Professional Documents
Culture Documents
TESIS Mecanica Diseno Pahl9E
Uploaded by
carlos01rbCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TESIS Mecanica Diseno Pahl9E
Uploaded by
carlos01rbCopyright:
Available Formats
DISEO DE UNA MQUINA PARA DETECTAR POROSIDAD EN FUNDAS
CORRUGADAS
SANTIAGO ISAZA ARANA
Trabajo de grado
UNIVERSIDAD NACIONAL DE COLOMBIA
FACULTAD DE MINAS
ESCUELA DE INGENIERA ELCTRICA Y MECNICA
SEDE MEDELLN
2009
2
AGRADECIMIENTOS
Agradezco los consejos y el apoyo brindado por el profesor Jorge Ivn lvarez,
tambin agradezco a mi familia por creer en m y estar conmigo cuando ms los
necesito.
3
TABLA DE CONTENIDO
LISTA DE FIGURAS ........................................................................................................................ 6
LISTA DE TABLAS .......................................................................................................................... 7
LISTA DE ANEXOS ......................................................................................................................... 8
INTRODUCCIN ............................................................................................................................. 9
1. ESTADO DEL ARTE ................................................................................................................ 10
1.1 EVOLUCIN EN MATERIA PRIMA ................................................................................... 11
2. METODOLOGA DEL PROYECTO ....................................................................................... 14
2.1. FASES SEGN MODELO DE PAHL Y BEITZ ................................................................... 14
2.1.1. FASE 1. ESPECIFICACIONES. ................................................................................................. 14
2.1.2. FASE 2. DISEO CONCEPTUAL. ............................................................................................ 14
2.1.3. FASE 3. DISEO DE INGENIERA. .......................................................................................... 14
2.1.4. FASE 4. DISEO DE DETALLE. .............................................................................................. 14
3. MARCO TEORICO ................................................................................................................... 16
3.1. MECANISMOS PARA MEDIR LA CALIDAD DE UNA FUNDA ..................................... 16
3.1.1. INYECCIN DE AIRE A PRESIN. .......................................................................................... 16
3.1.2. INYECCIN DE AGUA A PRESIN. ........................................................................................ 16
3.1.3. INMERSIN EN AGUA CON INYECCIN DE AIRE A PRESIN. ................................................ 17
3.1.4. PRUEBA DE GASES. .............................................................................................................. 17
4. PROCESO DE DISEO ............................................................................................................ 18
4.1. DEFINICIN DEL PROBLEMA .......................................................................................... 18
4.2. DECLARACIN DE LA MISIN ........................................................................................ 19
4.2.1. DESCRIPCIN DEL PRODUCTO. ............................................................................................. 19
4.2.2. MERCADO PRIMARIO. .......................................................................................................... 19
4.2.3. POSTULADOS. ...................................................................................................................... 19
4.2.4. PERSONAS INTERESADAS. ................................................................................................... 19
5. NECESIDADES Y ESPECIFICACIONES DEL PRODUCTO ............................................. 19
4
5.1. OBJETIVO DE LA INVESTIGACIN ............................................................................ 19
5.2. NECESIDADES DEL OPERARIO ....................................................................................... 20
5.3. NECESIDADES DEL CLIENTE .......................................................................................... 21
5.4. MATRIZ DE NECESIDADES-MEDIDAS .......................................................................... 21
6. DISEO CONCEPTUAL .......................................................................................................... 23
6.1. CAJA NEGRA ....................................................................................................................... 23
6.2. ESTRUCTURA FUNCIONAL ............................................................................................. 24
6.2.1. FUNCIONES DE LA ESTRUCTURA FUNCIONAL. ..................................................................... 25
6.3. GENERACIN DE ALTERNATIVAS ................................................................................ 27
6.4. METODOLOGA DE EVALUACIN Y RESULTADOS .................................................. 27
6.4.1. PUNTAJE Y CRITERIOS DE EVALUACIN PARA LA MATRIZ DE PROYECCIN. ...................... 28
6.4.2. PUNTAJE Y CRITERIO DE EVALUACIN PARA LA MATRIZ DE PUNTUACIN. ....................... 29
6.4.3. DESCRIPCIN DE LOS CRITERIOS. ........................................................................................ 30
6.4.4. CONCEPTOS SOLUCIN. ....................................................................................................... 32
6.4.4.1. DESCRIPCIN RUTA SOLUCIN 1. ..................................................................................... 34
6.4.4.2. DESCRIPCIN RUTA SOLUCIN 2. ..................................................................................... 34
6.4.5. EVALUACIN DE LAS RUTAS DE SOLUCIN......................................................................... 35
6.4.5.1. CRITERIOS DE EVALUACIN. ............................................................................................ 35
6.4.5.2. CALIFICAR CONCEPTOS. .................................................................................................... 35
6.4.5.3. SELECCIONAR UNA RUTA. ................................................................................................. 36
6.4.5.4. REFLEXIONAR SOBRE LOS RESULTADOS. ......................................................................... 36
7. DISEO DE INGENIERA ....................................................................................................... 36
7.1. MODULO DE YOUNG DEL CAUCHO SINTTICO ......................................................... 36
7.2. FUERZA REQUERIDA PARA GARANTIZAR SELLE HERMTICO .............................. 37
7.3. CLCULO DE FUERZAS EN LOS PISTONES .................................................................. 38
7.4. ANLISIS DE CARGAS ...................................................................................................... 40
7.4.1. EJE PRINCIPAL. ..................................................................................................................... 40
7.4.2. MORDAZA INFERIOR. ........................................................................................................... 40
7.5. CLCULO DEL FACTOR DE SEGURIDAD...................................................................... 41
7.5.1. EJE PRINCIPAL. .................................................................................................................... 41
7.5.2. MORDAZA INFERIOR. .......................................................................................................... 41
7.6. SELECCIN DE PISTONES ................................................................................................ 42
7.6.1. PISTN 1. ............................................................................................................................. 42
5
7.6.2. PISTN 2. ............................................................................................................................. 42
7.7. ACCESORIOS REQUERIDOS EN EL SISTEMA NEUMTICO .................................. 43
7.8. ELEMENTOS CONSTITUYENTES DEL PROBADOR DE FUNDAS CORRUGADAS .. 44
7.9. DESCRIPCIN DE FUNCIONES DEL PROBADOR DE ORUGAS .................................. 46
8. COTIZACION DEL PROBADOR DE FUNDAS CORRUGADAS ...................................... 47
9. CONCLUSIN ........................................................................................................................... 47
10. RECOMENDACIONES .......................................................................................................... 48
11. BIBLIOGRAFA ....................................................................................................................... 48
6
LISTA DE FIGURAS
FIGURA 1. ALIFLEX ........................................................................................................................... 12
FIGURA 2. MODELO DE PAHL Y BELTZ ............................................................................................ 15
FIGURA 3. CAJA NEGRA (PROBADOR DE FUNDAS CORRUGADAS) ................................................. 23
FIGURA 4. ESTRUCTURA FUNCIONAL (PROBADOR DE FUNDAS CORRUGADAS) ............................ 24
FIGURA 5. DEFORMACIN DEL CAUCHO .......................................................................................... 37
FIGURA 6. DCL MORDAZA SUPERIOR .............................................................................................. 38
FIGURA 7. DCL SISTEMA MORDAZA INFERIOR ................................................................................ 39
FIGURA 8. DCL EJE PRINCIPAL ........................................................................................................ 40
FIGURA 9. DCL MORDAZA INFERIOR ............................................................................................... 40
FIGURA 10. ELEMENTOS DEL PROBADOR DE FUNDAS CORRUGADAS ........................................... 44
FIGURA 11. ELEMENTOS DEL PROBADOR DE FUNDAS CORRUGADAS ........................................... 44
FIGURA 12. ELEMENTOS DEL PROBADOR DE FUNDAS CORRUGADAS ........................................... 45
FIGURA 13. ELEMENTOS DEL PROBADOR DE FUNDAS CORRUGADAS ........................................... 45
FIGURA 14. ACOPLAR LA FUNDA CORRUGADA ............................................................................... 46
FIGURA 15. POSICIONAR LA FUNDA CORRUGADA .......................................................................... 46
FIGURA 16. A) SELLAR LA FUNDA CORRUGADA; B) PROBAR LA FUNDA CORRUGADA .................. 47
Nota: Figuras no referenciadas son de autora propia
7
LISTA DE TABLAS
Nota: Tablas no referenciadas son de autora propia
8
LISTA DE ANEXOS
ANEXO 1. MATRICES DE PROYECCIN .................................................................................... 49
ANEXO 2. MATRICES DE PUNTUACIN ................................................................................... 54
ANEXO 3. DEFORMACIN DEL CAUCHO ................................................................................. 59
ANEXO 4. CARGA. CORTANTE, MOMENTO EN EL EJE PRINCIPAL Y MORDAZA
INFERIOR ................................................................................................................................. 60
ANEXO 5. FACTOR DE SEGURIDAD EJE PRINCIPAL .............................................................. 64
ANEXO 6. FACTOR DE SEGURIDAD MORDAZA INFERIOR ................................................... 65
ANEXO 7. ACCESORIOS ................................................................................................................ 66
ANEXO 8. COTIZACIN ................................................................................................................ 67
9
INTRODUCCIN
Los empaques para alimentos son muy importantes para conservar la humedad,
higiene y sabor de un producto, por lo tanto es esencial asegurar el buen estado
del empaque. Para obtener un empaque bien sellado y sin porosidad debe tenerse
en cuenta los factores de riesgo en cada uno de los procedimientos previos a la
obtencin del empaque final, como son la extrusin del plstico, impresin,
laminado y sellado de la bolsa.
Para garantizar la calidad de un empaque en ALICO se realizan pruebas tanto a
fundas como a bolsas termo selladas. El mtodo que se utiliza para efectuar la
prueba de calidad a las fundas no es apropiado debido a que el procedimiento es
tedioso, daa el material y no se ejecuta con la periodicidad adecuada para
asegurar que el producto final que se despacha se encuentra en buen estado. En
el caso de las bolsas termo selladas la prueba de calidad que se efecta es
rpida, efectiva y permite obtener un diagnstico oportuno acerca de la condicin
del empaque.
