evaporacin.
CALCULO DE PERDIDA DE PRODUCTO POR EVAPORACION EN TANQUES CON TECHO FLOTANTE N.L. 2"<
1. Perdida Total : Ls (Barriles/Ao) = Ls (Libras/ao) / 42.Wv 1. ngresar datos :
L*W "J B)00%.#*MAU, 2. ngresar No tem de Tablas :
2. Ls (libras/Ao) = ((Fr) + (Ff) + (Fd) ) P*MvKc
3. Fr (Lb-mol/Ao) = (Kra + Krb Vn)D = 6096.00 Lb-mol/Ao FACTOR DE PERDIDA POR SELLO
Dimetro D = 120 Pies
Factor Kra = 10.8
Factor Krb = 0.4
Velocidad del viento (V) = 10 millas por hora
Exponente n = 2
Para Hallar factores y exponente ver hoja FACTORES y poner tem
tem = 10
Tipo de sello : Tk remachado - Sello tipo Zapata mecnica, solo sello primario
4. Ff (Lb-mol/Ao) = ((Nf1.Kf1)+(Nf2.Kf2)+.+(Nfk.Kfk)) FACTOR DE PERDIDA POR ACCESORIOS DE CUBIERTA
Ff = 4,372.52 Lb-mol/Ao
Factor Nf1.Kf1 = Nf1 (Kfa1 + Kfb1 ( Kv V)^m1) =
Para hallar los factores ver Tabla No 6 de Norma AP Capitulo 19, poner el tem que corresponde
1. M)& H,.#* -# )''#*, tem = 3 Con Tapa con pernos y con empaque
Factor Kfa1= 1.6 Factor Kfb1 = 0 Exponente m1 = 0
Cant. De accesorio Nf1 = 1 Factor Nf1.Kf1 = 1.60
2. C,.1+&)* *,8,07# 7#'>, $%?, tem = 0 No usa
Factor Kfa2= 0 Factor Kfb2 = 0 Exponente m2 = 0
Cant. De accesorio Nf2 = 0 Factor Nf2.Kf2 = 0.00
3. M#-%-,0 )17,+)7%',- $.,7)-,0 tem = 11 Cubierta con pernos y con empaque
Factor Kfa3= 2.8 Factor Kfb3 = 0 Exponente m3 = 0
Cant. De accesorio Nf3 = 1 Factor Nf3.Kf3 = 2.80
<. M#-%-,0 &%#G#. 7%8, #*',7%..) tem = 13 Actuacin mecnica contrapeso con empaque
Factor Kfa4= 0.47 Factor Kfb4 = 0.02 Exponente m4 = 0.97
Cant. De accesorio Nf4 = 2 Factor Nf4.Kf4 = 1.20
". V).G1.) 0,+8#-,0) -# G)'%, tem = 16 Actuacin mecnica con empaque
Factor Kfa5= 6.2 Factor Kfb5 = 1.2 Exponente m5 = 0.94
Cant. De accesorio Nf5 = 2 Factor Nf5.Kf5 = 27.35
C. D0#&)?#* -# '1/%#07) tem = 17 3" de dametro abierto
Factor Kfa6= 1.5 Factor Kfb6 = 0.21 Exponente m6 = 1.7
Cant. De accesorio Nf6 = 3 Factor Nf6.Kf6 = 21.72
7. P)7)* *,8,07#* -# '1/%#07) API-H tem = 0 No usa
Factor Kfa7= 0 Factor Kfb7 = 0 Exponente m7 = 0
Cant. De accesorio Nf7 = 0 Factor Nf7.Kf7 = 0.00
J. P)7)* *,8,07# -# '1/%#07) API-C tem = 24 Ajustable AP 650, Tipo C, sin empaque TFEx
Factor Kfa8= 2 Factor Kfb8 = 0.37 Exponente m8 = 0.91
Cant. De accesorio Nf8 = 38 Factor Nf8.Kf8 = 158.61
!. P)7)* *,8,07# -# '1/%#07) API-C tem = 0 No usa
Factor Kfa9= 0 Factor Kfb9 = 0 Exponente m9 = 0
Cant. De accesorio Nf9 = 0 Factor Nf9.Kf9 = 0.00
1. P)7)* *,8,07#* $%?)* tem = 0 No usa
Factor Kfa10= 0 Factor Kfb10
=
0 Exponente m10 = 0
Cant. De accesorio Nf10 = 1 Factor Nf10.Kf10 = 0.00
11. V#&7#,* -#. )&%.., tem = 0 No usa
Factor Kfa11= 0 Factor Kfb11
=
0 Exponente m11 = 0
Cant. De accesorio Nf11 = 0 Factor Nf11.Kf11 = 0.00
12. E*').#0) tem = 0 No usa
Factor Kfa12= 0 Factor Kfb12 0 Exponente m12 = 0
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
=
Cant. De accesorio Nf12 = 0 Factor Nf12.Kf12 = 0.00
13. P,*7# G1%) tem = 32 Con ranura (Perforado)
Factor Kfa12= 43 Factor Kfb12
=
270 Exponente m12 = 1.4
Cant. De accesorio Nf12 = 1 Factor Nf12.Kf12 = 4159.24
5. FACTOR DE PRESON (P*) (Ver hoja CARACTERISTICA FLUIDO para los clculos) tem : 3
Producto Almacenado : Crudo en verano P* = 0.047
6. PESO MOLECULAR PROMEDO DEL VAPOR Mv= 50
7. FACTOR DEL PRODUCTO (Kc) Kc = 0.4
8. DENSDAD DE VAPOR CONDENSADO (Wv) Wv = 4
IV. ALGUNOS RESULTADOS TIPICOS DE CALCULOS DE PNRDIDAS
Algunos Resultados tpicos de prdidas de producto, se muestran en la tabla 7, correspondiente
a una Refinera de Petrleo que cuenta con muchos tanques de techo flotante para diferentes
tipos de productos y de diferentes tipos de construccin (juntas soldadas o remachadas). El
tiempo de instalacin de estos va desde 13 aos hasta menos de 1 ao, todas actualmente en
servicio y en buenas condiciones. En la tabla No 7 se muestra los sellos instalados en los
tanques de la Refinera Talara.
Tabla No 7: Relacin de Tanques con Sello en techo flotante.
