You might also like
- A 632 - 01 Qtyzmi0wmqDocument4 pagesA 632 - 01 Qtyzmi0wmqLUISALBERTO06011985No ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- QTIWOS9BMJA5TQDocument3 pagesQTIWOS9BMJA5TQquiensabe0077No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJoshua SteigerwaldNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNo ratings yet
- A270 PDFDocument5 pagesA270 PDFHansSarmientoNo ratings yet
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDocument4 pagesElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesVishal SharmaNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDocument6 pagesSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceAlphaEcc EngineeringTeamNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationshamidharvardNo ratings yet
- A 953Document3 pagesA 953José Ramón GutierrezNo ratings yet
- A 953 - 96 Qtk1my05ngDocument3 pagesA 953 - 96 Qtk1my05ngsachinguptachdNo ratings yet
- A 269 - 02 Qti2os0wmke - PDFDocument6 pagesA 269 - 02 Qti2os0wmke - PDFMan98No ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaNo ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument6 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel PipeJosé Ramón GutierrezNo ratings yet
- A210-A210m - 02Document3 pagesA210-A210m - 02vmonrroy7450No ratings yet
- A 1020 - A 1020m - 01 QtewmjavqtewmjbnlvjfraDocument4 pagesA 1020 - A 1020m - 01 QtewmjavqtewmjbnlvjfraPatricio SantisNo ratings yet
- A 210 - A 210M - 96 R01 Qtixmc05nliwmqDocument3 pagesA 210 - A 210M - 96 R01 Qtixmc05nliwmqStuartNo ratings yet
- A 822 - 90 r00 Qtgymi9bodiyts1sruqDocument5 pagesA 822 - 90 r00 Qtgymi9bodiyts1sruqsachinguptachdNo ratings yet
- A 953 - 96 Qtk1my1sruqDocument4 pagesA 953 - 96 Qtk1my1sruqsachinguptachdNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsCharlie ChongNo ratings yet
- A 250 - A 250M - 04 Qti1mc9bmjuwtq - PDFDocument4 pagesA 250 - A 250M - 04 Qti1mc9bmjuwtq - PDFMan98No ratings yet
- A688A688 ASS Feed WaterDocument6 pagesA688A688 ASS Feed Waterkhot2000No ratings yet
- A334Document6 pagesA334Aleksei AvilaNo ratings yet
- Asme SA 249Document10 pagesAsme SA 249gst ajahNo ratings yet
- Astm A356Document6 pagesAstm A356Srinivasan KrishnamoorthyNo ratings yet
- ASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceDocument4 pagesASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceSumedh ParadkarNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- Astm A269Document6 pagesAstm A269Leonardo Borsari SixelNo ratings yet
- A 789 - A 789M - 04 Qtc4os9bnzg5tqDocument4 pagesA 789 - A 789M - 04 Qtc4os9bnzg5tqAhmad HajeerNo ratings yet
- A1014Document3 pagesA1014malika_00No ratings yet
- A 949 - A 949M - 01 Qtk0os9botq5tqDocument4 pagesA 949 - A 949M - 01 Qtk0os9botq5tqsachinguptachdNo ratings yet
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiNo ratings yet
- A 135 - 01 Qteznq - PDFDocument9 pagesA 135 - 01 Qteznq - PDFStuartNo ratings yet
- A192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFDocument2 pagesA192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFValli Raju100% (1)
- Astm A269 PDFDocument5 pagesAstm A269 PDFjairoyvNo ratings yet
- Astm A179 1990Document4 pagesAstm A179 1990DhruvNambiarNo ratings yet
- A1020A1020M-02 (2012) Standard Specification For SteeDocument4 pagesA1020A1020M-02 (2012) Standard Specification For SteeRony YudaNo ratings yet
- A 814 - A 814m - 01 Qtgxnc9bode0ts1sruqDocument7 pagesA 814 - A 814m - 01 Qtgxnc9bode0ts1sruqsachinguptachdNo ratings yet
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDocument6 pagesSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedOrkun OrhanNo ratings yet
- A269Document5 pagesA269Jeffrey StokesNo ratings yet
- A 954 - 96 QTK1NC05NGDocument4 pagesA 954 - 96 QTK1NC05NGsachinguptachdNo ratings yet
