You might also like
- En 10210-2LLDocument34 pagesEn 10210-2LLnicholas_j_vaughanNo ratings yet
- BS EN - 15048 2 2007 Non Preloaded Structural Bolting Assemblies Part 2 Suitability Test PDFDocument14 pagesBS EN - 15048 2 2007 Non Preloaded Structural Bolting Assemblies Part 2 Suitability Test PDFPaco100% (1)
- Din En10219-1 1997Document39 pagesDin En10219-1 1997Adrian Vrinceanu100% (1)
- Bs en 14399 Parts 1 To 8Document7 pagesBs en 14399 Parts 1 To 8ramonyk_003558100% (1)
- BS en 20898-2Document18 pagesBS en 20898-2marceloNo ratings yet
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDocument32 pagesEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNo ratings yet
- En 10253 3Document50 pagesEn 10253 3Thanh Nguyen VanNo ratings yet
- BS en 14399-3 PDFDocument7 pagesBS en 14399-3 PDFClaudia Dutu100% (2)
- Non Preload Assemblies BS en 15048 12Document4 pagesNon Preload Assemblies BS en 15048 12AtanasKostadinov100% (1)
- EN10060 HotRolledParts DimensionaandTolerancesDocument12 pagesEN10060 HotRolledParts DimensionaandTolerancesEidrish ShaikhNo ratings yet
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityDocument4 pagesMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoNo ratings yet
- En ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas SoldadasDocument53 pagesEn ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas Soldadastiago_valenteNo ratings yet
- 014-Din en 1503 2001 001 Steels Specified in European StandardsDocument9 pages014-Din en 1503 2001 001 Steels Specified in European StandardsQuality MSIPLNo ratings yet
- BS en 10056-1-2017 PDFDocument26 pagesBS en 10056-1-2017 PDFAbdur Rahim100% (2)
- BS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)Document24 pagesBS en 14399-8-2018 - (2021-05-23 - 05-17-45 PM)EmreNo ratings yet
- Technical Lamination SDocument4 pagesTechnical Lamination SirmakNo ratings yet
- En 14399-4Document24 pagesEn 14399-4Asif RazaNo ratings yet
- Din 2526 PDFDocument1 pageDin 2526 PDFDaniel TrombimNo ratings yet
- Din en 10168-2004Document13 pagesDin en 10168-2004Anonymous B7pghh100% (1)
- BS 4-1-2005 Specification For Hot-Rolled Sections PDFDocument18 pagesBS 4-1-2005 Specification For Hot-Rolled Sections PDFkstarhoNo ratings yet
- 06 Eurocodes Steel Workshop WALDDocument136 pages06 Eurocodes Steel Workshop WALDFrancisco RojasNo ratings yet
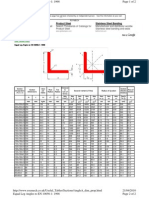
- Equal Leg Angles To en 10056-1 1998 Dim - PropDocument2 pagesEqual Leg Angles To en 10056-1 1998 Dim - PropJagdish Chhugani100% (1)
- Astm Asme Din en Steel PipesDocument70 pagesAstm Asme Din en Steel PipesSauvala HarriNo ratings yet
- BS en 15048 8.8Document7 pagesBS en 15048 8.8MinhNo ratings yet
- Din 2440-1978 EngDocument2 pagesDin 2440-1978 EngalsonccyNo ratings yet
- En 10088-5Document57 pagesEn 10088-5SergeyGalkin100% (1)
- En 13084 2 2007 Free Standing Chimneys Concrete ChimneysDocument28 pagesEn 13084 2 2007 Free Standing Chimneys Concrete Chimneysanon_528053663No ratings yet
- Bs3692 PDFDocument62 pagesBs3692 PDFstructuralengineers100% (1)
- En 10164Document5 pagesEn 10164Merk Erik0% (1)
- En 10219-1 PDFDocument39 pagesEn 10219-1 PDFASHISH100% (1)
- En 10222-5Document23 pagesEn 10222-5Sakshi Agrawal100% (1)
- BS en 10061-2003 (2008)Document10 pagesBS en 10061-2003 (2008)Martijn GrootNo ratings yet
- Eyenuts 00582Document5 pagesEyenuts 00582Mohammad Lavasani100% (1)
- Bs 3293Document18 pagesBs 3293nguyenmainam0% (1)
- Black Bolts Screws and Nuts - : Specification ForDocument22 pagesBlack Bolts Screws and Nuts - : Specification FordoyenofcastleNo ratings yet
- Din 1025-1-1995Document3 pagesDin 1025-1-1995g9g9No ratings yet
