You might also like
- Unidad 10 PlasticosDocument23 pagesUnidad 10 PlasticosmatiasNo ratings yet
- Los plásticos termoplásticos: propiedades, tipos y aplicaciones (39Document61 pagesLos plásticos termoplásticos: propiedades, tipos y aplicaciones (39Renzo Bryam Genebroso ChavezNo ratings yet
- Propiedades de Los PlasticosDocument18 pagesPropiedades de Los PlasticosJoaquin MendezNo ratings yet
- Proyecto Uso de PlasticosDocument13 pagesProyecto Uso de PlasticosPriscila MoreiraNo ratings yet
- Plasticos - MaterialDocument9 pagesPlasticos - MaterialEduardo BogdanoffNo ratings yet
- Informe de PolimerosDocument15 pagesInforme de PolimerosSTHEFANY LUCIA MEZA ACUNA50% (2)
- PolimerosDocument28 pagesPolimerosjorgechavezmejiaNo ratings yet
- Ciencias Naturales-Plasticos y FibrasDocument16 pagesCiencias Naturales-Plasticos y FibrasGerson Jose Barrera YantasNo ratings yet
- Plastic OsDocument43 pagesPlastic Oskaesar66No ratings yet
- Informe Tecnico PlásticosDocument14 pagesInforme Tecnico PlásticosJoma Funes50% (2)
- Polimeros, Plasticos y ResinasDocument6 pagesPolimeros, Plasticos y ResinasMAXIMILIANO VILLEGAS JUAREZNo ratings yet
- Termofraguantes 2Document23 pagesTermofraguantes 2Daniel LópezNo ratings yet
- Polímeros: materiales versátilesDocument31 pagesPolímeros: materiales versátilesjonalp90No ratings yet
- Investigación de Los PolímerosDocument23 pagesInvestigación de Los PolímerosJorge Braulio Rostro Ramos100% (1)
- Trabajo de PolimerosDocument14 pagesTrabajo de PolimerosYessenia Elizabet Mendoza ValverdeNo ratings yet
- POLIMEROSDocument33 pagesPOLIMEROSandina21No ratings yet
- Metalurgia Unidad 6 PlasticosDocument11 pagesMetalurgia Unidad 6 Plasticoslara240506No ratings yet
- Polímeros y Su Estructura.Document7 pagesPolímeros y Su Estructura.Jose Guadalupe Hdez BarreyraNo ratings yet
- Bpolímeros, Materiales y Materias Primas.Document6 pagesBpolímeros, Materiales y Materias Primas.osvaldo perezNo ratings yet
- Materiales AglomerantesDocument26 pagesMateriales AglomerantescleverrNo ratings yet
- Plasticos Biode (Casi Terminado) - 1Document52 pagesPlasticos Biode (Casi Terminado) - 1Anonymous 1y4CXqXNo ratings yet
- Tema PolimerosDocument40 pagesTema PolimerosisamartinezfezNo ratings yet
- Marco Teorico Plasticos BioDocument15 pagesMarco Teorico Plasticos BioJuan Steward Flores AmasifuénNo ratings yet
- Trabajo Escrito QuimicaDocument8 pagesTrabajo Escrito Quimicapedro pablo charris alvarezNo ratings yet
- Unidad 4 - PlásticosDocument23 pagesUnidad 4 - PlásticosSarahí YbarraNo ratings yet
- Propiedades y clasificación de los polímerosDocument10 pagesPropiedades y clasificación de los polímerosBernaMValenzuelaNo ratings yet
- PolímerosDocument8 pagesPolímerosMiguel UrrutiaNo ratings yet
- Elaboración y aplicaciones de PVC, nylon y polietilenoDocument18 pagesElaboración y aplicaciones de PVC, nylon y polietilenoCésar Fernando Melquiades BravoNo ratings yet
- 05 PolímerosDocument21 pages05 PolímerosGaston SilveraNo ratings yet
- Introduccion A La Quimica de Los PolimerosDocument19 pagesIntroduccion A La Quimica de Los PolimerosMartin Medrano PradoNo ratings yet