Por lo tanto se disea un equipo de pruebas para fundas efectivo, eficiente, fcil
de usar y no destructivo; para lograr este propsito se plantean diferentes
alternativas de solucin correspondientes al diseo conceptual del producto, se
evalan las alternativas de solucin aplicando criterios tcnicos y se selecciona la
alternativa adecuada para solucionar el problema.
1
1
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
10
1. ESTADO DEL ARTE
Para facilitar la comercializacin y transporte de fundas, stas se corrugan antes
de ser distribuidas a los fabricantes de embutidos. El proceso de corrugado de
fundas para salchicha consiste en introducir la funda en un tubo gua e inflarla,
posteriormente se pasa la funda por unos pliegues helicoidales que la corrugan.
En el pasado han existido diferentes mtodos para determinar la calidad de una
funda. Una de las pruebas comnmente implementadas es la de inyectar aire a
una presin determinada en la funda corrugada con sus extremos sellados, la
funda se infla rpidamente al pasar de un estado corrugado a totalmente estirado.
La prueba de calidad corresponde al nmero de fisuras bajo una determinada
presin aplicada.
Otra prueba de calidad utilizada consiste en aplicar presin de agua en la funda
estirada. Primero se procede a llenar de agua la funda, luego se pone en el suelo,
y por ltimo se presiona; el nmero de fisuras obtenidas a partir de la presin
hidrulica aplicada, determina la calidad de la misma. Estas dos pruebas
aproximan la condicin real de relleno en la funda con emulsin de salchicha, por
lo tanto tambin se prueban las fundas simulando la consistencia de la emulsin
de la salchicha, por medio de una emulsin sinttica, la cual se ingresa en la funda
imitando las condiciones de relleno reales que se dan en la produccin; en este
caso el criterio de calidad es el numero de fisuras por nmero de fundas
seleccionadas para realizar la prueba.
Los mtodos anteriormente planteados dan una aproximacin acertada del
desempeo de la funda bajo condiciones reales de relleno, pero son ensayos
11
destructivos, la funda queda inutilizable, ya que se expande y se rompe segn el
medio utilizado para realizar la prueba (agua, aire, emulsin sinttica) lo cual
conlleva a generar perdidas en la produccin.
Para obtener una correlacin confiable entre las fallas obtenidas en las pruebas de
fundas y las fallas que se pueden tener en el proceso de relleno de emulsin de
salchicha, al menos debe ser probado el 5% de la produccin, por lo tanto si la
prueba a implementar es destructiva, las perdidas en una empresa pueden ser
millonarias, es por eso que debe buscarse una solucin que cumpla lo siguiente:
obtener un dato confiable en la prueba y conservar en buen estado la funda
utilizada en el ensayo, es decir, implementar una prueba no destructiva.
2
El alcance de este proyecto de diseo es presentar una alternativa para disminuir
las devoluciones de fundas corrugadas defectuosas haciendo uso de una maquina
eficiente y de fcil manejo, que elimine el mtodo inadecuado que se implementa
actualmente en ALICO para probarlas.
1.1 EVOLUCIN EN MATERIA PRIMA
Las fundas para salchichas se han comercializado desde hace aproximadamente
80 aos, la mayora de las fundas para carnes fras se fabricaban a partir de
celulosa regenerada o de celulosa regenerada con papel fibroso. Existen dos
categoras: livianas y pesadas, las fundas livianas por lo general se dejaban en el
producto cuando este se cocinaba y se quitaba justo antes de consumirlo, las
fundas pesadas se usaban para salchichas de mayor dimetro como el salami,
salchichn, entre otros; tambin sola cocinarse el producto con este tipo de funda.
Tambin se hacan fundas de fibra de colgeno, que se retiraba de la salchicha
antes de cocinarse.
2
http://www.google.com/patents?id=v-BgAAAAEBAJ&dq=shirring+test
12
En la actualidad este tipo de fundas se siguen implementando, pero en menor
medida, debido a que no se garantiza la conservacin de la humedad del producto
y tampoco se asegura que no se filtren gases externos hacia el mismo.
3
En ALICO, se fabrican dos tipos de fundas, ALIFLEX y ALIFAN.
ALIFLEX es una funda multicapa biorientada, fabricada principalmente de
poliamida, elaborada por ALICO. Su principal aplicacin esta en el rea crnica y
de los derivados crnicos especialmente en la industria de los embutidos. Este tipo
de funda presenta excelentes propiedades de barrera evitando la prdida de peso
de los productos, una alta elasticidad y propiedades de termo encogimiento que
permiten lograr unas ptimas caractersticas de apariencia y preservacin de la
apariencia.
Presenta adherencia a los productos crnicos y es ampliamente utilizado para el
embutido de salchichones, mortadelas, jamonadas, jamones, bolognas,
cerveceros, salamis, pasteles, carnes adobadas y dems productos tpicos de la
industria crnica. Adems tiene amplias aplicaciones en el envasado de pulpas de
frutas, quesos, salsas, sopas, grasas. Este material posee alta resistencia
mecnica, resistencia, estabilidad qumica y uniformidad en el calibre; ALIFLEX
est compuesto por 5 capas:
Figura 1. Aliflex
3
http://www.google.com/patents?id=v-BgAAAAEBAJ&dq=shirring+test
13
Capa 1: Da barrera a los gases, resistencia trmica y Mecnica.
Capa 2: Adhesivo
Capa 3: Da barrera a la humedad, lo que ayuda a que no haya arrugamiento.
Aumenta la elasticidad del material y mejora las propiedades de corte de la funda
biorientada. Mejora la pigmentacin.
Capa 4: Adhesivo.
Capa 5: Sirve para dar adherencia de la funda a la pasta. Evita que la funda se
separe del producto en el momento del corte y que la apariencia sea buena en
todo momento.
ALIFAN es una funda mono capa, con propiedades de barrera a gases y vapor de
agua. Evita la prdida de peso de los productos. Posee ventajas como resistencia
mecnica, resistencia e inercia qumica, uniformidad en el calibre, adherencia al
producto embutido. Aplicaciones en productos como jamones, mortadelas,
jamonadas, carnes adobadas, albondigones, jamones, salchichones, pastas de
carne, pasteles de verduras, pat y otros productos alimenticios, tales como
grasas alimenticias, quesos fundidos, productos seleccionados (ensaladas de
carne), etc.
En ALICO la presentacin de fundas corrugadas son de 43 y 53cm partiendo de
un estado estirado de 60 y 100m.
4
4
www.alico-sa.com/industria.htm
14
2. METODOLOGA DEL PROYECTO
Para el desarrollo de este proyecto se emplear la metodologa basada en el
modelo de Pahl y Beitz, la cual podr ser modificada durante el proceso de diseo
para adaptarla a una situacin particular.
2.1. FASES SEGN MODELO DE PAHL Y BEITZ
Las fases principales definidas por esta metodologa son:
2.1.1. Fase 1. Especificaciones.
En esta fase se recopila la informacin acerca de los requerimientos y
restricciones que deben incorporarse en el producto.
2.1.2. Fase 2. Diseo conceptual.
A se define como la fase del proceso de diseo que toma el planteamiento del
problema (especificacin de diseo) y genera soluciones amplias en forma de
esquemas (conceptos).
2.1.3. Fase 3. Diseo de ingeniera.
Se parte del concepto, se desarrolla con mayor detalle y se hacen los clculos
bsicos necesarios para asegurar la funcionalidad del sistema para as desarrollar
un producto de acuerdo con las consideraciones tcnicas, econmicas y de
producto. En esta etapa se genera un plano de conjunto que explique en su
totalidad el funcionamiento del producto, sin hacer descripcin de los detalles.
2.1.4. Fase 4. Diseo de detalle.
En esta etapa del proceso de diseo se parte de una definicin proporcionada por
los planos de conjunto y la memoria anexa. El diseo de detalle se expresa a
travs de un plano, el cual tiene como objetivo precisar y plasmar toda la
informacin necesaria sobre detalles de fabricacin del producto.
15
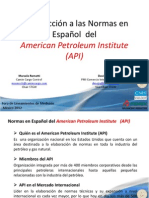
En la figura 1, se aprecian los pasos principales de diseo que se implementaran
para obtener el producto deseado.
5
Figura 2. Modelo de Pahl y Beltz
Fuente: Cross (1999 p.37)
5
CROSS, Nigel. Mtodos de Diseo: Estrategias para el diseo de productos. Mxico: Limusa,
1999.
16
3. MARCO TEORICO
3.1. MECANISMOS PARA MEDIR LA CALIDAD DE UNA FUNDA
3.1.1. Inyeccin de aire a presin.
Equipo necesario:
- Fuente de aire a presin
- Mecanismo para sellar los extremos de la funda.
Procedimiento detallado:
Se toma la funda corrugada y se sella en sus extremos. Uno de los extremos de la
funda tiene un acople que permite la conexin de la fuente de aire. Se conecta la
fuente de aire y se presuriza el interior de la funda, el procedimiento se realiza
aproximadamente durante dos minutos.
Finalidad del procedimiento:
Medir la calidad de la funda mediante el nmero de fallas que se presentan en el
tiempo de prueba. Este procedimiento es destructivo.
3.1.2. Inyeccin de agua a presin.
Equipo necesario:
- Fuente de agua.
- Mecanismo para sellar los extremos de la funda.
Procedimiento detallado:
17
Se toma la funda corrugada y dos personas la estiran, se sella en un extremo, se
ingresa agua en la funda, se sella el otro extremo y por ultimo varias personas
pisan la funda durante aproximadamente dos minutos.
Finalidad del procedimiento:
Medir la calidad de la funda mediante el nmero de fallas que se presentan en el
tiempo de prueba. Este procedimiento es destructivo.