N.Local Dimetro Producto Tipo sello Juntas FUGA
Pies Del cilindro
B/09A:o
-&( 1-$ .rudo /a#ata met0lica1 sello #rimario 2emac%ado &'
-&& 1-$ .rudo /a#ata met0lica1 con sello secundario en "nillo 2emac%ado *1
-&+ 1-$ .rudo /a#ata met0lica1 sello #rimario 2emac%ado &'
-&) 1-$ .rudo /a#ata met0lica1 sello #rimario Soldado &*
&$( (& 3asolina /a#ata met0lica1 sello #rimario Soldado -+(
&$, *$ 3asolina /a#ata met0lica1 sello #rimario Soldado -((
&() 1-$ Na4ta /a#ata met0lica1 con sello secundario en 5a#ata Soldado -,&
&-$ 1-$ Na4ta /a#ata met0lica1 con sello secundario en 5a#ata Soldado -,*
&-1 1-$ 3asolina /a#ata met0lica1 sello #rimario Soldado (-1
&&$ 1-$ Na4ta /a#ata met0lica1 sello #rimario Soldado (-&
&&1 ,$ Na4ta /a#ata met0lica1 sello #rimario Soldado *$-
&&- 1($ 3asolina /a#ata met0lica1 sello #rimario Soldado (,1
&&* 1($ 3asolina 6olsa con sello secundario en anillo Soldado -$-
&&+ 1($ 3asolina /a#ata met0lica1 sello #rimario Soldado (,(
&&( 1($ Na4ta /a#ata met0lica1 sello #rimario Soldado (,(
&&& ,$ 3asolina 6olsa con sello secundario en anillo Soldado 1)-
&&, 1($ 3asolina /a#ata met0lica1 sello #rimario Soldado (,&
-$$- ,* 3asolina /a#ata met0lica1 sello #rimario. Soldado *$'
&&) 1-$ .rudo /a#ata met0lica1 sello #rimario Soldado +-
1,(, '$ .rudo /a#ata met0lica1 sello #rimario 2emac%ado ,1
1,(+ '$ .rudo /a#ata met0lica1 sello #rimario 2emac%ado ,1
1,(' '( .rudo /a#ata met0lica1 sello #rimario 2emac%ado ,*
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
1,&1 1$$ .rudo /a#ata met0lica1 sello #rimario 2emac%ado ,)
1&,$$, 1*1 .rudo /a#ata met0lica1 sello #rimario Soldado +,
De la Tabla 7, se puede sacar algunas conclusiones, como son:
a. El uso de sello secundario evita mayor prdida de producto, tal como se puede comparar
entre los tanques Nos 254 ( 58 Bls/ao) y 255 ( 31 Bls / ao).
b. El uso de sello tipo bolsa con sello secundario, evita mayor prdida de producto que el uso
de sello tipo zapata, tal como se puede comparar entre los tanques Nos 552 (461 Bls/ao) y
553 (202 Bls/ao).
c. La prdida de producto entre tanques de construccin soldado y remachado no tiene mayor
variacin, tal como se puede comprobar entre los tanques Nos 259 (53Bls/ao) y 254 ( 58
Bls/ao).
1. ACC#OE" '/T/RA" A REAL#AAR E LO" "ELLO" ACT/ALE" $E LO"
TAH/E" $E TECHO" 'LOTATE".
Considerando que se cuentan con los sellos ya instalados en los techos flotantes, una accin
importante a fin de reducir las prdidas por evaporacin es la instalacin de sellos secundarios
en estos, la disminucin de estas prdidas y el ahorro que se puede obtener se puede observar
en la tabla No 8. La instalacin de los sellos secundarios se puede efectuar con el tanque en
servicio, no es necesario efectuar el desmontaje del sello primario, ni poner fuera de servicio el
tanque. Los datos necesarios que se requieren para el diseo del sello secundario por parte del
fabricante, son: Dimetro del tanque, producto almacenado, tipo de construccin
(soldado/remachado), medidas del espacio anular entre el techo y el cilindro (ver figura No 12) y
detalle del sistema de sujecin del anillo primario con el techo.
Tabla No 8: Ahorro al instalar sello secundario en sellos ya instalados.
N. Diametro Producto Tipo sello
FUGA SN
S!"UNDA#$
FUGA "$N
S!"UNDA#$
A%$##$ A%$##$
Lo;3
/
Pies &ls'A(o &ls'A(o &ls'A(o US)'A*$
&&- 1($ 3asolina /a#ata met0lica (,1 --1 -($ )1,$$
&&+ 1($ 3asolina /a#ata met0lica (,( --( -($ )1,$$
&&( 1($ Na4ta /a#ata met0lica (,( --( -($ )1,$$
&&, 1($ 3asolina /a#ata met0lica (,& --& -($ )1,$$
&-1 1-$ 3asolina /a#ata met0lica (-1 -1& -$, '1-($
&&$ 1-$ Na4ta /a#ata met0lica (-& -1) -$, '1-($
-$$- ,* 3asolina /a#ata met0lica *$' -$$ 1$' (1*-$
&&1 ,$ Na4ta /a#ata met0lica *$- 1)) 1$* (11-$
&$( (& 3asolina /a#ata met0lica -+( 1)+ ++ *1$'$
&$, *$ 3asolina /a#ata met0lica -(( 1)* &1 -1$($
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
1&,$$,
1*1 .rudo /a#ata met0lica +, *& (1 11$-,
&&) 1-$ .rudo /a#ata met0lica +- *& *+ )-,
1,&1 1$$ .rudo /a#ata met0lica ,) *) *$ +&1
-&( 1-$ .rudo /a#ata met0lica &' *1 -+ ,+,
-&+ 1-$ .rudo /a#ata met0lica &' *1 -+ ,+,
-&) 1-$ .rudo /a#ata met0lica &* -+ -, ,&1
1,(' '( .rudo /a#ata met0lica ,* *+ -, ,&1
1,(, '$ .rudo /a#ata met0lica ,1 *+ -( ,$1
1,(+ '$ .rudo /a#ata met0lica ,1 *+ -( ,$1
Los tanques que almacenan gasolina, son los que originan mayor prdida de producto por
evaporacin. La accin a corto plazo, es la instalacin de sello secundario en este tipo de
tanques. En los tanques de crudo el ahorro es ligeramente menor, pero no menos importante, la
instalacin de sello secundario en este tipo de tanques deber ser efectuado a mediano plazo.
Figura 12.- diagrama de espacio anular, informacin necesaria para el diseno del sello
Fig No 12: Diagrama de espacio anular, informacin necesaria para el diseo del sello.
J.". CONCLUSIONES
a. El uso de sello en los tanques de techo flotante, es necesario para reducir la prdida por
evaporacin y contaminacin del medio ambiente.
1+ 1I2J
1+J
8 1I2J
7
1I4J
1+J
11 3I4J
7 1I4J
11 1I4J
1+J
1+
1I2J
11
1I4J
11 1I4J
7 1I2J
7 1I2J
1+
1I8J
1+ 3I4J
1+J
1
2
1
1
2
1
3
4
5
6
8
*
1
+
1
3
1
4
1
5
1
6
1
7
1
8
2
+
7
1
2
1
*
2
4
2
3 2
2
11
1/2"
* 1I8J
8J
* 1I2J
12 1I2J
14 1I2J
13
3I4J
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
b. El tipo de sello a usar, deber ser seleccionado de acuerdo a las condiciones del producto
almacenado y el tipo de juntas del cilindro del tanque.
c. Los sellos tipo bolsa montado en el lado liquido, son los que tienen mejor perfonmance de
sellado que los del tipo zapata mecnica. Sin embargo, el uso de estos est limitado, no
puede ser usado en tanques con juntas remachadas y en aquellos productos que afectan el
elastmero del que est fabricado.
d. El uso de sello secundario, en cualquier tipo de sello, reduce la prdida por evaporacin. De
contar con sellos ya instalados, se pueden instalar estos, sin sacar fuera de servicio el
tanque.
e. Los tanques pintados de color blanco reducen la temperatura de almacenamiento y por
consiguiente reducen la prdida por evaporacin.
f. Luego de seleccionado el tipo de sello a usar en el techo flotante, proporcionar toda la
informacin necesaria, como son: Dimetro del tanque, producto almacenado, tipo de junta
del tanque, espacio anular y detalle de la forma de sujecin del sello en el techo, al
fabricante para el diseo de los mismos.
