You might also like
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- 1488644012final Bending - Forming, DrawingDocument31 pages1488644012final Bending - Forming, DrawingasifNo ratings yet
- Runners, Gates and Feed System Data PDFDocument27 pagesRunners, Gates and Feed System Data PDFBade BhausahebNo ratings yet
- Unigraphics Nx7 5 Mold Wizard PDFDocument23 pagesUnigraphics Nx7 5 Mold Wizard PDFyuwrajc100% (1)
- OSHA and steel beam worksheet linksDocument464 pagesOSHA and steel beam worksheet linksWill SmithNo ratings yet
- 00000-Metri-Imperial Unit ToolsDocument4 pages00000-Metri-Imperial Unit ToolsPop JiNo ratings yet
- FORMULAS For CALCULATING RATES1 PDFDocument4 pagesFORMULAS For CALCULATING RATES1 PDFBasara MladenNo ratings yet
- Polymer Journal ListDocument4 pagesPolymer Journal ListAnish KumarNo ratings yet
- Bending and DrawingDocument14 pagesBending and DrawingStelwin FernandezNo ratings yet
- LPG STORAGE TANK DESIGN CALCULATIONSDocument2 pagesLPG STORAGE TANK DESIGN CALCULATIONSRamesh GanapathyNo ratings yet
- Recommended Speed For Turning: Free Machining, Plain Carbon SteelsDocument11 pagesRecommended Speed For Turning: Free Machining, Plain Carbon Steelsjsk_senNo ratings yet
- Basic part numbers and codesDocument37 pagesBasic part numbers and codesMani Rathinam RajamaniNo ratings yet
- Service Philips 2005Document188 pagesService Philips 2005acostaricciNo ratings yet
- Cable List SEAS 70Document381 pagesCable List SEAS 70phankhoa83No ratings yet
- Modelo (Battenfeld) Unidades HM 40/60 (14) HM 100/210 (25) HM 210/525 (35) Clamping UnitDocument1 pageModelo (Battenfeld) Unidades HM 40/60 (14) HM 100/210 (25) HM 210/525 (35) Clamping UnitGerardo ArroyoNo ratings yet
- (Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die ComponentsDocument5 pages(Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die Componentsmonu991No ratings yet
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Document7 pagesUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83No ratings yet
- Academic Project PresentationDocument20 pagesAcademic Project Presentationkishore pm100% (1)
- Key Points To Specified A Injection Moulding MachineDocument2 pagesKey Points To Specified A Injection Moulding MachineNIKHIL PATHADENo ratings yet
- E-Design Tools For Friction Stir Welding - Cost Estimation ToolDocument72 pagesE-Design Tools For Friction Stir Welding - Cost Estimation ToolEDIZONNo ratings yet
- ByStar Fiber Datasheet Eng Original 14278Document2 pagesByStar Fiber Datasheet Eng Original 14278Trần Ngọc ThànhNo ratings yet
- Detector CO2 ParcajeDocument93 pagesDetector CO2 ParcajeStratulat Lucian-IonutNo ratings yet
- Dimensionless Designator of Pipe Size PDFDocument1 pageDimensionless Designator of Pipe Size PDFleoscbdNo ratings yet
- Procedures For Costing Projects With Quantities - MaterialsDocument2 pagesProcedures For Costing Projects With Quantities - MaterialsTran Kim Thanh-VuNo ratings yet
- Cable Sizing SheetDocument76 pagesCable Sizing Sheetprathamesh sawantNo ratings yet
- 725-24-600-12 Cylinder DetailsDocument2 pages725-24-600-12 Cylinder DetailsramabhplNo ratings yet
- Design of Two-Way Slab: GivenDocument21 pagesDesign of Two-Way Slab: GivenJohn Pierce GumapacNo ratings yet
- Linatex Premium Rubber Spec SheetDocument1 pageLinatex Premium Rubber Spec Sheet_Asylum_No ratings yet
- Jigs and Fixtures DesignDocument9 pagesJigs and Fixtures Designazizmaarof100% (4)
- Calculation of Punch StrengthDocument1 pageCalculation of Punch StrengthTolga KurbanNo ratings yet
- Excel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Document3 pagesExcel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Mary Rose MejillanoNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Plastic Injection Moulding MachinesDocument2 pagesPlastic Injection Moulding MachinesFelipe Doria RibeiroNo ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- Costing calculations for India hall buildingDocument8 pagesCosting calculations for India hall buildingRakesh SharmaNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- Material Properties ChartDocument2 pagesMaterial Properties ChartNick PieperNo ratings yet
