Professional Documents
Culture Documents
1 s2.0 S0278612506800397 Main PDF
Uploaded by
Levi GuimarãesOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
1 s2.0 S0278612506800397 Main PDF
Uploaded by
Levi GuimarãesCopyright:
Available Formats
Journal q/"Manufacturing Systems .
, ~
Vol. 25/No. 2 ( 2006
Financial Analysis of a Theoretical Lean Manufacturing Implementation Using Hybrid Simulation Modeling
David J. Meade, Dept. of Manufacturing Engineering, College of Engineering and Applied Sciences, Western Michigan University, Muskegon, Michigan, USA. E-mail: david.meade @wmich.edu Sameer Kumar, Department of Decision Sciences, Opus College of Business, University of St. Thomas, Minneapolis, Minnesota, USA. E-mail: skumar@stthomas.edu Abdolazim Houshyar, Dept. of Industrial and Manufacturing Engineering, College of Engineering and
Applied Sciences, Western Michigan University, Parkview Campus, Kalamazoo, Michigan, USA. E-mail: houshyar@wmich.edu
Abstract
Many researchers have identified the negative impact that accounting methods have on reported profits as inventories are being rapidly reduced. This research explores the magnitude and duration of the negative impact on reported profits experienced during a lean manufacturing implementation. The effect on reported profit is evaluated under five accounting methods (full absorption costing, activity-based costing, direct costing, throughput costing, and order activity costing) and three levels of inventory reduction rate.The findings reported here indicate that the period-by-period gains in operational efficiency, resulting from process improvements brought by a lean program, will not counteract the negative impact from the accounting system on the income statement while inventories continue to be reduced. This could lead to the early termination of a lean program that is, in fact, bringing operational improvement in the present time, but the improvement is being erased by poor inventory control practices from past periods. This research uses a multi-period simulation model of a production operation that incorporates a manufacturing planning and inventory tracking system. A hybrid simulation approach is employed using MicrosofP Excel to model the Manufacturing Resource Planning (MRPII) function, while ProModel simulation software is used for the development and operation of the model production environment. Microsofte Visual Basic is used to create a bridge between systems for schedule dissemination and inventory updates. The integrated computer simulation modeling approach developed to conduct this research is novel in the sense that multi-period simulation, incorporating MRP, has not been widely used based on available literature.
Introduction
This research addresses an important and little publicized issue related to lean manufacturing programs--that of the negative impact to reported profit resulting from a depletion in on-hand inventory levels. Currently, quantitative studies describing the impact of this issue are difficult to locate. This research offers some tangible guidelines that could assist lean managers in avoiding resistance from top management and the finance team when reported profits fall. The rate of reduction of inventory has a significant effect on the reported financial results of the firm. This is primarily due to the movement, on paper, of assets. Using the concept of cost attachment, a business essentially stores the manufacturing costs of finished goods inventory produced in excess of what is needed in the current period. The labor, material, and factory overhead costs are virtually moved to the balance sheet where they are recognized as an asset. Physically, the product is stored in a warehouse facility until disposed of. These costs are not included in the current period's income statement; instead, they are recognized in a future period when they are removed from inventory, either as a result of a sale or as a result of being scrapped as obsolete or otherwise unacceptable inventory. This paper is a revisedand expandedversionof a paper presentedat NAMRC34 and publishedin the Transactions of NAMRI/SME, Vol. 34. 2006.
Keywords: Multi-Period Manufacturing Simulation, Hybrid
Simulation, Lean Manufacturing, Cost Accounting Methods, Integrated Manufacturing Model, Manufacturing Process Model
137
Journal of Mam(facturing Systems
Vol. 25/No. 2 2006
Methods employed by the accounting profession, developed over the past 100 years, have resulted in misleading information being used by operations for the purpose of performance appraisal and decision support (Scott 1931; Elnicki 1971; Chandler 1977; Johnson and Kaplan 1987; Kaplan 1994; Cooper and Kaplan 1988; Lere 2001). This research focuses on the quantification of the impact of those methods on net profit resulting from a lean manufacturing implementation, during the period when inventories are being rapidly reduced. Accounting methods, and more specifically the practice of cost attachment, lead to a perceived reduction in operational performance as measured by net profit when inventories are reduced. In addition to reducing labor, shortening delivery lead times, and reducing physical plant space requirements, a successful lean manufacturing implementation will undoubtedly lower all inventories, i.e., raw, WIE and finished goods (Sugimori et al. 1977; Schonberger 1982; Wantuck 1989; Fullerton and McWatters 2001; Shah and Ward 2003; Womack and Jones 2003). As a result, the lean manufacturing program may be mistakenly viewed as a failure in the early stages of implementation (Womack and Jones 2003; Cunningham and Fiume 2003; Solomon 2003). The more successful the implementation is, the more rapid the reduction rate will be. Rate of reduction, as shown by this research, has a profound impact on the resulting reported net profit. Various accounting methods are characterized by the inclusion or exclusion of various cost components in the development of a product cost, such as labor, materials, and overhead, and the base upon which overhead costs are distributed. Many researchers are in agreement on the distortions that can be created through the use of an inappropriate allocation base such as direct labor, direct materials, plant square footage, etc. (Hartley 1983; Johnson and Kaplan 1987; Garrison and Noreen 1994; Homgren 1995; Drury and Tayles 1997). In this research, several accounting methods are evaluated. These methods include the traditionally most popular method of full absorption (Cooper and Kaplan 1988) being used by more than 60% of industrial fLrms. Also studied are direct costing, activity-based costing (ABC), throughput costing (Goldratt and Cox 1992), as well as a new approach of order activity costing (Meade 2004). Order activity costing is similar to ABC in the sense that it uses resource activity level as the measure to determine the amount of overhead cost 138
tO apply to a given product. Order activity costing uses the annual production quantity of a given product and the total number of production orders required to produce that quantity to determine the overhead proportion for each unit of production. The advantage of order activity costing is that the information necessary to determine the overhead allocation is information that is kept electronically in the production order system. This allows the system to be self-maintaining over time. This is in contrast to ABC, which requires continuous, manual updating to remain accurate (Nachtmann and Needy 2003). The concepts of lean manufacturing are represented in this research through the lean attribute of shrinking inventories. The simulation model used to generate the data for this research represented a postcellular manufacturing implementation environment, representing one scenario a company might follow when implementing lean strategies. The purpose of the simulation model was to provide a valid representation of a real-world manufacturing environment that would provide the critical information of production output on a month-by-month basis necessary to develop the series of income statements, one for each accounting method. The simulation model reflected the improved responsiveness to customer demand, which is the result of a reduced manufacturing lead time. This operational improvement subsequently allowed the lowering of finished goods inventory levels over a series of simulated months. This paper details the methods and tools employed in the development of a model manufacturing operation that will be used to answer the following research questions.
Research Questions
QI: Within a given management accounting method, does the rate of inventory reduction have an influence on reported net profit? Q2: Within a given inventory reduction policy, does the management accounting method have an influence on reported net profit? Q3: Do various combinations of inventory reduction policy and management accounting method have an influence on reported net profit? Q4: Does the inventory reduction policy have an influence on the customer service level, measured by stock-outs, under the production and market environment modeled in this study?
