You might also like
- Productividad Extrema: Como Ser Más Eficiente, Producir Más, y MejorFrom EverandProductividad Extrema: Como Ser Más Eficiente, Producir Más, y MejorRating: 5 out of 5 stars5/5 (3)
- UF1126 - Control de la producción en fabricación mecánicaFrom EverandUF1126 - Control de la producción en fabricación mecánicaNo ratings yet
- 11 Errores en El Cierre de VentasDocument14 pages11 Errores en El Cierre de Ventasengels666No ratings yet
- Certificado de Acciones MODELODocument4 pagesCertificado de Acciones MODELOAldo53% (19)
- Curso de Planeación y Control de La ProducciónDocument34 pagesCurso de Planeación y Control de La Produccióncarloshugolety100% (1)
- Plan de OperacionesDocument9 pagesPlan de Operacionespaola seguraNo ratings yet
- Planificación y programación de la producción: claves para optimizar los procesos productivosDocument38 pagesPlanificación y programación de la producción: claves para optimizar los procesos productivosBrian RodriguezNo ratings yet
- Resumen de Supply Chain Management de Sunil Chopra y Peter MeindlFrom EverandResumen de Supply Chain Management de Sunil Chopra y Peter MeindlRating: 5 out of 5 stars5/5 (1)
- Resumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerFrom EverandResumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerNo ratings yet
- Calculo de Materias Primas, Insumos, Personal y MaquinariaDocument5 pagesCalculo de Materias Primas, Insumos, Personal y Maquinariayinbareza0% (1)
- Planificación Agregada de La ProducciónDocument6 pagesPlanificación Agregada de La ProducciónLuis VillatoroNo ratings yet
- 5.-Planeación AgregadaDocument48 pages5.-Planeación AgregadaJesse CookNo ratings yet
- Planeacion de La ProduccionDocument6 pagesPlaneacion de La ProduccionCentro J y NNo ratings yet
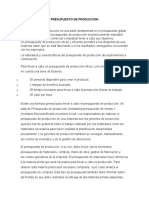
- Presupuesto de ProduccionDocument4 pagesPresupuesto de ProduccionLuis Martin Berru ChavezNo ratings yet
- Ejercicio Nro 2 Jesus Espinoza Costo EstimadoDocument4 pagesEjercicio Nro 2 Jesus Espinoza Costo EstimadoJorge Guerrero100% (2)
- La Importancia Del Planeamiento y Control de La ProducciónDocument8 pagesLa Importancia Del Planeamiento y Control de La ProducciónvitelioatNo ratings yet
- Micro Econom I ADocument31 pagesMicro Econom I ALuis LopezNo ratings yet
- Razones FinancierasDocument2 pagesRazones Financierasjenifer isos0% (1)
- Analisis de Precios InternacionalesDocument4 pagesAnalisis de Precios Internacionalesyara rodriguezNo ratings yet
- Mii509 s3 CasoDocument4 pagesMii509 s3 CasoDavid Contreras17% (6)
- INVERSIONDocument6 pagesINVERSIONMayra Abigail Paucar RomeroNo ratings yet
- Organización y Planificación de La ProducciónDocument9 pagesOrganización y Planificación de La ProducciónMarco Sotelo VaronNo ratings yet
- Organización de La ProducciónDocument3 pagesOrganización de La Producciónnatypao3No ratings yet
- TAREA 4 Presupuesto EmpresarialDocument10 pagesTAREA 4 Presupuesto EmpresarialEli SmithNo ratings yet
- Planeación de la ProducciónDocument9 pagesPlaneación de la ProducciónEli SmithNo ratings yet
- Presupuesto Empresarial Tarea 2Document9 pagesPresupuesto Empresarial Tarea 2Ariel MatosNo ratings yet
- Tarea 3 Presupuesto EmpresarialDocument13 pagesTarea 3 Presupuesto EmpresarialScarlet Perez SeverinoNo ratings yet
- Planificación producciónDocument10 pagesPlanificación producciónJair GarciaNo ratings yet