- 132 - 33 KV TRF Paenl Cabel Termination ScheduleDocument7 pages132 - 33 KV TRF Paenl Cabel Termination ScheduleMathur DineshNo ratings yet
- 住友1705版Document192 pages住友1705版费凌翔No ratings yet
- Shearing Process GuideDocument29 pagesShearing Process GuideSriram MuruganNo ratings yet
- Industrial Practical Training Report General Tyre and Rubber CompanyDocument19 pagesIndustrial Practical Training Report General Tyre and Rubber Companysalman6625No ratings yet
- General Notes: S Piping and Instrument Diagram - Gen1 - System 0000Document1 pageGeneral Notes: S Piping and Instrument Diagram - Gen1 - System 0000sanjay masoodNo ratings yet
- Plate Shear Strength Calculation DetailsDocument6 pagesPlate Shear Strength Calculation DetailsvenkateswaranNo ratings yet
- Shaft Design and CalculationDocument4 pagesShaft Design and CalculationHugo Mario Ariza PalacioNo ratings yet
- Cutter GuideDocument1 pageCutter GuideCarlos RamirezNo ratings yet
- Section 2 Gmaw Fundamentals: 2-1. Basic InformationDocument9 pagesSection 2 Gmaw Fundamentals: 2-1. Basic InformationEnriquinoNo ratings yet
- MP SheetMetal PDFDocument48 pagesMP SheetMetal PDFNhan LeNo ratings yet
- Weight CalculatorDocument2 pagesWeight CalculatorenjoygurujiNo ratings yet
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDocument1 pageWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmNo ratings yet
- Drawing PracticesDocument60 pagesDrawing Practicespverma02No ratings yet
- CircuitvcbDocument8 pagesCircuitvcblalit92112760No ratings yet
- Strengthening MechanismsDocument43 pagesStrengthening MechanismsZahra KaylNo ratings yet
- Gantt Chart LDocument8 pagesGantt Chart LRobin WeigoldNo ratings yet
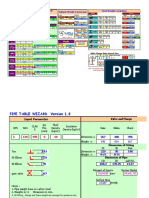
- Drawing Office Calculation Version 2.8 Tubular Weight Conversion Steel Weight Caculation Convert Imperial & MetricDocument7 pagesDrawing Office Calculation Version 2.8 Tubular Weight Conversion Steel Weight Caculation Convert Imperial & MetricJp Tobias0% (1)
- Cylinder Force For PunchingDocument4 pagesCylinder Force For PunchingAntehun MekonnenNo ratings yet
- F= Π X Dt3 X Τk 8Xdmxk: Technical InformationDocument6 pagesF= Π X Dt3 X Τk 8Xdmxk: Technical InformationaleaubrNo ratings yet
- Air Bend Force Chart - SheetMetal PDFDocument4 pagesAir Bend Force Chart - SheetMetal PDFsunilbholNo ratings yet
- D15 Integral Journal BearingsDocument9 pagesD15 Integral Journal BearingsSuresh Kumar MittapalliNo ratings yet
- Menges CrowningDocument8 pagesMenges CrowningTarun GuptaNo ratings yet
- Surface TreatmentDocument24 pagesSurface TreatmentLingarajan RamasamyNo ratings yet
- Quality - Induction ProgramDocument2 pagesQuality - Induction ProgramLingarajan RamasamyNo ratings yet
- Continuity - Level III 9TH DEC2015Document2 pagesContinuity - Level III 9TH DEC2015Lingarajan RamasamyNo ratings yet
- List of Instruments: S.No Instrument Name Instrumnet ID NoDocument2 pagesList of Instruments: S.No Instrument Name Instrumnet ID NoLingarajan RamasamyNo ratings yet
- Change Over Process Check ListDocument1 pageChange Over Process Check ListLingarajan RamasamyNo ratings yet
- Odering Information - Stainless Steel PipeDocument4 pagesOdering Information - Stainless Steel PipeLingarajan RamasamyNo ratings yet
- ISO DocumentsDocument6 pagesISO DocumentsLingarajan RamasamyNo ratings yet
- K1013471870 18Document2 pagesK1013471870 18comphackNo ratings yet
- Quality - Induction ProgramDocument2 pagesQuality - Induction ProgramLingarajan RamasamyNo ratings yet
- COC Air Liquide FastenersDocument3 pagesCOC Air Liquide FastenersLingarajan RamasamyNo ratings yet
- Paints and Varnishes: ISO Standards HandbookDocument5 pagesPaints and Varnishes: ISO Standards Handbookshankar.ouctNo ratings yet