- BS en 10222-3-2017Document18 pagesBS en 10222-3-2017Federico De MartiniNo ratings yet
- BS en 13480-1Document17 pagesBS en 13480-1Igor SeidlNo ratings yet
- E91 202006 20orifice 20plate 20 - 20doschDocument6 pagesE91 202006 20orifice 20plate 20 - 20doschiaft100% (1)
- BS en 1708-1-2010Document76 pagesBS en 1708-1-2010Giovanni Alfieri100% (3)
- BS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)Document67 pagesBS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)EmreNo ratings yet
- Bs en 1708 2 2000 PDFDocument28 pagesBs en 1708 2 2000 PDFHermantoro PradanaNo ratings yet
- Din en 10056-01Document9 pagesDin en 10056-01islamakthamNo ratings yet
- Din en Iso 4014 2011 PDFDocument22 pagesDin en Iso 4014 2011 PDFVinícius Mohr100% (3)
- 2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Document6 pages2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Dino NoNo ratings yet
- BS en Iso 02818-1997 (1999)Document20 pagesBS en Iso 02818-1997 (1999)Oh No Potato100% (1)
- EN287-1 Approval Testing For WeldersDocument37 pagesEN287-1 Approval Testing For WeldersdashNo ratings yet
- Steel Forgings For Pressure PurposesDocument18 pagesSteel Forgings For Pressure PurposesnikolicjelenaNo ratings yet
- BS en 28839-1992 - Iso 8839 - 1986 PDFDocument12 pagesBS en 28839-1992 - Iso 8839 - 1986 PDFFrancisco Pizarro100% (1)
- En10272-01 (2008)Document42 pagesEn10272-01 (2008)kpurnimaNo ratings yet
- Bs en 288 6 PDFDocument10 pagesBs en 288 6 PDFdzat_sudrazatNo ratings yet
- Iso 7380Document8 pagesIso 7380pradelles100% (1)
- BS 88-2.1 1988 - Low-Voltage FusesDocument12 pagesBS 88-2.1 1988 - Low-Voltage Fusesravibraju100% (1)
- BS en 3293-2008Document12 pagesBS en 3293-2008Mohammad TaherNo ratings yet
- En10222 4-1999Document12 pagesEn10222 4-1999Dumitru SorinaNo ratings yet
- Din en Iso 7089Document3 pagesDin en Iso 7089Ravindra ErabattiNo ratings yet
- Testing Welders For Fusion Welding: Approval ofDocument26 pagesTesting Welders For Fusion Welding: Approval ofValter RamosNo ratings yet
- BS en 19-2002 - Industrial Valves. Marking of Metallic ValvesDocument14 pagesBS en 19-2002 - Industrial Valves. Marking of Metallic Valvesnikolicjelena100% (1)
- BS en 12385-1-2002+a1 - 2009Document24 pagesBS en 12385-1-2002+a1 - 2009Qiu RitaNo ratings yet
- BS336 PDFDocument9 pagesBS336 PDFSatish KumarNo ratings yet
- HiltiDocument36 pagesHilticonsultachNo ratings yet
- Dslam Manual - An2000b 100Document2 pagesDslam Manual - An2000b 100consultachNo ratings yet
- Brocas NachiDocument83 pagesBrocas NachiconsultachNo ratings yet
- Rectangular Connectors: FCN360 SeriesDocument32 pagesRectangular Connectors: FCN360 SeriesconsultachNo ratings yet
- 5.1 IsoDocument43 pages5.1 IsoconsultachNo ratings yet
- 1350 Installation GuideDocument232 pages1350 Installation Guideconsultach100% (1)
- Sanitary Installation MaterialDocument5 pagesSanitary Installation MaterialconsultachNo ratings yet
- Extension Forces 10 N To 100 N: End Fitting Standard Dimensions End FittingDocument9 pagesExtension Forces 10 N To 100 N: End Fitting Standard Dimensions End FittingconsultachNo ratings yet
- Triple-Lok 37° Flared Tube Fittings: FluidconnectorsDocument51 pagesTriple-Lok 37° Flared Tube Fittings: FluidconnectorsconsultachNo ratings yet
- Victor EDGE Outfits & Regulators Range Brochure (65-1104) - Mar2011lDocument6 pagesVictor EDGE Outfits & Regulators Range Brochure (65-1104) - Mar2011lconsultachNo ratings yet
- Manual AnymediaDocument908 pagesManual Anymediaconsultach0% (1)
- AEG Cross ReferenceDocument2 pagesAEG Cross ReferenceconsultachNo ratings yet