J.C. RECOMENDACIONES
a. Usar techo flotante en tanques que almacenan productos de presin de vapor Reid altos
(mayor de 4 Psia), para reducir la prdida por evaporacin y por consiguiente contaminacin
al ambiente.
g. Los techos flotantes debern usar el sello adecuado para las condiciones particulares del
tipo de producto almacenado y tipo de juntas del cilindro del tanque.
h. Usar sellos tipo bolsa montado el lado vapor, con sello secundario, en tanques que tengan
un espacio anular uniforme y que tengan proteccin interior de pintura.
i. Usar sellos tipo zapata mecnica con sello secundario, en tanques de juntas remachadas.
j. De tener sellos primarios instalados de cualquier tipo, instalar sellos secundarios, a fin de
reducir la prdida por evaporacin. Estos se pueden instalar sin sacar fuera de servicio el
tanque.
k. Pintar los tanques de color blanco, esta accin permite reducir la temperatura de
almacenamiento y por consiguiente reducen la prdida por evaporacin.
l. Cuando se seleccione el tipo de sello a usar en el techo flotante, proporcionar toda la
informacin necesaria, como son: Dimetro del tanque, producto almacenado, tipo de junta
del tanque, espacio anular y detalle de la forma de sujecin del sello en el techo, al
fabricante para el diseo de los mismos.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
9.1 METODOS PARA LA CUBCACON DE TANQUES
9.2 CONDCONES PARA LA MEDCON
9.3 REGSTRO DE LAS TOMAS DE MEDCON
9.4 TOMA DE ESPESORES
9.5 TOMA DE MEDCONES VERTCALES
9.6 FACTORES DE CORRECCON
9.7 MEDCONES DE LA CRCUNFERENCA
9.8 DEADWOOD
9.9 DETERMNACON DE FONDOS
9.10 TECHO FLOTANTE
9.11 REQUERMENTO PARA REHACER LA TABLA DE CUBCACON
9.12 LMTES Y CRTEROS DE ACEPTABLDAD DE LA VARACON DE TODO EL
VOLUMEN
9.13 GUA ADCONAL PARA RECALBRACON DE TANQUE
9.14 ALCANCE DE LA NORMA
9.15 LOCALZACON DE LAS ESTACONES HORZONTALES
9.16 LOCALZACON DE LAS ESTACONES VERTCALES
9.17 VERFCACON DEL NSTRUMENTO
9.18 PROCEDMENTO DE CALBRACON
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
!.1 METODOS PARA LA CUBICACION DE TANQUES EN ORDEN DE PRECISI:N DESDE
LA MEJOR
- Mtodo Strapping .
- La norma es AP MPMS 2.2 A
- Ventajas:
- Buena precisin
- Permite el chequeo inmediato de las mediciones durante el trabajo de
campo.
- Desventajas:
- Mucho tiempo en la toma de mediciones
- Requiere andamios
- No puede ser usado para tanques aislados
- Se puede alcanzar una precisin total de 0,05%
- Mtodo de la linea de referencia ptica .
- La norma es AP MPMS 2.2 B
- Ventajas:
- Rapidez en la toma de mediciones
- Buena precisin
- Permite el chequeo inmediato de las mediciones durante el trabajo de
campo.
- Desventajas:
- En tanques con aislamiento la circunferencia de referencia es calculado
en base al dimetro interno del tanque.
- Se puede alcanzar una precisin total de 0,05%.
- Mtodo de triangulacin externa .
- Mtodo EODR interno.
- Mtodo EODR externo de triangulacin.
- Mtodo de triangulacin interna.
- Mtodo de mediciones de diametro interno.
!.2 CONDICIONES PARA LA MEDICION
- Todos los procedimientos y la informacin obtenida necesaria para la preparacin de
las tablas deben tener un soporte en los Principios de ngeniera conocidos.
- Las mediciones deben ser tomadas solo despus que el tanque ha sido llenado al
menos una vez en el lugar que est instalado, con un lquido al menos tan denso
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
como el que se espera vaya contener. La usual Prueba Hidrosttica cumple con este
requerimiento.
- Los tanques deben encontrarse limpios en su parte interna incluyendo pared y
accesorios internos, esto puede llevar a la necesidad de requerir una limpieza interna
para eliminar residuos de anteriores cargas, oxidos, suciedad, emulsin, parafinas,
etc.
- Las incrustaciones internas tienen el mismo efecto que un descuento (deadwood) y
debera ser tomado en cuenta en el procedimiento de clculo de la tabla para obtener
los mrgenes de precisin deseados, de cauerdo a la norma AP 2556 "Correcting
Gauge Tables For ncrustation.
- Para tanques de capacidad menores a 500 barriles, el strapping se puede hacer en
cualquier condicin de llenado e incluso se permite pequeos movimientos de
producto hacia adentro o hacia afuera de los tanques durante dicha operacin.
- Para tanques con capacidad mayores de 500 barriles y empernados, el strapping debe
hacerse al menos con las 2/3 partes llenas de producto y se permite pequeos
movimientos de producto hacia adentro hacia afuera del tanque.
- Para tanques de ms de 500 barriles de capacidad, soldados y/o remachados, el
strapping puede ser realizado en cualquier condicin de llenado, en este caso no est
permitido hacer movimientos de producto.
9.3 REGSTRO DE LAS TOMAS DE MEDCONES
- La informacin completa de la toma de mediciones del tanque deben ser registrados
en formatos adecuados como los que muestra la norma.
- Se debe registrar las caracteristicas completas del producto contenido en el tanque al
momento de la cubicacin, tales como la gravedad AP y la temperatura del producto.
- Si fuera necesario dependiendo del tipo de tanque, grficos complementarios deberan
acompaar a la informacin obtenida de las mediciones del tanque.
- Los registros de las mediciones de tanques as como la data complementaria no
deberan ser borrada. Si alguna medida tuviese que ser cambiada, el cambio de dato
debera ser reportado adyacente al valor cambiado marcndolo con una lnea simple
9.4 TOMA DE ESPESORES
- Tomar un mnimo de 2 medidas de espesores en cada anillo. El procedimiento usando
un instrumento snico de medicin es el ms recomendado.
- Los espesores tomados antes o durante la construccin del tanque son aceptados. En
la ausencia de obtener medidas de espesores en forma directa es posible emplear los
espesores consignados en los planos de fabricacin del tanque.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
- En los tipos de tanques en que los bordes se encuentran expuestos, un mnimo de
dos medidas de espesores debe ser efectuado en cada anillo. El promedio aritmtico
por cada anillo debe ser registrado.
!." TOMA DE MEDICIONES VERTICALES
- La altura total es la distancia desde el angulo formado por el fondo interior del tanque y
la pared hasta la parte superior del angulo formado por la pared y el techo, esta debe
ser medida en un punto cerca de la boca de medicin.
- Medidas de altura adicionales pueden ser tomadas en otras posiciones para investigar
la posible presencia de un doble fondo o de una inclinacin del tanque.
- La altura de referencia (gaging height), es la distancia vertical entre el punto de
referencia en la boca de medicin y el punto de referencia en el piso del tanque el
"deep plate". y debe ser medido en un punto usualmente usado en el borde de la boca
de medicin.
- Una descripcin de la ubicacin del punto de referencia en la boca de medicin debe
ser incluido en los registros de cubicacin del tanque.
- Debe hacerse una comparacin entre la altura de referencia con la suma de la altura
total de la pared y la distancia desde el angulo superior en el techo hasta el nivel del
borde del punto de referencia, con la fnalidad de investigar la posible existencia de un
"deep plate" un falso fondo.
- La altura interna efectiva es una distancia vertical a lo largo de la altura de referencia
y debe establecerse los limites de esta variable para confeccionar la tabla de
calibracin.