- A 268 - A 268M - 01 Qti2oc0wmq - PDFDocument6 pagesA 268 - A 268M - 01 Qti2oc0wmq - PDFMan98No ratings yet
- Astm A 178 A 178M 2002Document4 pagesAstm A 178 A 178M 2002AnamulKabir0% (1)
- A 949 - A 949M - 00 Qtk0os0wmeeDocument4 pagesA 949 - A 949M - 00 Qtk0os0wmeesachinguptachdNo ratings yet
- A105-2010 Flange ACDocument5 pagesA105-2010 Flange ACbmalbertNo ratings yet
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- Asme Section II A Sa-249 Sa-249mDocument10 pagesAsme Section II A Sa-249 Sa-249mAnonymous GhPzn1xNo ratings yet
- A500/a500m - 09Document5 pagesA500/a500m - 09Jeff GallandNo ratings yet
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceالGINIRAL FREE FIRENo ratings yet
- A 872 - 91 r02 Qtg3mi9bodcyts1sruqDocument6 pagesA 872 - 91 r02 Qtg3mi9bodcyts1sruqsachinguptachdNo ratings yet
- Astm A333Document7 pagesAstm A333Luis Evangelista Moura Pacheco100% (3)
- Asme Section II A Sa-376 Sa-376mDocument10 pagesAsme Section II A Sa-376 Sa-376mAnonymous GhPzn1xNo ratings yet
- A 822 - 90 r00 Qtgymi9bodiytqDocument3 pagesA 822 - 90 r00 Qtgymi9bodiytqsachinguptachdNo ratings yet
- A 789 - A 789MDocument4 pagesA 789 - A 789MJGD123No ratings yet
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document5 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)LUISALBERTO06011985No ratings yet
- B 570 - 96 Qju3mc05ngDocument4 pagesB 570 - 96 Qju3mc05ngLUISALBERTO06011985No ratings yet
- B 302 - 00 Qjmwmi1sruqDocument7 pagesB 302 - 00 Qjmwmi1sruqLUISALBERTO06011985No ratings yet
- B 140 - B 140M - 01 Qje0mc9cmtqwtqDocument3 pagesB 140 - B 140M - 01 Qje0mc9cmtqwtqLUISALBERTO06011985No ratings yet
- B 99 - B 99m - 96 Qjk5l0i5ou0tukveDocument5 pagesB 99 - B 99m - 96 Qjk5l0i5ou0tukveLUISALBERTO06011985No ratings yet
- Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetDocument4 pagesCopper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetLUISALBERTO06011985No ratings yet
- A 787 - 01 QTC4NWDocument6 pagesA 787 - 01 QTC4NWLUISALBERTO06011985No ratings yet
- B 643 - 00 Qjy0my1sruqDocument8 pagesB 643 - 00 Qjy0my1sruqLUISALBERTO06011985No ratings yet
- B 698 - 97 Qjy5oc1sruqDocument3 pagesB 698 - 97 Qjy5oc1sruqLUISALBERTO06011985No ratings yet
- B 176 - 04 Qje3ngDocument4 pagesB 176 - 04 Qje3ngLUISALBERTO06011985No ratings yet
- B 135m - 96 Qjeznu0totyDocument5 pagesB 135m - 96 Qjeznu0totyLUISALBERTO06011985No ratings yet
- A 453 - A 453M - 00 Qtq1my0wmeuxDocument5 pagesA 453 - A 453M - 00 Qtq1my0wmeuxLUISALBERTO06011985No ratings yet
- Mercurous Nitrate Test For Copper and Copper AlloysDocument3 pagesMercurous Nitrate Test For Copper and Copper AlloysLUISALBERTO06011985No ratings yet
- A 1014 - 03 QtewmtqDocument3 pagesA 1014 - 03 QtewmtqLUISALBERTO06011985No ratings yet
- A 988 - 98 Qtk4oc05oaDocument11 pagesA 988 - 98 Qtk4oc05oaLUISALBERTO06011985No ratings yet
- Astm A179-A179m PDFDocument2 pagesAstm A179-A179m PDFMostafaRockNo ratings yet
- A 181 - A 181M - 01 Qte4ms9bmtgxtqDocument3 pagesA 181 - A 181M - 01 Qte4ms9bmtgxtqLUISALBERTO06011985No ratings yet
- A 758 - A 758M - 00 Qtc1oc9bnzu4tqDocument5 pagesA 758 - A 758M - 00 Qtc1oc9bnzu4tqLUISALBERTO06011985No ratings yet
- A 795 - 00 QTC5NS9BNZK1TQDocument6 pagesA 795 - 00 QTC5NS9BNZK1TQsachinguptachdNo ratings yet
- A 778 - 01 Qtc3oaDocument4 pagesA 778 - 01 Qtc3oaLUISALBERTO06011985No ratings yet
- A 928 - A 928M - 00 Qtkyoc0wmaDocument5 pagesA 928 - A 928M - 00 Qtkyoc0wmaLUISALBERTO06011985No ratings yet
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 pagesA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985No ratings yet
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 pagesA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985No ratings yet
- A 192 - A 192M - 02 Qte5mi9bmtkytqDocument3 pagesA 192 - A 192M - 02 Qte5mi9bmtkytqLUISALBERTO06011985No ratings yet