3.1.3. Inmersin en agua con inyeccin de aire a presin.
Equipo necesario:
- Fuente de aire.
- Agua estancada.
- Mecanismo para sellar los extremos de la funda.
- Protector de oruga.
Procedimiento detallado:
Se toma la funda corrugada y se sella en sus extremos. Uno de los extremos de la
funda tiene un acople que permite la conexin de la fuente de aire. Se conecta la
fuente de aire y se presuriza el interior de la funda sin permitir que se pierda su
forma corrugada utilizando un protector de oruga, posteriormente se sumerge la
funda en agua durante aproximadamente dos minutos.
Finalidad del procedimiento:
Medir la calidad de la funda observando si se generan burbujas de aire en el agua.
Este procedimiento es no destructivo.
3.1.4. Prueba de gases.
Equipo necesario:
- Aspiradora.
18
- Mecanismo para sellar los extremos de la funda.
- Equipo para anlisis de composicin de gases.
- Suministro de aire (compresor).
- Suministro de gas (pipeta de gas noble).
-Recipiente contenedor.
Procedimiento detallado:
Se toma la funda corrugada y se sella en sus extremos. Uno de los extremos de la
funda tiene un acople que permite la conexin de la fuente de gas. Se ingresa la
funda sellada en sus extremos en el recipiente contenedor, despus se inicia el
flujo de aire que ingresa mediante un compresor, pasa por el recipiente
contenedor y el equipo para anlisis de composicin de gases. Posterior a esto se
inicia el flujo de gas dentro de la oruga.
Finalidad del procedimiento:
Medir la calidad de la funda observando si se genera alguna variacin en la
composicin del gas inerte que registra el equipo para anlisis de composicin de
gases. Este procedimiento es no destructivo.
6
4. PROCESO DE DISEO
4.1. DEFINICIN DEL PROBLEMA
Las fundas corrugadas producidas en ALICO no cuentan con un procedimiento
adecuado para medir su calidad, lo cual ha originado un alto margen de
devoluciones por parte de los clientes debido a que las fundas no cumplen las
condiciones de servicio apropiadas. El procedimiento utilizado actualmente para
realizar esta labor corresponde a un ensayo que destruye la funda y es difcil de
6
http://www.google.com/patents?id=v-BgAAAAEBAJ&dq=shirring+test
19
efectuar, por lo cual se realiza espordicamente y no cumple el margen mnimo de
fundas probadas que corresponde al 5% de la produccin.
4.2. DECLARACIN DE LA MISIN
4.2.1. Descripcin del producto.
Equipo para medir la porosidad de una funda, que muestra el estado del material y
genera un criterio confiable en el operario para definir si es apto para
comercializar. El equipo debe ser efectivo, eficiente, fcil de usar y no destructivo.
4.2.2. Mercado primario.
Sector industrial, correspondiente a fbricas que se dediquen a corrugar fundas
para alimentos y la industria productora de embutidos.
4.2.3. Postulados.
Efectivo, eficiente, fcil manejo y no destructivo.
4.2.4. Personas interesadas.
Personal de una fbrica productora de alimentos y de una fbrica productora de
fundas corrugadas para alimentos.
5. NECESIDADES Y ESPECIFICACIONES DEL PRODUCTO
5.1. OBJETIVO DE LA INVESTIGACIN
Obtener parmetros que guen la produccin del equipo y aseguren que el
producto final cuente con todos los requerimientos que lo hagan competitivo.
20
5.2. NECESIDADES DEL OPERARIO
La encuesta realizada para obtener la siguiente informacin tiene como objetivo
identificar las necesidades latentes y explicitas de los operarios y conseguir
informacin que justifique los requerimientos del producto.
TABLA 1. NECESIDADES DE LOS OPERARIOS.
MANIFESTACIONES DE LOS OPERARIOS
OPININ OPERARIO
INTERPRETACIN DE LA
NECESIDAD
DESEMPEO
Que no moje el lugar de
trabajo
El sistema cuenta con un
recipiente contenedor de
agua
Que el equipo se opere por
una sola persona
El montaje es sencillo y se
opera el equipo desde un
tablero de mandos
Que el equipo ocupe un
espacio reducido
Se prueba la funda en estado
corrugado
Que sea de fcil manejo
El mecanismo del equipo es
sencillo
Que el montaje y
desmontaje de la funda
sea rpido
El equipo tiene guas
posicionadoras para la funda
Que la duracin de la
prueba sea corta
La duracin de la prueba es
de aproximadamente dos
minutos
SEGURIDAD
Que no represente ningn
riesgo al operario
Solo puede operarse cuando
se encuentra totalmente
cerrado el recipiente
21
MANTENIMIENTO
Que se limpie fcil Es fcil de limpiar
Que se consigan fcil los
repuestos
Son de fcil consecucin y de
fcil fabricacin
COSTOS Que sea econmico
Casi todas las piezas se
pueden fabricar en un taller
mecnico
5.3. NECESIDADES DEL CLIENTE
El cliente requiere que todas las fundas que procedan de la fbrica corrugadora de
fundas se encuentren en excelente estado para asegurar las condiciones
sanitarias requeridas del producto.
5.4. MATRIZ DE NECESIDADES-MEDIDAS
La matriz de necesidades-medidas se establece despus de definir las
necesidades del operario, estas corresponden a las aspiraciones iniciales que se
esperan obtener del producto. En la tabla 2 se definen las unidades de medida
que representan de mejor manera las necesidades planteadas.
7
7
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
22
TABLA 2. MATRIZ DE NECESIDADES-MEDIDAS.
MEDIDA
m^3 si/no si/no si/no si/no min si/no si/no si/no $
NECESIDAD tanque
operacin
por un
operario
corrugado
fcil
manejo
guas
duracin
de la
prueba
operacin solo
con recipiente
cerrado
fcil
limpieza
fcil
consecucin de
repuestos
econmico
El sistema cuenta
con un recipiente
contenedor
0
El montaje es
sencillo y se
opera el equipo
desde un tablero
de mandos
0
Se prueba la
funda en estado
corrugado
0
El mecanismo del
equipo es sencillo
0
El equipo tiene
guas
posicionadoras
para la funda
0
La duracin de la
prueba es de
aproximadamente
dos minutos
0
Solo puede
operarse cuando
se encuentra
totalmente
cerrado el
recipiente
0
Es fcil de limpiar 0
Repuestos de
fcil consecucin
y de fcil
fabricacin
0
Casi todas las
piezas se pueden
fabricar en un
taller mecnico
0
23
6. DISEO CONCEPTUAL
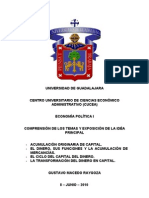
6.1. CAJA NEGRA
8
Prueba
de
fundas
E. elctrica
F. Propulsora
F. humana
Presin
Funda sin probar
Equipo de pruebas
Agua
Estado inicial
Accionar/Parar
Gas
Ruido
Movimiento
Funda probada
Energa
Materia
Seales
Aire
Agua
Gas
Aire
Figura 3. Caja negra (Probador de fundas corrugadas)
8
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
24
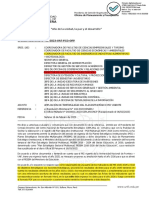
6.2. ESTRUCTURA FUNCIONAL
9
Almacenar
Montar
Posicionar
Asegurar
Bajar
Inyectar
Subir
Desasegurar
Mover
Desmontar
Probar
Agua o aire
Estado inicial
Equipo de
pruebas
Funda
sin
probar
F. Propulsin
F. Humana
Presin
E. elctrica
Accionar
/Parar
Ruta #2
Ruido
Agua o aire
Funda
probada
m
m
m
m
m
m
m
m
m
m
m
m
Gas o aire
Energa
Materia
Seales
movimiento (m)
Gas o aire
E. elctrica
Figura 4. Estructura funcional (Probador de fundas corrugadas)
9
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
25
6.2.1. Funciones de la estructura funcional.
1. Almacenar
Esta funcin le corresponde al elemento de la maquina encargado de estancar el
fluido que tiene contacto con la superficie externa de la funda corrugada, al mismo
tiempo este elemento tiene como objetivo proteger al operario de sufrir un
accidente cuando el equipo se encuentra en funcionamiento.
2. Montar y posicionar / desmontar y mover
Esta funcin le corresponde a los elementos de la maquina encargados de montar
la oruga al sistema. Se requiere que la oruga pueda alinearse en sus extremos
con el sistema de sujecin.
3. Asegurar / desasegurar
Sistema de sujecin:
Esta funcin le corresponde a los elementos de la maquina encargados de sujetar
la oruga en los extremos. Este sistema debe conservar el fluido que se ingrese
dentro de la funda, por lo tanto la sujecin debe mantener la oruga sellada en sus
extremos, para cumplir esta condicin debe asegurarse que la presin ejercida por
el sistema de sujecin sea igual o mayor que la presin existente dentro de la
oruga.
Protector de oruga:
Esta funcin le corresponde a los elementos de la maquina encargados de evitar
que la oruga se deforme debido a la presin de aire que se le ingresa. Por lo tanto
26
el protector de oruga debe resistir la presin que la oruga ejerce, de lo contrario el
ensayo perdera la caracterstica de ser un ensayo no destructivo.
Fuente motriz:
Esta funcin le corresponde a los elementos de la maquina encargados de
generar movimiento dentro del sistema de sujecin y el sistema protector de
oruga. Para cumplir satisfactoriamente con esta funcin debe asegurarse que la
capacidad y disposicin de estos elementos generen la fuerza necesaria para
sellar y proteger la oruga.
4. Subir / Bajar
La funcin de subir/bajar no se requiere al utilizar el mtodo de prueba de gases.
Sistema mecnico:
Esta funcin le corresponde a los elementos de la maquina encargados de
desplazar el sistema que sujeta y protege la oruga en sentido vertical. Esto se
requiere para sumergir la oruga dentro del agua; una condicin importante para el
buen funcionamiento de este sistema es que no se pierda el selle ni la proteccin
de la oruga, ya que de lo contrario la funda se llenara de agua.
