Challenges of Mitsubishi Membrane LNG Carrier
Kazuaki Yuasa
Mitsubishi Heavy Industries, Ltd.
Japan
Co-author:
KATSUYA UWATOKO, Naval Architect
KIYOKAZU KAWABATA, Engineering Manager
HIROSHI SHIRAKIHARA, Engineering Manager
MASARU KODAMA, Senior Researcher
SEIICHI HAMA, System Engineer
Yuasa 1
1. Introduction
Mitsubishi Heavy Industries, Ltd., (MHI) is a pioneer in liquefied gas carriers, having built the world s
first large sized refrigerated LPG carrier, the Bridgestone- maru , in 1962. Nowadays, MHI has the top
market share in the construction of both large sized LPG carriers and LNG carriers.
Since 1983, he has construct ed twenty-one (21) Moss spherical tank LNG carriers and is recognized as
having the most advanced Moss shipyard. He introduced the so-called second generation LNG carrier
concept characterized by a lower boil-off rate (BOR) with a forcing vaporizer system, applying it in the
Australian North West Shelf project in 1989. This concept has since become the world standard because
of its economical merits and operational flexibility.
MHI has also been studying Gaz Transport membrane tank LNG Carriers in details since a license
agreement in 1973 in order to realize more advanced membrane ships. A chronological list of research
and development by MHI is shown in Fig. 1-1. In 1999 MHI was awarded the contract for the membrane
LNG carriers of a Malaysian project as the lead yard in cooperation with Mitsui Engineering and
Shipbuilding Co., Ltd., (MES). These membrane ships are now under constructions at the shipyards of the
two companies.
Although new generation GTT membrane ships have been constructed since 1994 by various shipyards,
we have introduced cutting-edge technology to achieve the further advances GTT membrane ships.
Therefore, this paper focuses on the challenges faced in building Mitsubishi GTT membrane LNG
carriers, issues such as the incorporation of the latest hydrodynamic technology in the design of an
optimal propeller and hull form with simple shaped cargo tanks, a system of detailed structural
assessment for safe and reliable construction, production technology advances involving computerized
logistics and quality control, an interference checking system and a newly developed automatic TIG
welder.
The latest delivery and order list of Mitsubishi LNG carriers is shown in Table 1-1.
2. Hull Form Development by CFD
Computational Fluid Dynamics (CFD) has developed dramatically during the past two decades in all
engineering fields where fluid flow phenomena takes place. CFD is used not only for research purposes
but also for the design of hull forms and propellers in the field of ship hydrodynamics. The reliability of
our CFD methodology has been verified through comparison with the accumulated model ship data.
2.1 Hull Form Design
A finite volume method as the Navier-Stokes solver has been developed to evaluate free surface viscous
flow around the hull. This CFD code can predict not only the flow field but also wave patterns (Fig. 2-1),
resistance, pressure distribution on hull surface (Fig. 2-2) and self-propulsion factors. These calculations
result in important information for improvement of ship s hull form. The propulsive performance can be
judged by the correlation between CFD results and model ship data. The use of this CFD methodology
has enabled the development of superior hull form and better prediction of propulsion performance. In the
past, a huge number of ship model tests had to be carried out in order to develop optimum hull form, but
such labor intensive work can be eliminated through the introduction of advanced CFD technique.
For Mitsubishi GTT membrane ships, an optimal hull form has been developed to accommodate a
simpler cargo tank configuration.
2.2 Propeller Design
The surface panel method, based on potential theory, has been developed to analyze the hydrodynamic
characteristics of propellers operating in uniform and non-uniform flows. This CFD method is applicable
to the simulation of the flow field around a rotating propeller, the pressure distribution on the blade and
hub surface, the phenomenon of unsteady cavitation, and the vibration force induced by the propeller.
