You might also like
- Regression and CorrelationDocument15 pagesRegression and CorrelationsdffsjdfhgNo ratings yet
- A Spring Loaded Safety Valve Has To Blow Off at A Pressure of 1Document12 pagesA Spring Loaded Safety Valve Has To Blow Off at A Pressure of 1rathish14uNo ratings yet
- Uploads - Principles of Natural JusticeDocument1 pageUploads - Principles of Natural Justicerathish14uNo ratings yet
- P 18cDocument3 pagesP 18crathish14uNo ratings yet
- Humansci 1Document302 pagesHumansci 1rathish14uNo ratings yet
- RM Question Bank IISemDocument15 pagesRM Question Bank IISem@1250% (2)
- MG University Mechanical Engineering Syllabus 2010 SchemeDocument117 pagesMG University Mechanical Engineering Syllabus 2010 SchemeseminarprojectNo ratings yet
- Green Peas MasalaDocument7 pagesGreen Peas Masalarathish14uNo ratings yet
- 1365878031part ProgrammingDocument61 pages1365878031part Programmingrathish14uNo ratings yet
- Vensim Tutorial 1Document19 pagesVensim Tutorial 1rathish14uNo ratings yet
- MMEPI 205-2 Computer Aided Manufacturing: Answer All QuestionsDocument1 pageMMEPI 205-2 Computer Aided Manufacturing: Answer All Questionsrathish14uNo ratings yet
- Index: Chapter No Title Page NoDocument9 pagesIndex: Chapter No Title Page Norathish14uNo ratings yet
- F - TestDocument9 pagesF - TestsalhotraonlineNo ratings yet
- For Example: A Plant Producing 10,000 Different Part Numbers May Be Able To Group The VastDocument3 pagesFor Example: A Plant Producing 10,000 Different Part Numbers May Be Able To Group The Vastrathish14uNo ratings yet
- Ijmer 45061827Document10 pagesIjmer 45061827rathish14uNo ratings yet
- Da Silva Fatigue BehaviourDocument8 pagesDa Silva Fatigue Behaviourrathish14uNo ratings yet
- More Than One Author With Different Affiliations: 1 Heading On Level 1 (Section)Document5 pagesMore Than One Author With Different Affiliations: 1 Heading On Level 1 (Section)rathish14uNo ratings yet
- Reducing The Set-Up Time in A CNC Machining Line Using Qco Methods Guided by Mr. Mahesh R Associate ProfDocument24 pagesReducing The Set-Up Time in A CNC Machining Line Using Qco Methods Guided by Mr. Mahesh R Associate Profrathish14uNo ratings yet
- Apmi1 8 09Document56 pagesApmi1 8 09rathish14uNo ratings yet
- W4253199r9971a0910-Ym6ufew1 or W6754380r9978a0910-4tz59467Document1 pageW4253199r9971a0910-Ym6ufew1 or W6754380r9978a0910-4tz59467rathish14uNo ratings yet
- Unit 9 CRCDocument21 pagesUnit 9 CRCEr Manpreet ChahalNo ratings yet
- Journal ListDocument715 pagesJournal ListKannamma DorairajNo ratings yet
- Classifications of NC Systems: Point To Point Straight Cut NC Contouring System Incremental AbsoluteDocument1 pageClassifications of NC Systems: Point To Point Straight Cut NC Contouring System Incremental Absoluterathish14uNo ratings yet
- Butter SheetDocument12 pagesButter Sheetrathish14uNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinesSanjay ShahNo ratings yet
- Mahatma Gandhi University SyllabusDocument2 pagesMahatma Gandhi University Syllabusrathish14uNo ratings yet
- State Bank of India-Challan FormDocument1 pageState Bank of India-Challan Formrathish14uNo ratings yet
- Production and Industrial EngimeeringDocument47 pagesProduction and Industrial Engimeeringrathish14uNo ratings yet
- 13 ReferencesDocument2 pages13 Referencesrathish14uNo ratings yet
- Thamirabaraniyil Neendhi VandhaDocument1 pageThamirabaraniyil Neendhi Vandharathish14uNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Renal New Growth - NCM 103 - or CaseDocument19 pagesRenal New Growth - NCM 103 - or CasePat EnriquezNo ratings yet