- PLANIFICACIÓN PRODUCCIÓN, MATERIAS PRIMAS, MANO OBRADocument9 pagesPLANIFICACIÓN PRODUCCIÓN, MATERIAS PRIMAS, MANO OBRAGrisel FamiliaNo ratings yet
- MPS Plan Maestro de ProduccónDocument2 pagesMPS Plan Maestro de ProduccónSergioNo ratings yet
- U2 Operaciones1-1Document27 pagesU2 Operaciones1-1JazNo ratings yet
- Conclusion 2Document5 pagesConclusion 2Ricardo ChMaasNo ratings yet
- Planeacion Agregada de ProduccionDocument8 pagesPlaneacion Agregada de ProduccionLuisEnriqueCamacSaavedraNo ratings yet
- Ensayo 4 Capitulo Plan de ProducciónDocument3 pagesEnsayo 4 Capitulo Plan de ProducciónSteven AvilaNo ratings yet
- Tarea 3 Presupuesto EmpresarialDocument8 pagesTarea 3 Presupuesto Empresarialjeifer mejia de los santos100% (1)
- Presupuesto de ProducciónDocument3 pagesPresupuesto de ProducciónGuadalupe Hernandez RosasNo ratings yet
- Paper Gestión de ProducciónDocument22 pagesPaper Gestión de ProducciónPaula Andrea Rueda100% (1)
- 70272Document63 pages70272LusiNo ratings yet
- Diario Doble Entrada Presupuestos de OperacionDocument11 pagesDiario Doble Entrada Presupuestos de OperacionAlvaro Enrique Duran MartinezNo ratings yet
- Unidad 3 MassielDocument15 pagesUnidad 3 MassielMassiel Domínguez GarcíaNo ratings yet
- Renteria Teran Felix Eduardo Unidad 4Document14 pagesRenteria Teran Felix Eduardo Unidad 4FELIX EDUARDO RENTERIA TERANNo ratings yet
- Programación y Planificación de La ProducciónDocument14 pagesProgramación y Planificación de La ProducciónNatalia RochaixNo ratings yet
- Relación PCP áreas empresaDocument5 pagesRelación PCP áreas empresaKarla CadenaNo ratings yet
- El Planeamiento de La ProducciónDocument6 pagesEl Planeamiento de La ProducciónDiana NarvaezNo ratings yet
- Tarea 3 de Presupuesto EmpresarialDocument15 pagesTarea 3 de Presupuesto EmpresarialDariela Ureña diazNo ratings yet
- Planificación de La Producción Dentro de Las OrganizacioneDocument5 pagesPlanificación de La Producción Dentro de Las OrganizacioneGladysNo ratings yet
- 72COMOCREARUNPLANMAESTRODEPRODUCCION ImprimirDocument17 pages72COMOCREARUNPLANMAESTRODEPRODUCCION ImprimirluceroNo ratings yet
- Presupuesto de ProducciónDocument4 pagesPresupuesto de Producciónrichard coronadoNo ratings yet
- Planificación producción agregada maestraDocument19 pagesPlanificación producción agregada maestraVictorNo ratings yet
- PlanificacionDocument10 pagesPlanificacionVictor MaldonadoNo ratings yet
- PresupuestoDocument3 pagesPresupuestoYesica Blanca RIVERA BARRERANo ratings yet
- Planeacion Estrategica de La CapacidadDocument4 pagesPlaneacion Estrategica de La CapacidadJorge BolivarNo ratings yet
- Presupuesto de ProduccionDocument3 pagesPresupuesto de ProduccionSTEFANYENo ratings yet
- Tema Iii - Planeación de La ProducciónDocument5 pagesTema Iii - Planeación de La Producciónjorge luis abadNo ratings yet
- Planeacion AgregadaDocument6 pagesPlaneacion AgregadaSergioNo ratings yet
- Plan Maestro de Produccion-ContrerasDocument5 pagesPlan Maestro de Produccion-ContrerasClaudia MobNo ratings yet
- Tarea Grupal PCP Alicorp Aceros Arequipa CreditexDocument18 pagesTarea Grupal PCP Alicorp Aceros Arequipa CreditexAndresArbeNo ratings yet
- Planeación y Control de OperacionesDocument12 pagesPlaneación y Control de OperacionesPabloZapataCNo ratings yet
- Planes de ProduccionDocument24 pagesPlanes de ProduccionMaria Virginia Quiroz CastillonNo ratings yet
- Producción y organización de negocios: planificación, presupuesto y gestiónDocument6 pagesProducción y organización de negocios: planificación, presupuesto y gestiónMirian PaezNo ratings yet
