Professional Documents
Culture Documents
Dinámica de Los Procesos
Uploaded by
Arturo TapiaCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Dinámica de Los Procesos
Uploaded by
Arturo TapiaCopyright:
Available Formats
TECSUP-PFR Control Automtico II
NDICE
Unidad I: Dinmica de los Procesos
1. Caractersticas en el Estado estable ..................................................................... 2
2. Caractersticas Dinmicas .................................................................................... 5
2.1 Tipos de Respuesta Dinmicas ...................................................................... 7
3. Caractersticas de Lazos comunes ...................................................................... 11
3.1 Lazos de Control de Flujo ........................................................................... 11
3.2 Lazos de Control de Temperatura ............................................................... 12
3.3 Lazos de Control de Presin ....................................................................... 13
3.4 Lazos de Control de Nivel ........................................................................... 15
Unidad II: Sintona Manual y Adaptiva
1. Criterios de Rendimiento .................................................................................. 17
2. Sintona Manual ............................................................................................... 19
2.1 Consideraciones para la Sintona en Lazo Abierto .......................................... 19
2.2 Consideraciones para la Sintona en Lazo Cerrado ......................................... 22
2.3 Optimizacin de los Parmetros Existentes ................................................... 24
2.4 Caso en el que no se puede determinar la Ganancia del Proceso .................... 26
2.5 Procesos Integrativos Control de Nivel ...................................................... 27
3. Sintona Adaptiva ............................................................................................. 28
3.1 Sintona Programada .................................................................................. 28
3.2 Auto-Sintona ............................................................................................. 29
3.3 Sintona en Lnea ....................................................................................... 30
Unidad III: Estrategia de Control
1. Control en cascada .......................................................................................... 35
1.1 Sintona ..................................................................................................... 37
1.2 Control de Razn ....................................................................................... 37
2. Control de Razn ............................................................................................. 37
3. Control Prealimentado (Feedforward) ................................................................ 40
3.1 Compensacin Dinmica ............................................................................. 44
4. Control de rango partido (Split Range) .............................................................. 44
5. Control Selector ............................................................................................... 45
6. Control de Lazos interactivos ............................................................................ 47
Unidad IV: Control Inteligente
1. Redes Neuronales ............................................................................................ 50
2. Sistemas basados en conocimientos .................................................................. 52
2.1 Sistemas Expertos ...................................................................................... 52
2.2 Lgica Difusa ............................................................................................. 52
3. Sistemas Hbridos ............................................................................................ 57
4. Controladores de Procesos con Lgica Difusa ..................................................... 58
TECSUP-PFR Control Automtico II
1
UNIDAD I
DINMICA DE LOS PROCESOS
Para el diseo, seleccin e instalacin de un sistema de control de procesos, uno debe
estar familiarizado con el proceso mismo. A pesar que es muy beneficioso tener un
buen entendimiento de los fenmenos fsicos o qumicos que gobiernan el proceso, el
ingeniero de control o instrumentista tendr normalmente una visin de las
caractersticas del proceso que ser diferente de aquella del ingeniero de diseo del
proceso. Veamos algunas de estas diferencias:
El ingeniero de diseo se preocupa de alcanzar los objetivos de produccin y
especificaciones de calidad; estas especificaciones son a menudo llamadas
condiciones de diseo. El ingeniero de control est preocupado de la operacin
del proceso a condiciones diferentes a las de diseo, incluso a condiciones
anormales.
El objetivo del ingeniero de diseo es a menudo minimizar el costo inicial del
equipo de proceso. El objetivo del ingeniero de control es hacer lo ms eficiente
posible el uso del equipamiento que ya est instalado.
El ingeniero de diseo considera aquellos parmetros de diseo que pueden
independientemente ser especificados como variables independientes. Otros
parmetros derivados de stos son variables dependientes. Por ejemplo, la
presin de un sistema de vapor saturado podra ser una variable independiente,
que puede ser especificada durante el proceso de diseo; la temperatura
entonces se convierte en una variable dependiente. El ingeniero de control
considera como variables independientes los puntos de control (por ejemplo,
vlvulas y flujos), los cuales pueden ser manipulados para influir sobre el
proceso. La presin de vapor por lo tanto se vuelve una variables dependiente
que resulta de la posicin de la vlvula o del valor del flujo.
El ingeniero de diseo est usualmente preocupado con las condiciones de
estado estable del proceso, mientras que el ingeniero de control debe
necesariamente tomar en consideracin tanto el comportamiento del proceso en
estado estable como las caractersticas dinmicas o las transitorias.
Las caractersticas de cada proceso son diferentes. An incluso cuando ciertas
caractersticas, desde el punto de vista del ingeniero de control son similares de
proceso a proceso. Vamos a hacer nfasis en stas en esta seccin, haciendo incluso
revisin de algunos aspectos que se asumen ya conocidos previamente. En la mayora
de los ejemplos utilizaremos simbologa que se detalla en uno de los anexos al final de
texto.