Journal ~( Mam(l'acturing Systems
Vol. 25/No. 2 2006
Q5: Does volatility in sales demand have an influence on reported net profit under the production and market environment modeled in this study? Q6: Does volatility in sales demand have an influence on the customer service level, measured by stock-outs, under the production and market environment modeled in this study? The operation studied comprised the following characteristics: 1. 2. A repetitive manufacturing environment that follows a build-to-stock model A manufacturing environment possessing lean characteristics such as reduced setup times, one-piece flow, kanban signals, etc. Multiple manufacturing cells dedicated to families of products Manufacturing routings that contain 15 to 20 processing steps Processing times that are normally distributed with a standard deviation of 10-20% of the mean processing time, N [~, (.1 to .2) ~t] Setups are required between orders of different products within a family Significant differences in sales volume within families of products, such differences following a Pareto distribution Volatility in sales demand from month-tomonth (forecast error)--normally distributed with a mean equal to the sales forecast and a standard deviation equal to 10-40% of the forecast, N (forecast, 10-40% of forecast) Standard overhead rates based on labor hours and ranging from 150% to 250%.
and Microsoft Visual Basic for Applications as an interface to bridge between software. The Results section reports the data analysis relating to net profit. The Discussion section describes how ANOVA and Tukey all-pairwise testing were employed in the analysis of the data. The Conclusions section includes implications for practice and also research limitations and suggestions for future research.
Related Work
Recent research in this area has focused on the identification of the most profitable combination of accounting method and production planning systems (Lea 1998; Boyd 1999). These studies couple various cost accounting systems with several manufacturing environments and test the performance of all combinations by comparing reported income. Both authors take the stance that to maximize profit a firm must select a managerial accounting method that is well aligned with the manufacturing environment that exists. A baseline premise in both studies is that demand exceeds production capacity. A further assumption ingrained in the two studies is that the firm is at liberty to choose which products it will manufacture. This criterion creates a simulated manufacturing environment where product mix is used to maximize profits. Profit by product varies under the various management accounting methods due to the differences in the way overhead is calculated and distributed. In these two studies, the researchers used the profit by product information, as calculated by a variety of cost accounting methods for a number of products, to determine what to produce based on profit maximization. Simulation was used to simulate the various manufacturing environments. Running the simulation allowed these researchers to determine what production volume would actually be produced. By following this procedure with all combinations of cost accounting method and manufacturing operation, the researchers were able to identify which combination of manufacturing strategy and accounting system produced the maximum short and long-term return. The studies produced differing results, which is an indication that they were operating under differing assumptions. This also gives an indication of the difficulty that exists in attempting to prove the theory that profit maximization can be achieved as the result of the correct selection of cost accounting method and production system.
3. 4. 5.
6. 7.
8.
9.
As can be seen from the above list of characteristics, the results of this study would allow inferences to be made for a broad segment of operations throughout the manufacturing community. The remainder of this paper is organized as follows. The Related Work section identifies previous studies related to this research and identifies the gaps that this research attempts to fill. The Research Design section provides a description of a hybrid simulation model used to conduct this research. The model incorporates discrete event simulation using ProModel shnulation software, Microsoft Excel for production planning and control and financial reporting functions,
139
Journal of Mam<[acturing Systems
Vol. 25/No. 2 2006
In Boyd's (1999) study, the accounting methods chosen were traditional (full absorption), throughput (TPC), activity-based costing (ABC), and direct costing. The production philosophies studied were Reorder Point, MRP, JIT, and Theory of Constraints (TOC). Boyd's conclusion was that the TPC/theory of constraints combination performed as well, if not better, than all other combinations tested. However, the TPC method of accounting is not approved by regulatory agencies for inventory costing and, therefore, would not provide a single system of accounting that has been pursued to satisfy managerial as well as financial accounting issues. Lea (1998) chose full absorption, throughput (TPC), and activity-based costing (ABC) for cost accounting methods under MRP, throughput, and JIT manufacturing environments. Her conclusion was that the ABC method was superior as well as being more sensitive in the presence of environmental uncertainty. She noted, however, that given an appropriate allocation rate, traditional costing methods performed nearly as well. Many authors have identified ABC methods as another method of determining allocations (Kaplan 1994; Womack and Jones 2003; Drury and Tayles 1997). Therefore, as the allocation method of the traditional system is modified to more closely align with that of an ABC system, the reported results would logically merge.
Problems with Previous Research
ing irrelevant data for the purpose of profit determination (Johnson and Kaplan 1984; Kaplan 1994; Drury and Tayles 1997; Womack and Jones 2003; Cunningham and Fiume 2003; Solomon 2003). Therefore, according to substantial agreement in the literature, the assessment of which combination of accounting method and manufacturing environment demonstrated superior performance was based on questionable assumptions. The simulation models tested have presumed, as a base assumption, that demand for product is unlimited and that a firm is at liberty to choose to produce only the products it chooses. This unfortunately is often not the situation on a sustained basis. Even in a situation where sales have outstripped manufacturing capacity for a product, manufacturers are often required to produce complementary products to support the sales volume. From an external reporting standpoint, an approved accounting system must be in use at a manufacturing operation to satisfy compliance issues. Any planning method that does not utilize either full absorption costing or ABC would have to be in addition to one of these, implying a need to support a dual system of accounting. None of the work to date has addressed the phenomenon of falling gross or net profit as a company becomes more "lean" with a quantitative analysis spanning a number of financial reporting periods.
Contributions of This Research
The researchers for the studies just described did not include operational improvement in the focus of their analysis. The studies were limited to evaluating finn performance under a number of predetermined operational conditions and management accounting methods. The studies did not identify or attempt to quantify the short or long-term effects on reported net profit or total net profit that would result from an operational improvement effort that led to a lowering in on-hand inventories, labor reductions, facility space savings, etc. A second issue with these studies is that the evaluation of performance of the various combinations of accounting method and manufacturing environment were quantified by using profit figures derived from product standards. The standard costs that were used were developed using machine hours as the allocation base for the distribution of overhead costs. As has been previously stated, the need to allocate indirect costs is at the root of the issue with accounting reports provid140
In this research, simulation has been used to model the dynamics of the phenomenon identified in point three above. The model was designed to accomplish the following: 1. Identify the duration of the reduction in the reported gross profit based on the starting inventory positions and the rate of reduction of inventories. Predict the magnitude of the impact on the reported net profit based on the starting inventory positions and the rate of reduction of inventories.
2.
This research expands the current body of knowledge in the area of lean manufacturing. The insight gained from the output of this study allow inferences to be made in regard to the above points. Such inferences include the ability to predict outcomes of a lean effort with sufficient accuracy to
Journal t~["Mam~facturing Systems
Vol. 25/No. 2 2006
provide credibility for lean implementation efforts. Pre-selling of a lean program to management and investors could include the recognition of this phenomenon as well as predictions as to the impact, short-term and long-term, on gross and net profit. Achievement of such predictions would provide encouragement to stakeholders rather than being a cause for alarm.