- En el caso de que el tanque tenga un rebose el cual permanecer siempre abierto, la
altura efectiva de cubicacin ser la altura desde el fondo del tanque deep plate y el
nivel en el cual el lquido contenido en el tanque comienza a rebosar.
- La capacidad del tanque entre el nivel de rebose y el techo del tanque no debera
tomarse en cuenta para la elaboracin de la tabla de cubicacin.
- Si el rebose tiene vlvula que puede ser cerrada en cualquier momento. Entonces la
altura efectiva interna para elaborar la tabla de cubicacin debe ser extendida hasta el
angulo formado por el techo y la pared interior del tanque.
- Si en el momento de la toma de los strapping hay producto en el tanque, se debe
tomar su nivel, temperatura promedio y el AP del producto.
- Las alturas de cada uno de los anillos deben ser medidos.
- Si los tanques son traslapados, el traslape debe ser medido, para determinar la altura
efectiva interna.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
!.C FACTORES DE CORRECCION
FACTOR DE CORRECCION A LA CINTA DE MEDICION DESDE LA TEMPERATURA DE
CALIBRACI:N A LA TEMPERATURA STANDARD DE CZF
La cinta de medicin calibrada debe ser corregida de la temperatura a la que fue
calibrada a la temperatura standard (60F para el caso de la industria del Petrleo).
Factor de Correccin = 1 + ( (Ts - Tc) x C )
Donde: Ts = Temperatura a la que fue calibrada la cinta de
medicin.
Tc = Temperatura standard de referencia.
C = Coeficiente de expansin para acero dulce.
(0,00000645 pie/pie/F)
CORRECCION DE EDPANSION ; CONTRACCION DE LAS PAREDES DE LOS TANQUES
DEBIDO AL NIVEL DEL LIQUIDO
La expansin y contraccin de las paredes de un tanque debido al nivel del producto
aunque pequeo debe ser tomado en cuenta.
Tanques con capacidad por encima de 500 barriles, deberian ser medidos al menos a
las 2/3 partes llena.
Tanques ms pequeos pueden ser medidos en cualquier condicin de llenado e
inclusive las mediciones pueden ser hechas en plena transferencia de producto.
El tanque debe haber sido llenado antes de la cubicacin por lo menos una vez.
CORRECCION DE EDPANSION ; CONTRACCION DE LAS PAREDES DE LOS TANQUES
DEBIDO AL NIVEL DEL LIQUIDO
Las longitudes de las circunferencias deben ser corregidas por medio de
la siguiente ecuacin:
C W - L>C2 M 2 E7
Donde :
C = Correccin de la circunferencia a una base vacia.
W = Peso de lquido por unidad de volumen.
h = Nivel del lquido encima del nivel del strapping.
C = Circunferencia antes de la correccin.
E = Modulo de elasticidad del metal.
t = Espesor de la pared donde fue tomado el strapping.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
CORRECCION DE EDPANSION ; CONTRACCION DE LAS PAREDES DE LOS TANQUES
DEBIDO AL NIVEL DEL LIQUIDO
Y la correccin de volumen en funcin al nmero de anillos es como sigue:
Donde :
V = Correccin de volumen debido a la expansin de la pared del tanque.
W = Peso del lquido por unidad de volumen.
d = Diametro nominal del tanque.
E = Modulo de Elasticidad del material que ha sido construido el tanque.
CORRECCION DEBIDO A LA EDPANSION ; CONTRACCION DE LAS PAREDES DE LOS
TANQUES DEBIDO A LA TEMPERATURA DE LA PARED DEL TANQUE
La expansin y contraccin de tanques sin calefaccin puede ser no tomada en cuenta.
Esta correccin ser necesaria en tanques con calefaccin y donde se requiera la ms
alta precisin.
En los casos en que las mediciones hayan sido hechas a condiciones ambientales y los
tanques vayan a ser calentados en condiciones de servicio ser necesario computar las
correcciones de volumen por expansin o contraccin debido a las variacines en la
temperatura.
Las temperaturas estimadas, debiern ser verificadas una vez que el tanque se
encuentre en servicio y si son diferentes debe aplicarse la correccin de deformacin de
las paredes de los tanques por tener una temperatura diferente a la temperatura a la
cual ha sido calculada la tabla.
El procedimiento para el clculo de la correccin de volumen a ser aplicada en el
momento de hacer la tabla es la siguiente:
CORRECCION DEBIDO A LA EDPANSION ; CONTRACCION DE LAS PAREDES DE LOS
TANQUES DEBIDO A LA TEMPERATURA DE LA PARED DEL TANQUE
Factor de correccin al volumen si se considera que la pared del tanque es de acero:
VW 1 X 12E< I 1-C T* X <E I 1-! 2T*
T*W K 7 TL X T) = M J
Donde :
T* W T#+8#0)710) -# .) 8)0#- +#&,* C ZF.
T* W T#+8#0)710) -# .) 8)0#-.
TL W T#+8#0)710) -#. .231%-,.
T) W T#+8#0)710) )+/%#&7#.
T* W T#+8#0)710) -# .) 8)0#- +#&,* C ZF.
T* W T#+8#0)710) -# .) 8)0#-.
TL W T#+8#0)710) -#. .231%-,.
T) W T#+8#0)710) )+/%#&7#.
Factor de correccin al volumen si se considera que la pared del tanque es de acero
VW 1 X 12E< I 1-C T* X <E I 1-! 2T*
Donde :
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Ts = Temperatura de la pared menos 60 F.
N,7)6 Todas las circunferencias medidas deben llevados a 60F y de preferencia que el material
de la cinta de medicin sea del material del tanque.
Para tanques no aislados, la temperatura puede ser calculado en general como la media
de la temperatura del liquido adjacente y la temperatura ambiente.
Para tanques aislados trmicamente la temperatura de la pared puede ser tomado igual
a la temperatura del lquido adjacente.
Si la pared del tanque es construidas de otro material que no sea de acero, al factor K se
le debe corregir en funcin a la relacin de coeficientes de expansin trmica a la
temperatura que se desea construir la tabla, por ejemplo Ka = Ks
x(0,0000130/0,0000065).
CORRECCION POR EFECTO DE LA INCLINACION DEL TANQUE
La superficie del lquido en un tanque cilindrico inclinado es elptico, mas que circular, y
la capacidad por unidad de altura es mayor a comparacin que si fuese verdaderamente
vertical.
La tanques inclinados menos de 1/70 el error en una tabla de calibracin de considerarlo
vertical para la porcin cilindrica sera menos de 0,01 % en volumen y el efecto puede
no ser tomado en cuenta, pero si fuera mayor de 1/70, este debe ser ajustado ajustado a
una base de inclinacin CERO.
El factor de correccin de volumen en porcentaje es:
100 ((1+ m2)1/2 1)
Donde :
m = nclinacin por pie de altura del tanque
CORRECCION POR EFECTO DE LA REDONDEZ DEL TANQUE
Si por efecto de la redondez el rea difiere en menos del 0,01 %, la norma establece que
no es necesario aplicar correccin alguna.