Control Automtico II TECSUP-PFR
2
1. CARACTERSTICAS EN EL ESTADO ESTABLE
Discutiremos aqu las caractersticas en el estado estable de aquellos procesos que
llegan a ese estado cuando todas las entradas de control y otras influencias
externas permanecen constantes. Esto incluye a la mayora aunque no a todos los
procesos. Algunos procesos no alcanzan el estado estable como lo veremos en la
siguiente seccin.
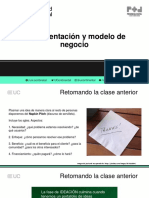
Utilicemos el intercambiador de calor mostrado en la figura 1:
TC
TT
T
c-sal
T
c-ent
F
c
T
f -sal
T
f -ent
F
f -ent
Figura 1
Disturbios en un lazo de control
En este diagrama se muestran las variables independientes y dependientes.
Asumamos que tenemos un lquido que debe ser calentado a una determinada
temperatura y otro lquido que acta como fuente de calor (tal vez agua caliente o
aceite caliente).
Desde el punto de vista de control de proceso, la variable independiente es la
posicin de la vlvula o equivalentemente, la salida del controlador. La variable
dependiente de inters es la temperatura de salida del proceso o temperatura de
la variable controlada (Tc-sal ). Otras variables dependientes son el flujo y
temperatura del medio que acta como fuente de calor (Ff-ent ,Tf-ent ). En una
planta tpica, stos deben ser monitoreados para detectar una operacin anormal.
Otras variables importantes a considerar son los disturbios del proceso. stos, a
veces llamados cambios de carga, pueden ser considerados influencias aleatorias
externas sobre el proceso. El propsito del sistema de control es actuar en contra
del efecto de estos disturbios.
Algunos de los disturbios que podran afectar al intercambiador de calor son:
TECSUP-PFR Control Automtico II
3
Cambios en la temperatura inicial del fluido a calentar (T
c-ent
).
Cambios en el flujo del fluido a calentar (F
c
).
Cambios en la temperatura del medio - fuente de calor (T
f-ent
).
Cambios en la presin aguas arriba o aguas debajo del medio - fuente de
calor (esto podra cambiar el flujo del medio - fuente de calor (F
f-ent
), an
incluso si la posicin de la vlvula no vara.
Tamao de las tuberas del intercambiador, lo cual afecta el coeficiente de
transferencia del calor.
Efectos ambientales, si el intercambiador no est perfectamente aislado.
Como ilustracin tomemos los tres primeros disturbios como los principales,
asumiendo que los dems no traen consecuencias sobre el proceso. Por el
momento, consideremos que estas tres variables se mantienen constantes a un
determinado valor. Con esta consideracin establezcamos un principio importante:
Si todas las influencias externas a un proceso (disturbios) se mantienen
constantes, cada valor de la seal de control (variable independiente) produce un
valor especfico y nico del valor de la variable medida (variable dependiente).
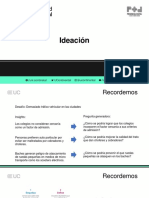
Esta relacin uno a uno se muestra en la figura siguiente:
F
f -ent
T
f -ent
T
c-sal
T
c-ent
Figura 2
Relacin entre las variables controlada y manipulada
Esta relacin es llamada grfico de proceso. Se debe tomar en cuenta que un
grfico de proceso en particular muestra la relacin en el estado estable entre la
seal de control y la de medicin para una combinacin en particular de las
variables de disturbio. Si alguna de estas variables cambia de valor, todo el grfico
del proceso se ve afectado. A continuacin, podemos observar el grfico de
proceso para tres combinaciones de las variables de disturbio. El grfico para los
valores originales de T
c-ent
, F
c
y T
f-ent
se muestra en la figura 3 por la lnea
punteada. Tambin se muestran los grficos de procesos resultantes de
incrementar T
c-ent
y de incrementar F
c
.
Control Automtico II TECSUP-PFR
4
F
f -ent
T
f -ent
T
c-sal
T
c-ent
Incremento en Fc
Incremento en Tc-ent
Figura 3
Efecto de los cambios de carga
Este grfico de proceso es til para analizar el comportamiento de los lazos de
control en el estado estable. Sin embargo no es algo que vamos a determinar en
la prctica real. Efectivamente, sera imprctico determinar un grfico de proceso
preciso para cada una de las combinaciones de las variables de disturbio; sera
imposible determinar los infinitos nmeros de grficos de proceso que podran
resultar de todas las combinaciones de las variables de disturbio.