Research Design
The experimental design used to address the research questions includes three experimental factors. They are three levels of inventory policy, five levels of management accounting system, and three levels of sales volume per replication. The experimental design is a 3 5 x 3 general factorial design and 35 replications. This is accomplished by fixing a unit sales level for one complete data generation cycle of 36 iterations, which provides one year of data for each of the three inventory policies. Inventory policy is fixed for one 12-month cycle, completing one year of profit-and-loss data for one inventory policy. This is repeated for all inventory policies prior to the next replication, requiring a change of sales volume data. The five management accounting systems use the resulting data to determine net profit levels. The preceding process is followed for 35 replications under each of three sales volume volatility scenarios. Sales volume data are randomly changed within a range following a normal distribution based on a forecast value for each of the 30 parts to be produced prior to each replicated run. The mathematical model for this experiment is:
Yj~ = ~t + S i + I P + MA k
The model described above combines fixed effect and random effect factors. The hypotheses were tested using analysis of variance (ANOVA) for all factors and interactions. F i g u r e 1 graphically represents the data-generation process. From this diagram, it can be seen that the process follows a real-world manufacturing operational sequence where a schedule is established, based on a forecast and current inventory position. The plant attempts to satisfy the schedule, at times falling short. At the conclusion of the month, profitand-loss statements are produced based on the results of the period, including actual sales. The cycle starts again with the creation of next month's production schedule, again based on a forecast and current inventory position. The mechanics of the data-generation process are depicted in Figure 2. This diagram details the interfaces between the software packages employed in this hybrid simulation model. Visual Basic for Applications was utilized to aid in the replication process by automating many of the steps required for spreadsheet data update, data transfer between software packages, and data archiving between replications.
Experimental Factors
The following sections describe how sales volume and inventory policy are made operational for this study.
Generation of a Random Sales Demand
The entry of a sales forecast by part and by month for the period to be modeled is provided through a series of cells in an Excel spreadsheet. To emulate the effects of forecast error, simulated sales values were computed. Actual sales volumes by part and by month were generated through the utilization of a formula adapted from Hillier and Lieberman (2001) that provided a random number, approximately norreally distributed, through the repeated use of the RAND statement in Excel. Three factor levels were accomplished with means equal to the forecasted value and standard deviations of 10%, 25%, or 40% of the forecasted value.
(main effect)
+ SIPo + SMAi~ + IPMAjk (two-way interactions) + SIPMAu~
(three-way interactions)
"t- Em(ijk )
where: = net profit = true mean of the population = sales volume effect where i = 1, 2, or 3 Si [Pi = inventory policy effect where j = 1, 2, or 3 MAc = management accounting system effect where k = 1, 2, 3, 4, or 5 em~,:i~= random error in the experiment where m = 1 through 35
Inventory Policy
Inventory policy is defined in this study as the reduction targets for finished goods over a stated period of months. The three scenarios examined in
141
Journal of" Manufacturing Systems
Vol. 2006 25/No. 2
the study are: (1) no reduction over the 12-month simulated period (baseline), (2) 50% reduction in on-hand inventory over the 12-month period, and (3) 50% reduction in the first six months of the 12-month period and no further reduction in the remaining six months. The chosen levels of inventory policy will allow the effect of cost attachment to be measured and compared.
Simulation Model Design
:: :
: 1 o 3 5 ...... .... :::::
For month= ~ .... ......
to
: ,
I ~ o r ~ v a l u ~ t~r
....... N e t p m ~ ~ :
.....
~rod~on
~ir~
s~ern
.....
(~)::
of ~ i n g
- - N :
i: :
v~
I
il 0~: : .....
:Ur~ Pro~l~ion
Cono~:le t 3 ~
) :: ~ ' ~ r ~ d i ~ :::
i: :~,~ ......... (P'~ i....
............ _.o The following discussion describes the logic and exI I ecution process for the simulation model for a manufacturing operation and factory parameters used, which has been developed to address the previously stated research questions. ................ r ~ .... :::: b ~ : :::: ~ : I ~ n n :
Fini~h~l G(xx~ :lnv~
I
Figure 1
Data Generation Flowchart
Simulated Factory Parameters
In an effort to be consistent with previous studies, Lea (1998), Boyd (1999), and Ramasesh (1990), the following assumptions were used for model design: 1. No preemption of orders: orders ran to completion or terminated due to lack of available production time No alternative routings No back orders: demand that is not filled is lost The first operation was never starved for work if there were remaining orders in the schedule
2. 3. 4.
Model: Manufacturing Operation
The model factory employs three repetitive manufacturing cells. The manufacturing process and products are based loosely on a real-world, high-volume catalog sales operation in the sheet metal fabrication industry. The in-line or 'T'-shaped cells mimic production operations in this market segment. Sample Excel sheets of Cost of Goods Manufactured and Revenues for various product families manufactured
in the model factory are shown in Tables 1 and 2. Each cell is designed to accommodate the fabrication and assembly of a given family of product. The families are designated A, B, and C. Between fabrication and assembly is a shared painting operation that all three cells utilize. The product families are comprised of 10 unique products per family. Ten products allowed a relatively simple application of the Pareto principle for production volume distribution within the given family. This distribution is a pattern that is prevalent across many industries with product lines consisting of several models per family (Kensinger 2004). Each part within a family has an identical routing to other parts within the family but different processing times. Standard times are used in the model as mean processing times in each operation, with the actual modeled cycle time being a normally distributed random time with mean equal to the engineered standard and a standard deviation of 10-20% depending on the operation. The standard operation times are displayed for product families A, B, and C in Tables 3, 4, and 5, respectively. One-piece flow, first-come first-served, is utilized throughout the model, including the paint process. Several queues are utilized in operations where the simulated operation would require the parts to stage for a given period to cure prior to being consumed
142
Journal of Mam(/acturing Systems
Vol. 25/No. 2 2006
Excel
::
: i .....
VBA
,,
ProModel
d o m times with mean and standard deviation as indicated in Table 6.
Sales Forecast
Production Planning Tool
The planning tool was constructed utilizing a collection of interconnected spreadsheets. The tool preformed the following tasks: 1. 2. Determination of the coming month's production schedule Tracking of on-hand inventories Calculation of income statements by accounting method
Yes
I Yes
"
Update Sales & Reset Policy
Yes
3.