- COC Air Liquide FastenersDocument4 pagesCOC Air Liquide FastenersLingarajan RamasamyNo ratings yet
- JSC - Se S 0073GDocument216 pagesJSC - Se S 0073GLingarajan RamasamyNo ratings yet
- Tolerance As Per ISO 2768-1Document1 pageTolerance As Per ISO 2768-1Lingarajan RamasamyNo ratings yet
- Hot Dip Galvanized CoatingDocument28 pagesHot Dip Galvanized CoatingOci Rizal100% (6)
- Permissible Tolerance as SS-ISO-2768-CDocument1 pagePermissible Tolerance as SS-ISO-2768-CLingarajan RamasamyNo ratings yet
- Induction For New WelderDocument1 pageInduction For New WelderLingarajan RamasamyNo ratings yet
- Profile Metalice HEA-Caracteristici GeometriceDocument1 pageProfile Metalice HEA-Caracteristici GeometriceCristi PopNo ratings yet
- 7QC Tools BBDocument188 pages7QC Tools BBLingarajan Ramasamy100% (2)
- Issues To Address... : Chapter 14/15-1Document11 pagesIssues To Address... : Chapter 14/15-1Alex Nico JhoentaxsNo ratings yet
- Astm A283Document2 pagesAstm A283Ahmad Udin100% (1)
- 3074 PDFDocument18 pages3074 PDFsunil srivastavaNo ratings yet
- (2017) Review On Mechanical Properties of Banana FiberDocument5 pages(2017) Review On Mechanical Properties of Banana Fiberdeepen_banoriyaNo ratings yet
- Dental Casting Alloys FinalDocument175 pagesDental Casting Alloys FinalNiaz Ahammed0% (1)
- Universal Testing MachineDocument26 pagesUniversal Testing MachineAlyan YousafNo ratings yet
- QA Plan Polyethylene Pipes Supply Gaseous Fuel IS 14885Document3 pagesQA Plan Polyethylene Pipes Supply Gaseous Fuel IS 14885Gururaj P KundapurNo ratings yet
- PugalenthiDocument7 pagesPugalenthiTHANI ORUVANNo ratings yet
- Formiga P Materials en 0Document23 pagesFormiga P Materials en 0Mihajilo TosicNo ratings yet
- General Properties of Dental MaterialsDocument7 pagesGeneral Properties of Dental Materialsalaa jaleelNo ratings yet
- Thin-Walled Pressure VesselsDocument43 pagesThin-Walled Pressure VesselsAdonis C. BibatNo ratings yet
- Hand Operated Can CrusherDocument60 pagesHand Operated Can CrusherParen Trivedi100% (2)
- AISI1040Document2 pagesAISI1040Anonymous qRbPsLpuNNo ratings yet
- Seamless Carbon Steel Pipe For High-Temperature ServiceDocument25 pagesSeamless Carbon Steel Pipe For High-Temperature ServiceMauricio AdameNo ratings yet
- S Chambro N 2008Document7 pagesS Chambro N 2008Jose Luis Ubilla ⎝⏠⏝⏠⎠No ratings yet
- Concrete PropertiesDocument32 pagesConcrete PropertiesEldho CaNo ratings yet
- Effect of Weld Parameters On Mechanical Properties of The Friction Stir Welding Aa6063-T5Document9 pagesEffect of Weld Parameters On Mechanical Properties of The Friction Stir Welding Aa6063-T5HUỲNH HOÀNG TÚNo ratings yet
- Nickel-Chromium-Molybdenum-Tungsten-Alloys (UNS N06110) Welded PipeDocument5 pagesNickel-Chromium-Molybdenum-Tungsten-Alloys (UNS N06110) Welded PipeNav TalukdarNo ratings yet
- Ce 201 PDFDocument141 pagesCe 201 PDFMuntashir MunimNo ratings yet
- Giroud 1981 and Noiray Unpaved Road Design Corrected OCRDocument39 pagesGiroud 1981 and Noiray Unpaved Road Design Corrected OCRDanny Lam100% (1)
- Def Stan 00-970Document11 pagesDef Stan 00-970stefan.vince536No ratings yet
- Chlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)Document6 pagesChlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)gullenariNo ratings yet
- Is 15652Document14 pagesIs 15652girish19100% (1)
- Is 1897Document9 pagesIs 1897Yuvaraj SathishNo ratings yet
- OTW MaterijalDocument29 pagesOTW Materijalb_0102_7891No ratings yet
- Astm f1470Document5 pagesAstm f1470mombarreNo ratings yet
- Steel Wire For Mechanical Springs DIN: European Standard EN 10270-1: 2001 Has The Status of A DIN StandardDocument27 pagesSteel Wire For Mechanical Springs DIN: European Standard EN 10270-1: 2001 Has The Status of A DIN StandardDiego CamargoNo ratings yet
- ElasticityDocument80 pagesElasticityRisa M. LimNo ratings yet
- RilemDocument78 pagesRilemسارة المالكيNo ratings yet