Podemos deducir que si queremos mantener la variable medida a un valor
particular del set point, el grfico de proceso determina el valor de la variable
controlada requerida. Si hay cambios de carga sobre el proceso que resultan de un
desplazamiento del grfico de proceso, se requerir un nuevo valor de la variable
controlada. Es obligacin del sistema de control, encontrar en forma precisa el
punto en el grfico de proceso que lleva a la variable medida al valor deseado
como se muestra en la figura 4:
Seal a la vlvula
Valor medido
100%
100%
0%
0%
Grfico de Proceso
m
x
Figura 4
Ventaja del grfico de proceso
TECSUP-PFR Control Automtico II
5
An cuando para una combinacin de variables de disturbio no tendremos un
grfico de proceso preciso, hay algunos atributos que deberamos conocer.
Debemos saber si el grfico de proceso se dirige hacia arriba o hacia abajo, lo que
equivale a decir que debemos conocer si nuestro proceso es de accin directa o de
accin inversa. La direccin ascendente representa un proceso de accin directa
(un incremento en la salida del controlador causa un incremento en la variable
medida); la direccin descendente indica que es de accin inversa. En necesario
recordar que para evitar la realimentacin positiva, el controlador debe tener una
accin opuesta (accin inversa para un proceso de accin directa y viceversa).
Debemos tambin saber, explcita o implcitamente, la pendiente del grfico de
proceso, por lo menos en la vecindad del probable punto de trabajo. La pendiente
se puede definir como el cambio de la variable medida dividida entre el cambio en
la salida del controlador. Esto se conoce como ganancia del proceso:
K
p
= Variable medida = x
Seal de control m
La ganancia del proceso a menudo vara con el punto de operacin. Esto es
equivalente a establecer que el grfico de proceso es no lineal. Con raras
excepciones, el grfico de proceso es monotnico, es decir, su pendiente no
cambia y por lo tanto existe una nica relacin entre cada valor de la variable de
control y la variable medida.
2. CARACTERSTICAS DINMICAS
Las caractersticas dinmicas de los procesos se pueden clasificar en tres
categoras:
Procesos auto-regulados
Procesos no auto-regulados
Procesos en fuga
Las primeras dos se ilustran en las analogas hidrulicas, que se muestran en la
figura 5, en las cuales hay una entrada variable de lquido:
Proceso auto-regulado Proceso no auto-regulado
Figura 5
Tipos de Procesos Dinmicos
Control Automtico II TECSUP-PFR
6
Los procesos auto-regulados son aquellos en los cuales, si todas las entradas son
fijas, buscarn su propio equilibrio. El esquema correspondiente muestra un
tanque con una restriccin en el fondo. Si el flujo hacia el tanque es fijo, el
proceso alcanzar su equilibrio cuando el nivel del tanque suba o caiga al punto en
el cual la presin hidrosttica en la base del tanque haga que el flujo de salida
iguale exactamente al de entrada. sta es una analoga de muchos procesos
fsicos. Por ejemplo, en un proceso trmico, si hay una determinada cantidad de
calor de entrada, la temperatura se elevar o caer hasta que la prdida de calor,
dirigida hacia el medio ambiente o extrada por algn efluente, sea exactamente
igual a la cantidad de calor que ingresa.
En el esquema correspondiente al proceso no auto-regulado, existe un flujo fijo de
salida del tanque; ste no depende del nivel del tanque. A pesar que el flujo de
entrada es el mismo que el de salida, el nivel seguir aumentando o disminuyendo
hasta que el tanque quede vaco o se desborde. Una expresin matemtica de un
proceso de este tipo se da en la siguiente ecuacin:
Ah = (f
ent
f
sa
l) dt
En donde:
h = altura (profundidad) del fluido en el tanque
A = rea de la seccin del tanque
f
ent
, f
sa
l = flujos volumtricos
Por esta razn, estos son llamados procesos integrativos. En la prctica real, el
control de nivel de lquido puede ser representado por un procesos integrativo.
Otro ejemplo de un proceso integrativo es el control de presin de un sistema
lquido vapor. Si el calor de entrada excede al calor removido, la presin seguir
elevndose.
El nmero de procesos auto-regulados es mucho mayor que el de proceso no
auto-regulados.
Unos cuantos procesos son inestables en lazo abierto (sin realimentacin). Estos
son denominados procesos en fuga. Un ejemplo tpico es el de un reactor
trmico encamisetado. A medida que la temperatura en el reactor sube, la
velocidad de reaccin se incrementa. Pero a medida que esto ltimo ocurre, se
genera ms y ms calor debido a la naturaleza exotrmica del proceso. Esto
origina una temperatura an mayor, una mayor velocidad de reaccin y una mayor
generacin de calor. Los recipientes de los reactores estn a menudo equipados
con una camiseta a travs de la cual fluye un medio de enfriamiento para remover
el calor. An cuando el proceso es inestable en lazo abierto, es posible controlarlo
con un controlador realimentado. Sin embargo, se presentan algunos problemas
inusuales incluyendo tanto una limitacin superior e inferior de la ganancia del
controlador.