- A 771 - A 771M - 95 R01 QTC3MS9BNZCXTQDocument5 pagesA 771 - A 771M - 95 R01 QTC3MS9BNZCXTQLUISALBERTO06011985No ratings yet
- A 498 - 98 Qtq5oc05oaDocument3 pagesA 498 - 98 Qtq5oc05oaLUISALBERTO06011985No ratings yet
- A 453 - A 453M - 00 Qtq1my0wmaDocument5 pagesA 453 - A 453M - 00 Qtq1my0wmaLUISALBERTO06011985No ratings yet
- A 403 - A 403M - 03 Qtqwmy0wm0eDocument7 pagesA 403 - A 403M - 03 Qtqwmy0wm0eLUISALBERTO06011985No ratings yet
- A 409 - A409m - 95 Qtqwos05nuffmqDocument6 pagesA 409 - A409m - 95 Qtqwos05nuffmqLUISALBERTO06011985No ratings yet
- A 403 - A 403M - 03 Qtqwmy0wmwDocument7 pagesA 403 - A 403M - 03 Qtqwmy0wmwLUISALBERTO06011985No ratings yet
- Din 8559Document1 pageDin 8559Kamal MulchandaniNo ratings yet
- Astm B 366Document13 pagesAstm B 366AVINASH CHAVANNo ratings yet
- Chinook-Services-Wellsite GeologyDocument6 pagesChinook-Services-Wellsite Geologyincharge geologistNo ratings yet
- Bioscrn PDFDocument69 pagesBioscrn PDFNicolas CancioNo ratings yet
- SorptionDocument44 pagesSorptionluckyprimeNo ratings yet
- Raghavendra Bhat. GPUC High School Section, MegaravalliDocument8 pagesRaghavendra Bhat. GPUC High School Section, Megaravallisyedyaseen39375No ratings yet
- COMEDK Important Topics and Revised SyllabusDocument49 pagesCOMEDK Important Topics and Revised SyllabusVishal VermaNo ratings yet
- Particulate Nature of MatterDocument4 pagesParticulate Nature of MatterSandy ItabNo ratings yet
- Analysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualDocument21 pagesAnalysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualdarrenrichncogbpizjkNo ratings yet
- 2022 - Hyd 443 - 1Document201 pages2022 - Hyd 443 - 1api-620585842No ratings yet
- Module - 8 Primary-TreatmentDocument26 pagesModule - 8 Primary-TreatmentARSLAN MASOODNo ratings yet
- AlkanolamideDocument5 pagesAlkanolamidebellesuperNo ratings yet
- European Cat 08 2009-10Document92 pagesEuropean Cat 08 2009-10sitiodossitesNo ratings yet
- Brown ApplesDocument4 pagesBrown ApplesChristian PatriceNo ratings yet
- Bunting Powered Bronze Bushings PDFDocument56 pagesBunting Powered Bronze Bushings PDFFitunopNo ratings yet
- Friction Coefficients of Some Common MaterialsDocument2 pagesFriction Coefficients of Some Common MaterialsWanda Hafiz NurzamanNo ratings yet
- ZL 440 Product Data SheetDocument3 pagesZL 440 Product Data SheetVishal ChudasamaNo ratings yet
- Experiment No.1. (Monograph)Document3 pagesExperiment No.1. (Monograph)ayeza.sarwar2021No ratings yet
- Engineering Mechanics: Second PartDocument18 pagesEngineering Mechanics: Second Partاحمد سلمان عزيز , مسائيCNo ratings yet
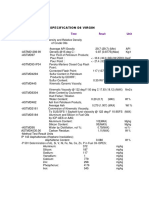
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- Evamarine: Drying Time Set-To-Touch Hard Dry Painting Interval Min MaxDocument1 pageEvamarine: Drying Time Set-To-Touch Hard Dry Painting Interval Min MaxcelescopitoNo ratings yet
- Complete DissertationDocument240 pagesComplete DissertationAriSuandiNo ratings yet
- LPL 322Document2 pagesLPL 322Quality Control BiochemNo ratings yet
- Biofoam: Dosage Rate Application InformationDocument2 pagesBiofoam: Dosage Rate Application InformationDhilNo ratings yet
- Opportunities and Limits of 2k Injection MouldingDocument22 pagesOpportunities and Limits of 2k Injection Mouldingsa_arunkumarNo ratings yet
- Microbiology of Waste Water TreatmentDocument22 pagesMicrobiology of Waste Water TreatmentDevendra SharmaNo ratings yet
- Chemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated ScienceDocument20 pagesChemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated SciencekarlabrooksNo ratings yet
- Food Che. W1-4Document177 pagesFood Che. W1-4mihael jhnsNo ratings yet
- Quiz 1 With AnswerDocument3 pagesQuiz 1 With AnswerAltra ZNo ratings yet
- Gallic AcidDocument28 pagesGallic AcidDolih GozaliNo ratings yet