- Printcom Uv Lamp 101Z TDS enDocument2 pagesPrintcom Uv Lamp 101Z TDS enconsultachNo ratings yet
- Manual 5020MGC 04 04Document54 pagesManual 5020MGC 04 04consultachNo ratings yet
- Alcatel 7510Document154 pagesAlcatel 7510consultachNo ratings yet
- Manual 5020MGC 01 04Document51 pagesManual 5020MGC 01 04consultachNo ratings yet
- 7600 SERIES 4 de 4Document73 pages7600 SERIES 4 de 4consultachNo ratings yet
- Manual 5020MGC 02 04Document51 pagesManual 5020MGC 02 04consultachNo ratings yet
- 3 Parte Manual 3900 Series HardInstGuideDocument40 pages3 Parte Manual 3900 Series HardInstGuideconsultachNo ratings yet
- Indofab Industries DriveheadDocument8 pagesIndofab Industries DriveheadRahul KalathilNo ratings yet
- Copper Nickel 9010Document2 pagesCopper Nickel 9010anirudhbhokarikarNo ratings yet
- 3 Inoculant Alloy CompositionDocument2 pages3 Inoculant Alloy CompositionAdams GodoyNo ratings yet
- Meco HBDocument4 pagesMeco HBjustin_monteiroNo ratings yet
- Astm B601Document5 pagesAstm B601David RivadeneiraNo ratings yet
- Steel Bridge Uses Simple-Span-Made-Continuous ConstructionDocument2 pagesSteel Bridge Uses Simple-Span-Made-Continuous ConstructionKelvin LuoNo ratings yet
- Ko Large Bore PistonsDocument0 pagesKo Large Bore PistonsvshalimovNo ratings yet
- Part2 Heat Treatment of SteelDocument57 pagesPart2 Heat Treatment of SteelAhmed awwadNo ratings yet
- Limits and State of The Art of The New Creep Resistant SteelsDocument64 pagesLimits and State of The Art of The New Creep Resistant SteelsRené Galbraith BerraNo ratings yet
- Cipec PDFDocument11 pagesCipec PDFMario LopezNo ratings yet
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseDocument7 pagesA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamNo ratings yet
- Appleton Unilet Conduit Outlet BodiesDocument7 pagesAppleton Unilet Conduit Outlet BodiesRamiro AlvarezNo ratings yet
- AISI 51b60Document2 pagesAISI 51b60PABLO DIAZ ENRIQUEZNo ratings yet
- Quantity Unit Tools Description RemarksDocument2 pagesQuantity Unit Tools Description RemarksnashNo ratings yet
- A Handbook of Art Smithing, F. S. Meyer, 1896 PDFDocument215 pagesA Handbook of Art Smithing, F. S. Meyer, 1896 PDFPGAChamp100% (2)
- En 44100Document2 pagesEn 44100hiren_mistry55No ratings yet
- Blade Materials in Gas TurbinesDocument10 pagesBlade Materials in Gas TurbinesArindam Mahanta100% (2)
- CAMP Price List 2013Document11 pagesCAMP Price List 2013Gerry Dominguez100% (1)
- Turning Tools and Inserts PDFDocument88 pagesTurning Tools and Inserts PDFmdquangNo ratings yet
- Ball Valve Catalogue-2Document12 pagesBall Valve Catalogue-2tndeshmukhNo ratings yet
- 3656-3756 ML Brochure GouldsDocument44 pages3656-3756 ML Brochure Gouldsjulio.esc7No ratings yet
- Material With Specific Magnetic PropertiesDocument23 pagesMaterial With Specific Magnetic PropertiesFiki FirdausNo ratings yet
- Electrochemical MachiningDocument4 pagesElectrochemical MachiningHariharanNo ratings yet
- CNC Machinist Reference Chart: Material ConsiderationsDocument4 pagesCNC Machinist Reference Chart: Material ConsiderationsmarkhalpinNo ratings yet
- JIS SUS316 Steel, JIS G4403 SUS316 Stainless SteelDocument2 pagesJIS SUS316 Steel, JIS G4403 SUS316 Stainless Steelnguyenvandai8xNo ratings yet
- Nirmal Traininig RUB The GOLDDocument460 pagesNirmal Traininig RUB The GOLDPramod Kumar DwivediNo ratings yet
- Smoke ScreensDocument3 pagesSmoke ScreensGaryoNo ratings yet
- Lab ReportDocument21 pagesLab ReportMuhammad YasirNo ratings yet
- 0620 s11 QP 31Document12 pages0620 s11 QP 31otterburnerNo ratings yet
- Valvula de Alivio de PresionDocument4 pagesValvula de Alivio de PresioneselcosacNo ratings yet