TECSUP-PFR Control Automtico II
7
2.1. TIPOS DE RESPUESTA DINMICAS
El tipo ms sencillo de procesos auto-regulados es aquel que tiene un solo
punto de masa o almacenamiento de energa. Un ejemplo lo observamos en
la figura 6. Aqu, una corriente de flujo constante es calentada en un
reservorio que cuenta con un agitador. Si el almacenamiento de calor tanto
en la pared del reservorio como en el serpentn es despreciable, el nico
punto de almacenamiento de calor est en el fluido mismo.
Con un incremento en escaln en la entrada de calor, la temperatura
responder como ya se conoce para el caso de un sistema de primer orden.
Con esto, el proceso puede ser descrito con un modelo de proceso de dos
parmetros que consiste en una ganancia de proceso y una constante de
tiempo.
Figura 6
Proceso con punto simple de almacenamiento de energa
Otro tipo elemental de respuesta es el que tiene puro tiempo muerto.
Usualmente asociada con el movimiento fsico del proceso, es tambin
conocida como retardo de transporte. Un ejemplo podra ser una tubera
aislada trmicamente en la cual se mide temperatura en dos puntos distintos
separados por una distancia considerable. Las temperaturas registradas en
los dos puntos podran ser idnticas, excepto que podran estar separadas
por el tiempo requerido para el movimiento fsico del proceso desde el punto
de medicin aguas arriba hasta el correspondiente a aguas abajo.
En la realidad, la mayora de los procesos auto-regulados no son tan simples
como se ha descrito, pues consisten de mltiples puntos de almacenamiento
Control Automtico II TECSUP-PFR
8
de masa o energa y adems, tal vez, tiempo para el movimiento fsico del
material.
Una analoga hidrulica de dos puntos de almacenamiento de masa se ve en
la figura 7; cada tanque puede ser representado por un modelo de primer
orden; por lo tanto, al acoplar estos dos sistemas en serie, tenemos un
sistema denominado de segundo orden en donde la respuesta a un cambio
en escaln es una curva en forma de S.
Figura 7
Sistemas desacoplados en serie
La respuesta de ms tanques en serie (ms puntos de almacenamiento de
masa) tendra que ser tambin una curva en forma de S. Sin embargo, a
medida que se aumentan los tanques, la forma de la respuesta es cada vez
ms curvada. En el lmite sta se convertir en un tiempo muerto puro con
un retardo de minutos, como se puede observar en figura 8.
Aqu, la curva de respuesta para un sistema con un solo tanque es la
correspondiente a un sistema de primer orden sin tiempo muerto. Para un
nmero infinito de tanques, la respuesta es la tpica para un sistema de puro
tiempo muerto (respuesta en escaln para una entrada en escaln).
El significado fsico de esto es que a mayor distribucin de la masa o
energa, ms tomar el proceso las caractersticas de tiempo muerto en vez
de las correspondientes a un retardo de primer orden.
TECSUP-PFR Control Automtico II
9
Nmero de
tanques en serie
Salida
Entrada
Constantes de Tiempo
1 2 3 0 -1
1
2
3
10
Figura 8
Sistemas de distintos rdenes
Si retornamos a la figura 7 notaremos que el flujo F
2
desde el tanque 1 al
tanque 2, depende solamente del nivel en el tanque 1 y de ningn modo
est influenciado por el nivel del tanque 2. Por lo tanto, se dice que sus
retardos estn desacoplados. Supongamos ahora que los mismos
tanques tienen un arreglo como el de la figura 9. Igualmente tenemos dos
puntos de almacenamiento de masa (dos retardos de primer orden), por lo
tanto, un sistema de segundo orden. Pero como notamos, el flujo entre
ambos tanques est influenciado por los niveles en cada uno de ellos. De
aqu que se dice que ambos retardos estn acoplados.
Un sistema con retardos acoplados tiende a ser algo ms lento que uno
desacoplado y del mismo tamao. Si como ejemplo comparamos las
respuestas de los arreglos de las figuras 7 y 9, teniendo cada tanque un
retardo igual a , la respuesta de este ltimo ser equivalente a un sistema
desacoplado con constantes de tiempo iguales a 2,62 y 0,38.
Control Automtico II TECSUP-PFR
10
Figura 9
Sistemas acoplados en serie
Ese mismo efecto de curva de respuesta en forma de S ms alargada se
dara para el ejemplo considerado en la figura 6, si es que no se consideran
despreciables el calor almacenado en el serpentn, en las paredes del mismo
o en el mismo bulbo de temperatura. Otro caso a considerar es si las
paredes del reservorio son metlicas, representando un punto de
almacenamiento de energa. Este es un retardo de primer orden pero que no
est en serie con el flujo de la seal sino en paralelo. Un cambio en escaln
del calor que ingresa originar no solamente un incremento en la
temperatura del fluido, sino tambin en la temperatura de la pared metlica.