CORRECCION A LA CIRCUNFERENCIAS POR EFECTO DE LAS ELEVACIONES AL
PASAR LA CINTA DE MEDICION
En el caso que la cinta de medicin deje de estar en contacto con la pared del tanque en
todos los puntos a lo largo de su recorrido por elevaciones tales como soldaduras, juntas
traslapadas, la magnitud en el incremento de la circunferencia debido a estas
elevaciones, deben ser determinadas y deducidas del strapping utilizando las
ecuaciones siguientes:
C,00#''%(& 8,0 *,.-)-10) ( *%+%.)0#* #.#G)'%,&#*6
D#-1''%(& W 2N 7 T M - X J N 7 M 3 K7 M -=1M2
Donde :
N= Nmero de elevaciones soldaduras.
t = Altura de la elevacin soldadura.
w= Ancho de la elevacin soldadura.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
d= Diametro nominal del tanque.
C,00#''%(& 8,0 .)* ?1&7)* 70)*.)8)-)*
D#-1''%(& W < N 7 M 3 K 7 M 2 - =1M2
Donde :
N= Nmero de elevaciones soldaduras.
t = Espesorde la plancha.
w= Ancho de la elevacin soldadura.
d=Diametro nominal del tanque
!.7 MEDICIONES DE LAS CIRCUNFERENCIAS
- Las posiciones en las cuales se deben tomar las circunferencias depende del tipo de
construccion del tanque, por lo tanto estas deben ser determinadas cuidadosamente y
las circunferencias deben ser tomadas como lo indica la Norma AP MPMS 2.2 A - tabla
3 pgina 13.
- Suciedad y escamas deben ser removidas a lo largo del recorrido de la cinta.
- Si por alguna razn no es posible tomar las mediciones en el lugar indicado para este
tipo de tanque inclusive teniendo un step over, se debe tomar una circunferencia lo
cercanamente posible al centro del anillo.
- Se recomienda tomar las medidas de la circunferencia de una sola vez, pero en el caso
que la circunferencia sea demasiado grande con respecto a la cinta de medicin se
podr tomar, tramos de circunferencia teniendo en cuenta que deben ser ledos con lo
ms cercano a 0,005 pies y las lecturas deben ser medidas alejados por lo menos a 2
pies de las soldaduras traslapes verticales.
- Una vez tomada la lectura de la circunferencia la tensin debe ser reducida
suficientemente para permitir que la cinta se mueva ligeramente y regrese a su posicin
y a la tensin requerida y hacer la lectura nuevamente este procedimiento debe ser
repetido hasta que dos lecturas sean iguales. Dichas lecturas sern las circunferencias
en dicha ubicacin.
- En el caso que se utilice el step over , ese tramo debera ser medido lo mas cercano a
0,001 pies (1/64 pulgadas).
- Una vez tomada la lectura de la circunferencia la tensin debe ser reducida
suficientemente para permitir que la cinta se mueva ligeramente y regrese a su posicin
y a la tensin requerida y hacer la lectura nuevamente este procedimiento debe ser
repetido hasta que dos lecturas sean iguales. Dichas lecturas sern las circunferencias
en dicha ubicacin.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
- En el caso que se utilice el step over , ese tramo debera ser medido lo mas cercano a
0,001pies (1/64 pulgadas).
!.J DEADLOOD
El deadwood debera ser medido directamente, pero en el caso que sea imposible hacerlo,
puede utilizarse las dimensiones dadas por el fabricante del tanque para asi determinar su
volumen para ser incrementado descontado.
El deadwood debe mostrar el nivel superior e inferior del accesorio y debe ser medido
desde el fondo adjacente a la pared del tanque.
!.! DETERMINACION DE FONDOS
Determinar el fondo geomtricamente si es posible.
Si el fondo no puede ser determinado por mediciones presenta inestabilidad, ser
necesario utilizar el procedimiento de calibracin liquida descrita en la norma AP
2555.
Si la calibracin lquida es usada, esta debe continuar hasta un nivel en el tanque
suficiente para cubrir todas irregularidades condiciones inestables del fondo.
En un tanque con techo flotante debemos tener en cuenta el efecto del desplazamiento
del techo, para determinar el volumen real en el tanque.
!.1 TECHO FLOTANTE
EL NVEL NFEROR de la zona crtica es el nivel en el cual el lquido comienza por
primera vez a ponerse en contacto con la superficie del techo.
EL NVEL SUPEROR de la zona crtica es el nivel en el cul el ltimo soporte del techo
se levanta y empieza a flotar libremente ms 2 pulgadas.
En esta zona crtica el volumen desplazado es el equivalente al peso del techo y los
accesorios adheridos por encima y por debajo de l.
El techo con los accesorios que con l se desplazan se encuentra flotando cuando
desplaza un volumen de lquido equivalente a su peso.
El peso del techo es calculado por el constructor, debe figurar en los planos y en la placa
de identificacin del tanque.
Parte del techo y sus accesorios es considerado como parte del "deadwood y como
tales deben ser descontados en sus niveles correspondientes.
El desplazamiento del techo en la zona critica se puede determinar con ms precisin
empleando calibracin lquida bajo la norma AP 2555. Siguiendo este procedimiento
se construir la tabla con el techo flotante considerado como Debajo de la zona crtica
se trabaja como si fuera un tanque de almacenamiento de techo fijo teniendo en
cuenta el deadwood en esa zona.
La zona crtica debe estar claramente indicado en la tabla de calibracin.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
No se debe tomar medicin alguna cuando el nivel del producto se encuentre en la zona
crtica, porque toda medicin en esa zona carece de precisin.
Todo el deadwood incluyendo la forma geomtrica del techo debera ser deducido.
Se debe asumir una densidad del lquido que ser almacenado en el tanque y esta debe
ser reportado en la tabla de calibracin.
un deadwood, empleando una determinada gravedad AP.
Como la forma del techo cambia entre los niveles de la zona crtica, es necesario hacer
una distribucin del desplazamiento del techo en la zona crtica.
Por encima de la zona crtica la tabla de calibracin debe ser hecha sustrayendo un
volumen igual al peso desplazado por el techo y los accesorios que son llevados por
encima y por debajo de l podra ser hecha sin incluir el peso desplazado, pero este
peso debera estar escrito en la tabla para que sea descontado en el momento de
hacer los clculos en una medicin del producto contenido en el tanque .
!.11 REQUERIMIENTO PARA REHACER LA TABLA DE CUBICACION ( PARA RE-
CALIBRAR EL TANQUE
Podra ser necesario rehacer una tabla de cubicacin cuando las variables de operacin
tales como la temperatura y/o la gravedad especifica del producto contenido en el y la
altura de referencia medida del tanque cambian.
Podra ser necesario recalibrar el tanque, cuando las variables estructurales de
dimensiones cambian.
Entre las variables de dimensiones tenemos: la altura de referencia, dimetro del tanque,
espesor de las planchas e inclinacin.
Entre las variables estructurales tenemos: la altura de referencia, el deadwood, la
estructura del tanque interna y externa incluyendo el techo flotante y reparaciones del
tanque y fondos del mismo (reemplazo del fondo).
!.12 LIMITES ; CRITERIOS DE ACEPTABILIDAD DE LA VARIACION DE TODO EL
VOLUMEN DEL TANQUE
La norma muestra limites de aceptabilidad en la variacin de las variables de operacin
y de dimensiones y adems da los criterios para recalibracin y criterios para rehacer
las tablas de cubicacin.
!.13 GUIA ADICIONAL PARA RE-CALIBRACION DE TANQUES
La norma sugiere hacer la verificacin del dimetro y los espesores del anillo de fondo y
la inclinacin de los tanques cada los cada 5 aos.
