You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Inspecting Fractionation Towers PDFDocument5 pagesInspecting Fractionation Towers PDFChem.EnggNo ratings yet
- Inspecting Fractionation TowersDocument5 pagesInspecting Fractionation Towersfawmer61No ratings yet
- Designing A Crude Unit Heat Exchanger NetworkDocument8 pagesDesigning A Crude Unit Heat Exchanger NetworkFred FaberNo ratings yet
- Salt Fouling FCCDocument6 pagesSalt Fouling FCCVenkatesh Kumar RamanujamNo ratings yet
- APP NOTE 01 Crude Unit OverheadDocument2 pagesAPP NOTE 01 Crude Unit OverheadDaniele CirinaNo ratings yet
- Electro DesaltingDocument2 pagesElectro DesaltingMohamed Youssef100% (1)
- Distillation Tray Types Operation TRBSHTDocument38 pagesDistillation Tray Types Operation TRBSHTGary JonesNo ratings yet
- Corrosion in CDUDocument5 pagesCorrosion in CDUelgawadhaNo ratings yet
- Corrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsDocument16 pagesCorrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsMaría Alejandra Quintero PinillaNo ratings yet
- Analysis of FoamingDocument16 pagesAnalysis of Foamingjafo_211No ratings yet
- 10 - Distillation Revamp Pitfalls To AvoidDocument8 pages10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioNo ratings yet
- App Note 02 Amine UnitDocument2 pagesApp Note 02 Amine UnitJamesNo ratings yet
- Improve Your Plantwide Steam Network Part 2Document6 pagesImprove Your Plantwide Steam Network Part 2Humayun Rashid KhanNo ratings yet
- Challenges Crude ProcessingDocument17 pagesChallenges Crude ProcessingAnonymous msVFzaNo ratings yet
- Identifying Poor HXDocument4 pagesIdentifying Poor HXBhargava ramNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocument18 pagesHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMNo ratings yet
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- Fired Heaters Convection SectionDocument25 pagesFired Heaters Convection Sectionweam nour100% (1)
- Boiler Heat FluxDocument8 pagesBoiler Heat FluxMubarik Ali100% (1)
- Hydroprocessing DepropanizerDocument12 pagesHydroprocessing DepropanizerSathish KumarNo ratings yet
- Controlling Fired HeatersDocument6 pagesControlling Fired HeatersiqjoeljoachinNo ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- About Delayed Coking Unit InspectionsDocument96 pagesAbout Delayed Coking Unit Inspectionspiolinwalls100% (1)
- UOP Operations Skills For The 21st Century PaperDocument16 pagesUOP Operations Skills For The 21st Century PaperOmar EzzatNo ratings yet
- MAT-32 Managing Chlorides PDFDocument24 pagesMAT-32 Managing Chlorides PDFVictor Doan100% (1)
- Corrosion Management in Hydrocracking and Hydroprocessing UnitsDocument12 pagesCorrosion Management in Hydrocracking and Hydroprocessing UnitsMubeenNo ratings yet
- Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions (51300-06576-Sg)Document20 pagesPrediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions (51300-06576-Sg)Hasrul HilmiNo ratings yet
- Corrosion Prevention Yanbu RefineryDocument10 pagesCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Oil Ref Walk ThroughDocument7 pagesOil Ref Walk ThroughSumedh SinghNo ratings yet
- Upgrading of Heavy Crude Oils - CastillaDocument7 pagesUpgrading of Heavy Crude Oils - Castillapks24886No ratings yet
- High TAN CrudesDocument7 pagesHigh TAN Crudesmanassk100% (1)
- Engineering Encyclopedia: Distillation ProcessDocument70 pagesEngineering Encyclopedia: Distillation ProcessLogeswaran AppaduraiNo ratings yet
- Solve The Five Most Common FCC ProblemsDocument21 pagesSolve The Five Most Common FCC ProblemsOMID464No ratings yet
- 17.4 Boiler and Feed-Water TreatmentDocument28 pages17.4 Boiler and Feed-Water Treatmentnomeacuerdo1No ratings yet
- Maximising Heat Exchanger CleaningDocument4 pagesMaximising Heat Exchanger CleaningAlexNo ratings yet
- Lessons Learned in The Classroom - Tower Pressure and CapacityDocument1 pageLessons Learned in The Classroom - Tower Pressure and CapacityBramJanssen76No ratings yet
- 2014 PTQ q4Document156 pages2014 PTQ q4digeca100% (1)