data*.xls
Yes
Calc ,
next
vii]El
production
schedule
~ ~ _ __~l~
Technical lssues with the Simulation Model
Extract schedule information schedule.wkl
.~ !~1~ IB]I Extract completed production information pm.csv
TM
Update inventory and P&L's
Figure 2
Interfaces Between Systems
by the next process. Raw material enters the system in batches at the beginning of each line. The arrival process is not sequenced by time; instead, the arrival file contains all orders for the period to be simulated in a sequence arranged from the highest priority to lowest priority product by family. Because raw material and its operational characteristics are not the subject of this study, it was determined that the batch arrival process employed was of no significance to the outcome of the study. Setup time between orders was incorporated through the use of subroutines. Each time a product entered the initial workcenter in a given cell, a subroutine was executed to identify if the current part was identical to the previous part. If the incoming part was different, then a setup cycle was executed to simulate the effects of this activity on the capacity of the operation. Setup times for various product families were normally distributed ran-
Each iteration of the ProModel simulation m o d e l is terminating, 'r Re[~i]~ meaning that the model runs until all [ RR~u~ts scheduled products have been produced or until a maximum time is reached. The model terminates upon the occurrence of either. At the completion of each simulated month, the simulation model was reset as a result of replacing the current production schedule with a new schedule created by the production planning tool. This resulted in a stripping of the lines of any remaining work-in-process. Three hours of run time was required to refill the production lines. Therefore, an additional three hours of run time beyond the normal month capacity of run hours was added to the simulation run cycle. This was assumed to be a valid workaround because the data set for analysis consisted of production unit completions used to calculate inventory levels and income statements; production cell performance statistics were not of interest for this research. Replication was used as the method to capture the variance of dependent variable means. The required number of replications was estimated using the formula adapted from Law and Kelton (2000):
1,
/2
143
Journal of Manufacturing Systems
Vol. 25/No. 2 2006
Table 1
Sample Excel Sheet Showing Cost of Goods Mamffaetured Calculations for the Full Absorption Costing Method
Full absorption oh rate = 200% Jan Part A1 Cost component Dire~ lab Dire~ mat Overhead Total Dire~ lab Dire~ mat Overhead Total Directlab Direct m~ Overhead Total Directlab Direct m~ Overhead Total Directlab Direct m~ Overhead Total Labor Material Overhead Total (Full Absorption) Amount 3.717 25.000 7.433 36.150 3.717 25.000 7.433 36.150 3.300 15.000 6.600 24.900 3.300 15.000 6.600 24.900 3.300 15.000 6.600 24.900 6894 46375 13789 67058 12109 81450 24218 117777 617 2805 1234 4656 488 2220 977 3685 281 1275 561 2117 65583 324625 131166 521374 Feb 9422 63375 18844 91640 7775 52300 15551 75626 838 3810 1676 6325 842 3625 1683 6350 244 1110 488 1643 78218 364280 156436 598934 Mar 11949 80375 23898 116222 8664 58275 17327 84266 809 3675 1617 6101 601 2730 1201 4532 307 1395 614 2316 68191 331925 136381 536497 Apr 14034 94400 28068 136502 4512 30350 9024 43886 723 3285 1445 5453 492 2235 983 3710 584 2655 1168 4407 55760 276170 111521 443451 May 6463 43475 12927 62865 10462 70375 20925 101762 1016 4620 2033 7669 452 2055 904 3411 373 1695 746 2814 71354 335180 142708 649242 Jun 8058 54200 16115 78373 4787 32200 9574 46561 795 3615 1591 6001 927 4215 1855 6997 234 1065 469 1768 71821 326460 143642 541923
A2
A3
A4
A5
Table 2
Sample Excel Sheet Showing "Revenue" fi~r Various Product Families ($)
Jan A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 B1 B2 B3 B4 B5 Mo. Total Selling Price 45.19 45.19 31.13 31.13 31.13 45.19 45.19 61.94 61.94 61.94 92.71 92.71 69.17 69.17 69.17 83823 147221 5820 4607 2646 3479 3977 4398 3778 2230 83901 65452 4012 3320 1729 649487 Feb 114550 94532 7906 7937 2303 4383 1898 4150 2478 867 84365 48857 2006 3251 2421 680155 Mar 145278 105332 7626 5665 2895 3796 3163 3964 2106 1239 48486 53956 2767 2213 1383 593852 Apr 170628 54858 6816 4638 5509 4022 1627 3283 2973 2911 32541 21879 4288 3251 1937 526295 May 78581 127203 9587 4264 3517 3344 3931 3345 1796 2106 73703 51639 3873 2352 1937 613620 Jun 97967 58202 7501 8746 2210 3028 4338 3840 3778 1115 68233 61002 3528 2421 1522 591213
where n = number of replications t,_],l_./2 = student's t value with n - I degrees of freedom S~,,~ = sample standard deviation of dependent variable E = acceptable error from true mean The dependent variable chosen to measure variability for this model was the average time in system
for a unit of product AI, B1, and C1 to complete. These were the highest volume parts in each family based on the Pareto factors used. The model was run with 10 replications using the mid-level setting for sales stochasticity, ensuring a different seed in the random number stream for each replication. Descriptive statistics were generated from the 10 data points to obtain an estimate of the standard deviation, S. The error limit, E, was set at 0.05 from the
144
Journal ~f Manufacturing Systems Vol. 25/No. 2 2006
Table 3
Standard Operation Times for Family "A" (time in seconds)
Item
Category A1 med 15 27 36 30 36 24 15 54 60 30 45 45 24 18 30 60 45 75 A2 med 15 27 36 30 36 24 15 54 60 30 45 45 24 18 30 60 45 75 A3 sm 15 27 36 30 36 18 15 48 48 30 45 45 24 18 24 30 45 60 A4 sm 15 27 36 30 36 18 15 48 48 30 45 45 24 18 24 30 45 60 A5 sm 15 27 36 30 36 18 15 48 48 30 45 45 24 18 24 30 45 60 A6 med 15 27 36 30 36 24 15 54 60 30 45 45 24 18 30 60 45 75 A7 med 15 27 36 30 36 24 15 54 60 30 45 45 24 18 30 60 45 75 A8 large 15 36 45 36 48 36 15 72 78 45 54 54 36 24 54 90 45 90 A9 large 15 36 45 36 48 36 15 72 78 45 54 54 36 24 54 90 45 90 A10 large 15 36 45 36 48 36 15 72 78 45 54 54 36 24 54 90 45 90
Operation
A_Cover_blanks A_Cover_flange A_Coverform A_Corner_Weld A_Grinder_cover A_Hinge_to_cover A_Body_blanks A_Body_form A_Auto_Welder_body A_Grinder_body A_Mounting_feet A_Panel_studs A_Cover_to_body A_Load_paint Paint A_Gasket A_gasket_queue A_assy_l A_assy_2 Packaging Finished_Goods Total direct labor (sec) Total direct labor (min)
669 11.15
669 11.15
594 9.9
594 9.9
594 9.9
669 11.15
669 11.15
873 14.55
873 14.55
873 14.55
Table 4
Standard Operation Times for Family "B" (time in seconds)
Item
Size B1 med 30 120 120 240 360 120 15 60 60 75 75 25 60 120 150 120 B2 med 30 120 120 240 360 120 15 60 60 75 75 25 60 120 150 120 B3 sm 30 120 100 160 240 120 15 60 60 75 75 25 50 120 150 120 B4 sm 30 120 100 160 240 120 15 60 60 75 75 25 50 120 150 120 B5 sm 30 120 100 160 240 120 15 60 60 75 75 25 50 120 150 120 B6 med 30 120 120 240 360 120 15 60 60 75 75 25 60 120 150 120 B7 med 30 120 120 240 360 120 15 60 60 75 75 25 60 120 150 120 B8 large 45 180 220 400 600 200 25 75 75 100 100 45 90 200 300 240 B9 large 45 180 220 400 600 200 25 75 75 100 100 45 90 200 300 240 B10 large 45 180 220 400 600 200 25 75 75 100 100 45 90 200 300 240
Operation
B_body_blanks B_punch_corner_notch B_panel nut weld B_body_brake B_manualweld B_hinge_hole_punch B door blanks B_door_form B_corner_form_trim B_hinge_barrel_weld B_stiffener_weld B_load_paint B_Gasket B_gasket_queue B_assy_l B_assy_2 B_package Finished_Goods Total direct labor (sec) Total direct labor (min)
1750 29.16
1750 29.16
1520 25.33
1520 25.33
1520 25.33
1750 29.16
1750 29.16
2895 48.25
2895 48.25
2895 48.25
mean. Using o~ = .05, the equation identified a value for n = 34.917. Therefore, to obtain the desired level of statistical confidence, 35 replications were required for each month of the 12-month simulation periods, or 420 simulation runs, to produce the data set for one inventory policy. Replications required were 1,260 for the creation of a complete data set
for three inventory policies under a given sales stochasticity level. The three sales stochasticity levels resulted in 3,780 total simulation runs. Because the mid-level sales stochasticity level was used to establish the required number of replications, the 95% confidence level for experiments using the high setting for sales stochasticity may not be achieved.