- Informe de PolimerosDocument65 pagesInforme de Polimerosgipsyking2010No ratings yet
- Informe de PolimerosDocument65 pagesInforme de PolimerosDooLenar NiZani DogaDel67% (3)
- Unidad V Materiales No MetalicosDocument81 pagesUnidad V Materiales No MetalicosJesus Renteria MarinNo ratings yet
- Practica 4 Sisntesis de Una Resina BakelitaDocument19 pagesPractica 4 Sisntesis de Una Resina BakelitaIggy OntNo ratings yet
- IEM 337 Tema Plasticos 4Document18 pagesIEM 337 Tema Plasticos 4Moraima SierraNo ratings yet
- Diapositivas Materiales PlasticosDocument235 pagesDiapositivas Materiales PlasticosAndres Damian VallejoNo ratings yet
- PlásticosDocument17 pagesPlásticosandrezNo ratings yet
- Investigacion de PolimerosDocument12 pagesInvestigacion de PolimerosRafaeli A Fiacco GNo ratings yet
- Capitulo 1 - Ciencia e Ingenieria de Los Materiales PlasticosDocument58 pagesCapitulo 1 - Ciencia e Ingenieria de Los Materiales Plasticosing_manceraNo ratings yet
- Los Plásticos VFDocument16 pagesLos Plásticos VFCESAREDISONN01No ratings yet
- PolimerosDocument18 pagesPolimerosAl Espinoza FloresNo ratings yet
- Polímeros termoplásticos y sus característicasDocument7 pagesPolímeros termoplásticos y sus característicasAlmadelia Vazquez GomezNo ratings yet
- PetDocument26 pagesPetsocorro ferrerNo ratings yet
- Polimeros Sintéticos 2023Document36 pagesPolimeros Sintéticos 2023Tiki PobleteNo ratings yet
- Analisis de Productos PlasticosDocument11 pagesAnalisis de Productos PlasticosRuddy MoranteNo ratings yet
- Los Polímeros en Ingeniería MecánicaDocument7 pagesLos Polímeros en Ingeniería MecánicaDanner Jamil Julca LeonNo ratings yet
- Polimeros QODocument8 pagesPolimeros QOManuel Soberanez Pe�uelasNo ratings yet
- 12 - Apunte Polimeros 2017Document24 pages12 - Apunte Polimeros 2017Jake DrafiusNo ratings yet
- POLIMEROSDocument11 pagesPOLIMEROSMdaviss SoteloNo ratings yet
- Monografia PolimerosDocument17 pagesMonografia PolimerosAdrian Ruiz TorresNo ratings yet
- Apuntes Polimeros (2) 1Document11 pagesApuntes Polimeros (2) 1Ashley MichelleNo ratings yet
- Semana 14-Materiales Plasticos - Parte IDocument33 pagesSemana 14-Materiales Plasticos - Parte IMario Gonzales GarayNo ratings yet
- Tema 4 Materiales Polimericos PGLDocument35 pagesTema 4 Materiales Polimericos PGLPearl GlNo ratings yet
- CURSO INTENSIVO DE PLÁSTICOS Leccion1Document4 pagesCURSO INTENSIVO DE PLÁSTICOS Leccion1smolztNo ratings yet
- Envases de PlasticosDocument9 pagesEnvases de PlasticosAngello Anaya SolorzanoNo ratings yet
- Historia y tipos de plásticosDocument19 pagesHistoria y tipos de plásticosEdgar LopezNo ratings yet
- Materiales sintéticos: conceptos, antecedentes y clasificaciónDocument27 pagesMateriales sintéticos: conceptos, antecedentes y clasificaciónJose Reyes AlamoNo ratings yet
- Las resinas sintéticas usadas para el tratamiento de obras policromasFrom EverandLas resinas sintéticas usadas para el tratamiento de obras policromasNo ratings yet