3. Structural Verification
We have completed the hull structural design of Mitsubishi GTT membrane ships, and also finalized
PROGRAM MENU
Yuasa 2
detail design of insulation system based on GTT s key plan. Throughout these design processes, extensive
structural analyses using the latest technologies have been performed for each structural member of hull
and insulation system in order to ensure the highest structural reliability.
3.1. Stress and Fatigue
Sufficient strength of the inner hull and insulation structure is particularly important for membrane LNG
carriers, and must be maintained throughout a vessel s service life.
The basic strength of the inner hull has been verified in the global stress analysis by a Finite Element
(F.E.) method for entire hull model that complies with LR SDA (SDA : Structural Design Assessment)
procedure. Fig. 3-1 shows an example of stress distribution with exaggeratedly deformed shape under a
typical loading condition, in which stresses and buckling strength are confirmed to be within the criteria.
Such special areas as the connection between the trunk top and the accommodation have also been
analyzed.
The fatigue strength of the inner hull and contiguous structure, which is one of the most important
features of the membrane LNG carrier, has been verified by hot spot stress assessment using a fine-mesh
F.E. analysis, as shown in Fig. 3-2, that conforms to LR FDA (FDA : Fatigue Design Assessment)
notation. The fatigue strength of square corners as stress concentration parts has been verified, as well as
that of the hopper. In addition, Discrete Analysis Method (DISAM), which has been developed by MHI,
was carried out using the same F.E. model. DISAM performs simulation of direct wave pressure, and
long-term prediction of stresses on the specific trading route of a subject vessel, taking the complex
effects of several dynamic load components into account. The fatigue strength of the structure has been
confirmed to be sufficient by DISAM, too.
Each structure of the insulation system has also been verified from the strength point of view. Since it is
the first membrane ship by MHI, careful strength assessments have been conducted for each insulation
element, such as the coupler system to secure insulation boxes and the welding joint of the INVAR
membrane. These assessments have verified the sufficiency of strength against maximum load during the
vessel s life, as well as fatigue. As for the junction of INVAR membrane and the hull structure, detailed
F.E. analysis has been carried out to ensure sufficient fatigue life of the INVAR strake joint at the
junction.
3.2. Vibration
Special care must be taken to prevent excessive vibration of the inner hull structure and to ensure the
safety of the insulation system. It is, therefore, important to predict at the early design stage the actual
vibration behavior for this purpose and achieving a low vibration vessel. Fig. 3-3 shows an example of
free vibration mode in the whole ship F.E. vibration analysis, which was used to estimate the natural
frequency and vibratory response at sea. Vibration of the hull girder, superstructure and double hull
structure including inner hull have been confirmed the relevant vibration characteristics through this
analysis.
3.3. Sloshing
GTT provides guidelines o n the shape and dimension of cargo tank s and the filling limit of cargo against
sloshing. Sloshing analysis to simulate the actual liquid motion at sea, as shown in Fig. 3-4 has confirmed
the reliability of the insulation system. The strength of the inner hull steel structure against liquid motion
has also been evaluated and confirmed.
4. New Production Technology
New production technologies have been introduced to achieve better quality and productivity of cargo
containment system. The following are some examples.
4.1. Computerized network control system of logistics and quality control (LOGIQ) for the cargo
containment system
PROGRAM MENU
Yuasa 3
The GTT membrane cargo containment system consists of insulation boxes, membrane INVAR sheets,
INVAR components, resin ropes, coupler base sockets, fixing bolts, etc. This means that GTT system
requires many kinds of components and a huge number of elements, namely more than 700,000.
Therefore, the precise and exact control for construction of the cargo containment system is a key
technology to monitor and control the enormous number of work processes. Each component must be
checked for position and accuracy of installation.
A system called LOGIQ was developed for logistics and quality control in order to meet this need.
4.1.1 Logistics
The key function of the control system for construction process is to deliver the components to the
appropriate place and at the appropriate time, in accordance with the planned construction schedule.
