You might also like
- Spelling Grammar Punctuation: Teacher BookDocument8 pagesSpelling Grammar Punctuation: Teacher BookNeil MenezesNo ratings yet
- Product DesignDocument43 pagesProduct DesignShivakami RajanNo ratings yet
- Business Statistics: Fourth Canadian EditionDocument41 pagesBusiness Statistics: Fourth Canadian EditionTaron AhsanNo ratings yet
- Topic 5 - Product and Process DesignDocument49 pagesTopic 5 - Product and Process DesignCNo ratings yet
- Facilities Planning CH 1Document28 pagesFacilities Planning CH 1Fakhre Alam100% (2)
- Production and Operations ManagementDocument123 pagesProduction and Operations ManagementJayanth SamavedamNo ratings yet
- Value EngineeringDocument52 pagesValue EngineeringAMIT SOLANKINo ratings yet
- Lean Manufacturing Presentation 1Document20 pagesLean Manufacturing Presentation 1AlangAki HanafiahNo ratings yet
- Operationational StrategyDocument24 pagesOperationational StrategyGrishma BarotNo ratings yet
- 2516 (3) TQM Tools and TechniquesDocument51 pages2516 (3) TQM Tools and TechniquesAshish SinghaniaNo ratings yet
- List NSDC Centers Across CountryDocument98 pagesList NSDC Centers Across CountryPrakash Charry100% (2)
- Input and Output Statements PDFDocument11 pagesInput and Output Statements PDFRajendra BuchadeNo ratings yet
- Libro INGLÉS BÁSICO IDocument85 pagesLibro INGLÉS BÁSICO IRandalHoyos100% (1)
- Process InnovationDocument29 pagesProcess InnovationAanchal Gupta100% (8)
- Module 2Document140 pagesModule 2Ananda KrishnanNo ratings yet
- Quality by Design (Paula Ruth Ann)Document45 pagesQuality by Design (Paula Ruth Ann)Abubucker SiddiqueNo ratings yet
- Concurrent Design: An: M.Tech (CAD/CAM) - IDocument36 pagesConcurrent Design: An: M.Tech (CAD/CAM) - IJeet PatilNo ratings yet
- APSTC Update Central Mall Wednesday, 4 May 2005 Collaborative Engineering ProgramDocument35 pagesAPSTC Update Central Mall Wednesday, 4 May 2005 Collaborative Engineering ProgramAmrik SinghNo ratings yet
- Lecture 6 - Process & Capacity DesignDocument22 pagesLecture 6 - Process & Capacity DesignMehr Nawaz0% (1)
- SMR NotesDocument30 pagesSMR Noteslyb119No ratings yet
- 040 - Reinventing Project Management SlidesDocument85 pages040 - Reinventing Project Management Slidesvivek338100% (1)
- موجز تصميمDocument7 pagesموجز تصميمhuseNo ratings yet
- Lesson 3 - OmtqmDocument14 pagesLesson 3 - OmtqmDawn QuimatNo ratings yet
- Industrial Engineering: What Industrial Engineers Do?Document28 pagesIndustrial Engineering: What Industrial Engineers Do?Ayaan ChakravarthiNo ratings yet
- Slides Prepared by John LoucksDocument64 pagesSlides Prepared by John LoucksNigel DouchNo ratings yet
- Types of Innovation Process: by Dr. Vijay KR KhuranaDocument43 pagesTypes of Innovation Process: by Dr. Vijay KR KhuranamohitNo ratings yet
- 1.production Techniques: Equipment Design Process Design Plant Layout Material Handling System DesignDocument27 pages1.production Techniques: Equipment Design Process Design Plant Layout Material Handling System DesignvincentrjkmrNo ratings yet
- Product and Process DesignDocument47 pagesProduct and Process DesignGhanashyam YadavNo ratings yet