Indudablemente podramos considerar muchas combinaciones que den lugar
a otras tantas respuestas. Para una aplicacin real, probablemente no
sabremos la estructura precisa del sistema cuantos puntos de
almacenamiento de masa o energa hay en serie, en paralelo, etc. Sera ftil
tratar de construir un modelo matemtico exacto. Esta situacin es distinta
a la de los sistemas electromecnicos, los cuales son usualmente
compuestos de componentes discretos y por lo tanto sujetos a modelos
matemticos precisos.
En resumen, la respuesta a un escaln de la mayora de los procesos auto-
regulados ser una curva en forma de S, No podremos formular un modelo
matemtico preciso pero podemos aproximar la respuesta a una forma
simplificada, como por ejemplo la de primer orden con tiempo muerto.
TECSUP-PFR Control Automtico II
11
3. CARACTERSTICAS DE LAZOS COMUNES
Siempre es riesgoso generalizar las caractersticas de los lazos de control, desde
que hay ciertamente excepciones a considerar. Debido a esto vamos a revisar las
caractersticas generales de tipos comunes de lazos de control tales como flujo,
temperatura, presin y nivel de lquidos.
3.1. LAZOS DE CONTROL DE FLUJO
Las caractersticas de un lazo de control de flujo estn influenciadas por
diversos factores, tales como si el fluido es lquido o gas, como se est
midiendo el flujo, como ste es manipulado (elemento final de control), la
relacin entre el elemento final de control y el sistema de tuberas y el tipo
de controlador. Sumariamente, un lazo de este tipo puede ser caracterizado
como relativamente rpido, no lineal y a menudo ruidoso.
El carcter dinmico en un lazo de flujo est a menudo dominado por la
dinmica del elemento final de control. Si es una vlvula de control
tradicional, la velocidad del actuador es el elemento dinmico dominante. Un
actuador a resorte, operado por aire acta como un retardo de primer orden,
pero la friccin del vstago en el cuerpo de vlvula acta como un lmite en
los cambios de la posicin de la vlvula. Adicionalmente, la friccin introduce
un efecto de histresis entre la seal a la vlvula y la posicin real del
vstago. Como se sabe, un posicionador pude reducir este problema. Sin
embargo, a diferencia de otros tipos de lazo comunes, en este caso tanto
ste como el controlador de flujo pueden responder en aproximadamente la
misma escala de tiempo, causando una interaccin entre ambos. En todo
caso, cualquier posible interaccin puede ser compensada por la sintona del
controlador. En general, se puede decir que la mayora de lazos de control
de flujo, si oscilan, tendrn un periodo de alrededor de uno a tres segundos.
Uno de los aspectos ms importantes a considerar aqu tiene que ver con la
linealidad. Es lgico que nos interese por ejemplo que un lazo tenga la
misma respuesta a un set point digamos del 30% que a uno del 70%. Los
lazos de flujo son por lo general no lineales y un aspecto negativo es que el
tipo de no linealidad encontrado en un lazo sea diferente que el encontrado
en otro lazo. La no linealidad es determinada por las caractersticas del
elemento final de control, el tipo de medicin utilizado y el efecto de otras
restricciones en la lnea de flujo.
Una consideracin adicional es el ruido en la medicin, debido a la
turbulencia en la lnea. Algunos tipos de sensores producen ms ruido que
otros. Los medidores por presin diferencial y los de vrtice son los ms
ruidosos, los medidores magnticos y los tipos Coriolis son menos ruidosos,
siendo los de turbina los menos ruidosos. Afortunadamente, el ruido puede
ser minimizado con filtros ya sea por software o hardware, pero esto
retardar la respuesta del lazo de control.
Los lazos de control de flujo son sintonizados usualmente con una baja
ganancia (banda proporcional alta) y un tiempo integrativo relativamente
Control Automtico II TECSUP-PFR
12
corto. Debido a la existencia de ruido en la medicin, el modo derivativo
nunca es usado en un lazo de control de flujo.
3.2. LAZOS DE CONTROL DE TEMPERATURA
Los lazos de control de temperatura son casi diametralmente opuestos a los
de flujo. Son relativamente lentos, son no ruidosos excepto en algunas
circunstancias inusuales y son relativamente lineales tienen una no
linealidad predecible.
La temperatura es una indicacin del almacenamiento de energa trmica; a
menudo (pero no siempre), el lazo tendr la apariencia de un punto
dominante simple de almacenamiento de energa. Los lazos de temperatura
son tambin auto-regulados. Debido a estos factores, las dinmicas ms
significativas pueden ser aproximadas como de primer orden. Usualmente
hay varios puntos de almacenamiento de energa (el actuador, las paredes
de las tuberas, los termopozos de las termocuplas, etc.); stos se combinan
para producir un aparente tiempo muerto. Adicionalmente, podra haber un
verdadero tiempo muerto debido al tiempo de transporte del fluido.