An outline of the system and the process flow of product logistics is illustrated in Fig. 4-1. Raw
materials and components are shipped to the shipyard warehouse, and then moved to storehouse at quay
side and handled in the cargo tank for installation at the appropriate time. During these processes, all
material and components are constantly monitored, with status acknowledgement and orders given for
the next step of the work process and control checks made against the planned construction schedule
displayed on VDUs. This system also has an automatic construction plan rescheduling function that takes
into account all changes of surrounding conditions.
4.1.2 Quality control
The key function of the quality control system is to maintain and evaluate recorded quality data,
including technical inspection results, from the production of a component to the completion of its
installation. LOGIQ provides a system that is capable of storing and monitoring data for materials,
products and installation inspection results. A bar code system is used to identify components. Example of
quality control and assurance using the LOGIQ system is shown in Fig. 4-2 for secondary insulation
boxes.
This system also provides the repair history of each component in order to support future maintenance
work.
4.2 PRO-Engineering for advanced systematic product design of insulation components
GTT membrane tanks require many kinds and quantities of components. Based on GTT s basic technical
documents, the shipyard must produce the detailed drawings of all component to facilitate purchasing. A
computer-based design system, namely PRO-Engineering, has been introduced to improve and ensure
precise component design. It is also capable of reducing workloads and shortening the design time.
This system offers a user-friendly work procedure. Designers can start dimensional alteration work on
each component as well as assemble components based on a 3-dimensional view on displayed on VDU.
When all the design information of a component has been defined, its 3D design is complete, as shown in
Fig. 4-6. The shearing of design work is possible, i.e., the work done on one VDU can be extracted and
incorporated into other work done on another VDU. This system makes possible concurrent design
activities to reduce the design workload, and provides the following production drawings.
a) Layout of all components for cargo tank insulation work, as shown in Fig. 4-3.
b) Detailed component drawings including tag numbering and material, weight, etc. as shown in Fig. 4-4.
The latter drawings are used for material purchasing.
4.3 Interference checking system for production facility and scaffolding
In operat ing production facilities that include manipulator s and welding machine s, on scaf folding in a
cargo tank, it is essential to avoid the interference between the production facilities and scaffolding in
production process. Therefore we have checked the interference by application of dynamic digital mock-
up software. This systems allow predicted interference in a construction process to be displayed on a
VDU before the actual work is started. It analyzes the interference or clearance between the facilities and
the scaffolding using 3D digital models. Once 3D model data has been inputted from the 3D CAD
PROGRAM MENU
Yuasa 4
system, it is possible to simulate various situations in detail.
Fig. 4-5 shows an example of interference checking. The system operator places each welding machine
on INVAR sheets along each tongue and checks for scaffolding interference on the VDU. If interference
is found, the system warns the operator. At the same time, the clearance and working space can be
confirmed visually.
Fig. 4-6 shows an example of interference checking during operation of the manipulator near the
transverse bulkhead of the cargo tank. The system operator positions a manipulator near the inner hull
and, visually checking on the VDU, makes sure it fits insulation boxes in the virtual.
5. Automatic TIG welding machine for end strake raised edge
GTT membrane LNG carriers are characterized by their INV AR membranes, whose thicknes s is no more
than 3.0 mm. Highly accurate TIG welding has to be used to weld these thin INVAR sheets. Although
TIG welding has been mechanized for simple areas, manual welding by skilled welding operators is still
required for the more complicated area and thus still relies on highly skilled welders. Under such
circumstances, MHI developed an automatic TIG welding machine for end strake raised edges, whose
joint configuration is shown in Fig. 5-1.
This welded joint is not of a simple configuration. There are three different types of welded joints within
a narrow welding length of about 600 mm : two overlaps (1.5/1.5mm), five overlaps
(1.5/0.7/0.6/0.7/1.5mm) and three overlaps (0.7/0.5/0.7mm). Furthermore, the welding line is very
complicated, as shown in Fig. 5-1. End strake raised edges occur all over the tank, so there is a wide range
of welding positions -- flat, inclined, horizontal and overhead.