- Functional Area:: ManufacturingDocument4 pagesFunctional Area:: ManufacturingHuman ResorceNo ratings yet
- Ambo University Institute of Technology Department of Industrial EngineeringDocument53 pagesAmbo University Institute of Technology Department of Industrial Engineeringmich abiNo ratings yet
- BPR UowDocument30 pagesBPR UowFlori FlorentinaNo ratings yet
- Estimating: Does This Come With A Database?Document44 pagesEstimating: Does This Come With A Database?nbnbNo ratings yet
- Product and Service DesignDocument29 pagesProduct and Service Designjaspreet444No ratings yet
- DS412:IntroDocument15 pagesDS412:IntroDavid HuNo ratings yet
- Operation ManagementDocument11 pagesOperation ManagementrabiaumarNo ratings yet
- Chap01 Operation MGMT & StrategyDocument43 pagesChap01 Operation MGMT & StrategyAlicia NgNo ratings yet
- Unit 1 8Document39 pagesUnit 1 8piyush.foruppoNo ratings yet
- Project Selection: Techniques For Selecting ProjectsDocument33 pagesProject Selection: Techniques For Selecting ProjectssboukhalNo ratings yet
- Design For Manufacturability PDFDocument4 pagesDesign For Manufacturability PDFCarlos Andrés Pérez EstradaNo ratings yet
- Dax ResumeDocument2 pagesDax Resumedax.pch0411No ratings yet
- DSP Re Formatted PaperDocument8 pagesDSP Re Formatted Papersyedqutub16No ratings yet
- Product and Service Development and InnovationDocument27 pagesProduct and Service Development and InnovationRayan MukherjeeNo ratings yet
- Product, Process, and Service DesignDocument63 pagesProduct, Process, and Service DesignRupaam DebNo ratings yet
- Business Process Reengineering For Team & Program Leaders: Page 1 of 2Document2 pagesBusiness Process Reengineering For Team & Program Leaders: Page 1 of 2Akm EngidaNo ratings yet
- 2..operation Strategy in Global EnvironmentDocument32 pages2..operation Strategy in Global EnvironmentGwen WilliamsNo ratings yet
- Work Content 2Document10 pagesWork Content 2Vishal MeenaNo ratings yet
- Process Technology 2Document30 pagesProcess Technology 2pavan hydNo ratings yet
- Prelim Topics PPT 2Document33 pagesPrelim Topics PPT 2Teree ZuNo ratings yet
- Chapter Five (Managing For Product Quality)Document5 pagesChapter Five (Managing For Product Quality)Marica ShaneNo ratings yet
- MPR - 01 - The Business Planning ProcessDocument6 pagesMPR - 01 - The Business Planning Processscribd1904No ratings yet
- TET Material 1 BPlan TechnoEconomicFeasibility 25.08.2015Document39 pagesTET Material 1 BPlan TechnoEconomicFeasibility 25.08.2015Arpit GargNo ratings yet
- Production & Operation ManagementDocument81 pagesProduction & Operation Managementpura_malliNo ratings yet
- LPD CapabilitiesDocument44 pagesLPD CapabilitiesthisisghostactualNo ratings yet
- CCCCCCCCCCCCCCCCCCCCCCCCC CCC: Ôc" C Ôc C C C C C CC Ôcc C C C C C Ôc C C CC C C C C C C C C C C C C C CDocument21 pagesCCCCCCCCCCCCCCCCCCCCCCCCC CCC: Ôc" C Ôc C C C C C CC Ôcc C C C C C Ôc C C CC C C C C C C C C C C C C C CAnjesh KumarNo ratings yet
- Quality by DesignDocument45 pagesQuality by DesignMoraxell. GGNo ratings yet