La cubicacin de los tanques cambian con el tiempo y el uso. La variacin de volumen a
veces no es identificado por una inspeccin visual por algunos procedimientos de
verificacin y la norma considera razonable hacer una recalibracin cada 15 aos.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Los dueos de los tanques pueden incrementar decrecer la frecuencia de las
calibraciones de sus tanques en funcin a la evaluacin de datos histricos
!.1< ALCANCE DE LA NORMA6 M)&1). ,$ P#70,.#1+ M#)*10#+#&7 S7)&-)0-
KMPMS=
C)8%71., 2- QT)&P C).%/0)7%,&R
Seccin 2B - Calibration of upright cylindrical tanks using the optical reference line method
Es un mtodo alternativo para determinar los dimetros del tanque, mientras que los
otros requerimientos de mediciones para desarrollar la tabla de calibracin del tanque
deben hacerse con el mtodo "AP Manual of Petroleum Measurement Standard 2.2
A".
La exactitud en la medicin de la circunferencia radio de un tanque son crticos para la
determinacin del volumen del lquido.
La norma dice que el ORLM es tan preciso como el MTSM y puede ser usado como un
mtodo alternativo para determinar los diametros de cada uno de los anillos de los
tanques.
NUMERO MINIMO DE ESTACIONES DE HORIZONTALES VERSUS EL DIAMETRO DEL
TANQUE
DIAMETRO DEL TANQUE NUMERO MINIMO DE
ESTACIONES
PES MTS
50 15 8
100 30 12
150 50 16
200 70 20
250 85 24
300 100 30
350 120 36
Note: El nmero de estaciones adicionales que se requieran deben ser escogidos siempre en
nmero par.
!.1" LOCALIZACION DE LAS ESTACIONES HORIZONTALES
Las estaciones horizontales deben ser espaciadas equidistantes (tanto como sea
posible) alrededor de la circunferencia.
Las estaciones escogidas deben estar al menos a 12 pulgadas 300 milimetros alejados
de la soldadura vertical para asegurar que no hay interferencia de esta y si la hubiera,
la estacin horizontal debera ser relocalizada para eliminar la interferencia
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
!.1C ESTACIONES VERTICALES
Cada estacin vertical debe estar dentro del rango de la plomada ptica.
Tpicamente el plano horizontal de referencia es escogido en el anillo de fondo (primer
anillo).
Para el primer anillo, la estacin vertical preferiblemente debe ser elegida a 20% de la
altura del anillo, tomado desde la parte superior del anillo (soldadura horizontal).
Para los dems anillos al menos 2 estaciones verticales por cada anillo deben ser
establecidos, uno de ellos al 20% de la altura del anillo, tomado desde la parte
superior del mismo anillo y el otro al 20% de la altura del anillo, tomado desde la parte
inferior del mismo anillo
!.17 VERIFICACION DEL INSTRUMENTO
La plomada ptica debe ser nivelado a lo largo de sus 3 ejes en cada estacin
horizontal.
La perpendicularidad de la referencia vertical debera ser verificada en la primera
estacin horizontal y repetida en 2 estaciones ms elegidas aleatoriamente durante el
desarrollo de la calibracin como sigue:
El carrito magntico debe ser trasladado hasta el tope de el tanque.
La plomada ptica debe ser rotado 180 alrededor de su eje vertical y las dos lecturas
tomadas no deben diferir en mas de 1/20000.
Por ejemplo para una altura de un tanque de 60 pies, la diferencia entre dos lecturas
debera ser menor de 0,003 pies, pero la norma considera aceptable la diferencia de
0,005 pies (1 mm), debido a que la resolucin de la regla graduada es de 0,005 pies.
!.1J PROCEDIMIENTO DE CALIBRACION
La calibracin puede ser llevado a cabo conteniendo cualquier nivel de producto.
No debe hacerse ninguna transferencia ni mezcla durante la calibracin.
Si hubiera producto lquido dentro del tanque, debe tomarse la temperatura, determinar
la Gravedad AP Densidad relativa y la altura del producto, antes de su calibracin.
Medir las circunferencias de acuerdo al AP MPMS 2.2 A de aquellas estaciones
verticales que no se puedan hacer la lectura pticas.
La circunferencia de referencia del tanque debe ser tomada usando una cinta calibrada
y de acuerdo al AP MPMS 2.2A.
La plomada ptica debe ser verificada en una posicin estable en una estacin
horizontal. Este no debe moverse durante todo el recorrido del carrito mgnetico
desde el primer anillo hasta el ltimo anillo en el tope.
Para la primera estacin horizontal la perpendicularidad debe ser verificado y el offset de
la circunferencia de referencia debe ser leido.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
Todas las mediciones pticas deben ser medidas en cada una de las estaciones
verticales para cada una de las estaciones horizontales por el interior exterior del
tanque.
Despus de hacer la ltima lectura en el ltimo anillo(tope) repetir la medicin del offset
de referencia en la misma estacin horizontal y repetir en todas las estaciones
horizontales cada vez.
La variacin entre la lectura del offset en la referencia inicial y final para cada una de
las estaciones horizontales no debe ser mayor a 0,005 pies (1 milmetro), de no ser
asi, se debe repetir todas las lecturas pticas en dicha estacin horizontal que no se
haya cumplido.
Despus de haber completado las mediciones pticas la circunferencia de referencia
debe ser medido nuevamente utilizando la misma cinta patrn. Si la diferencia entre
las dos lecturas excede 0,005 pies 1 milmetro, se debe repetir todas las mediciones
realizadas.
!.1J PROCEDIMIENTO DE CALCULO
Las lecturas pticas son usadas para determinar el radio de cada una de los anillos
desde las mediciones de las medidas de los offsets y la medida de la circunferencia de
referencia.
El desarrollo de la tabla de calibracin debe hacerse de acuerdo con la norma AP
MPMS 2.2 A.