The following key factors have to be taken into account for successful automated welding of such end
strake raised edges.
a) Tracking of the welding line
b) Setting of the automatic welding conditions for each welded configurations
c) Lighter weight/compact design
Fig. 5-2 shows the configuration of the automatic TIG welding machine developed by MHI.
This welding machine is basically composed of four units, as follows.
a) A guide rail equipped with a clamp mechanism capable of clamping firmly on the end strake edge.
The entire guide rail is consists of a honeycomb structure made of aluminum alloy to achieve a
compact design and a weight of less than 7 kgf.
b) The carriage
There are three fixtures : a fixture that moves the welding torch so that it oscillates back and forth
across the welding line ; a fixture that guides the welding torch along the desired height and direction ;
and a fixture that facilitates carriage travel. The weight of the carriage is about 3 kgf. In order to ease
handling even in an overhead position, its size is small enough that it can be placed on the palm of a
hand.
c) The controller mounted on the welding power supply unit
It controls the welding sequence, the automatic sensing conditions, the welding conditions, the
automatic setting parameters, etc.
d) The remote control keypad
The operator can manipulate the position of the welding torch or change the welding conditions by
using this remote control keypad, while at the same time observing the welding performance. Fig. 5-3
shows the view of welding by this automatic TIG welding machine.
Fig. 5-4 shows the cross-sectional macrostructures of the welded joints, as viewed from this machine.
This welding machine is applicable to the continuous weldings of three different welded joints through
the selection of appropriate welding conditions. Furthermore, automatic learning of welding is possible.
Good welding quality is maintained for all kinds of welding positions and joint configurations, as shown
in Fig. 5-4.
6. Concluding Remarks
PROGRAM MENU
Yuasa 5
Now MHI is building Gaz Transpor t membrane tank LNG carriers having a cargo capacity of 137,100
m3 and incorporating the various challenges described in this paper.
The hull construction assembly will be finished by the time this paper is presented and the insulation
work for cargo tanks will have started.
In overcoming the challenges of this project, close cooperation among our staf f, the Owners, the licenser
and the classification society has been essential. We would like to take this opportunity to thank MISC,
Petronas Tankers, GTT and LRS.
MHI is building its latest LNGCs with both major containment systems, namely, the Moss spherical tank
type and the GTT membrane tank type. Finally we would like to say that we look forward to continuing to
supply LNGCs that meet the needs of worldwide owners.
PROGRAM MENU
1970 1980 1990 2000
1. General
Hull Form
Wind Force / Maneuverability
Machinery & Fittings
2. Moss Spherical
Tank Strength
Welding
Insulation
Construction
Life Time Maintenance
3. GT Membrane
Membrane
Sloshing
Insulation
Construction
Life Time Maintenance
4. TGZ Membrane
Membrane
Sloshing
Insulation
Construction
Life Time Maintenance
DRL,DF
D
CRP S/T,RL
Investigation of Design
(License)
Thermal brake New STJ
Mock-up model
Long panel
Indonesia I (4) Indonesia II (3) Australia (4) Indonesia IV (1)
(License)
Investigation of Design (No.86) (No.96)
Kalingas project Malaysia III project
Mock-up model
Mock-up model for
Qatar project
Mock-up model
Brunei (2) Malaysia I (5) Malaysia II (5)
(License)
Investigation of Design (MK-I) (MK-III)
1,100m3 ship Mock-up model for NWS project
Brunei (5)
Fig.1-1 Research and Development for LNG Carrier
Y
u
a
s
a
9
PROGRAM MENU
Name of Ship Project Owner or Operator Tank Type
Cargo Capa.
(m3)
Del.
