You might also like
- Ficha Tecnica - Soldadura de Plata 15%Document1 pageFicha Tecnica - Soldadura de Plata 15%Yhonatan Sosa DiazNo ratings yet
- Actividad 5 - Deformación Volumétrica - Revisión Del IntentoDocument4 pagesActividad 5 - Deformación Volumétrica - Revisión Del IntentoEver Aguirre100% (1)
- Kami Export - Escribe El Nombre de Las Siguientes ImágenesDocument2 pagesKami Export - Escribe El Nombre de Las Siguientes ImágenesanabelguadalupeNo ratings yet
- Competencias y Estándares de AprendizajeDocument3 pagesCompetencias y Estándares de AprendizajeanabelguadalupeNo ratings yet
- Etapas Del Desarrollo Cognitivo Según PiagetDocument25 pagesEtapas Del Desarrollo Cognitivo Según PiagetanabelguadalupeNo ratings yet
- Institución EducativaDocument11 pagesInstitución EducativaEloy Condori CondoriNo ratings yet
- Vistámonos de NetiquetaDocument2 pagesVistámonos de NetiquetaanabelguadalupeNo ratings yet
- Autorización Marcelo BielsaDocument1 pageAutorización Marcelo BielsaanabelguadalupeNo ratings yet
- Institución EducativaDocument11 pagesInstitución EducativaEloy Condori CondoriNo ratings yet
- Triptico Galletas de AvenaDocument2 pagesTriptico Galletas de Avenaanabelguadalupe100% (4)
- Sesion CtaDocument3 pagesSesion CtaanabelguadalupeNo ratings yet
- Carnaval Santiago de Chocorvos LetraDocument2 pagesCarnaval Santiago de Chocorvos LetraanabelguadalupeNo ratings yet
- Células Procariota y EucariotaDocument2 pagesCélulas Procariota y EucariotaanabelguadalupeNo ratings yet
- Mapeo de IiDocument2 pagesMapeo de IianabelguadalupeNo ratings yet
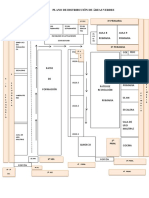
- Plano de Distribución de Áreas VerdesDocument2 pagesPlano de Distribución de Áreas VerdesanabelguadalupeNo ratings yet
- Comunicado Del Área de Cta de SecundariaDocument1 pageComunicado Del Área de Cta de SecundariaanabelguadalupeNo ratings yet
- Dimensión SocialDocument3 pagesDimensión SocialdaydaNo ratings yet
- Caratula DiegoDocument2 pagesCaratula DiegoanabelguadalupeNo ratings yet
- Buen Inicio Del Año AcadémicoDocument7 pagesBuen Inicio Del Año AcadémicoanabelguadalupeNo ratings yet
- Matriz - Propósitos de Aprednizaje-Educacion FisicaDocument7 pagesMatriz - Propósitos de Aprednizaje-Educacion FisicaanabelguadalupeNo ratings yet
- REPOSITORIOSDocument6 pagesREPOSITORIOSanabelguadalupeNo ratings yet
- FORODocument2 pagesFOROanabelguadalupeNo ratings yet
- Reforzando Lo Aprendido. DigestionDocument7 pagesReforzando Lo Aprendido. DigestionanabelguadalupeNo ratings yet
- La Tabla PeriódicaDocument2 pagesLa Tabla Periódicaanabelguadalupe0% (3)
- Nutricion AnimalesDocument54 pagesNutricion AnimalesJohn Forero100% (2)
- Ficha de AplicaciónDocument2 pagesFicha de Aplicaciónanabelguadalupe25% (4)
- Comunicado Del Área de Cta de SecundariaDocument1 pageComunicado Del Área de Cta de SecundariaanabelguadalupeNo ratings yet
- Reforzando Lo Aprendido. DigestionDocument7 pagesReforzando Lo Aprendido. DigestionanabelguadalupeNo ratings yet
- Sesiond e Clase 8 Las BiomoleculasDocument6 pagesSesiond e Clase 8 Las BiomoleculasanabelguadalupeNo ratings yet