Fuente motriz:
Esta funcin le corresponde a los elementos de la maquina encargados de
generar movimiento al sistema mecnico que se encarga de subir y bajar. Para
cumplir esta funcin debe asegurarse que la fuerza generada es capaz de bajar y
subir el sistema satisfactoriamente.
27
5. Inyectar
Esta funcin le corresponde a los elementos de la maquina encargados de
ingresar el fluido a presin que se requiera dentro de la funda.
6. Probar
Esta funcin le corresponde a un dispositivo electrnico encargado de analizar la
composicin de la mezcla de gas que sale del sistema, para esta funcin se
incluye la implementacin de la aspiradora para evacuar los gases. Esta funcin
solo se utiliza al implementar el mtodo de prueba de gases.
6.3. GENERACIN DE ALTERNATIVAS
A partir de la estructura funcional explicada anteriormente, se asigna a cada
funcin diferentes alternativas de solucin, a esto se le denomina matriz
morfolgica (ver tabla 7).
6.4. METODOLOGA DE EVALUACIN Y RESULTADOS
Despus de haber generado la matriz morfolgica, se procede a evaluar las
alternativas de solucin planteadas con el fin de reducir las opciones de solucin a
uno o dos conceptos ms completos del producto, los cuales posteriormente se
evaluaran para llegar al concepto solucin.
Para evaluar las alternativas de solucin el mtodo que se implementara es la
seleccin de dos etapas que consta de una primera etapa denominada proyeccin
del concepto y de una segunda etapa conocida como puntuacin del concepto.
La primera etapa es una evaluacin rpida y aproximada, la cual pretende generar
algunas alternativas viables, la segunda etapa es ms precisa y tiene como
28
objetivo definir cules son las opciones que darn como resultado un producto
deseable.
10
6.4.1. Puntaje y criterios de evaluacin para la matriz de proyeccin.
La puntuacin otorgada en la matriz de proyeccin es:
TABLA 3. PUNTUACIN EN LA MATRIZ DE PROYECCIN.
Mejor que +
Igual que 0
Peor que -
Fuente: ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw
Hill, 2004
Entre las alternativas de solucin se elige un concepto de referencia para cada
funcin, el cual es el punto de partida para decidir que puntuacin otorgarle a una
alternativa.
Segn las necesidades de operarios y clientes, se generan diversos criterios de
evaluacin, los cuales en el caso de la matriz de proyeccin tienen el mismo peso
sobre la puntuacin final de una alternativa.
Para obtener la puntuacin neta de una alternativa, se suman todos los criterios
que arrojaron positivo y se resta la suma de todos los criterios que dieron negativo;
luego se procede a ordenar los conceptos por rango y se decide segn los
resultados que alternativas deben continuar y cules no en el proceso de
evaluacin.
10
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
29
Los criterios de evaluacin que se implementaran son los siguientes:
TABLA 4. CRITERIOS DE EVALUACIN PARA LA MATRIZ DE PROYECCIN
CRITERIOS DE EVALUACIN
Desempeo
1. Fcil de operar
2. Ventaja mecnica
3. Eficacia
4. Eficiencia
Tamao 5. Tamao
Mantenibilidad
6. Durabilidad
7. Fcil limpieza
8. Fcil consecucin de repuestos
Seguridad 9. Riesgo al operario
Costos 10. Econmico
En el Anexo 1 se encuentra el desarrollo de matrices de proyeccin para cada
funcin.
6.4.2. Puntaje y criterio de evaluacin para la matriz de puntuacin.
La puntuacin de concepto est definida por la suma ponderada de las
calificaciones, por lo tanto cada criterio de evaluacin tiene un porcentaje de
incidencia sobre el resultado final. La puntuacin otorgada en la matriz de
puntuacin es:
TABLA 5. DESEMPEO RELATIVO PARA LA MATRIZ DE PUNTUACIN
Desempeo Calificacin
Mucho peor que la referencia 1
Peor que la referencia 2
30
Igual que la referencia 3
Mejor que la referencia 4
Mucho mejor que la referencia 5
Fuente: ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw
Hill, 2004
Se implementan los mismos criterios de evaluacin de la matriz de proyeccin; la
diferencia radica en el porcentaje de incidencia que cada criterio va a tener.
TABLA 6. CRITERIOS DE EVALUACIN PARA LA MATRIZ DE PUNTUACIN
CRITERIO DE EVALUACIN
% DE
INCIDENCIA
1. Fcil de operar 10%
2. Ventaja mecnica 10%
3. Eficacia 15%
4. Eficiencia 15%
5. Tamao 5%
6. Durabilidad 10%
7. Fcil limpieza 5%
8. Fcil consecucin de repuestos 5%
9. Riesgo al operario 10%
10. Econmico 15%
En el Anexo 2 se encuentra el desarrollo de matrices de puntuacin para cada
funcin.
6.4.3. Descripcin de los criterios.
1. Fcil de operar: Se refiere a que sea sencilla la manipulacin del equipo,
teniendo en cuenta la fuerza humana y de propulsin inherentes al proceso.
31
2. Ventaja mecnica: Se refiere a minimizar el esfuerzo humano y el gasto de
energa de la fuente motriz del proceso.
3. Eficacia: Se refiere a la capacidad con la que cuenta un dispositivo para
realizar un determinado trabajo.
4. Eficiencia: Se refiere a la relacin entre lo producido y lo invertido, es decir,
hace referencia a las prdidas de energa generadas por un dispositivo.
5. Tamao: Se plantea que entre mayor tamao posea una alternativa, la
calificacin obtenida ser menor.
6. Durabilidad: Indica el tiempo en operacin que requiere una alternativa de
solucin para ser reemplazada por no cumplir adecuadamente su funcin.
7. Fcil limpieza: La limpieza debe ser sencilla; se califica este criterio
dependiendo de la facilidad con que se pueda acceder al elemento de inters y
teniendo en cuenta si se requiere desmontaje.
8. Fcil consecucin de repuestos: Es importante conseguir un elemento que ha
fallado, de manera fcil, ya que de esto depende la continuidad en el
funcionamiento del equipo.
9. Riesgo al operario: La seguridad en el equipo es muy importante para
garantizar el bienestar del operario.
10. Econmico: El valor econmico de la alternativa de solucin se asume como
criterio de evaluacin, debido a que se busca un equipo que cumpla todas las
funciones al menor costo posible.
32
6.4.4. Conceptos solucin.
Despus de evaluar las alternativas de solucin (Anexo 1 y 2), se generan las
siguientes rutas de solucin:
Ruta solucin 1
Ruta solucin 2
Las rutas representan la combinacin de alternativas que generan un concepto
solucin coherente, por lo tanto la ruta 1 no tiene la mejor alternativa parcial de
cada funcin sino las alternativas que hacen funcional el proceso, igual sucede en
la ruta solucin 2.
11
Por ejemplo en la ruta solucin 1 se tienen las alternativas con mayor calificacin
de la funcin subir/bajar; para que la combinacin de alternativas sean funcionales
se requiere utilizar la alternativa equipo para anlisis de gases de la funcin
probar, la cual no obtuvo la mejor calificacin. En la ruta solucin 2 ocurre algo
similar al seleccionar para la funcin subir/bajar las alternativas ubicadas en la
segunda posicin, y la alternativa mejor calificada de la funcin probar.
En la tabla 7 se muestran las dos rutas de solucin seleccionadas:
11
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
33
TABLA 7. MATRIZ MORFOLGICA.
Funcin
Alternativas
a b c d e
1. Almacenar
Tanque con agua
sin cubierta
Pipeta con aire
Tanque con agua con
cubierta
Estanque con agua
2. Montar y
posicionar/
desmontar y
mover
Guas Tubo fijo Tubo mvil Tornillo Tubo extensible
3.1.
Asegurar/
Desasegurar
(sistema de
sujecin)
Mordazas Abrazaderas Mandril
Ajuste manual en
disco sujetador
Pisones
3.2.
Asegurar/
Desasegurar
(protector de
oruga)
Malla metlica
Tubo de polietileno Dientes de acrlico
Tubo de polietileno
dividido con
abrazadera
Tubo de
polietileno
dividido
3.3. Asegurar/
Desasegurar
(fuente
motriz)
Pistn neumtico Pistn hidrulico Motor elctrico Fuerza humana Motor neumtico
4.1.
Subir/Bajar
(sistema
mecnico)
Pin-cremallera Pistn-gua Palanca manual Pistn-palanca No necesita
4.2.
Subir/Bajar
(fuente
motriz)
Pistn neumtico Pistn hidrulico Motor elctrico No necesita Motor neumtico
34
5. Inyectar
Inyectar agua
Inyectar aire
Inyectar gas
Inyectar jarabe falso
de salchicha
Inyectar aceite
6. Probar
Equipo para anlisis
de gases
Ninguno
6.4.4.1. Descripcin ruta solucin 1.
La funda corrugada se monta en el tubo mvil, se desplaza el tubo hasta que
queden posicionadas las mordazas con los extremos de la funda y el cuerpo de la
oruga est dentro de la pipeta con aire, a continuacin se acciona el pistn
neumtico que cumple la funcin de asegurar, as se sellan los extremos de la
funda y se rodea el cuerpo de la oruga con el tubo de polietileno, posterior a esto
se inyecta el gas noble dentro de la oruga, y se enciende el equipo de anlisis de
gases y la aspiradora.
6.4.4.2. Descripcin ruta solucin 2.
La funda corrugada se monta en las guas, despus se posicionan los extremos de
la funda con las mordazas, se cierra la tapa del tanque, luego se acciona el pistn
neumtico que cumple la funcin de asegurar, as se sellan los extremos de la
funda y se rodea el cuerpo de la oruga con el tubo de polietileno, a continuacin se
acciona el pistn que cumple la funcin de bajar; el sistema pistn-gua desplaza
la funda hacia el fondo del tanque lleno de agua, posterior a esto se inyecta aire
dentro de la funda.