Banshu Maru
Echigo Maru
Dewa Maru
Indonesia II
NYK Line
NYK Line
Kawasaki Line
125,542
125,568
125,631
1983
1983
1984
Northwest Sandering
Northwest Swift
Northwest Seaeagle
Northwest Stormpetrel
Australia
North West Shelf
ALSOC
NYK Line
Shell
ALSOC
127,362
127,427
127,452
127,443
1989
1990
1992
1994
Ekaputra
Dwiputra
LNG Vesta
Indonesia III
Indonesia
Indonesia IV
Cometco Shipping
Pacific LNG Transport
Mitsui OSK Lines
137,012
127,386
127,386
1990
1994
1994
Ish Abu Dhabi Abu Dhabi National Oil Company 137,304 1995
Al Khor
Al Wajbah
Doha
Al Jasra
Qatar
NYK Line
Mitsui OSK Lines
NYK Line
NYK Line
137,354
137,309
137,262
137,227
1996
1997
1999
2000
Golar Mazo Indonesia/Taiwan Faraway Maritime Shipping Company 136,867 2000
(undecided) Oman Osaka Gas I. T. /NYK Line 137,000 2000
(undecided) Enron/India Enron/Mitsui OSK Lines
Moss
Spherical
137,100 2001
(undecided)
(undecided)
Malaysia M.I.S.C.
GT
Membrane
137,100
137,100
2002
2003
(undecided) Brunei Brunei Gas Carriers Sdn. Bhd 137,000 2002
(undecided)
(undecided)
Shell
Moss
Spherical
137,000
137,000
2002
2003
Y
u
a
s
a
1
0
Table.1-1 Delivery and Order List of LNG Carriers
PROGRAM MENU
Yuasa 11
Fig.2-1 Wave Pattern
Fig.2-2 Pressure Distribution on Hull Surface
PROGRAM MENU
Yuasa 12
Fig.3-1 Global Stress Analysis
Fig.3-2 Detailed F.E. Models for Hull Fatigue Analysis
PROGRAM MENU
Fig.3-3 Whole Ship Vibration Analysis
Fig.3-4 Liquid Motion and Pressure in Sloshing Analysis
Yuasa 13
PROGRAM MENU
Fig.4-1 Outline of LOGIQ System
Y
u
a
s
a
1
4
PROGRAM MENU
Fig.4-2 QC & QA Control of Insulation Boxes
Y
u
a
s
a
1
5
PROGRAM MENU
Yuasa 16
Fig.4-3 Layout of Components of Cargo Tank Insulation
Fig.4-4 Detailed Component Drawing
PROGRAM MENU
Scaffolding
Insulation Boxes
Interference Check
Manipulator
Scaffolding
Interference Check
Insulation Boxes
Yuasa 17
Fig.4-5 Interference Check between Scaffolding and Welding Machine
Fig.4-6 Interference Check between Scaffolding and Manipulator
PROGRAM MENU
Fig.5-1 Joint Configuration of End Strake Raised Edges
Fig.5-2 Configuration of Automatic TIG Welding Machine
Yuasa 18
PROGRAM MENU
Fig.5-3 View of Welding by Automatic TIG Welding Machine
Fig.5-4 Cross-sectional Macrostructure
Yuasa 19
PROGRAM MENU
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ochure ulstEINDocument4 pagesOchure ulstEINbernardinodinoNo ratings yet
- Geneva IntrotoBankDebt172Document66 pagesGeneva IntrotoBankDebt172satishlad1288No ratings yet
- Bomb TrucksDocument5 pagesBomb TrucksbernardinodinoNo ratings yet
- Maniobra AzimutalesDocument20 pagesManiobra AzimutalesManuel Gomez100% (1)
- (Name of Shipping Line, Agent, Etc.) : Crew ListDocument1 page(Name of Shipping Line, Agent, Etc.) : Crew ListbernardinodinoNo ratings yet
- Marshall Islands Updates National LRIT Data CenterDocument5 pagesMarshall Islands Updates National LRIT Data CenterbernardinodinoNo ratings yet
- Parismou MLCDocument4 pagesParismou MLCbernardinodinoNo ratings yet
- Automatic Explosives Detection at 1800 Bags/HourDocument12 pagesAutomatic Explosives Detection at 1800 Bags/HourbernardinodinoNo ratings yet