DSEO, CONSTRUCCN NSPECCN Y MANTENMENTO
DE TANQUES DE ALMACENAMENTO DE HDROCARBUROS
You might also like
- Resumen Norma API 650Document64 pagesResumen Norma API 650Blady Còrdova100% (6)
- Presentación - API 650Document48 pagesPresentación - API 650Anonymous m43RBxOVZ2No ratings yet
- Diseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaDocument190 pagesDiseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaJoshua010110100% (1)
- Calculo para BoquillasDocument86 pagesCalculo para Boquillasnikoonz2528100% (1)
- 03.tankes Api 650 PDFDocument226 pages03.tankes Api 650 PDFDiego100% (1)
- Taller Tanques de AlmacenamientoDocument46 pagesTaller Tanques de AlmacenamientosimonNo ratings yet
- Manual de Operacion de TanquesDocument58 pagesManual de Operacion de TanquesFrancisco García100% (2)
- Memoria de Calculo (Cancamos)Document2 pagesMemoria de Calculo (Cancamos)PercyAlexander100% (1)
- Curso API 653Document1,266 pagesCurso API 653corviss100% (11)
- Porduccion II 2017 - Tanques en La Industria Petrolera.Document97 pagesPorduccion II 2017 - Tanques en La Industria Petrolera.M Gonzalez100% (1)
- Seminario de Tanques - Norma API650 - Parte IIDocument91 pagesSeminario de Tanques - Norma API650 - Parte IISilvio Diaz100% (1)
- Planta Envasadora de GLP, La Paz Bolivia.Document39 pagesPlanta Envasadora de GLP, La Paz Bolivia.Leandra Octavia Patiño Valencia67% (3)
- Almacenamiento de Hidrocarburos-Terminales Marinos-Versi N FinalDocument68 pagesAlmacenamiento de Hidrocarburos-Terminales Marinos-Versi N FinalMarvin Mendez Gonzales100% (2)
- Data Sheet Tanque API 650 Prointeca 2021Document7 pagesData Sheet Tanque API 650 Prointeca 2021Marvin William Montes Cristo100% (1)
- Cálculo VenteoDocument3 pagesCálculo VenteofedericomoriNo ratings yet
- Estudio de RiesgosDocument57 pagesEstudio de RiesgosRonal Bringas RumayNo ratings yet
- PresentacionDocument351 pagesPresentacionkimberlyNo ratings yet
- 5.2 DiseñoTanques API 620 API 2510Document25 pages5.2 DiseñoTanques API 620 API 2510MAYRA STACI CARVAJAL CORNEJONo ratings yet
- Calculo Techo Flotante INTERNO 2-6-2.111Document63 pagesCalculo Techo Flotante INTERNO 2-6-2.111Jose Patiño67% (3)
- Hoja de Calculo de Proceso Tanque AtmosfericoDocument8 pagesHoja de Calculo de Proceso Tanque Atmosfericomile457100% (4)
- SEMINARIO - Diseño de Tanques API 650 - Participantes PDFDocument185 pagesSEMINARIO - Diseño de Tanques API 650 - Participantes PDFdmagneto100% (2)
- 56-Calculo Recipientes A PresiónDocument17 pages56-Calculo Recipientes A Presiónybrahimj100% (2)
- Ul 142Document5 pagesUl 142DanielHanccoNo ratings yet
- Seminario de Tanques - Lo Conceptual - Parte IDocument39 pagesSeminario de Tanques - Lo Conceptual - Parte ISilvio Diaz100% (2)
- Diseño y Contruccion de Tanques de Almacenamiento - Curso API 650 Carta r2006-03 EliteDocument55 pagesDiseño y Contruccion de Tanques de Almacenamiento - Curso API 650 Carta r2006-03 EliteAntonio Ramirez100% (1)
- Cálculo de Tanques Atmosféricos - OriginalDocument7 pagesCálculo de Tanques Atmosféricos - OriginaljowarNo ratings yet
- Enfoque PsicoanalíticoDocument4 pagesEnfoque PsicoanalíticochiiNo ratings yet
- Diseno Recipientes A PresionDocument111 pagesDiseno Recipientes A PresionNotlim Otrebla Ollis AzolañepNo ratings yet
- Dia 2 Lima Inspeccion Reparacion Tanques AlmacDocument197 pagesDia 2 Lima Inspeccion Reparacion Tanques AlmacGabriel Alfredo Granda VilelaNo ratings yet
- PRESENTACIONDocument351 pagesPRESENTACIONPercyAlexanderNo ratings yet
- Estudio de Riesgos + Plan de CDocument108 pagesEstudio de Riesgos + Plan de CFelix AdrianzenNo ratings yet
- Soportes en Tuberias Curso BasicoDocument80 pagesSoportes en Tuberias Curso BasicoAlberto Pc100% (1)
- Tutorial Caesar II TraducidoDocument36 pagesTutorial Caesar II Traducidopablopasqualini18100% (2)
- Seccion VIII CODIGO ASMEDocument21 pagesSeccion VIII CODIGO ASMEAlbertNo ratings yet
- Matriz Mineria 1Document27 pagesMatriz Mineria 1Emilio José Martínez GálvezNo ratings yet
- Diseño de TanquesDocument28 pagesDiseño de TanquesMarco Toro100% (1)
- Capacitacion de Uso de ExtintoresDocument34 pagesCapacitacion de Uso de ExtintoresDanni SevenantsNo ratings yet
- Diseño de Tanque Contenedor de Aceite de PescadoDocument30 pagesDiseño de Tanque Contenedor de Aceite de PescadoGJ Vargas100% (1)
- Tanques Metálicos CERTIFICADOSDocument45 pagesTanques Metálicos CERTIFICADOSPercyAlexander100% (1)
- Manual de Operación de TanquesDocument58 pagesManual de Operación de TanquesGilberto Garcia Romero100% (2)
- Curso Tanques V (1) .7 Insp TK Parte1Document163 pagesCurso Tanques V (1) .7 Insp TK Parte1alan100% (1)
- GLPDocument27 pagesGLP1982fernan100% (2)
- Estudio de RiesgosDocument27 pagesEstudio de RiesgosMarco NuñezNo ratings yet
- Tanques ApiDocument23 pagesTanques ApiEsneyder Torres UlloaNo ratings yet
- API 650 - Sip Peru Sac (Modulo I)Document60 pagesAPI 650 - Sip Peru Sac (Modulo I)William ChipanaNo ratings yet
- Prueba Neumatica - Asme Sec. Viii Div. 1Document2 pagesPrueba Neumatica - Asme Sec. Viii Div. 1PercyAlexander100% (2)
- Traduccion Nfpa 54Document2 pagesTraduccion Nfpa 54PercyAlexander100% (1)
- Memoria de Calculo (Tanque)Document1 pageMemoria de Calculo (Tanque)PercyAlexander100% (1)
- Crudos Pesados-Ingenieria de YacimientosDocument38 pagesCrudos Pesados-Ingenieria de YacimientosJeffers Jácome CNo ratings yet
- Diseno Molino de MaizDocument4 pagesDiseno Molino de MaizSaulianys rengelNo ratings yet
- Calentamiento de BunkerDocument116 pagesCalentamiento de BunkerCarlosGordillo100% (3)
- Nrf-139-Pemex-2006-f Soportes de Concreto para TuberiasDocument36 pagesNrf-139-Pemex-2006-f Soportes de Concreto para TuberiasSalvador Gonzalez100% (1)
- Calculo Seleccion de Recipintes A Presion Mediante Analisis Numerico y Codigo AsmeDocument112 pagesCalculo Seleccion de Recipintes A Presion Mediante Analisis Numerico y Codigo AsmeMichael Azul100% (2)
- API 620 PrologoDocument15 pagesAPI 620 PrologoMariela Angeles RodriguezNo ratings yet
- MC Memoria de Calculo Ejemplo Ametank PDFDocument66 pagesMC Memoria de Calculo Ejemplo Ametank PDFGozuengineer GozuNo ratings yet
- Reporte Memoria de Calculo TK-0001 - Rev A1 09102020 PDFDocument62 pagesReporte Memoria de Calculo TK-0001 - Rev A1 09102020 PDFalfredo lasagna100% (1)
- Diseño de OleoductosDocument28 pagesDiseño de OleoductosFrancisco Alejandro OspinaNo ratings yet
- Norma API 650Document1 pageNorma API 650Gonzalo ChirinoNo ratings yet