145
Journal of Mamtfacturing Systems Vol. 25/No. 2 2006
Table 5 Standard Operation Times for Family "C" (time in seconds)
Item Size Operation
C_wrapper_blanks C end wall blanks C1 C2
med
20 20 40 60 40 60 480 480 150 20 45 60 60 60 60 20 75 180 120 180 240
med
20 20 40 60 40 60 480 480 150 20 45 60 60 60 60 20 75 180 120 180 240
C3 sm 20 20 40 60 40 40 360 360 120 20 30 60 60 45 0 20 60 180 120 180 220
C4 sm 20 20 40 60 40 40 360 360 120 20 30 60 60 45 0 20 60 180 120 180 220
C5 sm 20 20 40 60 40 40 360 360 120 20 30 60 60 45 0 20 60 180 120 180 220
C6
C7
med
20 20 40 60 40 40 360 360 120 20 30 60 60 45 0 20 60 180 120 180 220
med
20 20 40 60 40 40 360 360 120 20 30 60 60 45 0 20 60 180 120 180 220
C8 large 30 30 60 90 40 80 720 720 180 30 60 120 120 90 90 40 90 360 180 360 300
C9 large 30 30 60 90 40 80 720 720 180 30 60 120 120 90 90 40 90 360 180 360 300
C10 large 30 30 60 90 40 80 720 720 180 30 60 120 120 90 90 40 90 360 180 360 300
C_offset_Brake
C_body_Brake C_endwall_Brake C_panel_stucls C_body_weld C_body_grind Cbodyhardware C_cover_blanks C_cover_hem re_form
C_cover_weld
C_cover_grind
C_hinge_tocover
C_door_stiffiners C_load~oaint C_gasket Cgasket_queue C_assy_l C_assy_2 C_assy_3 C_package
FinishedGoods Total direct labor (sec) Total direct labor (min)
2290 38.16 2290 38.16 1875 31.25 1875 31.25 1875 31.25 1875 31.25 1875 31.25 3540 59 3540 59 3540 59
Table 6 Setup Times by Product Family Family / Part Mean Standard Deviation
A / cover A / body B / cover B / body C / cover C / body C / end
20 min. 20 min. 20 rain. 30 min. 20 min. 20 min. 20 min.
2 min. 2 min. 2 min. 3 min. 2 min. 2 min. 2 min.
cant in this study and thus became the sole additional factor included in the preparation of the income statements. ANOVA Results Summary results for ANOVA testing on the effects of inventory reduction policy and management accounting method can be seen in Table 7. Monthly net profit as a percentage of sales was used as the dependent variable. The results imply that inventory reduction policy has a significant effect on reported net profit at the o~= 0.05 level for all months. The management accounting method was only significant in January, March, and April. The results also indicate that an interaction effect exists between inventory reduction policy and management accounting method in only one of the 12 months in the data set. Evaluation of Net Profit Mean Values The results of the Tukey all-pairwise tests on the means of net profit indicate the following: Each level of inventory reduction policy was significantly different from all other levels, with policy 1--no inventory reduction--producing the highest mean value for reported net profit for the In-st six months of the 12 months evaluated. Policy 3--50% reduction in fin-
Results
This section reports the results of the data analysis as it relates to net profit. Analysis is based on the data collected using the method described in the Research Design section. Values for net profit for this study were calculated for the five management accounting methods at the completion of each month of simulated operation. Sales demand was a random factor that acted as a block. Every combination of inventory reduction policy and management accounting alternative was evaluated on each block. Many customary factors contained in the calculation of net profit (i.e., selling, general, and administrative costs) were not distinguished individually in the profit-and-loss statements used to create the data set. Inventory carrying cost was considered signifi-
146
Journal of Mare([cloturing Systems
Vol. 25/No. 2 2006
Table 7
ANOVA Results Summary for Net Profit
$4oo,o~
Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Source Approx. F Policy 226.46 Method 5.56 Policy*Method 2.21 Policy 53.43 Method 1.96 Policy*Method 0.45 Policy 75.21 Method 3.33 Policy*Method 0.82 Policy 66.73 Method 2.90 Policy*Method 0.76 Policy 80.60 Method 2.27 Policy*Method 0.83 Policy 67.48 Method 1.16 Policy*Method 0.86 Policy 21.13 Method 1.10 Policy*Method 0.23 Policy 18.83 Method 0.54 Policy*Method 0.16 Policy 29.37 Method 1.36 Policy*Method 0.25 Policy 32.65 Method 0.07 Policy*Method 0.33 Policy 21.59 Method 1.14 Policy*Method 0.27 Policy 24.77 Method 0.37 Policy*Method 0.29
P Value 0.000 0.000 0.025 0.000 0.099 0.890 0.000 0.010 0.589 0.000 0.022 0.642 0.000 0.061 0.575 0.000 0.326 0.549 0.000 0.356 0.985 0.000 0.705 0.996 0.000 0.245 0.981 0.000 0.991 0.955 0.000 0.335 0.977 0.000 0.832 0.970
$35o,~o
$3oo,ooo
$250,000
"6
$1so,ooo
$1~,~ O ,t~,ooo D $o Q1 Q2 Q3 O4 No Reduction Moderate Red. Rapid Red.
Period
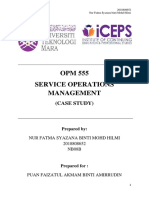
Figure 3
Trends of Reported Net Profit by Inventory Reduction Policy, 'I~pical for All Management Accounting Methods
ished goods inventory over the first six month and no further reduction for the balance of the year--produced the lowest values for reported net profit during the same timeframe. Starting with month 7 and continuing through month 12, the mean values for policies 1 and 3 were not significantly different. Both policies produced higher values for reported net profit than policy 2 during this time frame. Results for the management accounting method indicate that in nine out of the 12 months simulated there was no significant difference in mean value of reported net profit from any of the five methods. Plots of the mean values for the complete 12month series for net profit by inventory reduction policy are shown on Figure 3. This graph allows the differences in reported net profit to be more easily
visualized. Figure 3 displays the results using the full absorption method of costing. The numeric results will be different depending on the management accounting method due to differences in the way components of cost are recognized. However, the trend lines in Figure 3 are typical for all management accounting methods. In Figures 4, 5, and 6, the mean values from the 35-replication data set for inventory policy can be seen plotted with the mean inventory level, shown in dollars. Trend lines are added for reported net profit to more clearly display the changes in this measure over time. Figure 7 displays the differences in reported net profit as a result of the m a n a g e m e n t accounting method. The curves included in this figure are the result of inventory reduction policy 3. As can be seen from the plots, the five curves are essentially parallel but stratified when inventory is being rapidly reduced. The curves converge in periods when inventory is no longer being reduced. What Figure 7 shows is what occurs between the various systems under a period of change and under a stable environment. In a stable environment, all methods report essentially the same results. At this level of the income statement, all of the various cost components have been recognized by all systems, that is, items that are identified as fixed costs in one system and variable in another are included in the calculation of net profit. However, ANOVA tests on the mean values for all methods indicated that the management accounting method did not have a significant impact on reported net profit in nine of the 12 months tested.