- Explosives-Detection Systems: Configuration Management and Performance Verification ofDocument20 pagesExplosives-Detection Systems: Configuration Management and Performance Verification ofbernardinodinoNo ratings yet
- 2000 - NIJ - A Guide For Explosion and Bombing Scene InvestigationDocument64 pages2000 - NIJ - A Guide For Explosion and Bombing Scene Investigationfaradio2100% (2)
- Us Navy Selects Ion Track S Vaportracer To Fight Terrorism, Improve Force ProtectionDocument2 pagesUs Navy Selects Ion Track S Vaportracer To Fight Terrorism, Improve Force ProtectionbernardinodinoNo ratings yet
- Bomb TrucksDocument5 pagesBomb TrucksbernardinodinoNo ratings yet
- Advisory: What Should You Do?Document1 pageAdvisory: What Should You Do?bernardinodinoNo ratings yet
- Ballast Water Convention SummaryDocument5 pagesBallast Water Convention SummarybernardinodinoNo ratings yet
- Automatic Explosives Detection at 1800 Bags/HourDocument12 pagesAutomatic Explosives Detection at 1800 Bags/HourbernardinodinoNo ratings yet
- Ion Track VT2 Sampling System Boosts Particle DetectionDocument2 pagesIon Track VT2 Sampling System Boosts Particle DetectionbernardinodinoNo ratings yet
- 2000 - NIJ - A Guide For Explosion and Bombing Scene InvestigationDocument64 pages2000 - NIJ - A Guide For Explosion and Bombing Scene Investigationfaradio2100% (2)
- ISPS Clause For Voyage Charter PartiesDocument3 pagesISPS Clause For Voyage Charter PartiesbernardinodinoNo ratings yet
- DblHullTnker PDFDocument34 pagesDblHullTnker PDFMahmoud Reda ElSherifNo ratings yet
- ISPS Clause For Voyage Charter PartiesDocument3 pagesISPS Clause For Voyage Charter PartiesbernardinodinoNo ratings yet
- 112 LNG Propulsion GuideDocument74 pages112 LNG Propulsion Guidebernardinodino100% (1)
- 78000m /83000m LPG Carriers Combining Versatility and Economic EfficiencyDocument4 pages78000m /83000m LPG Carriers Combining Versatility and Economic EfficiencyTolga ErcanNo ratings yet
- Ship S BallastDocument3 pagesShip S BallastbernardinodinoNo ratings yet
- DblHullTnker PDFDocument34 pagesDblHullTnker PDFMahmoud Reda ElSherifNo ratings yet
- World S First Large Size: LNG Carrier With Electric PropulsionDocument2 pagesWorld S First Large Size: LNG Carrier With Electric PropulsionbernardinodinoNo ratings yet
- MHI Engineers Present LNG Carrier Propulsion ProposalsDocument16 pagesMHI Engineers Present LNG Carrier Propulsion ProposalsbernardinodinoNo ratings yet
- Wärtsilä 50DF dual-fuel engines promise big benefits for LNG carriersDocument2 pagesWärtsilä 50DF dual-fuel engines promise big benefits for LNG carriersbernardinodinoNo ratings yet
- Propulsion Systems For Future LNG CarriersDocument4 pagesPropulsion Systems For Future LNG CarriersbernardinodinoNo ratings yet
- Propulsion Systems For Future LNG CarriersDocument4 pagesPropulsion Systems For Future LNG CarriersbernardinodinoNo ratings yet
- MHI Engineers Present LNG Carrier Propulsion ProposalsDocument16 pagesMHI Engineers Present LNG Carrier Propulsion ProposalsbernardinodinoNo ratings yet
- SIGTTO BookletDocument6 pagesSIGTTO BookletbernardinodinoNo ratings yet
- Gaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaDocument114 pagesGaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaМихайленко МиколаNo ratings yet