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- Ammonium Bi-Sulphide Corrosion in HydrocrackersDocument5 pagesAmmonium Bi-Sulphide Corrosion in HydrocrackersiarzuamNo ratings yet
- 104SE-Feed Contaminants in Hydroprocessing UnitsDocument5 pages104SE-Feed Contaminants in Hydroprocessing UnitsRoii RoyyNo ratings yet
- What Is The Definition of Overflash in A Crude Distillation ColumnDocument3 pagesWhat Is The Definition of Overflash in A Crude Distillation ColumnDhanny MiharjaNo ratings yet
- Delayed Coker Fired HeatersDocument20 pagesDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- White Paper Gasoline BlendingDocument12 pagesWhite Paper Gasoline BlendingHeniNo ratings yet
- 21 Surface CondensersDocument12 pages21 Surface CondensersMohsin EhsanNo ratings yet
- Design Vacuum UnitsDocument6 pagesDesign Vacuum UnitsAmit YadavNo ratings yet
- Crude Overhead DesignDocument5 pagesCrude Overhead DesignDaniele CirinaNo ratings yet
- Corrosion Protection of CondesateDocument8 pagesCorrosion Protection of CondesateArselan Mustafa KhanNo ratings yet
- Furnace Flooding, 011107Document11 pagesFurnace Flooding, 011107Arief HidayatNo ratings yet
- Inspecting Fractionation TowersDocument11 pagesInspecting Fractionation Towersjafo_211100% (1)
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- Discussion Wash Water Systems - UOPDocument21 pagesDiscussion Wash Water Systems - UOPAvinaw100% (1)
- FCCDocument50 pagesFCCevinueNo ratings yet
- Troubleshooting FCC Circulation ProblemsDocument6 pagesTroubleshooting FCC Circulation ProblemsLefter RinaldoNo ratings yet
- Atmospheric DistillationDocument114 pagesAtmospheric DistillationAhmed Mohamed Khalil67% (3)
- Effective Corrosion Control Techniques For Crude Unit OverheadsDocument17 pagesEffective Corrosion Control Techniques For Crude Unit OverheadsNishat M PatilNo ratings yet
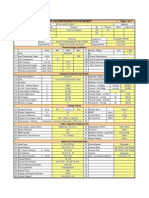
- FO14-104 Vacuum Deaerator Datasheet - Rev ADocument3 pagesFO14-104 Vacuum Deaerator Datasheet - Rev AHuzefa Calcuttawala100% (2)
- Resume UpdatedDocument2 pagesResume UpdatedHuzefa Calcuttawala100% (2)
- HETP Preliminary CalculationDocument2 pagesHETP Preliminary CalculationHuzefa CalcuttawalaNo ratings yet
- Wire Gauze SPDocument1 pageWire Gauze SPHuzefa CalcuttawalaNo ratings yet
- Demister DesignDocument1 pageDemister DesignHuzefa Calcuttawala100% (1)
- Model Edited AplanningDocument3 pagesModel Edited AplanningHuzefa CalcuttawalaNo ratings yet
- High DP Orifice FlowDocument2 pagesHigh DP Orifice FlowtibitomicNo ratings yet
- Welchem CatalogueDocument2 pagesWelchem CatalogueHuzefa CalcuttawalaNo ratings yet
- Gas Distributor DesignDocument9 pagesGas Distributor DesignHuzefa CalcuttawalaNo ratings yet
- IIFT PrintoutDocument3 pagesIIFT PrintoutHuzefa CalcuttawalaNo ratings yet
- 1M5112 DT-S ModelDocument1 page1M5112 DT-S ModelHuzefa CalcuttawalaNo ratings yet
- 2007 Crossroads ShaddickDocument10 pages2007 Crossroads ShaddickDeckie NilNo ratings yet
- Direct Contact Heat TransferDocument6 pagesDirect Contact Heat TransferHuzefa CalcuttawalaNo ratings yet
- 225-C01 Waste Water Stripper ColumnDocument1 page225-C01 Waste Water Stripper ColumnHuzefa CalcuttawalaNo ratings yet
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDocument30 pagesDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesHuzefa Calcuttawala0% (1)
- Packed TowerDocument164 pagesPacked TowerHuzefa Calcuttawala100% (1)
- Absorption ColumnsDocument55 pagesAbsorption ColumnsHuzefa CalcuttawalaNo ratings yet
- Liquid Distribution and Its Effect On Local Mass Transfer in A PaDocument155 pagesLiquid Distribution and Its Effect On Local Mass Transfer in A PaHuzefa CalcuttawalaNo ratings yet
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Packed TowerDocument164 pagesPacked TowerHuzefa Calcuttawala100% (1)
- 8243-Mass Transfer 2Document4 pages8243-Mass Transfer 2Huzefa CalcuttawalaNo ratings yet
- 46-C01 Internals - Distributor & GratingDocument1 page46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNo ratings yet