- Diseño de Tanques TesisDocument38 pagesDiseño de Tanques Tesisalberto jaya100% (2)
- Fabricacion Fondo de Tanque API 650Document1 pageFabricacion Fondo de Tanque API 650nelvar2005No ratings yet
- ESTUDIO DE RIESGOS CorregDocument24 pagesESTUDIO DE RIESGOS Correggladys ramirezNo ratings yet
- UntitledDocument4 pagesUntitledGelver ArenisNo ratings yet
- Diplomado de Almacenamieto Fiscalizacion y Entrega de CrudosDocument206 pagesDiplomado de Almacenamieto Fiscalizacion y Entrega de CrudosOrlando AgudeloNo ratings yet
- Estudio de RiesgosDocument76 pagesEstudio de RiesgosÁlvaro Vargas Rodríguez100% (1)
- Memoria Descriptiva y Especificaciones TecnicasDocument49 pagesMemoria Descriptiva y Especificaciones Tecnicasgladys ramirezNo ratings yet
- Almacenamiento de DieselDocument20 pagesAlmacenamiento de DieseldennysalomonzamoracastilloNo ratings yet
- Tanques Estacionarios NormasDocument5 pagesTanques Estacionarios NormasIvan Ivan0% (1)
- Memoria y Espec. TecDocument50 pagesMemoria y Espec. Tecgladys ramirezNo ratings yet
- GasoductosDocument40 pagesGasoductosPatricio JNo ratings yet
- Informe Prodcut OcemDocument29 pagesInforme Prodcut OcemAlbert Oscar Carrizales BriceñoNo ratings yet
- Nivel A (1°prim - 2°prim)Document10 pagesNivel A (1°prim - 2°prim)PercyAlexanderNo ratings yet
- Matecom 2022 - 4PDocument3 pagesMatecom 2022 - 4PPercyAlexanderNo ratings yet
- Ideario Peru LibreDocument77 pagesIdeario Peru LibrejosNo ratings yet
- Plan para La Vigilancia, Prevención y Control de COVID-19 en El Trabajo QSYSTEM Mail PDFDocument21 pagesPlan para La Vigilancia, Prevención y Control de COVID-19 en El Trabajo QSYSTEM Mail PDFjennifer acostaNo ratings yet
- Anexo 08 - IngelsaDocument64 pagesAnexo 08 - IngelsaPercyAlexanderNo ratings yet
- NORPERU - Concurso de Matemática 4° PrimariaDocument1 pageNORPERU - Concurso de Matemática 4° PrimariaPercyAlexanderNo ratings yet
- Ficha Tecnica Tripode - HaruDocument1 pageFicha Tecnica Tripode - HaruPercyAlexanderNo ratings yet
- Diseño de Red Interna en Instalaciones IndustrialesDocument17 pagesDiseño de Red Interna en Instalaciones IndustrialesPercyAlexanderNo ratings yet
- 978 2331Document35 pages978 2331diomareyNo ratings yet
- NTPDocument1 pageNTPSairitupa OrtizNo ratings yet
- Instalaciones Industriales para Gas NaturalDocument66 pagesInstalaciones Industriales para Gas NaturalPercyAlexander100% (1)
- Plan para La Vigilancia Prevención y Control de COVID-19 en El TrabajoDocument22 pagesPlan para La Vigilancia Prevención y Control de COVID-19 en El Trabajodiego rafael santolalla ariasNo ratings yet
- DS 065 2008Document7 pagesDS 065 2008Ronald OlivaNo ratings yet
- Plano TK 80 Gal - CYTSADocument1 pagePlano TK 80 Gal - CYTSAPercyAlexanderNo ratings yet
- Diseño de Plantas 2018-II. - Unidad 02Document13 pagesDiseño de Plantas 2018-II. - Unidad 02PercyAlexanderNo ratings yet
- Vaporizadores de Fuego DirectoDocument4 pagesVaporizadores de Fuego DirectoPercyAlexanderNo ratings yet
- Calibración Contometro GLPDocument3 pagesCalibración Contometro GLPPercyAlexanderNo ratings yet
- Mascaras AnimalesDocument2 pagesMascaras AnimalesPercyAlexanderNo ratings yet
- HD 160 MaxDocument2 pagesHD 160 MaxPercyAlexanderNo ratings yet
- Tanque Combustible Liquido 8,000 GalDocument1 pageTanque Combustible Liquido 8,000 GalPercyAlexanderNo ratings yet
- INFORMEDocument2 pagesINFORMEPercyAlexanderNo ratings yet
- Fórmulas y Ejemplos - Préstamo PreferenteDocument3 pagesFórmulas y Ejemplos - Préstamo PreferentePercyAlexanderNo ratings yet
- Predimensionamiento Vigas ColumnasDocument5 pagesPredimensionamiento Vigas ColumnasPercyAlexanderNo ratings yet
- Obtencion y Aleaciones Del BronceDocument9 pagesObtencion y Aleaciones Del BronceRodivan GonzalesNo ratings yet
- Taller de Gasto No OperacionalesDocument212 pagesTaller de Gasto No OperacionalesMerlys Milena Manjarres HuertoNo ratings yet
- Check List - DocumentoDocument4 pagesCheck List - DocumentoJose GMZNo ratings yet
- Lectura de Sociales Grado NovenoDocument11 pagesLectura de Sociales Grado NovenoCarmen Elena Amador NaranjoNo ratings yet
- Banco de PreguntasDocument4 pagesBanco de PreguntasAlfonso RomoNo ratings yet
- Tropiezos Caidas y ResbalonesDocument10 pagesTropiezos Caidas y Resbalonesservicios uno aNo ratings yet
- Triptico de Las Ecorregiones Del PerúDocument2 pagesTriptico de Las Ecorregiones Del PerúFranccesca W. RojasNo ratings yet
- CC - PPT - SegmentosDocument18 pagesCC - PPT - SegmentosAlejandro CrNo ratings yet
- MiniBESTest SpanishDocument7 pagesMiniBESTest Spanishkelly GutierrezNo ratings yet
- 2 SEM Presentación de PowerPointDocument26 pages2 SEM Presentación de PowerPointJosé Fernando José FernandoNo ratings yet
- Paso A Paso Omniscan MX2Document4 pagesPaso A Paso Omniscan MX2Andres Romero PinedaNo ratings yet
- Calculo de EvaporacionDocument30 pagesCalculo de EvaporacionCarlos Jesus Moya EgoavilNo ratings yet
- Concepto Del Espacio de DisseDocument3 pagesConcepto Del Espacio de DisseWcaro TutiendaNo ratings yet
- Dearrea CronicaDocument60 pagesDearrea CronicaMarlo SotoNo ratings yet
- BloqueDocument1 pageBloqueDavid Marin MartinezNo ratings yet
- 07 Cuadriláteros Geometría Segundo de SecundariaDocument6 pages07 Cuadriláteros Geometría Segundo de SecundariaWilly750No ratings yet
- Guía Seminario #2 - Farmacología Sistema Nervioso Autónomo - 2019 2Document1 pageGuía Seminario #2 - Farmacología Sistema Nervioso Autónomo - 2019 2yaritzaNo ratings yet
- Informe Super DiciembreDocument20 pagesInforme Super Diciembresergio lopezNo ratings yet
- Micosis Sist HospDocument78 pagesMicosis Sist HospDayanaNo ratings yet
- Mapa Conceptual Aceites EsencialesDocument1 pageMapa Conceptual Aceites Esencialesnrag94No ratings yet
- INFORME FINAL TareaDocument14 pagesINFORME FINAL TareaEnell Navarro AcostaNo ratings yet
- Catalogo Multimedidor ABBDocument3 pagesCatalogo Multimedidor ABBBlaster MTNo ratings yet
- Sae 2Document4 pagesSae 2Miguel Angel Restrepo CalaNo ratings yet
- Entrega Final Comercio InternacionalDocument38 pagesEntrega Final Comercio InternacionalBarbas HernándezNo ratings yet
- CAT 12 2022 - EcuadorDocument60 pagesCAT 12 2022 - EcuadorEsthela TelloNo ratings yet
- Descripción de La Distribución Estructural Sucinta en La EdificaciónDocument6 pagesDescripción de La Distribución Estructural Sucinta en La EdificaciónFernando DesposorioNo ratings yet