35
6.4.5. Evaluacin de las rutas de solucin.
Para seleccionar un conjunto de alternativas para el producto se ejecutaran los
siguientes pasos:
- Definir criterios de evaluacin
- Calificar alternativas
- Seleccionar ruta
- Reflexionar acerca de los resultados
12
6.4.5.1. Criterios de evaluacin.
La seleccin de los criterios de evaluacin se hace a partir de las necesidades
expresadas por los operarios y el beneficio de la empresa ALICO.
TABLA 8. CRITERIOS DE EVALUACIN
CRITERIOS DE EVALUACIN
1. Tamao
2. Mantenibilidad
3. Eficacia
4. Eficiencia
5. Costo fabricacin
6.4.5.2. Calificar conceptos.
Se utiliza la misma puntuacin de las matrices de proyeccin:
TABLA 9. PUNTUACIN DE CONCEPTOS
12
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw Hill, 2004
36
6.4.5.3. Seleccionar una ruta.
TABLA 10. PUNTUACIN DE RUTAS SOLUCIN
6.4.5.4. Reflexionar sobre los resultados.
Los criterios de evaluacin utilizados muestran que la ruta solucin 2 es ms
apropiada que la ruta solucin 1, la principal diferencia entre las dos opciones de
solucin es el costo de fabricacin. El equipo requerido para analizar gases
garantiza un resultado real del estado de la funda, pero en ALICO se busca un
equipo econmico; la ruta solucin 2 indica que la funda est en buen estado sino
se presentan burbujas en el agua.
7. DISEO DE INGENIERA
7.1. MODULO DE YOUNG DEL CAUCHO SINTTICO
Los elastmeros como el poliisopropeno y el poliisobutileno tienen mdulos muy
bajos. Es sencillo estirar o comprimir un trozo de caucho.
37
El comportamiento de un material por lo general es similar tanto a traccin como a
compresin, pero existen algunas excepciones como el hueso humano que tiene
un modulo de Young de 16 GN/m
2
en traccin, que baja a 9 GN/m
2
en
compresin; en el caso del hormign sucede que tiene el mismo mdulo de Young
en ambos casos, presenta una resistencia a la traccin de 2 MN/m
2
, pero tiene
una resistencia a la compresin de 17 MN/m
2
. El caucho sinttico (poliisopropeno
sinttico) que se utiliza para garantizar el selle hermtico de la funda corrugada,
tiene un modulo de Young a traccin similar al de compresin, igual a
0.01GN/m
2
.
13
7.2. FUERZA REQUERIDA PARA GARANTIZAR SELLE HERMTICO
El dimetro interno del selle de caucho es 0.02mm menor que el dimetro externo
del disco sujetador de oruga, porque se requiere que el elastmero ejerza presin
sobre la funda y garantice el selle.
La fuerza ejercida por la mordaza superior sobre el disco sujetador de oruga debe
garantizar que el caucho sinttico se comprima 0.01mm en toda su longitud, para
obtener hermeticidad en toda el rea de contacto. Se plantea un modelo
aproximado de la fuerza requerida en la mordaza superior para deformar el
caucho sinttico en la magnitud planteada. Ver figura 5.
2(2r)
Figura 5. Deformacin del caucho
13
http://en.wikipedia.org/wiki/Young's_modulus
38
Teniendo en cuenta el mdulo de Young del caucho y las dimensiones
establecidas en la categora 4 (ver anexo 5), se calcula la fuerza requerida para
deformar el material 0.01mm (ver anexo 1). Este resultado es aplicado en las
dems categoras de oruga, ya que la fuerza requerida en estas es menor. La
deformacin radial de los diversos discos de caucho siempre ser la misma
porque el contacto de las mordazas cumple la funcin de limitar la compresin del
material.
P = 182.84N (1)
7.3. CLCULO DE FUERZAS EN LOS PISTONES
Con base al resultado anterior se calcula la fuerza requerida por el pistn 1 para
garantizar el selle hermtico. Ver figura 6.
Figura 6. DCL mordaza superior
M
1
= M
2
M
1
= (0.33m)*(182.84N) = 60.58N*m (2)
F
p
= 403.86N
39
Para realizar la prueba de orugas se utiliza una presin de aire entre 7 y 10psi
14
;
cuando se inyecta aire dentro de la funda se genera una fuerza radial que la infla;
para contener la deformacin del material, se prueba con su malla de nylon, si
sta se encuentra en mal estado, el tubo de polietileno evita que se deforme. Por
lo tanto la fuerza aplicada por el pistn 1 debe ser mayor a 403.86N para
garantizar el selle hermtico. Se escoge F
p
=450N como medida preventiva.
Con F
p
=450N, P=203.72N
Una de las funciones del pistn 2 es evitar que gire el eje principal cuando el
pistn 1 mueve las mordazas superiores, as se garantiza el selle hermtico. Ver
figura 7.
Figura 7. DCL sistema mordaza inferior
M = 0
M
1
= (0.33m)*(203.72N) = 67.49N*m (3)
F=810.03N
14
http://www.google.com/patents?id=v-BgAAAAEBAJ&dq=shirring+test
40
7.4. ANLISIS DE CARGAS
Se analizan las cargas en el eje principal y la mordaza inferior ya que se
consideran elementos crticos en la mquina. Se implementan funciones de
singularidad para realizar los clculos de carga, cortante y momento
15
. (Ver anexo
2). En la figura 8 y 9 se muestran los diagramas de cuerpo libre.
7.4.1. Eje principal.
Figura 8. DCL eje principal
7.4.2. Mordaza inferior.
Figura 9. DCL mordaza inferior
15
Norton, Robert L. Diseo de mquinas, 1ed. Mxico: Prentice Hall, 1999
41
7.5. CLCULO DEL FACTOR DE SEGURIDAD
Se implementa la teora de energa de distorsin para calcular el factor de
seguridad.
7.5.1. Eje principal.
El eje principal se encuentra sometido a carga esttica a flexin y torsin. El
momento a flexin mximo se obtiene del diagrama de momentos (Ver anexo 2).
M
mx
= 78.14N*m (4)
El momento a torsin al que se encuentra sometido el eje se define en la ecuacin
(3).
T = 67.49N*m (5)
El procedimiento de solucin se encuentra en el anexo 3, se calcula el factor de
seguridad con un acero 1010 laminado en fro.
N = 4.9 (6)
7.5.2. Mordaza inferior.
Las mordazas inferiores se encuentran sometidas a carga a flexin. El momento a
flexin mximo se obtiene del diagrama de momentos (Ver anexo 2), esta
distribucin de carga corresponde a una viga en voladizo.
16
16
Norton, Robert L. Diseo de mquinas, 1ed. Mxico: Prentice Hall, 1999
42
M
mx
= 33.61N*m (7)
El procedimiento de solucin se encuentra en el anexo 4, se calcula el factor de
seguridad con un aluminio 2024 recocido.
N = 9.4 (6)
7.6. SELECCIN DE PISTONES
La lnea neumtica de ALICO es de 8bar.
7.6.1. Pistn 1.
Se requiere que el pistn ejerza una fuerza de 450N y tenga suficiente carrera
para sellar y bajar el sistema de mordazas sin poner en riesgo la hermeticidad.
Para las condiciones de funcionamiento requeridas se selecciono un actuador
neumtico de Festo con referencia DNC-50-160 PPV, el cual requiere una presin
inferior a 6bar para generar 450N de fuerza lineal.
7.6.2. Pistn 2.
Se requiere que el pistn soporte una carga a compresin de 810.03N y tambin
que suba el sistema de mordazas despus de probar la funda corrugada, es decir,
debe tener capacidad para vencer el momento generado por el sistema de
mordazas (F=0 en el pistn 1).
43
Para las condiciones de funcionamiento requeridas se selecciono un actuador
neumtico de Festo con referencia DNC-32-50 PPV.
17
7.7. ACCESORIOS REQUERIDOS EN EL SISTEMA NEUMTICO
1. Unidad de mantenimiento:
Filtro
Regulador de presin
2. Vlvulas:
Vlvula 5-2 (pulsador)
Vlvula 5-2 (biestable)
Vlvula 3-2 (final de carrera)
3. Otros:
Manguera neumtica
Racores
17
www.festo.com.co
44
7.8. ELEMENTOS CONSTITUYENTES DEL PROBADOR DE FUNDAS
CORRUGADAS
Figura 10. Elementos del probador de fundas corrugadas
Figura 11. Elementos del probador de fundas corrugadas
45
Figura 12. Elementos del probador de fundas corrugadas
Figura 13. Elementos del probador de fundas corrugadas
46
7.9. DESCRIPCIN DE FUNCIONES DEL PROBADOR DE ORUGAS
1. Acoplar la oruga: Se observa en la figura 14 una oruga categora 4 acoplada
en los discos sujetadores, el vstago del pistn 1 se encuentra en el lmite de
carrera. En el anexo 7 se muestran los accesorios utilizados para adaptar el
probador de orugas al rango de dimetros de fundas manufacturadas en ALICO.
Figura 14. Acoplar la funda corrugada
2. Posicionar la oruga: Mediante el sistema de sujecin se desplaza axialmente
la oruga en ambos lados hasta donde el disco con prisionero lo permite, as se
garantiza que el disco sujetador de oruga se encuentra alineado con el disco
sellante de poliisopropeno. Ver figura 15.
Figura 15. Posicionar la funda corrugada
47
3. Sellar la oruga: Por seguridad se cierra la tapa del probador de orugas y
posteriormente se acciona el pistn 1. Ver figura 16a.
4. Probar la oruga: Se acciona el pistn 2, cuando termina la carrera del pistn 2,
se ingresa aire a 10psi dentro de la oruga, posterior a la prueba de la oruga, se
acciona otra vez el pistn 2 (presin en el pistn 1 igual a cero), y luego se retira la
oruga de los discos sujetadores. Ver figura 16b.
a. b.
