You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Blyton Enid Noddy 5 Well Done Noddy! 1952Document71 pagesBlyton Enid Noddy 5 Well Done Noddy! 1952carlosathinopolos75% (12)
- Impact TestingDocument27 pagesImpact Testingapi-3764139100% (2)
- Paint DefectsDocument129 pagesPaint Defectsmohammad100% (6)
- Transportation Planning ProcessDocument43 pagesTransportation Planning ProcessAncheta Suzanne ClarisseNo ratings yet
- Dynamic model of manipulatorsDocument20 pagesDynamic model of manipulatorsbalkyderNo ratings yet
- Fundamentals of Professional WeldingDocument213 pagesFundamentals of Professional Weldingapi-3856939No ratings yet
- Admix Load CellDocument6 pagesAdmix Load Cellmanil_5No ratings yet
- Water Reducing - Retarding AdmixturesDocument17 pagesWater Reducing - Retarding AdmixturesAbdullah PathanNo ratings yet
- Coating Faults AADocument82 pagesCoating Faults AAAbrianto Akuan100% (5)
- ESAB Puls Mig Welding Hand BookDocument20 pagesESAB Puls Mig Welding Hand BookLeonardo De La HudiNo ratings yet
- Coating Failure Presentation 01 PDFDocument32 pagesCoating Failure Presentation 01 PDFravi00098No ratings yet
- Valves and PipingDocument118 pagesValves and PipingMahdi Daly100% (1)
- Vtol Design PDFDocument25 pagesVtol Design PDFElner CrystianNo ratings yet
- 20 Welding RevisedDocument104 pages20 Welding Revisedravi00098No ratings yet
- 20 Welding RevisedDocument104 pages20 Welding Revisedravi00098No ratings yet
- Kou2003 PDFDocument6 pagesKou2003 PDFGe EffgenNo ratings yet
- Barbara Delinsky-The Wedding Night PDFDocument217 pagesBarbara Delinsky-The Wedding Night PDFravi00098No ratings yet
- Con AirDocument156 pagesCon Airravi00098No ratings yet
- Hotel Sales Strategies To Effectively Increase RevenueDocument38 pagesHotel Sales Strategies To Effectively Increase Revenueravi00098No ratings yet
- NDT Radio Graphy Notes PDFDocument18 pagesNDT Radio Graphy Notes PDFravi00098No ratings yet
- RadioGraph Book 1Document33 pagesRadioGraph Book 1Vicky SinghNo ratings yet
- 009 The Great Airport MysteryDocument67 pages009 The Great Airport Mysteryomar omarNo ratings yet
- Practices PipeDocument4 pagesPractices PipeParag Naik100% (2)
- Stainless Pocket GuideDocument36 pagesStainless Pocket GuidePukhraj DagaNo ratings yet
- Weld Chart 1Document4 pagesWeld Chart 1ravi00098No ratings yet
- Welding of Duplex SSDocument20 pagesWelding of Duplex SSHermansyah PutraNo ratings yet
- Welding Reference To Sec-IXDocument22 pagesWelding Reference To Sec-IXVijayananda AnandaNo ratings yet
- An Introduction To RadiographyDocument52 pagesAn Introduction To RadiographyAmit PalaliyaNo ratings yet
- Measure Optical Density of X-Ray FilmsDocument2 pagesMeasure Optical Density of X-Ray FilmsthisisghostactualNo ratings yet
- Schubert PDFDocument66 pagesSchubert PDFdattu33No ratings yet
- PaintCure PDFDocument8 pagesPaintCure PDFmahendraNo ratings yet
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Document18 pagesW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523ravi00098No ratings yet
- Husain Al Muslim Saudi Aramco PDFDocument34 pagesHusain Al Muslim Saudi Aramco PDFravi00098No ratings yet
- Welding Power SourcesDocument6 pagesWelding Power SourcesM.IBRAHEEMNo ratings yet
- Elcometer 456 User Manual PDFDocument76 pagesElcometer 456 User Manual PDFchaparal100% (1)
- Metacentric Height: From Wikipedia, The Free EncyclopediaDocument6 pagesMetacentric Height: From Wikipedia, The Free EncyclopediaВладимир ШевченкоNo ratings yet
- Comparative Study Between Vyatra 3 and Vyatra 4 WBMDocument9 pagesComparative Study Between Vyatra 3 and Vyatra 4 WBMFatih RakaNo ratings yet
- Toyo ML210 thread cutting gear assembly drawingsDocument12 pagesToyo ML210 thread cutting gear assembly drawingsiril anwarNo ratings yet
- ISCOM HT803 DatasheetDocument2 pagesISCOM HT803 Datasheetnmc79No ratings yet
- Simultaneous EquationsDocument11 pagesSimultaneous EquationsSaleena AurangzaibNo ratings yet
- Answer Key Grade 6 - 2023Document7 pagesAnswer Key Grade 6 - 2023ALKHANSAA ELOBEIDYNo ratings yet
- Design Plan: A Performance Task in GeometryDocument12 pagesDesign Plan: A Performance Task in GeometryRobert Ryan SantiagoNo ratings yet
- Tech Note 14Document2 pagesTech Note 14meteohrNo ratings yet
- View DsilDocument16 pagesView DsilneepolionNo ratings yet
- Delta VFD E Series User ManualDocument399 pagesDelta VFD E Series User ManualTendai AlfaceNo ratings yet
- Tesla Regen, Brakes and Sudden AccelerationDocument66 pagesTesla Regen, Brakes and Sudden AccelerationmartinvvNo ratings yet
- College of Information Technology Dmmmsu-Mluc City of San FernandoDocument9 pagesCollege of Information Technology Dmmmsu-Mluc City of San FernandoZoilo BagtangNo ratings yet
- General 04 Fixed Flow Pump To Three TanksDocument13 pagesGeneral 04 Fixed Flow Pump To Three TanksjpalauguillemNo ratings yet
- VCTDS 00543 enDocument62 pagesVCTDS 00543 enguido algaranazNo ratings yet
- Manuale Fancoil - Eng 2012-Rev02Document19 pagesManuale Fancoil - Eng 2012-Rev02ricardo daccacheNo ratings yet
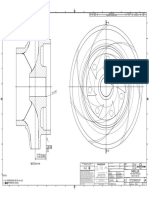
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- MTech Information Security FINAL 10052018Document20 pagesMTech Information Security FINAL 10052018sirisha vNo ratings yet
- Camshaft Test SheetDocument4 pagesCamshaft Test SheetsughieantoNo ratings yet
- Astm D5501Document3 pagesAstm D5501mhmdgalalNo ratings yet
- Ze500 4 Parts Catalog en UsDocument9 pagesZe500 4 Parts Catalog en UsClaudia LopezNo ratings yet
- MITRES 6 002S08 Chapter2Document87 pagesMITRES 6 002S08 Chapter2shalvinNo ratings yet
- Introduction To Curve FittingDocument10 pagesIntroduction To Curve FittingscjofyWFawlroa2r06YFVabfbajNo ratings yet
- Lecture 2 Principle of EMRDocument33 pagesLecture 2 Principle of EMRizhar engkuNo ratings yet
- Ey-H3l Yh1576Document44 pagesEy-H3l Yh1576jorgeNo ratings yet
- Instrumentation Design UTHMDocument5 pagesInstrumentation Design UTHMAnis AzwaNo ratings yet