147
Journal of Mmmfacturing Systems
Vol. 25/No. 2 2006
$125,000 $120,000, $115,000,
$110,000,
'$1,2~,000
Sensitivity to Sales Variability ANOVA testing was used to evaluate the effect on net profit resulting from the level of variability in the actual sales as c o m p a r e d to the forecast. The ANOVA results are shown in Table 8. The p values indicate that a difference in the mean values of net profit between settings was not identified. Service Level Service level for this study is concemed with the ability to meet customer demand in each of the monthly periods modeled. If inventory was not sufficient to satisfy the demand in a given month, the sale was considered to be lost. Therefore, unsatisfied demand was not carfled forward to be satisfied by a future month's production output. If demand in a given month exceeded available inventory levels, a stock-out situation occurred. The total number of stock-out conditions, under the three inventory reduction policies, was captured in the data set generated for this study. This inlbrmation was analyzed using one-way ANOVA in an effort to determine the effect that inventory reduction policy had on service level. It is important to recall that the sales demand in this study displayed a significant level of volatility. Therefore, as safety stock target levels decreased, the danger of a stock-out situation occurring increased. The results of the ANOVA test are shown in Table 9. The test indicates that inventory reduction policy is indeed significant in terms of the impact on the occurrence of stock-out situations. A Tukey test on the mean values for inventory reduction policy indicate that there is no significant difference in the means for policy 1 and 2. Policy 3, however, was significantly different from the other two and was the highest value of the three. Highest in this case meant more stock-outs. Therefore, reduction of the safety stock target level to 50% of
$1,100,000
$105,000, ,~ $100,0(30 $95,000 $9O,OOO
Net Profit
$1 ~ooo,ooo
$65,OOO $80,000 1
i i i i i i i i i
Inventory ~Linear i (Net Profit) i
$900,o00
10
11
12
Period
Figure 4
Trend of Reported Net Profit Under No Inventory Reduction, Using Full Absorption Costing
$95,000
SSO,000
$1,2o0,ooo
$1,000,000 $85,000
$60,000
$800,000
$75,000 ~ $70,000 $65,000 $60,000 $55,000
$50,000
$600,000
I
m
-~-
Not Profit Inventory Linear (Not Profit)
$200,0c0
$6 1 2 3 4 5 6 7 8 9 10 11 12
Period
Figure 5
Trend of Reported Net Profit Under Moderate Linear Inventory Reduction Throughout the Modeled Period, Using Full Absorption Costing
$140,0CO $120,000 $100,000
. $1,200,000
$1,000,CO0
$~SO0,O00
$6o,ooo , $600,000 $60,000
$400,000
$40,ooo
$20,000 $6 1
i i i i i i i i
--~-- I n v e n t o r y ~Linear i (Net Profit) i
- $200,000
$6
10
11
Period
Figure 6
Trend of Reported Net Profit Under Aggressive Linear Inventory. Reduction in Periods 1-6 and No Further Reduction in Periods 7-12, Using Full Absorption Costing
148
Journal of Mam(facturing Systems Vol. 25/No. 2 2006
Jf
Di~t - - N ' " 73~rou ghput (TPC) - ' I F - Order AcWity
a standard deviation of 40% of the forecast value to calculate a random sales number resulted in more stock-outs than did a standard deviation of 10% and 25% of the forecast value.
Discussion
A series of questions was set out earlier in this document to be answered by this designed experiment. Results of all ANOVA tests addressing the research questions are discussed below.
QI
~ I~od
Q3
Figure 7 Trends of Reported Net Profit by Management Accuunting Method, Inventory Reduction Policy 3 by Quarter
the initial target over a period of six months, and then holding the target level through the balance of the year, resulted in more stock-outs than did no reduction in target level or a 50% reduction in target level over a 12-month period. Results of ANOVA testing in regard to stock-outs resulting from variations in actual sales as compared to the forecast are shown in Table 10. The ANOVA table indicates that volatility in sales is indeed significant in terms of the impact on the occurrence of stock-out situations. Tukey tests on the mean values for sales variability indicate that there is no significant difference in the means for policy 1 and 2. Policy 3, however, was significantly different from the other two and was the highest value of the three. Highest in this case meant more stock-outs. Therefore, using
Q I : Within a given management accounting method, does rate of inventory reduction have an effect on reported net profit? The main effect for the factor affecting inventory reduction, namely "policy," was significant for this performance measure. The one-way ANOVA test indicated that at least one of the three inventory reduction policies had a significant effect on the dependent measure at a significance level of a = 0.05. Therefore, rate of inventory reduction has a significant effect on reported net profit. Q2: Within a given im,entmy reduction policy, does the management accounting method have an effect on reported net plvfit ? The main effect for the factor management accounting method was not always significant for this
Table 8 ANOVA Results for Variation in Sales from Forecast
10% Variation Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Approx. F 4.17 6.74 2.63 1.40 1.13 0.77 0.98 1.11 0.72 0.94 0.56 1.87 p 0.018 0.002 0.077 0.250 0.328 0.467 .0380 0.333 0.490 0.394 0.573 0.159
25% Variation Approx. F 4.17 6.21 3.10 1.53 0.45 0.59 0.99 1.01 0.64 0.73 0.98 1.72 p 0.018 0.003 0.49 0.221 0.640 0.558 0.375 0.369 0.532 0.483 0.377 0.184
40% Variation Approx. F 4.17 5.93 3.29 1.43 0.42 0.50 1.24 1.03 0.66 0.60 0.95 1.42 p 0.018 0.004 0.041 0.243 0.655 0.607 0.294 0.362 0.519 0.548 0.389 0.247
Table 9 ANOVA Results, Stock-Outs Attributable to Reduction Policy
Table 10 ANOVA Results, Stock-Outs Attributable to Sales Variation
Source Poficy Error Total
DF 2 87 89
SS 86.82 192.83 279.66
MS 43.4 l 2.22
F 19.59
P 0.000
Source Variation En'or Total
DF 2 87 89
SS 3902.60 2623.50 6526.10
MS 1951.30 30.20
F 64.71
P 0.000
149
Journal of Manu./hcturing Systems
Vol. 25/No. 2 2006
performance measure. One-way ANOVA testing of monthly net profit indicated that the management accounting method had a significant effect on the mean value for net profit at the a = 0.05 level in only three of the 12 months evaluated. Therefore, there is not strong evidence that the mean values for net profit will always be different because of the management accounting method used. Q3: Do various combinations of inventory reduction policy and management accounting method have an effect on reported net profit? Two-way ANOVA testing identified that the interaction between inventory policy and management accounting method was not significant at the a = 0.05 level. Q4: Does inventory reduction policy have an effect on the customer service level measured by stockouts, under the production and market environment modeled in this study ? The main effect for the factor policy was significant for this performance measure. Therefore, the rate of inventory reduction exhibited by at least one of the reduction policies had a notable impact on the frequency of stock-outs in using the previously stated model parameters. Q5: Does volatility in sales demand have an effect on reported net profit under the production and market environment modeled in this study? The main effect for the factor sales was not significant for this measure at the ot = 0.05 level. Sales volatility did not impact the reported net profit. Q6: Does volatili(v in sales demand have an effect on the customer service level, measured bv stockouts, under the production and market environment modeled in this study? The main effect for the factor sales was significant for this measure. One-way ANOVA testing indicated that at least one level of sales volatility produced results that were significantly different from the other levels. Sales volatility did indeed impact the frequency of stock-out conditions. In summary, the testing has shown that the rate of inventory reduction does significantly affect reported net profit. The management accounting method was significant in only 25% of the reporting periods evaluated. The interaction between inventory reduction policy and management accounting method was sig-
nificant in only one out of the 12 reporting periods in the data set under the operating conditions characterized by this model. The analysis above is summarized in Table 11 in terms of answers to various research questions.