Figura 16. a) Sellar la funda corrugada; b) Probar la funda corrugada
8. COTIZACION DEL PROBADOR DE FUNDAS CORRUGADAS
En el anexo 8 se muestra una cotizacin aproximada del probador de fundas
corrugadas.
9. CONCLUSIN
Teniendo en cuenta los criterios de seleccin planteados, se dise un equipo
para probar fundas corrugadas efectivo, eficiente, fcil de usar y no destructivo.
48
10. RECOMENDACIONES
Por seguridad debe operarse la mquina con la tapa cerrada.
Debe tenerse un stock cercano a la mquina con los accesorios planteados
en el anexo 7 y tener a la mano la tabla de accesorios.
Se sugiere tener un objeto corto punzante para cortar el nylon que cubre los
extremos de la funda, as se facilita el montaje.
11. BIBLIOGRAFA
ULRICH, Karl T. Diseo y desarrollo de productos. 3 ed. Mxico: Mc Graw
Hill, 2004
CROSS, Nigel. Mtodos de Diseo: Estrategias para el diseo de
productos. Mxico: Limusa, 1999.
Norton, Robert L. Diseo de mquinas, 1ed. Mxico: Prentice Hall, 1999
http://www.google.com/patents?id=v-BgAAAAEBAJ&dq=shirring+test
http://www.alico-sa.com/industria.htm
http://en.wikipedia.org/wiki/Young's_modulus
http://www.festo.com.co
49
ANEXO 1. MATRICES DE PROYECCIN
Funcin: Almacenar CONCEPTOS
CRITERIOS DE SELECCIN
A: Tanque
con agua
sin cubierta
(referencia)
B: Pipeta
con aire
C: Tanque
con agua
con cubierta
D: Estanque
con agua
Fcil de operar 0 0 0 0
Ventaja mecnica 0 0 0 0
Eficacia 0 + + 0
Eficiencia 0 0 0 0
Tamao 0 0 0 -
Durabilidad 0 0 0 0
Fcil limpieza 0 - 0 -
Fcil consecucin de repuestos 0 0 0 0
Riesgo al operario 0 + + 0
Econmico 0 - - 0
Sumar + 0 2 2 0
Suma 0 10 6 7 0
Sumar - 0 2 1 2
Puntuacin neta 0 0 1 -2
Rango 2 2 1 3
Contina? Si Si Si No
Funcin: Montar y
posicionar/desmontar y mover
CONCEPTOS
CRITERIOS DE SELECCIN A: Guas
B: Tubo
fijo
(referencia)
C: Tubo
mvil
D: Tornillo
E: Tubo
extensible
Fcil de operar + 0 + 0 +
Ventaja mecnica + 0 + + +
Eficacia + 0 0 0 0
Eficiencia + 0 0 + +
Tamao + 0 0 0 0
Durabilidad 0 0 0 0 0
Fcil limpieza 0 0 0 - -
Fcil consecucin de
repuestos
- 0 0 - -
Riesgo al operario 0 0 0 0 -
Econmico - 0 0 - -
Sumar + 5 0 2 2 3
Suma 0 3 10 8 5 3
Sumar - 2 0 0 3 4
Puntuacin neta 3 0 2 -1 -1
Rango 1 3 2 4 4
Contina? Si Si Si No No
50
Funcin:
Asegurar/Desasegurar
(sistema de sujecin)
CONCEPTOS
CRITERIOS DE SELECCIN
A:
Mordazas
B:
Abrazaderas
(referencia)
C: Mandril
D: Ajuste
manual en
disco
sujetador
E: Pisones
Fcil de operar + 0 0 - 0
Ventaja mecnica + 0 + 0 +
Eficacia 0 0 0 - 0
Eficiencia + 0 0 - +
Tamao - 0 - 0 -
Durabilidad + 0 + + +
Fcil limpieza 0 0 - 0 0
Fcil consecucin de
repuestos
- 0 -
0 -
Riesgo al operario 0 0 0 0 0
Econmico - 0 - 0 -
Sumar + 4 0 2 1 3
Suma 0 3 10 4 6 4
Sumar - 3 0 4 3 3
Puntuacin neta 1 0 -2 -2 0
Rango 1 2 3 3 2
Contina? Si Si No No Si
Funcin:
Asegurar/Desasegurar
(protector de oruga)
CONCEPTOS
CRITERIOS DE SELECCIN
A: Malla
metlica
(referencia)
B: Tubo de
polietileno
C: Dientes
de
polietileno
D: Tubo de
polietileno
dividido
con
abrazadera
E: Tubo de
polietileno
dividido
Fcil de operar 0 0 + + +
Ventaja mecnica 0 0 + + +
Eficacia 0 0 0 0 0
Eficiencia 0 0 + + +
Tamao 0 0 0 0 0
Durabilidad 0 0 0 0 0
Fcil limpieza 0 0 + + +
Fcil consecucin de
repuestos
0 0 -
- -
Riesgo al operario 0 0 0 0 0
Econmico 0 - - - -
Sumar + 0 0 4 4 4
Suma 0 10 9 4 4 4
Sumar - 0 1 2 2 2
Puntuacin neta 0 -1 2 2 2
Rango 2 3 1 1 1
Contina? No No Si Si Si
51
Funcin:
Asegurar/Desasegurar (fuente
motriz)
CONCEPTOS
CRITERIOS DE SELECCIN
A: Pistn
neumtico
B: Pistn
hidrulico
(referencia)
C: Motor
elctrico
D: Fuerza
humana
E: Motor
neumtico
Fcil de operar 0 0 0 0 0
Ventaja mecnica 0 0 0 - 0
Eficacia 0 0 0 0 0
Eficiencia 0 0 0 - 0
Tamao 0 0 - 0 -
Durabilidad 0 0 0 0 0
Fcil limpieza 0 0 - 0 -
Fcil consecucin de
repuestos
0 0 0
0 0
Riesgo al operario 0 0 0 - 0
Econmico + 0 - + -
Sumar + 1 0 0 1 0
Suma 0 9 10 7 6 7
Sumar - 0 0 3 3 3
Puntuacin neta 1 0 -3 -2 -3
Rango 1 2 4 3 4
Contina? Si Si No Si No
Funcin: Subir/Bajar (sistema
mecnico)
CONCEPTOS
CRITERIOS DE SELECCIN
A: Pin-
cremallera
(referencia)
B: Pistn-
gua
C: Palanca
manual
D: Pistn-
palanca
E: No
necesita
Fcil de operar 0 0 0 0 +
Ventaja mecnica 0 0 - 0 +
Eficacia 0 0 - 0 +
Eficiencia 0 0 0 0 +
Tamao 0 - - 0 +
Durabilidad 0 0 0 0 +
Fcil limpieza 0 0 0 0 +
Fcil consecucin de
repuestos
0 0 +
0 +
Riesgo al operario 0 + 0 + +
Econmico 0 - + - +
Sumar + 0 1 2 1 10
Suma 0 10 7 5 8 0
Sumar - 0 2 3 1 0
Puntuacin neta 0 -1 -1 0 10
Rango 2 3 3 2 1
Contina? Si No No Si Si
52
Funcin: Subir/Bajar (fuente
motriz)
CONCEPTOS
CRITERIOS DE SELECCIN
A: Pistn
neumtico
B: Pistn
hidrulico
(referencia)
C: Motor
elctrico
D: No
necesita
E: Motor
neumtico
Fcil de operar 0 0 0 + 0
Ventaja mecnica 0 0 0 + 0
Eficacia 0 0 0 + 0
Eficiencia 0 0 0 + 0
Tamao 0 0 - + -
Durabilidad 0 0 0 + 0
Fcil limpieza 0 0 - + -
Fcil consecucin de
repuestos
0 0 0
+ 0
Riesgo al operario 0 0 0 + 0
Econmico + 0 - + -
Sumar + 1 0 0 10 0
Suma 0 9 10 7 0 7
Sumar - 0 0 3 0 3
Puntuacin neta 1 0 -3 10 -3
Rango 2 3 4 1 4
Contina? Si Si No Si No
Funcin: Inyectar CONCEPTOS
CRITERIOS DE SELECCIN
A: Inyectar
agua
(referencia)
B: Inyectar
aire
C: Inyectar
gas
D: Inyectar
jarabe
falso de
salchicha
E: Inyectar
aceite
Fcil de operar 0 0 0 0 0
Ventaja mecnica 0 0 0 0 0
Eficacia 0 + + + 0
Eficiencia 0 + + 0 0
Tamao 0 0 0 0 0
Durabilidad 0 0 0 0 0
Fcil limpieza 0 0 0 0 0
Fcil consecucin de
repuestos
0 0 -
- -
Riesgo al operario 0 0 0 0 0
Econmico 0 0 - - -
Sumar + 0 2 2 1 0
Suma 0 10 8 6 7 8
Sumar - 0 0 2 2 2
Puntuacin neta 0 2 0 -1 -2
Rango 2 1 2 4 3
Contina? Si Si Si No No
53
Funcin: Probar CONCEPTOS
CRITERIOS DE SELECCIN
A: Equipo
para
anlisis de
gases
B: Ninguno
(referencia)
Fcil de operar - 0
Ventaja mecnica - 0
Eficacia - 0
Eficiencia - 0
Tamao - 0
Durabilidad - 0
Fcil limpieza - 0
Fcil consecucin de
repuestos
- 0
Riesgo al operario - 0
Econmico - 0
Sumar + 0 0
Suma 0 0 10
Sumar - 10 0
Puntuacin neta -10 0
Rango 2 1
Contina? Si Si
54
ANEXO 2. MATRICES DE PUNTUACIN
CONCEPTOS
Funcin: Almacenar
A: Tanque con agua
sin cubierta
(referencia)
B: Pipeta con aire
C: Tanque con agua
con cubierta
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
3 0,3 3 0,3 3 0,3
Ventaja mecnica
10%
3 0,3 3 0,3 3 0,3
Eficacia 15% 3 0,45 5 0,75 5 0,75
Eficiencia 15% 3 0,45 3 0,45 3 0,45
Tamao 5% 3 0,15 3 0,15 3 0,15
Durabilidad 10% 3 0,3 2 0,2 3 0,3
Fcil limpieza 5% 3 0,15 3 0,15 3 0,15
Fcil consecucin de
repuestos 5%
3 0,15 3 0,15 3 0,15
Riesgo al operario 10% 3 0,3 4 0,4 5 0,5
Econmico 15% 3 0,45 2 0,3 2 0,3