Por lo tanto, un retardo de primer orden con tiempo muerto es a menudo
una adecuada aproximacin en un lazo de temperatura. La constante de
tiempo y el tiempo muerto se incrementarn sin embargo a medida que el
flujo del producto disminuya.
Un efecto ms significativo debido a los cambios en las caractersticas del
producto controlado es la ganancia del proceso. Consideremos el control de
temperatura de la salida de un calentador de fase lquida que se observa en
la figura 10:
Figura 10
Lazo de control de temperatura
TECSUP-PFR Control Automtico II
13
A medida del material circulante disminuye, un cambio incremental en el
flujo de combustible tendr un efecto de aumento de la temperatura desde
que hay menos fluido para absorber el calor generado. Por lo tanto, la
ganancia del proceso es inversamente proporcional al flujo circulante.
Los lazos de control de temperatura son a menudo sintonizados con una
ganancia relativamente alta y un tiempo integrativo moderadamente alto.
Debido a la ausencia de ruido, estos lazos son ideales para el uso del modo
derivativo.
3.3. LAZOS DE CONTROL DE PRESIN
Los lazos de control de presin pueden ser categorizados de acuerdo al
fluido controlado, el cual puede ser lquido, gas o vapor. Para controlar
presin en una lnea, los lazos de control de presin pueden ser
adicionalmente categorizados por el arreglo del sensor de presin y del
elemento de control:
Si el sensor viene despus de la vlvula de control, el lazo de control es
llamado regulador de presin una estacin reguladora de presin.
Si el sensor est antes de la vlvula de control, el lazo de control es
denominado un regulador de presin de ingreso.
Los lazos de presin de lquidos no son comunes. En esencia, la presin del
lquido es controlada por un balance de flujo dentro y fuera del volumen
controlado. Por lo tanto, las caractersticas son bastante similares a aquellas
de lazos de flujo.
Si se aade calor al lquido que se encuentra en su temperatura de
ebullicin, se desarrolla vapor el cual crea una presin por encima del
lquido. Si el vapor es removido a travs de una restriccin fija, representada
por una resistencia como se observa en la figura 11, entonces la presin
puede ser controlada manipulando el ingreso de calor. En este caso el lazo
de presin es un proceso auto-regulado. En la misma figura se observa
adicionalmente un control de nivel del lquido de proceso actuando sobre
una vlvula de salida; como alternativa se puede tener evidentemente un
control sobre el nivel, actuando sobre una vlvula de entrada.
Si por otro lado, existe una demanda fija de vapor, tal vez mediante un
control de flujo como el que se muestra en la figura 12, entonces la presin
puede ser igualmente manipulada a la entrada. Sin embargo, la presin se
debe a la integral de la diferencia entre la energa de entrada (calor) y la
energa removida en el vapor comprimido. Por lo tanto se trata de un
proceso integrativo. Igualmente aqu se podra controlar el nivel en el tanque
sea en la salida como se observa, como sera el caso en una torre de
destilacin o eventualmente en la entrada, como en el caso de un generador
de vapor. De aqu podemos concluir que el control de un lquido en
ebullicin, mayormente involucra un proceso integrativo.
Control Automtico II TECSUP-PFR
14
Figura 11
Control de presin de un proceso auto-regulado
Figura 12
Control de presin de un proceso integrativo
TECSUP-PFR Control Automtico II
15
Si el controlador de un proceso integrativo se basa en demasa en el modo
integrativo, puede aparecer oscilaciones. Por lo tanto, para el control de
presin de vapor, la sintona debe considerar una relativamente alta
ganancia para eliminar el offset y una relativamente lenta accin integrativa.
Si el proceso es auto-regulado, es bsicamente un proceso trmico; por lo
tanto, tiene caractersticas similares a un lazo de temperatura. Esto
nuevamente lleva a sintonizarlo con una relativamente alta ganancia y una
accin integrativa lenta. Desde que son procesos prcticamente no ruidosos,
son tambin buenos candidatos para utilizar la accin derivativa.
El tercer tipo de lazos de control de presin son para gas puro. stos se
caracterizan porque son rpidos y libres de ruido. Si las tuberas utilizadas
son cortas (excluyendo el transporte de gas), el proceso aparece como uno
de un solo punto de almacenamiento de energa. Por lo tanto, puede ser
representado como un retardo de primer orden con tiempo muerto. La
sintona del controlador incluir una alta ganancia, probablemente sin accin
integrativa ya que con la alta ganancia, el offset con los cambios de carga
ser despreciable. La accin derivativa no se requiere.