- Plan de Trabajo Familia FuertesDocument5 pagesPlan de Trabajo Familia FuertesanabelguadalupeNo ratings yet
- Unidad Tutoria ModeloDocument2 pagesUnidad Tutoria ModeloanabelguadalupeNo ratings yet
- Experiencia Lideres San JoseDocument59 pagesExperiencia Lideres San JoseanabelguadalupeNo ratings yet
- Aws d1.5 PDFDocument42 pagesAws d1.5 PDFFernandoBravoNo ratings yet
- Grupo 4. C MaterialesDocument9 pagesGrupo 4. C MaterialesFernando GutiérrezNo ratings yet
- Ecuacionario PSU Física 2012 Preu SIAODocument4 pagesEcuacionario PSU Física 2012 Preu SIAOJuan Pablo Urrutia100% (1)
- Practica 2ndo Examen ParcialDocument3 pagesPractica 2ndo Examen ParcialLuis ArleyNo ratings yet
- PRACTICA 4 Emulsiones Resultados 1Document11 pagesPRACTICA 4 Emulsiones Resultados 1gabNo ratings yet
- Monografia de EcografiaDocument15 pagesMonografia de EcografiaANTONHY BRET PINTO PARIONA100% (3)
- f2 02 Masa ResorteDocument2 pagesf2 02 Masa ResorteLeonardoArrietaNo ratings yet
- Guion Mecanica Clasica PDFDocument2 pagesGuion Mecanica Clasica PDFAbnerNo ratings yet
- 2.1 Práctica de Operaciones Básicas de LaboratorioDocument4 pages2.1 Práctica de Operaciones Básicas de LaboratorioArelyNo ratings yet
- BIOFISICADocument63 pagesBIOFISICAAshh LuNo ratings yet
- Lab 1. MetalografiaDocument6 pagesLab 1. MetalografiaSketch :vNo ratings yet
- Óptica de Fourier y Sistema Schlieren para Fluidos - InformeDocument3 pagesÓptica de Fourier y Sistema Schlieren para Fluidos - InformeVictor Daniel Carrasco ChavarriaNo ratings yet
- Trabajo RacionalDocument6 pagesTrabajo RacionalMilton Ccallata CarbajalNo ratings yet
- Instalaciones AuxiliaresDocument9 pagesInstalaciones AuxiliaresDarckiiTo Prince IglesiasNo ratings yet
- Hidraulica de CanalesDocument10 pagesHidraulica de CanalesLENIN ALFONSO FERNANDEZ FLORESNo ratings yet
- Fundamentos EquilibradoDocument99 pagesFundamentos EquilibradoJesús Jiménez LisónNo ratings yet
- informe-TEMPLE Y REVENIDO-06Document19 pagesinforme-TEMPLE Y REVENIDO-06Paloma Loaiza AndiaNo ratings yet
- Diseño de Muro de Alcantarilla 2.00x2.00 HR 2.00Document26 pagesDiseño de Muro de Alcantarilla 2.00x2.00 HR 2.00Gabriel Medina fernándezNo ratings yet
- Aduccion Por Bombeo Tema 5Document20 pagesAduccion Por Bombeo Tema 5Belinda Leen Curiel100% (1)
- FORMULARIODocument2 pagesFORMULARIOeduardoNo ratings yet
- Tema 2 Deformacion Simple 2 1 ContenidosDocument26 pagesTema 2 Deformacion Simple 2 1 ContenidosfernandaNo ratings yet
- Trabajo Disipadores SismicosDocument37 pagesTrabajo Disipadores SismicosAngel CaidoNo ratings yet
- Coeficiente de Perdida para Accesorios CengelDocument3 pagesCoeficiente de Perdida para Accesorios CengelZapataMontoyaNattaNo ratings yet
- Análisis Estructural: Mg. Ing. Roy Monteagudo VeneroDocument20 pagesAnálisis Estructural: Mg. Ing. Roy Monteagudo VeneroAlex Angel Taipe ZegarraNo ratings yet
- Proyecto Destiladora de Agua GRUPO E (Terminado)Document44 pagesProyecto Destiladora de Agua GRUPO E (Terminado)Daniel Lanza50% (2)
- Operaciones de Pulvimetalurgia, Por Soldadura y Con Materiales Plasticos Act8Document9 pagesOperaciones de Pulvimetalurgia, Por Soldadura y Con Materiales Plasticos Act8Antonio AspireNo ratings yet