You might also like
- Innovative Minds PDFDocument4 pagesInnovative Minds PDFJeyakumar RajaNo ratings yet
- Communication PDFDocument2 pagesCommunication PDFJeyakumar RajaNo ratings yet
- IntelligenceDocument2 pagesIntelligenceJeyakumar RajaNo ratings yet
- Memory TechniquesDocument5 pagesMemory TechniquesJeyakumar RajaNo ratings yet
- Dynamic Leadership PDFDocument5 pagesDynamic Leadership PDFJeyakumar RajaNo ratings yet
- ERP Package PDFDocument10 pagesERP Package PDFJeyakumar RajaNo ratings yet
- Enthusiasm' The Fuel For SuccessDocument1 pageEnthusiasm' The Fuel For SuccessJeyakumar RajaNo ratings yet
- Cost Effective Productivity PDFDocument4 pagesCost Effective Productivity PDFJeyakumar RajaNo ratings yet
- Coping With StressDocument5 pagesCoping With StressJeyakumar RajaNo ratings yet
- Cost Effective Productivity PDFDocument4 pagesCost Effective Productivity PDFJeyakumar RajaNo ratings yet
- 3 PI Approach PDFDocument4 pages3 PI Approach PDFJeyakumar RajaNo ratings yet
- 7 Steps To World Class ManufacturingDocument15 pages7 Steps To World Class Manufacturingmuneerpp100% (2)
- 52 Best Ever Success QuotesDocument13 pages52 Best Ever Success QuotesKhawaja Faisal RasheedNo ratings yet
- Facts To Make Every Indian Proud: Vinod KhoslaDocument4 pagesFacts To Make Every Indian Proud: Vinod KhoslaJeyakumar RajaNo ratings yet
- Basic Guide To Boiler Water TreatmentDocument8 pagesBasic Guide To Boiler Water TreatmentjewettwaterNo ratings yet
- Natural Gas Sweetening Process DesignDocument13 pagesNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Student Pocket HandbookDocument64 pagesStudent Pocket Handbookadarsh_mrNo ratings yet
- Health For All 3 Types of Exercises: Benefits of Aerobic Exercise. Regular Aerobic Exercise Provides TheDocument5 pagesHealth For All 3 Types of Exercises: Benefits of Aerobic Exercise. Regular Aerobic Exercise Provides TheJeyakumar RajaNo ratings yet
- Lime Physical ChemicalDocument8 pagesLime Physical ChemicalMatthew ButlerNo ratings yet
- DASA UG 2014 Brochure Webver 1.1Document29 pagesDASA UG 2014 Brochure Webver 1.1albasudNo ratings yet
- How, When and WhereDocument3 pagesHow, When and WhereJeyakumar RajaNo ratings yet
- Rumus MatematikaDocument65 pagesRumus MatematikaRiza Arieyanda100% (1)
- Optimists Creed PDFDocument1 pageOptimists Creed PDFAndrea AugantNo ratings yet
- Admitcardpublicnotice 31 03 2014Document1 pageAdmitcardpublicnotice 31 03 2014Karan KumarNo ratings yet
- Chemical Engineering Objective Type Questions Instrumentation and Process ControlDocument15 pagesChemical Engineering Objective Type Questions Instrumentation and Process ControlSubburayan AriputhiriNo ratings yet
- Speed MathematicsDocument18 pagesSpeed MathematicsBookMaggotNo ratings yet
- Section 17.1 Oil Refineries: What Is Petroleum?Document14 pagesSection 17.1 Oil Refineries: What Is Petroleum?Jeyakumar RajaNo ratings yet
- Essential of Process ControlDocument23 pagesEssential of Process ControlNguyen Phi Long0% (1)
- Selection of Hazard Evaluation Techniques PDFDocument16 pagesSelection of Hazard Evaluation Techniques PDFdediodedNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mungbean 03india PDFDocument194 pagesMungbean 03india PDFSrujana PatelNo ratings yet