- Proceso de Programacion Maestro de ProduccionDocument7 pagesProceso de Programacion Maestro de ProduccionCristian Melchor GarciaNo ratings yet
- Importancia del Planeamiento y Control de la Producción (PCPDocument2 pagesImportancia del Planeamiento y Control de la Producción (PCPVictor Raul Zapata CollantesNo ratings yet
- Tarea 3 Presupuesto EmpresarialDocument16 pagesTarea 3 Presupuesto EmpresarialJessica Ortiz GarciaNo ratings yet
- Planificacion de La ProduccionDocument7 pagesPlanificacion de La ProduccionRomarioMorenoNo ratings yet
- Tecnológico Nacional de MéxicoDocument11 pagesTecnológico Nacional de MéxicoNayeli PonceNo ratings yet
- Plan de Negocios para Emprendedores 53 59Document7 pagesPlan de Negocios para Emprendedores 53 59Carolina Estopellán GutiérrezNo ratings yet
- Planeamiento y Control de La Producción: Mg. Jan Molina GuillenDocument19 pagesPlaneamiento y Control de La Producción: Mg. Jan Molina Guillenedgard edNo ratings yet
- Planeamiento ProductivoDocument7 pagesPlaneamiento ProductivoBleny Luz Orjeda MoralesNo ratings yet
- Analisis de Una Empresa-TerminadoDocument32 pagesAnalisis de Una Empresa-TerminadoJosue ChingNo ratings yet
- Actividad en El Aula 3 Ing de La ProductividadDocument7 pagesActividad en El Aula 3 Ing de La ProductividadKarina Gabino0% (3)
- Ejercicios Adicionales Microeconomía CAD TEORIA DEL CONSUMIDORDocument5 pagesEjercicios Adicionales Microeconomía CAD TEORIA DEL CONSUMIDORAlejandro MezaNo ratings yet
- Plan Comercial Caja LurenDocument14 pagesPlan Comercial Caja LurenDeysi Edith Espinoza Cahuana100% (1)
- Periodico InteractivoDocument16 pagesPeriodico InteractivoJuan Domingo SalvadorNo ratings yet
- PDF CaféDocument154 pagesPDF CaféBreidy Rafael Romero BNo ratings yet
- Programación PresupuestariaDocument2 pagesProgramación PresupuestariaFernando PilosoNo ratings yet
- Analisis A StarbucksDocument10 pagesAnalisis A StarbucksMerys BerrioNo ratings yet
- Estrategias de Crecimiento de Nypsa y NestleDocument3 pagesEstrategias de Crecimiento de Nypsa y NestleAlexAraujoValverde0% (1)
- 0.38989600 (1) P PDFDocument1 page0.38989600 (1) P PDFJose Luis Pajuelo PadillaNo ratings yet
- FODADocument21 pagesFODAAlexandra VillegasNo ratings yet
- Tratado de Libre Comercio NicaraguaDocument13 pagesTratado de Libre Comercio NicaraguaConi SánchezNo ratings yet
- Interes - PracticaDocument2 pagesInteres - PracticaAnonymous zPZgrSt6DD0% (1)
- LIHBKDocument4 pagesLIHBKRoysiño Bello MejiaNo ratings yet
- Quiz 1 - Semana 2 - Espc - Bloque Transversal-Diagnostico Empresarial - (Grupo2)Document11 pagesQuiz 1 - Semana 2 - Espc - Bloque Transversal-Diagnostico Empresarial - (Grupo2)jessicaNo ratings yet
- IPC en ChileDocument25 pagesIPC en Chilepabloko_87No ratings yet
- Perfil de EmpresaDocument6 pagesPerfil de EmpresaIvanZaivarNo ratings yet
- Petrosur Petrocaribe y MercosurDocument22 pagesPetrosur Petrocaribe y MercosurLoren UrbinaNo ratings yet
- Contrato de Venta de Terreno Las CasuarinasDocument4 pagesContrato de Venta de Terreno Las CasuarinasJose Manuel Quiroz MarinNo ratings yet
- Trabajo Final Micro y MacroDocument38 pagesTrabajo Final Micro y MacroMily Noemi Murga VasquezNo ratings yet
- Practica 1Document2 pagesPractica 1Cyntia Leonela Reyes100% (1)
- Conjunto NuméricoDocument6 pagesConjunto NuméricoRandy Javier Fuentes Ramos100% (1)