Para las aplicaciones que involucran transporte de gas, cuya caracterstica
principal es la longitud de las tuberas. En este caso no se pude decir que el
proceso puede ser representado por un modelo en donde toda la energa
est almacenada en un solo punto. Debido a la naturaleza distribuida del
almacenamiento de energa, los controladores sern sintonizados con una
ganancia ms baja que en las aplicaciones en planta. Por lo tanto, se
requerir la accin integrativa.
3.4. LAZOS DE CONTROL DE NIVEL
Los controladores de nivel usualmente controlan procesos integrativos. Esto
se debe a que la acumulacin de nivel de lquido es simplemente la
diferencia entre el flujo de entrada y el de salida. En la prctica real, el nivel
de lquido no es la fuerza que determina el flujo de salida o el de entrada.
Por lo tanto, los lazos de nivel comparten con algunos lazos de presin, la
necesidad de controlar los procesos con una alta ganancia sin basarse
excesivamente en la accin integrativa.
Estos lazos son usualmente ruidosos. Puede haber un ruido aleatorio debido
a salpicaduras si el lquido cae desde la superficie del tanque o incluso un
ruido oscilatorio debido a derramamiento peridico a travs de la superficie
del reservorio. Evidentemente el controlador no puede ser sintonizado para
eliminar estas oscilaciones.
Normalmente el control de nivel no es crtico; en efecto, ser en la mayora
de los casos ms importante mantener el nivel promedio de nivel de lquido
por un largo periodo de tiempo que un control preciso en cada instante.
Control Automtico II TECSUP-PFR
16
ANOTACIONES:
You might also like
- Tutorial Compra de LibrosDocument14 pagesTutorial Compra de LibrosArturo TapiaNo ratings yet
- Sesión 05D - Procesos de Manufactura 202220Document57 pagesSesión 05D - Procesos de Manufactura 202220Arturo TapiaNo ratings yet
- Clase 5 - Innovación SocialDocument22 pagesClase 5 - Innovación SocialArturo TapiaNo ratings yet
- U3 Semana 6 Ing MetodosDocument44 pagesU3 Semana 6 Ing MetodosArturo TapiaNo ratings yet
- Clase 8 - Innovación SocialDocument25 pagesClase 8 - Innovación SocialArturo TapiaNo ratings yet
- Manual Laboratorio Liderazgo U 2Document42 pagesManual Laboratorio Liderazgo U 2AnaLuzQuiñonTolentinoNo ratings yet
- Clase 7 - Innovación SocialDocument16 pagesClase 7 - Innovación SocialArturo TapiaNo ratings yet
- Sesión 04D - Procesos de Manufactura 202220Document79 pagesSesión 04D - Procesos de Manufactura 202220Arturo TapiaNo ratings yet
- Clase 3 - Innovación SocialDocument23 pagesClase 3 - Innovación SocialArturo TapiaNo ratings yet
- Clase 6 - Innovación SocialDocument27 pagesClase 6 - Innovación SocialArturo TapiaNo ratings yet
- Clase 3 - Innovación SocialDocument23 pagesClase 3 - Innovación SocialArturo TapiaNo ratings yet
- Clase 4 - Innovación SocialDocument16 pagesClase 4 - Innovación SocialArturo TapiaNo ratings yet
- NRC 11181-Pa-02 - Equipo VirtualDocument15 pagesNRC 11181-Pa-02 - Equipo VirtualArturo TapiaNo ratings yet
- Video Clases 2Document44 pagesVideo Clases 2Arturo TapiaNo ratings yet
- Como Usar AndamiosDocument1 pageComo Usar AndamiosArturo TapiaNo ratings yet
- Cartilla de InstruccionesDocument3 pagesCartilla de InstruccionesArturo TapiaNo ratings yet
- Doc1 SQLDocument1 pageDoc1 SQLArturo TapiaNo ratings yet
- GUIA - U1 - Gestión Del AprendizajeDocument20 pagesGUIA - U1 - Gestión Del AprendizajeOMAR ROJAS MAMANINo ratings yet
- Clase 12Document8 pagesClase 12Arturo Tapia100% (1)
- Clase 11Document35 pagesClase 11Arturo Tapia100% (1)
- Clase 7.ppt Instrumentacion IndustrialDocument93 pagesClase 7.ppt Instrumentacion IndustrialArturo Tapia100% (1)
- Clase 11Document35 pagesClase 11Arturo Tapia100% (1)
- SensTempIndusDocument45 pagesSensTempIndusArturo Tapia100% (1)
- Clase 10Document41 pagesClase 10Arturo Tapia100% (1)