- G 62 - 14 PDFDocument4 pagesG 62 - 14 PDFjose floresNo ratings yet
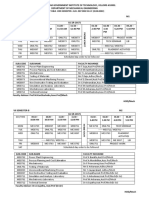
- Odd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWDocument4 pagesOdd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWKiran KumarNo ratings yet
- Review of Henry Vyverberg, Historical Pessimism in The French EnlightenmentDocument4 pagesReview of Henry Vyverberg, Historical Pessimism in The French EnlightenmentRalph EllectualNo ratings yet
- Paradise Lost Epic Poem by John MiltonDocument9 pagesParadise Lost Epic Poem by John MiltonSotero PoreNo ratings yet
- DSE MC G11 G12 Equations Straight Lines 2023Document6 pagesDSE MC G11 G12 Equations Straight Lines 2023ernestchan501No ratings yet
- Super GisDocument535 pagesSuper GisNegrescu MariusNo ratings yet
- Effect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionDocument13 pagesEffect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionAbubakar Yakubu YakubuNo ratings yet
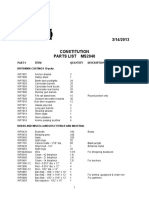
- MS2040 Constitution Parts ListDocument6 pagesMS2040 Constitution Parts ListTemptationNo ratings yet
- Chapter 6 Introduction To Thermodynamics PDFDocument17 pagesChapter 6 Introduction To Thermodynamics PDFSaurav PaulNo ratings yet
- ABS Rules For Cable SizingDocument2 pagesABS Rules For Cable SizingMohammed JassimNo ratings yet
- Middle East ManufacturerDocument6 pagesMiddle East Manufacturerhsco rdNo ratings yet
- Obs and Gynae PassmedDocument7 pagesObs and Gynae PassmedrahulNo ratings yet
- Roland RS-5 Manual Del UsuarioDocument180 pagesRoland RS-5 Manual Del Usuariodavevad12345No ratings yet
- Manual de Despiece Honda Beat 100Document84 pagesManual de Despiece Honda Beat 100jorgeeu8833% (3)
- Draf Model LC 2024 Non TransferableDocument3 pagesDraf Model LC 2024 Non TransferablepresidenciaNo ratings yet
- COR5500U Series: Digital and CRT Readout OscilloscopeDocument7 pagesCOR5500U Series: Digital and CRT Readout OscilloscopeFlavio FalcãoNo ratings yet
- Unit-3: Grid FrameworkDocument44 pagesUnit-3: Grid FrameworkMUKESH KUMAR P 2019-2023 CSENo ratings yet
- MOE XT2-XT4 110... 125V Ac/dcDocument3 pagesMOE XT2-XT4 110... 125V Ac/dcLê Xuân ĐịnhNo ratings yet
- Factory Program Library List v1.0Document9 pagesFactory Program Library List v1.0Ronaldo DamattaNo ratings yet
- Federal Bylaw 12 Air Pollution 2006 English Translation v2 OCRDocument63 pagesFederal Bylaw 12 Air Pollution 2006 English Translation v2 OCRIsmail SultanNo ratings yet
- Anaerobic Degradation of Palm Oil Mill Ef Uent (POME)Document8 pagesAnaerobic Degradation of Palm Oil Mill Ef Uent (POME)HusainiNo ratings yet
- Journal of Environmental Management: Ajay Singh TDocument7 pagesJournal of Environmental Management: Ajay Singh TNestor Garay CahuanaNo ratings yet
- Astro 429 Assignment 2 AlbertaDocument2 pagesAstro 429 Assignment 2 AlbertatarakNo ratings yet
- Topic 2 P2: MarkschemeDocument58 pagesTopic 2 P2: MarkschemeZihil ShahNo ratings yet
- UCSP Module 4Document20 pagesUCSP Module 4Agas FamilyNo ratings yet
- The Past Is A Foreign Country-1.2Document25 pagesThe Past Is A Foreign Country-1.2Xinyu DongNo ratings yet
- Coulomb's Law and Electric Field Intensity: Engineering ElectromagneticsDocument24 pagesCoulomb's Law and Electric Field Intensity: Engineering ElectromagneticsKenn SenadosNo ratings yet
- Web Based Bus Tracking SystemDocument4 pagesWeb Based Bus Tracking SystemKrishna EelaNo ratings yet
- Calibrating Images TutorialDocument14 pagesCalibrating Images TutorialtrujillomadrigalNo ratings yet