- PAE AcFn621Ch-4a Project Alaysis and SelectionDocument42 pagesPAE AcFn621Ch-4a Project Alaysis and SelectionProf. Dr. Anbalagan ChinniahNo ratings yet
- Tools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011Document51 pagesTools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011mushtaque61No ratings yet
- BPC Project PhasesDocument4 pagesBPC Project PhasesbaskharanNo ratings yet
- Opr Notes PDFDocument59 pagesOpr Notes PDFSmarika BistNo ratings yet
- SCM-A Aattendance Session 1-11Document6 pagesSCM-A Aattendance Session 1-11Sreekanth PSNo ratings yet
- MAJVCG A Groups PDFDocument2 pagesMAJVCG A Groups PDFVignan MadanuNo ratings yet
- Aerospace Business CaseletDocument3 pagesAerospace Business CaseletaantarixxNo ratings yet
- GE Aviation - IntroDocument2 pagesGE Aviation - IntroSreekanth PSNo ratings yet
- Mahindra 2wheelers - Scooter Business Strategy Caselet PDFDocument2 pagesMahindra 2wheelers - Scooter Business Strategy Caselet PDFSreekanth PSNo ratings yet
- Quiz 2 Sec BDocument1 pageQuiz 2 Sec BSreekanth PSNo ratings yet
- The PepsiCo Apprentice - EVP Note To StudentsDocument12 pagesThe PepsiCo Apprentice - EVP Note To StudentsSreekanth PSNo ratings yet
- Mahindra Group CompaniesDocument3 pagesMahindra Group CompaniesPritish EkkaNo ratings yet
- PakistanDocument6 pagesPakistanSreekanth PSNo ratings yet
- Airtel Group03 SecADocument10 pagesAirtel Group03 SecASreekanth PSNo ratings yet
- RFID at MetroDocument5 pagesRFID at MetroSreekanth PS100% (1)
- Coattail EffectDocument3 pagesCoattail EffectSreekanth PSNo ratings yet
- My Part Dibya MicrogridDocument2 pagesMy Part Dibya MicrogridSreekanth PSNo ratings yet
- India Best B-SchoolsDocument17 pagesIndia Best B-SchoolsVignesh RamanNo ratings yet
- SI HCL and Nissan SkitiDocument3 pagesSI HCL and Nissan SkitiSreekanth PSNo ratings yet
- IMC Culinarian Cookware Sec A Group 2Document9 pagesIMC Culinarian Cookware Sec A Group 2Sreekanth PSNo ratings yet
- IMC Culinarian Cookware Sec A Group 2Document9 pagesIMC Culinarian Cookware Sec A Group 2Sreekanth PSNo ratings yet
- SM Group1 Case 1 Activity Map NewDocument7 pagesSM Group1 Case 1 Activity Map NewSreekanth PSNo ratings yet
- IMC-quiz 1 KeyDocument4 pagesIMC-quiz 1 KeySreekanth PSNo ratings yet
- Capgemini Case Challenge - Agon 2014Document7 pagesCapgemini Case Challenge - Agon 2014Sreekanth PSNo ratings yet
- SM Group1 Case 1 Activity Map NewDocument7 pagesSM Group1 Case 1 Activity Map NewSreekanth PSNo ratings yet
- Mba RankingDocument1 pageMba RankingEdson RiveraNo ratings yet
- Imc Q1Document2 pagesImc Q1Sreekanth PSNo ratings yet
- Continuous Casting PDFDocument9 pagesContinuous Casting PDFSreekanth PSNo ratings yet
- Review China StoryDocument11 pagesReview China StorySreekanth PSNo ratings yet
- Continuous Casting PDFDocument9 pagesContinuous Casting PDFSreekanth PSNo ratings yet
- Porters LegoDocument9 pagesPorters LegoSreekanth PSNo ratings yet
- Iimk Fact Sheet 2014-15: International Exchange ProgrammeDocument5 pagesIimk Fact Sheet 2014-15: International Exchange ProgrammeSreekanth PSNo ratings yet
- 2006 Jul Sep 131 146Document16 pages2006 Jul Sep 131 146Gobs MixNo ratings yet