Puntuacin
total
3 3,15 3,35
Rango 3 2 1
Contina? No Si Si
CONCEPTOS
Funcin: Montar y posicionar/desmontar y
mover
A: Guas B: Tubo fijo (referencia) C: Tubo mvil
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
4 0,4 3 0,3 4 0,4
Ventaja mecnica
10%
4 0,4 3 0,3 3 0,3
Eficacia 15% 3 0,45 3 0,45 3 0,45
Eficiencia 15% 4 0,6 3 0,45 4 0,6
Tamao 5% 3 0,15 3 0,15 3 0,15
Durabilidad 10% 3 0,3 3 0,3 3 0,3
Fcil limpieza 5% 3 0,15 3 0,15 3 0,15
Fcil consecucin de
repuestos 5%
2 0,1 3 0,15 3 0,15
Riesgo al operario 10% 3 0,3 3 0,3 3 0,3
Econmico 15% 2 0,3 3 0,45 3 0,45
Puntuacin
total
3,15 3 3,25
Rango 2 3 1
Contina? Si No Si
55
CONCEPTOS
Funcin: Asegurar/Desasegurar (sistema
de sujecin)
A: Mordazas
B: Abrazaderas
(referencia)
E: Pisones
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
5 0,5 3 0,3 3 0,3
Ventaja mecnica
10%
4 0,4 3 0,3 4 0,4
Eficacia 15% 3 0,45 3 0,45 3 0,45
Eficiencia 15% 4 0,6 3 0,45 4 0,6
Tamao 5% 2 0,1 3 0,15 2 0,1
Durabilidad 10% 4 0,4 3 0,3 4 0,4
Fcil limpieza
5%
3 0,15 3 0,15 3 0,15
Fcil consecucin de
repuestos 5%
2 0,1 3 0,15 2 0,1
Riesgo al operario
10%
3 0,3 3 0,3 3 0,3
Econmico 15% 2 0,3 3 0,45 2 0,3
Puntuacin
total
3,3 3 3,1
Rango 1 3 2
Contina? Si No No
CONCEPTOS
Funcin: Asegurar/Desasegurar (protector
de oruga)
C: Dientes de
polietileno
D: Tubo de polietileno
dividido con
abrazadera
E: Tubo de polietileno
dividido
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
4 0,4 4 0,4 4 0,4
Ventaja mecnica
10%
5 0,5 4 0,4 5 0,5
Eficacia 15% 3 0,45 3 0,45 3 0,45
Eficiencia 15% 4 0,6 4 0,6 4 0,6
Tamao 5% 3 0,15 3 0,15 3 0,15
Durabilidad 10% 3 0,3 3 0,3 3 0,3
Fcil limpieza
5%
4 0,2 4 0,2 4 0,2
Fcil consecucin de
repuestos 5%
1 0,05 2 0,1 2 0,1
Riesgo al operario 10% 3 0,3 3 0,3 3 0,3
Econmico 15% 1 0,15 2 0,3 2 0,3
Puntuacin
total
3,1 3,2 3,3
Rango 3 2 1
Contina? No No Si
56
CONCEPTOS
Funcin: Asegurar/Desasegurar (fuente
motriz)
A: Pistn neumtico
B: Pistn hidrulico
(referencia)
D: Fuerza humana
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
3 0,3 3 0,3 3 0,3
Ventaja mecnica
10%
3 0,3 3 0,3 2 0,2
Eficacia 15% 3 0,45 3 0,45 3 0,45
Eficiencia 15% 3 0,45 3 0,45 2 0,3
Tamao 5% 3 0,15 3 0,15 3 0,15
Durabilidad 10% 3 0,3 3 0,3 3 0,3
Fcil limpieza
5%
3 0,15 3 0,15 3 0,15
Fcil consecucin de
repuestos 5%
3 0,15 3 0,15 3 0,15
Riesgo al operario
10%
3 0,3 3 0,3 2 0,2
Econmico 15% 4 0,6 3 0,45 5 0,75
Puntuacin
total
3,15 3 2,95
Rango 1 2 3
Contina? Si No No
CONCEPTOS
Funcin: Subir/Bajar (sistema mecnico)
A: Pin-cremallera
(referencia)
B: Pistn-palanca E: No necesita
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
3 0,3 3 0,3 5 0,5
Ventaja mecnica
10%
3 0,3 3 0,3 5 0,5
Eficacia 15% 3 0,45 3 0,45 5 0,75
Eficiencia 15% 3 0,45 3 0,45 5 0,75
Tamao 5% 3 0,15 3 0,15 5 0,25
Durabilidad 10% 3 0,3 3 0,3 5 0,5
Fcil limpieza
5%
3 0,15 3 0,15 5 0,25
Fcil consecucin de
repuestos 5%
3 0,15 3 0,15 5 0,25
Riesgo al operario 10% 3 0,3 5 0,5 5 0,5
Econmico 15% 3 0,45 2 0,3 5 0,75
Puntuacin
total
3 3,05 5
Rango 3 2 1
Contina? No Si Si
57
CONCEPTOS
Funcin: Subir/Bajar (fuente motriz) A: Pistn neumtico
B: Pistn hidrulico
(referencia)
D: No necesita
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
3 0,3 3 0,3 5 0,5
Ventaja mecnica
10%
3 0,3 3 0,3 5 0,5
Eficacia 15% 3 0,45 3 0,45 5 0,75
Eficiencia 15% 3 0,45 3 0,45 5 0,75
Tamao 5% 3 0,15 3 0,15 5 0,25
Durabilidad 10% 3 0,3 3 0,3 5 0,5
Fcil limpieza
5%
3 0,15 3 0,15 5 0,25
Fcil consecucin de
repuestos 5%
3 0,15 3 0,15 5 0,25
Riesgo al operario
10%
3 0,3 3 0,3 5 0,5
Econmico 15% 4 0,6 3 0,45 5 0,75
Puntuacin
total
3,15 3 5
Rango 2 3 1
Contina? Si No Si
CONCEPTOS
Funcin: Inyectar
A: Inyectar agua
(referencia)
B: Inyectar aire C: Inyectar gas
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
3 0,3 3 0,3 3 0,3
Ventaja mecnica
10%
3 0,3 3 0,3 3 0,3
Eficacia 15% 3 0,45 4 0,6 4 0,6
Eficiencia 15% 3 0,45 4 0,6 4 0,6
Tamao 5% 3 0,15 3 0,15 3 0,15
Durabilidad 10% 3 0,3 3 0,3 3 0,3
Fcil limpieza
5%
3 0,15 3 0,15 3 0,15
Fcil consecucin de
repuestos 5%
3 0,15 3 0,15 2 0,1
Riesgo al operario 10% 3 0,3 3 0,3 3 0,3
Econmico 15% 3 0,45 3 0,45 2 0,3
Puntuacin
total
3 3,3 3,1
Rango 3 1 2
Contina? No Si Si
58
CONCEPTOS
Funcin: Probar
A: Equipo para anlisis
de gases
B: Ninguno (referencia)
CRITERIOS DE SELECCIN Peso Calificacin
Puntuacin
ponderada
Calificacin
Puntuacin
ponderada
Fcil de operar
10%
1 0,1 3 0,3
Ventaja mecnica
10%
1 0,1 3 0,3
Eficacia 15% 1 0,15 3 0,45
Eficiencia 15% 1 0,15 3 0,45
Tamao 5% 1 0,05 3 0,15
Durabilidad 10% 1 0,1 3 0,3
Fcil limpieza
5%
1 0,05 3 0,15
Fcil consecucin de
repuestos 5%
1 0,05 3 0,15
Riesgo al operario
10%
1 0,1 3 0,3
Econmico 15% 1 0,15 3 0,45
Puntuacin
total
1 3
Rango 2 1
Contina? Si Si
59
ANEXO 3. DEFORMACIN DEL CAUCHO
60
ANEXO 4. CARGA. CORTANTE, MOMENTO EN EL EJE PRINCIPAL Y
MORDAZA INFERIOR
EJE PRINCIPAL
RESULTADOS
Variables Unidad Resultado
w N 101.86
F N 810.03
R1 N 185.65
R2 N -791.96
a m 0.29
b m 0.58
z m 0.87
L m 0.95
Mmx N*m 78.14
C1 - 0
C2 - 0
61
DIAGRAMAS DE SOLICITACIN EJE PRINCIPAL
DIAGRAMA DE CARGA (N)
DIAGRAMA DE CORTANTE (N)
DIAGRAMA DE MOMENTO (N*m)
62
MORDAZA INFERIOR
RESULTADOS
Variables Unidad Resultado
F N 101.86
R1 N 101.86
M1 N*m 33.61
a m 0.33
L m 0.33
Mmx N*m 33.61
C1 - 0
C2 - 0
63
DIAGRAMAS DE SOLICITACIN MORDAZA INFERIOR
DIAGRAMA DE CARGA (N)
DIAGRAMA DE CORTANTE (N)
DIAGRAMA DE MOMENTO (N*m)
64
ANEXO 5. FACTOR DE SEGURIDAD EJE PRINCIPAL
RESULTADOS
Variables Unidad Resultado
Mmx N*m 78.14
T N*m 67.49
I m^4 2.04E-08
J m^4 4.08E-08
c=r m 0.0127
d m 0.0254
x MPa 48.57
xz MPa 20.97
mx MPa 32.08
1 MPa 56.36
3 MPa -7.79
MPa 60.63
Sy Mpa 303
N - 4.9
65
ANEXO 6. FACTOR DE SEGURIDAD MORDAZA INFERIOR
RESULTADOS
Variables Unidad Resultado
Mmx N*m 33.61
Ix m^4 1.04E-07
c m 2.50E-02
x MPa 8.07
mx MPa 4.03
1 MPa 8.06
3 MPa 0
MPa 8.06
Sy Mpa 76
N - 9.4
66
ANEXO 7. ACCESORIOS
Categora
nominal de
la oruga (mm)
externo disco
sujetador (mm)
interno
adaptador de
mordaza (mm)
interno tubo
sujetador (mm)
1
32-38
30.02 30 50 38-42
42-48
2
48-58
46.02 46 82 58-70
70-80
3 80-100 78.02 78 102
4 100-130 98.02 98 132
67
ANEXO 8. COTIZACIN
Pieza
Costo mano de
obra
Costo material Costo Total Fuente
Mordaza (x4) $ 250.000 $ 300.000 $ 550.000
Taller
mecnico
Disco #3 (x2) $ 80.000 $ 25.000 $ 105.000
Taller
mecnico
Disco #2 (x2) $ 80.000 $ 21.000 $ 101.000
Taller
mecnico
Disco #1 (x2) $ 80.000 $ 17.000 $ 97.000
Taller
mecnico
Eje principal $ 50.000 $ 8.000 $ 58.000
Taller
mecnico