- Clase 8Document28 pagesClase 8Arturo Tapia100% (1)
- Clase 3 InstrumentacionDocument70 pagesClase 3 InstrumentacionArturo Tapia100% (1)
- Clase 9Document59 pagesClase 9Arturo Tapia100% (1)
- Clase 7.ppt Instrumentacion IndustrialDocument93 pagesClase 7.ppt Instrumentacion IndustrialArturo Tapia100% (1)
- Medición Temperatura Procesos IndustrialesDocument51 pagesMedición Temperatura Procesos IndustrialesArturo Tapia100% (1)
- Clase 4 InstrumentacionDocument34 pagesClase 4 InstrumentacionArturo Tapia100% (1)
- Pemae U1 A1 HNVCDocument12 pagesPemae U1 A1 HNVCHugo VeraNo ratings yet
- Evaluacion de Personal Social Del Quinto GradoDocument6 pagesEvaluacion de Personal Social Del Quinto GradoFrancisco ContrerasNo ratings yet
- Gamma Del AireDocument8 pagesGamma Del AireMaryNo ratings yet
- Ciclos termodinámicos fundamentalesDocument42 pagesCiclos termodinámicos fundamentalesCarlos cruz lealNo ratings yet
- 4to Año C - Biología 12 - Zito Freyer - Act.12Document3 pages4to Año C - Biología 12 - Zito Freyer - Act.12chiara •No ratings yet
- Análisis de Alimentos - Guía de Laboratorio #05 y #06 - 2023Document7 pagesAnálisis de Alimentos - Guía de Laboratorio #05 y #06 - 2023Rose CaicedoNo ratings yet
- Fundamentos de química general con enfoque universitarioDocument240 pagesFundamentos de química general con enfoque universitarioPameliitá Mothérita ZdNo ratings yet
- Informe Pavimentos #1Document37 pagesInforme Pavimentos #1Jairo AmezquitaNo ratings yet
- 3.2 FisicoquimicaDocument42 pages3.2 FisicoquimicaFanii COkquetaaNo ratings yet
- Informe 001-2011-Ambiental FinalDocument12 pagesInforme 001-2011-Ambiental Finallimber lozada saucedoNo ratings yet
- Infografía 1Document1 pageInfografía 1German Eduardo Rios DavilaNo ratings yet
- TNS en MineriaDocument10 pagesTNS en MineriaJAVIERA MERIÑO VEGANo ratings yet
- Desarrollo SostenibleDocument13 pagesDesarrollo SostenibleNayelis De Lora Rodriguez100% (1)
- FNDT_BALC_INT_EXTDocument31 pagesFNDT_BALC_INT_EXTJose_Angel_Bol_86No ratings yet
- Rosas de Verano en Las Montañas AzulesDocument150 pagesRosas de Verano en Las Montañas AzulesFer Kumar GaneshNo ratings yet
- Sar-P-Ope-005 Arranque de La Planta de GasDocument9 pagesSar-P-Ope-005 Arranque de La Planta de GasOscar SotoNo ratings yet
- Geologia Entorno Arido Almeria ESPDocument148 pagesGeologia Entorno Arido Almeria ESPEnrique Dengra BurgosNo ratings yet
- Ciclo hidrológico: evaporación, precipitación e infiltraciónDocument16 pagesCiclo hidrológico: evaporación, precipitación e infiltraciónDIEGO RAUL VACA OLVEANo ratings yet
- Cortes Por Fachada 1Document1 pageCortes Por Fachada 1Constanza LópezNo ratings yet
- Proformas de materiales para construcción de edificio multifamiliar de 5 pisosDocument10 pagesProformas de materiales para construcción de edificio multifamiliar de 5 pisosJosé AcostaNo ratings yet
- MN-OP-01 Manual OperativoDocument9 pagesMN-OP-01 Manual Operativowilliam haroNo ratings yet
- Guia 5 de Quimica 6 2020Document10 pagesGuia 5 de Quimica 6 2020SANDRA HERRERANo ratings yet
- Myles Munroe Redescubriendo El ReinoDocument121 pagesMyles Munroe Redescubriendo El ReinoObed Xelhuantzzi91% (23)
- ExamenDocument6 pagesExamenjoellNo ratings yet
- IP E2 Balance de Materia y Energía 1Document5 pagesIP E2 Balance de Materia y Energía 1Diana Reyes100% (1)
- Trabajo Del Proyecto Del Carro SolarDocument7 pagesTrabajo Del Proyecto Del Carro SolarSandra Morales0% (1)
- Informe TaludesDocument75 pagesInforme TaludesOctavioBernardoMorenoRuizNo ratings yet
- Taller 2 Calor y OndaDocument6 pagesTaller 2 Calor y OndaDavid Monsalve VarelaNo ratings yet
- UD3 Rocas1Document1 pageUD3 Rocas1Newt TeamoNo ratings yet
- Lectura y Ejercicios ÁtomoDocument12 pagesLectura y Ejercicios ÁtomoMaría Esther Sandoval TorresNo ratings yet