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209From EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Rating: 4 out of 5 stars4/5 (2)
- Lentes de contacto: composición química y propiedadesFrom EverandLentes de contacto: composición química y propiedadesRating: 3 out of 5 stars3/5 (2)
- Diseño geométrico de carreteras: curvas horizontales, peralte y visibilidadDocument298 pagesDiseño geométrico de carreteras: curvas horizontales, peralte y visibilidadjennita2111100% (4)
- Teoria SedimentacionesDocument37 pagesTeoria SedimentacionesJorge Jairo Aliaga LeivaNo ratings yet
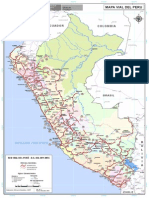
- Mapa Del Perú VialDocument1 pageMapa Del Perú VialEsteban Godoy HueteNo ratings yet
- G.050 Seguridad Durante La Construccion - Data PDFDocument354 pagesG.050 Seguridad Durante La Construccion - Data PDFraul_icp100% (3)
- Memoria DescriptivaDocument6 pagesMemoria DescriptivaLuis Ignacio SuárezNo ratings yet
- Rne 2006 - Is - 010Document16 pagesRne 2006 - Is - 010LeonelMamaniHanccoNo ratings yet
- Diseño geométrico de carreteras: curvas horizontales, peralte y visibilidadDocument298 pagesDiseño geométrico de carreteras: curvas horizontales, peralte y visibilidadjennita2111100% (4)
- 01 Memoria Descriptiva Arquitectura OkDocument16 pages01 Memoria Descriptiva Arquitectura OkAndy Silva PerezNo ratings yet
- E.090 Estructuras MetalicasDocument164 pagesE.090 Estructuras MetalicasPierre Mayhuire SaireNo ratings yet
- Obras Por ImpuestosDocument6 pagesObras Por Impuestosraul_icpNo ratings yet
- Construcciones en Albañileria Angel San BartolomeDocument246 pagesConstrucciones en Albañileria Angel San BartolomeJose Luis Gonzales Diaz100% (2)
- Skyla 2.0Document27 pagesSkyla 2.0raul_icpNo ratings yet
- Clase 3 - BocatomasDocument24 pagesClase 3 - BocatomasYaniraAchingNo ratings yet
- Hidrologia Wendor CherequeDocument236 pagesHidrologia Wendor CherequeEithan HG100% (1)
- Planeamiento Urbano-C.p. San Jose FinalDocument85 pagesPlaneamiento Urbano-C.p. San Jose Finalraul_icpNo ratings yet
- Auxiliar Frecuencias I ConfianzaDocument8 pagesAuxiliar Frecuencias I ConfianzaqazwsxxswNo ratings yet
- Rne 2006 - Is - 010Document16 pagesRne 2006 - Is - 010LeonelMamaniHanccoNo ratings yet
- Replanteo Curvas ExelDocument8 pagesReplanteo Curvas Exelraul_icpNo ratings yet
- Mejora agua Alan SisleyDocument49 pagesMejora agua Alan Sisleyraul_icpNo ratings yet
- S10 CostosDocument13 pagesS10 Costosraul_icpNo ratings yet
- Indice Arquitectura.Document8 pagesIndice Arquitectura.raul_icpNo ratings yet
- Presupuesto - TrochaDocument39 pagesPresupuesto - Trocharaul_icpNo ratings yet
- GL OsarioDocument4 pagesGL Osarioraul_icpNo ratings yet
- Prom ArtDocument2 pagesProm Artraul_icpNo ratings yet
- Replanteo de CurvaDocument10 pagesReplanteo de Curvaraul_icpNo ratings yet
- Ejm Curvas EspiraladaDocument7 pagesEjm Curvas Espiraladaraul_icpNo ratings yet
- Consÿoscav, WQ: ProctologicoDocument1 pageConsÿoscav, WQ: Proctologicoraul_icpNo ratings yet
- Tubos 1Document18 pagesTubos 1raul_icpNo ratings yet
- Presupuesto Trocha2Document45 pagesPresupuesto Trocha2raul_icpNo ratings yet