- 91004QKXDocument150 pages91004QKXbiggy boszNo ratings yet
- Sie Krishna RevChemEng 1998 Part 3Document50 pagesSie Krishna RevChemEng 1998 Part 3Huzefa CalcuttawalaNo ratings yet
- 46-C01 Internals - Distributor & GratingDocument1 page46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNo ratings yet
- HyCator CaseStudy BFPDocument7 pagesHyCator CaseStudy BFPHuzefa CalcuttawalaNo ratings yet
- Health and Safety PolicyDocument201 pagesHealth and Safety PolicyKoshal Rai100% (3)
- HyCa Technologies BrochureDocument7 pagesHyCa Technologies BrochureHuzefa CalcuttawalaNo ratings yet
- Envirosurv LTD.: Health & Safety Policy & Procedures ManualDocument1 pageEnvirosurv LTD.: Health & Safety Policy & Procedures ManualHuzefa CalcuttawalaNo ratings yet
- Certificado Brida 3Document1 pageCertificado Brida 3juan aguilarNo ratings yet
- Vtu BTD Notes For Pure Substance ChapterDocument24 pagesVtu BTD Notes For Pure Substance ChapterNAVEENNo ratings yet
- Cat ArielDocument107 pagesCat Arieljorge velasquezNo ratings yet
- 800 Product Brochure - Rev 022118 PDFDocument4 pages800 Product Brochure - Rev 022118 PDFeliasjosecNo ratings yet
- Concrete Slump TestDocument6 pagesConcrete Slump TestHussein BeqaiNo ratings yet
- Motor Protection and Control - Catalogue - 2012Document392 pagesMotor Protection and Control - Catalogue - 2012Jigyesh SharmaNo ratings yet
- Automation of Boiler Gas Burner Management System Using PLC: P. K. Bhowmik, S.K. DharDocument5 pagesAutomation of Boiler Gas Burner Management System Using PLC: P. K. Bhowmik, S.K. DharAkoKhalediNo ratings yet
- TRI SHiELD Brochure FLTR Purple Engineering 1Document6 pagesTRI SHiELD Brochure FLTR Purple Engineering 1FLTR PURPLE E.No ratings yet
- 20 MN CR 5Document4 pages20 MN CR 5Pulkit GururaniNo ratings yet
- Cars 2 Activity Book Printable 0511 PDFDocument5 pagesCars 2 Activity Book Printable 0511 PDFGustavo VydraNo ratings yet
- ASTM A108 TolerancesDocument9 pagesASTM A108 TolerancesJosh ByronNo ratings yet
- Sensors Pt100 TF Datasheet e ZIEHL-1Document4 pagesSensors Pt100 TF Datasheet e ZIEHL-1Anom HarimurtiNo ratings yet
- How Disassemble and Reassemble A ComputerDocument35 pagesHow Disassemble and Reassemble A ComputertheoremineNo ratings yet
- Design Project 2013Document154 pagesDesign Project 2013Fahad HussainNo ratings yet
- ASTM B580 - Anodic Oxide Coating For AluminumDocument3 pagesASTM B580 - Anodic Oxide Coating For AluminumEduardo Javier Granados Sanchez100% (2)
- Mpy315 FinalDocument21 pagesMpy315 FinalCharles ChivengahNo ratings yet
- Summative-Test Tle 9Document2 pagesSummative-Test Tle 9Maryjoy VillajosNo ratings yet
- Paper Pencil MachineDocument8 pagesPaper Pencil Machinemehul dholakiyaNo ratings yet
- F5118 FP382Document2 pagesF5118 FP382José Emilio D' LeónNo ratings yet
- Large Format Printing: Print Outdoor Print IndoorDocument11 pagesLarge Format Printing: Print Outdoor Print IndoorRega PratamaNo ratings yet
- DSMTS-0095.3 NiCrAlMo CompositeDocument3 pagesDSMTS-0095.3 NiCrAlMo Compositeivanis_davorNo ratings yet
- Torsion of Prismatic BarsDocument7 pagesTorsion of Prismatic BarsSmitha PraveenNo ratings yet
- 4CH0 2C Que 20120307Document16 pages4CH0 2C Que 20120307kirki pNo ratings yet
- ChE 206.01 Introduction To Hydrate Inhibition and DehydrationDocument95 pagesChE 206.01 Introduction To Hydrate Inhibition and DehydrationMo'tasem SerdanehNo ratings yet
- 20d-Stepped Masonry Retaining Wall-Stability CheckDocument6 pages20d-Stepped Masonry Retaining Wall-Stability CheckParthiban Arivazhagan100% (1)
- Calefactor TG8HDocument6 pagesCalefactor TG8HIng. José Antonio GuerreroNo ratings yet
- Steel Making IntroductionDocument17 pagesSteel Making IntroductionHari sadu100% (2)
- Manufacturing of Soda Ash Via Solvay Process 1Document12 pagesManufacturing of Soda Ash Via Solvay Process 1John Pan100% (1)
- TRENT 900 (Finalize) PDFDocument61 pagesTRENT 900 (Finalize) PDFAzriSafwanRusli100% (3)
- Sigma Buffer ChartDocument2 pagesSigma Buffer CharttianajokicNo ratings yet