Conclusions
Although all of the following conclusions are based on a single manufacturing scenario, generalities drawn from these results can be applied to many manufacturing business models. In summary, the data obtained from the execution of the simulation tool identified that the impact that a rapid reduction on inventory has on net profit is profound. Further, the research identified that the negative impact to net profit continues as long as inventories are being reduced, and that performance gains elsewhere in the operation resulting from the lean program cannot counter the negative effect presented by the accounting practice of cost attachment. Therefore, misleading financial performance results will confound a successful lean implementation. Additionally, the more successful and aggressive the lean program is, the greater the negative impact on reported financial performance measures until the reduction in inventory levels ceases.
Implications for Practice
The issue of greatest signifcance, quantified by this research, has to do with the ability of the financial reporting system to effectively erase the operational i m p r o v e m e n t s b r o u g h t by a lean manufacturing program during the early stages of the program. This issue is identified in the literature (Womack and Jones 2003; Cunningham and Flume 2003; Solomon 2003), but no previous study has explored the significance of this issue, that is, its magnitude or duration. Using a multi-period research model allows the longer-term effects on reported profits resulting from a lean implementation to be better understood. Based on the results of this study, financial benefits resulting from improved operational performance will not counteract the impact from the accounting systems handling of attached costs. Therefore, until the inventory levels stabilize, the profit improvements will not be recognized. In fact, perceived financial performance will drop.
150
Journal ~[Manulacturing Systems Vol. 25/No. 2 2006
Table 11 Answers to Research Questions
No. 1
Question What are the effects on operational performance, as determined by standard financial reports, resulting from the implementation of a lean manufacturing program? How do varying accounting systems differ in their reporting of the identified effects?
Relates to Question QI, Q3, Q5
Observations from Data The rate of inventory reduction has a profound impact on reported net profit, as indicated by Figure 3. The more rapid the reduction, the more negative the impact on net profit. Sales volatility had no effect on net profit levels. ANOVA testing did not identify a difference in mean values for the dependent variable--net profit. However, plots of the mean values, shown in l'Tgure 7, indicate that during periods of inventory reduction the results of the various accounting systems stratify. In times of stable inventory levels, all methods report essentially the same net profit. Under the operational conditions modeled, customer service level, measured as stockouts, was impacted by both rate of inventory reduction and sales volatility. Service level suffered in environments where inventory levels were being rapidly reduced as well as in environments where sales significantly missed forecast.
Q2, Q3
What are the effects on customer service level resulting from a lean manufacturing inaplementation?
Q4, Q6
Research Limitations and Suggestions for Future Research
This study is limited to the manufacturing parameters described earlier in this paper. More specifically, the simulation model contained three manufacturing cells, each supporting a specific product family. The numbers of operations were 18 for product family 1, 23 for product family 2, and 18 for product family 3. Product families consisted of 10 products per family. The sales demand level within a family was distributed in a Pareto fashion. The allocation base was direct labor, and a 200% rate was used to determine manufacturing overhead for full absorption costing. Burden rate by family was used for activity-based costing and was 150%, 200%, and 250% for families A, B, and C, respectively. Inventory carrying costs were set at 1.5% per month calculated on the ending inventory value each month for the full absorption cost method. No other operational benefits were modeled or impact quantified. Reduction of indirect labor, reduction in scrap costs due to obsolescence, and improvements in on-time shipping performance are all parameters that could be added to the model, enhancing the model's ability to more closely emulate a real-world application.
Many additional scenarios of model parameters can be envisioned that, if studied, would lead to a better understanding of the impact of this problem within a specific manufacturing operation. In addition, the study does not account for downtimes attributable to machine failure or material shortages, quality-related problems, absenteeism, etc. Additionally, many items have been left out of the calculation for net profit that would be present in a standard income statement. To be able to directly apply the calculated results from the modeling tools for production purposes, these items would need to be added to the model. Their impact was viewed as uniform across management accounting methods in regard to this study and was therefore not included.
References
Boy& L.H. (1999). "Production planning and control and cost accounting systems: effects on management decision making and firm performance." Doctoral dissertation. Athens, GA: Univ. of Georgia. Available from www.proquest.com/productsumi/dissertations/ Chandler, A. (1977). The Visible Hand: The Management Revolution in American Business. Cambridge, MA: Harvard Univ. Press. Cooper, R. and Kaplan, R.S. (1988). "'How cost accounting distorts product costs." Mgmt. Accounting (v69, nl0). pp20-27. Cunningham, J. and Fiume, O. (2003). Real Numbelw: Management
151
Journal of Manufacturing Systems Vol. 25/No. 2 2006
Accounting in a Lean Organization. Durham, NC: Managing Times Press. Drury, C. and Tayles, M. (1997). ~'Evidence on the financial accounting mentality debate: a research note." British Accounting Review (v29), pp263-276. Elnicki, R.A. (1971). "The genesis of management accounting." Mgmt. Accounting (v52, nl0), pp15-17. Fullerton, R.R. and McWatters, C.S. (2001). "The production performance benefits from JIT implementation." Journal of Operations Mgmt. (v19), pp81-96. Garrison, R.H. and Noreen, E.W. (1994). Managerial Accounting. Burr Ridge, IL: Irwin, Inc. Goldratt, E.M. and Cox, J. (1982). 171e Goal, 2nd revised ed. New York: McGraw-Hill Book Co. Hartley, R.V. (1983). Cost and Managerial Accounting. Newton, MA: Allyn and Bacon, Inc. Hillier, F.S. and Liebennan, G.J. (2001). bltroduction to Operations Research, 7th ed. New York: McGraw-Hill Book Co. Horngren, C.T. (1995). "'Management accounting: this century and beyond." Mgmt. Accounting Research (v6), pp281-286. Johnson, H.T. and Kaplan. R.S. (1987). Relevance Lost: The Rise and Fall of Management Accounting. Boston: Harvard Business School Press. Kaplan, R.S. (1994). "Management accounting (1984-1994): development of new practice and theory." Mgmt. Accounting Research (v5), pp247-260. Kensinger, K. (2004). Allocation schemes in cost accounting. Personal interviews. Law, A.M. and Kelton, D.W. (2000). Simulation Modeling and Analysis, 3rd ed. New York: McGraw-Hill Book Co. Lea, Bih-Ru (1998). "The impact of management accounting alternatives in different manufacturing environments." Doctoral dissertation. Clemson, SC: Clemson Univ. Available from www.proquest.com/products_umi/dissertations/ Lere, J.C. (2001). "Your product-costing system seems to be broken: now what?" Industrial Marketing Mgmt. (v30), pp587-598. Meade, D.J. (2004). "Modeling the strategic impact of management accounting methods on the implementation of lean manufacturing." Doctoral dissertation. Kalamazoo, MI: Western Michigan Univ. Available from ww~:proquest.com/produets_umi/dissertations/ Nachtmann, H. and Needy, K. (2003). "Methods for handling uncertainty in activity based costing systems." The Engg. Economist (v48, n3L pp259-282. Ramasesh, R. (1990). "Dynamic job scheduling: a survey of sinmlation research." Omega (v18, n i l pp43-57. Schonberger, R.J. (1982). "Some observations on the advantages and implementation issues of just-in-time production systems." Journal of Operations Mgmt. (v3, nl), p p l - l l .