Adap. de oruga #3 (x4) $ 130.000 $ 24.000 $ 154.000
Taller
mecnico
Adap. de oruga #2 (x4) $ 130.000 $ 24.000 $ 154.000
Taller
mecnico
Adap. de oruga #1 (x4) $ 130.000 $ 24.000 $ 154.000
Taller
mecnico
Platina (x3) $ 50.000 $ 25.000 $ 75.000
Taller
mecnico
Buje (x2) $ 30.000 $ 15.000 $ 45.000
Taller
mecnico
Disco con prisionero
(x6)
$ 20.000 $ 6.000 $ 26.000
Taller
mecnico
Eje de gua $ 10.000 $ 2.500 $ 12.500
Taller
mecnico
Eje de mordaza $ 15.000 $ 5.000 $ 20.000
Taller
mecnico
Tubo de aluminio $ 10.000 $ 10.000 $ 20.000
Taller
mecnico
Eje tope $ 10.000 $ 5.000 $ 15.000
Taller
mecnico
o-ring (x2) $2.000 -
Manibela (x2) $ 50.000 $ 5.000 $ 55.000
Taller
mecnico
Recipiente - - $ 1.350.000 Ovelma
Tapa - - $ 460.000 O.G. Acrlicos
Tubo de polietileno (x3) - - $ 300.000 O.G. Acrlicos
Pistones - - $ 700.000 Festo
Accesorios pistones - - $ 300.000 Festo
$ 4.753.500
You might also like
- El Perro. Manual de Adiestramiento Canino. Dr. Bruce FogleDocument127 pagesEl Perro. Manual de Adiestramiento Canino. Dr. Bruce FogleMaximiliano Sterle85% (13)
- Cap 9 - Pandeo de ColumnasDocument20 pagesCap 9 - Pandeo de ColumnasJooh BrizuelaNo ratings yet
- Calculo Estructural Gradas MetalicasDocument17 pagesCalculo Estructural Gradas MetalicasJames Orobio BallesterosNo ratings yet
- Fundamentos de Calculo ModernoDocument17 pagesFundamentos de Calculo Modernocarlos01rbNo ratings yet
- Trigonometria Ejercicios Resueltos PDFDocument22 pagesTrigonometria Ejercicios Resueltos PDFTannyk PonceNo ratings yet
- Problem As e Structur As 2Document103 pagesProblem As e Structur As 2Uriel AtNo ratings yet
- METALOGRAFÍADocument8 pagesMETALOGRAFÍAcarlos01rbNo ratings yet
- La Evalaucion de Los AprendizajesDocument15 pagesLa Evalaucion de Los Aprendizajescarlos01rbNo ratings yet
- Causas de Fallas en CalderasDocument11 pagesCausas de Fallas en CalderasWilly Franco Correa BautistaNo ratings yet
- Formacion - Competencias Rodolfo Posada AlvarezDocument24 pagesFormacion - Competencias Rodolfo Posada AlvarezMartha Cecilia BeltranNo ratings yet
- Manual de Calderas Antony Kohan - ContenidoDocument15 pagesManual de Calderas Antony Kohan - Contenidocarlos01rb0% (1)
- VAPORIZACIONDocument32 pagesVAPORIZACIONjanocal1No ratings yet
- Causas de Fallas en CalderasDocument11 pagesCausas de Fallas en CalderasWilly Franco Correa BautistaNo ratings yet
- Ohsas 18001Document23 pagesOhsas 18001Romario CapilloNo ratings yet
- Preguntas Licencia de La ANT Ecuador.Document38 pagesPreguntas Licencia de La ANT Ecuador.Fercho JaramilloNo ratings yet
- Api 650Document12 pagesApi 650David JonesNo ratings yet
- Ki La Energia Primordial1 PDFDocument18 pagesKi La Energia Primordial1 PDFRebecca HayesNo ratings yet
- Francisco Hernández y La Terapéutica de La AlimentaciónDocument6 pagesFrancisco Hernández y La Terapéutica de La AlimentaciónMariana CoriaNo ratings yet
- Acumulación Originaria Del Capital (Trabajo Final)Document15 pagesAcumulación Originaria Del Capital (Trabajo Final)Gustavo MacedoNo ratings yet
- Da VinciDocument13 pagesDa VinciLaura VilbaoNo ratings yet
- Practica Comunicacion BluetoothDocument10 pagesPractica Comunicacion BluetoothErosHMNo ratings yet
- Gestión de La Diversidad de Fuerzas de Trabajo-14Document19 pagesGestión de La Diversidad de Fuerzas de Trabajo-14Isaac PlNo ratings yet
- Cielo de Octubre Está Basada en El Libro Rocket BoysDocument1 pageCielo de Octubre Está Basada en El Libro Rocket BoysPablo A. MonteroNo ratings yet
- Trivocalismo, Quechua PDFDocument16 pagesTrivocalismo, Quechua PDFHernán Sullca Tito100% (1)
- Acosta y La Educacion de Los Indios PDFDocument20 pagesAcosta y La Educacion de Los Indios PDFRosío Molina-LanderosNo ratings yet
- Examen Final Estadistica 1Document7 pagesExamen Final Estadistica 1Jose Trujillo50% (2)
- Modelo de Plan de Contingencia IndeciDocument29 pagesModelo de Plan de Contingencia IndeciSxcrissChavezHuamani100% (1)
- Ampliación de Temporalidad de Indicadores PEI-2020-2026Document20 pagesAmpliación de Temporalidad de Indicadores PEI-2020-2026Cesar VidalNo ratings yet
- Análisis de La Película A Tus EspaldasDocument9 pagesAnálisis de La Película A Tus EspaldasNayrb AtebAlobienNo ratings yet
- Construir, Habitar, Pensar. Martin HeideggerDocument12 pagesConstruir, Habitar, Pensar. Martin Heideggerluciatab100% (1)
- Internet PDFDocument42 pagesInternet PDFgabrieltronicNo ratings yet
- Guia de Actividades y Rúbrica de Evaluación - Fase 1 - Preconceptos Del Proceso AdministrativoDocument5 pagesGuia de Actividades y Rúbrica de Evaluación - Fase 1 - Preconceptos Del Proceso AdministrativoMilena CastilloNo ratings yet
- Diagrama Bimanual HamburguesasDocument9 pagesDiagrama Bimanual HamburguesasRenata Beatríz Castillo RuizNo ratings yet
- Alteraciones de La Columna Vertebral en Las OsteocondrodisplasiasDocument21 pagesAlteraciones de La Columna Vertebral en Las OsteocondrodisplasiasJhoana Yeverlyn Rodriguez RamirezNo ratings yet
- Tesis Cultura-Organizacional Desempeño LaboralDocument208 pagesTesis Cultura-Organizacional Desempeño LaboralCristian Luis Colonia RosasNo ratings yet
- Trastornos de La Comunicación y El LenguajeDocument41 pagesTrastornos de La Comunicación y El Lenguajedaniel_ledesma_24100% (5)
- Ley de Condominio Del Edo. de QRooDocument26 pagesLey de Condominio Del Edo. de QRooMichael EscalanteNo ratings yet
- Deflactación de Series EstadísticasDocument2 pagesDeflactación de Series EstadísticasManuel Espire QuispeNo ratings yet
- Manual UssdDocument13 pagesManual UssdDiana Marcela Osorio AlonsoNo ratings yet
- Función Probatoria PDFDocument19 pagesFunción Probatoria PDFjulian dsc 104No ratings yet
- Materiales Construccion SustentableDocument77 pagesMateriales Construccion SustentableAlexander Yaranga QuispeNo ratings yet
- Banco de Preguntas Lidera Utp 2'022 2Document98 pagesBanco de Preguntas Lidera Utp 2'022 2Sebastian GamarraNo ratings yet
- M3 - Ti - Panificación y Control de La Producción PDFDocument4 pagesM3 - Ti - Panificación y Control de La Producción PDFLeonardo SandovalNo ratings yet
- Catalogo Universal de Servicios de Salud 2012 - Causes 2012 PDFDocument479 pagesCatalogo Universal de Servicios de Salud 2012 - Causes 2012 PDFDan Alejandro RMNo ratings yet
- Clase 9 Pensamiento Sistémico 2023-1Document33 pagesClase 9 Pensamiento Sistémico 2023-1Valeria AlarcónNo ratings yet
- Practica de PLCDocument6 pagesPractica de PLCMariano Zuñiga San RomanNo ratings yet