- Berry B Brey Part IDocument49 pagesBerry B Brey Part Ikalpesh_chandakNo ratings yet
- Gerhard Budin PublicationsDocument11 pagesGerhard Budin Publicationshnbc010No ratings yet
- DrugDocument2 pagesDrugSaleha YounusNo ratings yet
- Broker Name Address SegmentDocument8 pagesBroker Name Address Segmentsoniya_dps2006No ratings yet
- Management Pack Guide For Print Server 2012 R2Document42 pagesManagement Pack Guide For Print Server 2012 R2Quang VoNo ratings yet
- OBHR Case StudyDocument8 pagesOBHR Case StudyYvonne TanNo ratings yet
- Supply Chain ManagementDocument30 pagesSupply Chain ManagementSanchit SinghalNo ratings yet
- 01-Azeotropic Distillation (IL Chien)Document35 pages01-Azeotropic Distillation (IL Chien)Shivam Vinoth100% (1)
- Case Study 2 F3005Document12 pagesCase Study 2 F3005Iqmal DaniealNo ratings yet
- EFM2e, CH 03, SlidesDocument36 pagesEFM2e, CH 03, SlidesEricLiangtoNo ratings yet
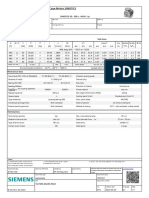
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNo ratings yet
- SAP PS Step by Step OverviewDocument11 pagesSAP PS Step by Step Overviewanand.kumarNo ratings yet
- Janapriya Journal of Interdisciplinary Studies - Vol - 6Document186 pagesJanapriya Journal of Interdisciplinary Studies - Vol - 6abiskarNo ratings yet
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperDocument11 pagesJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurNo ratings yet
- Super Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasDocument5 pagesSuper Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasAbdallaNo ratings yet
- An Overview of Tensorflow + Deep learning 沒一村Document31 pagesAn Overview of Tensorflow + Deep learning 沒一村Syed AdeelNo ratings yet
- Installing and Registering FSUIPCDocument7 pagesInstalling and Registering FSUIPCKAPTAN XNo ratings yet
- Tyron Butson (Order #37627400)Document74 pagesTyron Butson (Order #37627400)tyron100% (2)
- 50TS Operators Manual 1551000 Rev CDocument184 pages50TS Operators Manual 1551000 Rev CraymondNo ratings yet
- Denial and AR Basic Manual v2Document31 pagesDenial and AR Basic Manual v2Calvin PatrickNo ratings yet
- Tata Group's Global Expansion and Business StrategiesDocument23 pagesTata Group's Global Expansion and Business Strategiesvgl tamizhNo ratings yet
- Growatt SPF3000TL-HVM (2020)Document2 pagesGrowatt SPF3000TL-HVM (2020)RUNARUNNo ratings yet
- Lister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal WorldDocument4 pagesLister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal Worldcountry boyNo ratings yet
- Supplier Quality Requirement Form (SSQRF) : Inspection NotificationDocument1 pageSupplier Quality Requirement Form (SSQRF) : Inspection Notificationsonnu151No ratings yet
- Global Cleantech Innovation Programme IndiaDocument122 pagesGlobal Cleantech Innovation Programme Indiaficisid ficisidNo ratings yet
- RAP Submission Form, OBIDocument3 pagesRAP Submission Form, OBIAhmed MustafaNo ratings yet
- DSA NotesDocument87 pagesDSA NotesAtefrachew SeyfuNo ratings yet
- Introduction To Succession-1Document8 pagesIntroduction To Succession-1amun dinNo ratings yet