Scott, D.R. (1931). ITxe Cultural Significance of Aecounts. New York: Henry Holt. Shah, R. and Ward, P.T. (2003). "Lean manufacturing: context, practice bundles, and performance." Journal of Operations Mgmt. (v21), ppl29-149. Solomon, J.M. (2003). Who's Counting? Fort Wayne, IN: WCM Associates. Sugimori, Y.; Kusunoki, F.; Cho, E; and Uchikawa, S. (1977). "Toyota production and kanban system: materialization of just-in-time and respect for human systems." lnt'l Journal of Production Research (v15), pp553-564. Wantuck, K.A. (1989)..lust in Time for America: A Common Sense Production Strategy. Southfield, MI: KWA Media. Womack, J. and Jones, D. (2003). Lean Thinking: Banish Waste and Create Wealth in Your Corporation. New York: The Free Press.
Authors' Biographies
David Meade is an assistant professor of manufacturing engineering at Western Michigan University. His background includes nearly 20 years of direct industrial experience as a field service engineer, controls engineer, project manager, engineering manager, as well as the director of operations. His research interests include facility planning and design, computer simulation techniques for physical operations and operational financial performance, product costing system development and evaluation, manufacturing planning and controls systems, and paint system design, implementation, and optimization. Sameer Kumar is a professor of decision sciences and the Qwest Chair in Global Communications and Technology Management in the Opus College of Business, University of St. Thomas, Minneapolis, MN. His major research interests include optimization concepts applied to design and operational management of production and service systems, where issues relating to various aspects of global supply chain management, international operations, technology management. product and process innovation, and capital investment justification decisions are also considered. Azim Houshyar is currently a professor of industrial and manufacturing engineering at Western Michigan University. His interests include simulation methodology, reliability engineering, application of operations research to manufacturing processes, and production control. Since 1987, Dr. Houshyar has been actively involved with consultation to local, national, and international manufacturing corporations. He has assisted corporations in the United States. Germany, Czech Republic, Iran, Portugal, Canada, and Mexico.
152
You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 7 Life Changing HacksDocument28 pages7 Life Changing HacksLevi GuimarãesNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Write Your Way To SuccessDocument20 pagesWrite Your Way To SuccessLevi GuimarãesNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Jungle Tiger WorkbookDocument7 pagesThe Jungle Tiger WorkbookLevi GuimarãesNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- OECD (2005) Manual de Oslo (Inglês)Document166 pagesOECD (2005) Manual de Oslo (Inglês)Rodrigo Maia de OliveiraNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Innovation: Is The Engine For The Economic Growth?: Ege University The Faculty of Economics and Administrative SciencesDocument54 pagesInnovation: Is The Engine For The Economic Growth?: Ege University The Faculty of Economics and Administrative SciencesLevi GuimarãesNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Chap07 Rev. FI5 Ex PR 1Document10 pagesChap07 Rev. FI5 Ex PR 1Beyond ThatNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Cfas Pas 1-16Document8 pagesCfas Pas 1-16Sagad KeithNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- BA2001 & BA2101 Individual Assignment ReportDocument18 pagesBA2001 & BA2101 Individual Assignment Reportnawal zaheerNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- MI CH 1. The Fundamental of CostingDocument4 pagesMI CH 1. The Fundamental of CostingPonkoj Sarker TutulNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Ratio Calculation For IOI GroupDocument15 pagesRatio Calculation For IOI GroupCalonneFrNo ratings yet
- Chapter 7 - Accounting For MaterialsDocument24 pagesChapter 7 - Accounting For MaterialsTim ParasNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Home Depot Lowes CaseDocument36 pagesHome Depot Lowes CaseCathal Andrew Moroney0% (1)
- Thanks For Downloading A Sample Plan: Click Here To Save 50% Off The First Month of Liveplan!Document33 pagesThanks For Downloading A Sample Plan: Click Here To Save 50% Off The First Month of Liveplan!Eva LopenaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Basic Mas ConceptsDocument7 pagesBasic Mas Conceptsjulia4razoNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Glossary by Segment: ProfitabilityDocument14 pagesGlossary by Segment: ProfitabilitywaduNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Mazhar Hanan CVDocument3 pagesMazhar Hanan CVMazhar HananNo ratings yet
- Cost Terms, Concepts and Classifications: Chapter TwoDocument78 pagesCost Terms, Concepts and Classifications: Chapter TwoSimrah ZafarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Aggregate Planning NumericalsDocument19 pagesAggregate Planning Numericalsdhruv001100% (1)
- KDS ControllingDocument27 pagesKDS Controllingsampath50% (2)
- ERS Consignment+ProcessDocument21 pagesERS Consignment+ProcessTiebreaker100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Guide: ATM Cash Management 101Document44 pagesGuide: ATM Cash Management 101abinash234No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 2005 Port and Modal Elasticity Study Final ReportDocument109 pages2005 Port and Modal Elasticity Study Final ReportParthiv MehtaNo ratings yet
- 8108 SCA Federgruen Spring 23 DRAFTDocument4 pages8108 SCA Federgruen Spring 23 DRAFTTrialNo ratings yet
- OPM555 - Case Study - NUR FATMA SYAZANA MOHD HILMI - 2018808652Document8 pagesOPM555 - Case Study - NUR FATMA SYAZANA MOHD HILMI - 2018808652Nur Fatma Syazana Mohd HilmiNo ratings yet
- INVENTORY MANAGEMENT AbstractDocument2 pagesINVENTORY MANAGEMENT AbstractKrishna Sudha67% (6)
- Unit 5 Management AccountingDocument15 pagesUnit 5 Management AccountingSyedmunimejaz EjazNo ratings yet
- Issues Related To Inventory Management in Zuari CementDocument31 pagesIssues Related To Inventory Management in Zuari Cementneekuj malikNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Quiz in ELEC 01 (Inventory Estimation)Document3 pagesQuiz in ELEC 01 (Inventory Estimation)djanine cardinalesNo ratings yet
- DownloadfileDocument6 pagesDownloadfileLouisAnthonyHabaradasCantillonNo ratings yet
- ABC Costing More Practise QuestionsDocument3 pagesABC Costing More Practise QuestionsJahanzaib ButtNo ratings yet
- CHAPTER 3 Financial PlanningDocument7 pagesCHAPTER 3 Financial Planningflorabel parana0% (1)
- Post Graduate Programme in Management Course Outline Cover Page AY 2020-21 TermDocument4 pagesPost Graduate Programme in Management Course Outline Cover Page AY 2020-21 TermHariSharanPanjwaniNo ratings yet
- Scribd Download - Com Sap BW With Sap Hana Training Program Course Content ZaranteDocument19 pagesScribd Download - Com Sap BW With Sap Hana Training Program Course Content ZaranteSumit PathakNo ratings yet
- Cost and Management AccountingDocument4 pagesCost and Management AccountingRamzan AliNo ratings yet
- FINMANDocument16 pagesFINMANSecret SecretNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)