- Malabar Cements Performance AppraisalDocument92 pagesMalabar Cements Performance AppraisalDoraiBalamohan0% (1)
- 10-Msds-Remove Oil (Liquid)Document9 pages10-Msds-Remove Oil (Liquid)saddamNo ratings yet
- Fish CheeksDocument4 pagesFish Cheekshafsah aminNo ratings yet
- Designing Hopping Animal PDFDocument3 pagesDesigning Hopping Animal PDFAntonio Francisco Muñoz100% (1)
- GENII - Nissan Patrol GQ & GU - RE4 4 Speed Diesel & Petrol - Lock Up Instructions-1Document14 pagesGENII - Nissan Patrol GQ & GU - RE4 4 Speed Diesel & Petrol - Lock Up Instructions-1Trav GilesNo ratings yet
- Score Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelDocument9 pagesScore Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelFressy NugrohoNo ratings yet
- GIRBESDocument6 pagesGIRBESMiguel LópezNo ratings yet
- Green Revolution: It's Acheivements and FailuresDocument24 pagesGreen Revolution: It's Acheivements and FailuresSingh HarmanNo ratings yet
- Read The Following Paragraphs and Answer The Questions That FollowDocument18 pagesRead The Following Paragraphs and Answer The Questions That FollowMary Ann RanayNo ratings yet
- Chapter 11Document10 pagesChapter 11NungkiwidyasNo ratings yet
- 1.8 CarderoDocument29 pages1.8 CarderoRodrigo Flores MdzNo ratings yet
- Lecture For ClassDocument97 pagesLecture For ClassRITHWIK DINESHNo ratings yet
- Geotechnical Laboratory: Open-Ended LabDocument7 pagesGeotechnical Laboratory: Open-Ended LabNoorshahira Md IsaNo ratings yet
- Ketron 1000 PEEK PDS E 30032019 01Document1 pageKetron 1000 PEEK PDS E 30032019 01jorgepradaco1No ratings yet
- Candaza, HM Pe4l Reaction PaperDocument5 pagesCandaza, HM Pe4l Reaction Papermaria isabel candazaNo ratings yet
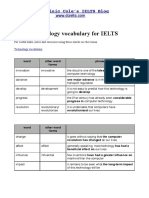
- Technology VocabularyDocument3 pagesTechnology VocabularyChixo GalaxyNo ratings yet
- Use of Information Technology in The Flight Catering ServicesDocument32 pagesUse of Information Technology in The Flight Catering ServicesAbhiroop SenNo ratings yet
- The Anaphylactic ShockDocument8 pagesThe Anaphylactic ShockRooby JeanpierreNo ratings yet
- Description Features: PT6964 LED Driver ICDocument15 pagesDescription Features: PT6964 LED Driver ICDhivya NNo ratings yet
- Harmonization of HR Policies - RoughDocument119 pagesHarmonization of HR Policies - RoughFrancis SoiNo ratings yet
- Session 1Document4 pagesSession 1Vidhi VermaNo ratings yet
- Ffu 0000034 01Document8 pagesFfu 0000034 01Karunia LestariNo ratings yet
- 13 - Oxygen Removal From Boiler WaterDocument12 pages13 - Oxygen Removal From Boiler Waterarunkumar23101100% (1)
- القطع بالبلازماDocument27 pagesالقطع بالبلازماsamehNo ratings yet
- Book of Bible Answers (Volume 1) - by Doug-BatchelorDocument138 pagesBook of Bible Answers (Volume 1) - by Doug-BatchelorAdventist_Truth100% (3)
- Atcmorse PDFDocument50 pagesAtcmorse PDFdivyansh bansalNo ratings yet
- Functional Endoscopic Sinus SurgeryDocument3 pagesFunctional Endoscopic Sinus SurgeryDanielicah CruzNo ratings yet
- Festivals of IndiaDocument51 pagesFestivals of IndiaDhatchayani RamkumarNo ratings yet
- LLM01v5 0Document12 pagesLLM01v5 0Alan LeungNo ratings yet