- Hitoria Analisis-EstructuralDocument4 pagesHitoria Analisis-Estructuralraul_icpNo ratings yet
- ANOVADocument2 pagesANOVAgabriel rodriguez mengualNo ratings yet
- Clasificación de MasasDocument4 pagesClasificación de MasasnatoantoNo ratings yet
- A.3-Teorìa.-Inecuaciones Lineales, Cuadràticas y PolinòmicasDocument8 pagesA.3-Teorìa.-Inecuaciones Lineales, Cuadràticas y PolinòmicasDanny Bernuy AlmanzaNo ratings yet
- Análisis PredictivoDocument8 pagesAnálisis PredictivoBetzaida CoronadoNo ratings yet
- Resumen Descartes 2Document2 pagesResumen Descartes 2Cami PazNo ratings yet
- Laboratorio de Actividad EnzimáticaDocument17 pagesLaboratorio de Actividad EnzimáticaMariaHelenaNo ratings yet
- Tamano y Forma ParcelasDocument5 pagesTamano y Forma ParcelasRicardo Ernesto De La Cruz100% (1)
- IAAC - Conocimientos AeronauticosDocument10 pagesIAAC - Conocimientos AeronauticosFlorencia TubioNo ratings yet
- RL5 Iib S4Document3 pagesRL5 Iib S4Marco Antonio Campos Plasencia100% (2)
- Escenarios en ExcelDocument5 pagesEscenarios en ExcelTania VallejosNo ratings yet
- CARTILLA BIOLOGIA 2 AÑO, 2024Document27 pagesCARTILLA BIOLOGIA 2 AÑO, 2024Emilia beatriz HissaNo ratings yet
- Proyecto Formativo CalculoDocument9 pagesProyecto Formativo CalculoDayana Castro MendezNo ratings yet
- Gas Refrigerante - Freon 22 (R-22) - ChemoursDocument14 pagesGas Refrigerante - Freon 22 (R-22) - ChemoursMiguel JuniorNo ratings yet
- Deshidratacion Osmotica de FrutasDocument7 pagesDeshidratacion Osmotica de FrutasLeibnitz Romario Sanchez BandaNo ratings yet
- Matematica FinancieraDocument4 pagesMatematica FinancieraElizabeth Cepeda AsitimbayNo ratings yet
- Unidad 3 IoDocument14 pagesUnidad 3 IoPedrodmNo ratings yet
- Modulo de Matematicas Septimo GradoDocument15 pagesModulo de Matematicas Septimo Gradoantonio escobarNo ratings yet
- Progresiones - Matematica - CB - Digital SecundariaDocument314 pagesProgresiones - Matematica - CB - Digital SecundariaLady StarNo ratings yet
- Ley de GaussDocument8 pagesLey de Gaussmiguel h pintosNo ratings yet
- 2º LABORATORIO Cinemática LinealDocument3 pages2º LABORATORIO Cinemática LinealVIVIANA ZULEMA AZA�ERO MAGANNo ratings yet
- 34.1 JIMÉNEZ Guerrero, Magdalena Diana - Razonamiento Complejo PDFDocument222 pages34.1 JIMÉNEZ Guerrero, Magdalena Diana - Razonamiento Complejo PDFLetty Guzmán100% (11)
- Fisica DiaposDocument76 pagesFisica DiaposJorge Alberto Vales CarrilloNo ratings yet
- CAPITULODocument63 pagesCAPITULOMA MacedoNo ratings yet
- Automatizacion Con Accionamientos ElectricosDocument35 pagesAutomatizacion Con Accionamientos ElectricosYesid Salcedo JimenezNo ratings yet
- Documento 8Document6 pagesDocumento 8Eric VillarrealNo ratings yet
- Taller DifDocument2 pagesTaller DifDavid Santiago BarberyNo ratings yet
- MARTES - La Decena Más PróximaDocument5 pagesMARTES - La Decena Más PróximaPAULA FIORELLA LINO DE LA CRUZNo ratings yet
- Manual en Español M8000ADocument182 pagesManual en Español M8000APablo Millaquén G75% (4)
- Resumen Unidad 6 - Carlos CruzDocument17 pagesResumen Unidad 6 - Carlos Cruzcarloscm.11No ratings yet