- LITERARY THEORY BY TERRY EAGLETON NotesDocument6 pagesLITERARY THEORY BY TERRY EAGLETON NotesPrachi SharmaNo ratings yet
- Zoom g2 1nu Manual Do Utilizador PDFDocument56 pagesZoom g2 1nu Manual Do Utilizador PDFEliude Gonçalves FerreiraNo ratings yet
- Methods of Estimation For Building WorksDocument22 pagesMethods of Estimation For Building Worksvara prasadNo ratings yet
- An Overview and Framework For PD Backtesting and BenchmarkingDocument16 pagesAn Overview and Framework For PD Backtesting and BenchmarkingCISSE SerigneNo ratings yet
- High Performance Vector Control SE2 Series InverterDocument9 pagesHigh Performance Vector Control SE2 Series InverterhanazahrNo ratings yet
- Changing Historical Perspectives On The Nazi DictatorshipDocument9 pagesChanging Historical Perspectives On The Nazi Dictatorshipuploadimage666No ratings yet
- Power - Factor - Correction - LegrandDocument24 pagesPower - Factor - Correction - LegrandrehanNo ratings yet
- Analysis of Green Entrepreneurship Practices in IndiaDocument5 pagesAnalysis of Green Entrepreneurship Practices in IndiaK SrivarunNo ratings yet
- Company Profile PT. Geo Sriwijaya NusantaraDocument10 pagesCompany Profile PT. Geo Sriwijaya NusantaraHazred Umar FathanNo ratings yet
- Hawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersDocument133 pagesHawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersTinsae LireNo ratings yet
- 2SA1016Document4 pages2SA1016catalina maryNo ratings yet
- Rules and Fallacies For Categorical SyllogismsDocument5 pagesRules and Fallacies For Categorical SyllogismsFatima Ismael PortacioNo ratings yet
- Efektifitas Terapi Musik Klasik Terhadap Penurunan Tingkat HalusinasiDocument9 pagesEfektifitas Terapi Musik Klasik Terhadap Penurunan Tingkat HalusinasiAnis RahmaNo ratings yet
- Electronics 12 00811Document11 pagesElectronics 12 00811Amber MishraNo ratings yet
- Curriculum Improvement v2Document47 pagesCurriculum Improvement v2Nica Lagrimas100% (1)
- Disney - QMDocument14 pagesDisney - QMSyarifuddin Zulkifli0% (1)
- RV900S - IB - Series 3Document28 pagesRV900S - IB - Series 3GA LewisNo ratings yet
- Planning Theory Syllabus - 2016Document24 pagesPlanning Theory Syllabus - 2016LakshmiRaviChanduKolusuNo ratings yet
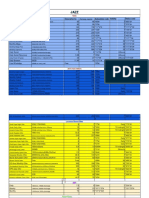
- Jazz PrepaidDocument4 pagesJazz PrepaidHoney BunnyNo ratings yet
- Student Workbook: Advance 3Document31 pagesStudent Workbook: Advance 3Damaris VegaNo ratings yet
- Puratattva No 41Document3 pagesPuratattva No 41ultimategoonNo ratings yet
- Using Impact IX49 and 61 With Nektar DAW Integration 1.1Document21 pagesUsing Impact IX49 and 61 With Nektar DAW Integration 1.1Eko SeynNo ratings yet
- 3.15.E.V25 Pneumatic Control Valves DN125-150-EnDocument3 pages3.15.E.V25 Pneumatic Control Valves DN125-150-EnlesonspkNo ratings yet
- IFN 554 Week 3 Tutorial v.1Document19 pagesIFN 554 Week 3 Tutorial v.1kitkataus0711No ratings yet
- Plane TrigonometryDocument545 pagesPlane Trigonometrygnavya680No ratings yet
- Introduction To SCRDocument19 pagesIntroduction To SCRAlbin RobinNo ratings yet